

1 서 론
산업용과 공구용 재료로 쓰이는 금속재료의 기계적, 물 리적, 열적 성질 등을 향상시키기 위해 새로운 코팅 기 술 개발이 활발히 진행 되고 있다.1,2) 질화물 코팅은 가 장 널리 알려져 있는 방법으로 사용범위가 매우 광범위 하다.3,4) 이 질화물 코팅은 표면에 이온 주입하는 방법 등을 이용하여 표면의 특성을 향상 시키는 연구이다.5-9) 그 중 PVD(physical vapor deposition) 법으로 피막을 증착 하는 경우, 기판 바이어스 및 가스 분압 등의 공 정 변수가 피막의 미세구조와 기계적 성질에 많은 영향 을 미치는 것으로 알려져 있는데, 이것은 이들 공정 변 수가 플라즈마 중의 증착 물질의 이온화율, 이온 충돌 양상을 변화시키는데 기인하는 것으로 알려지고 있다. PVD 법에는 Evaporation, Sputtering, Ion-Plating 등이 있는데, 이 중 Ion-Plating법은 생산성이 높고 피막 특성 이 우수하여 산업 현장에 보급되어 활용되고 있는 코팅 기술이다.10-12)
TiN과 CrN 코팅은 재료 표면 위에 경질 보호 피막을 증착하여 반응을 억제시키는 PVD중에 하나인 AIP(arc ion plating)법을 이용하여 생성시킨다.
생성된 TiN과 CrN 코팅은 현재 높은 경도, 낮은 마 찰계수, 내마모성 및 부식저항을 가지고 있으며, 그 성질 이 높이 평가 되어 많은 분야에서 사용되고 있다. 특히 CrN은 TiN에 비해 더 좋은 성질의 내마모성과 마찰계 수, 미세경도, 고인성을 가지고 있다고 알려져 있다.13-15)
하지만 TiN과 CrN이 다층(multi-layer)으로 형성되었을 때 나타나는 특성들에 대한 연구가 현재는 거의 없다.
본 연구에서는 두 성분 TiN과 CrN의 코팅 박막을 재 료 위에 형성 시켰을 때 나타나는 기계적 성질과 부식 특성을 확인 하고자 하였다. 이때 각 코팅층 3개의 층 (Layer)으로 형성 하였으며, 두 가지 타입[TiN/CrN/TiN (이후 TCT), CrN/TiN/CrN(이후 CTC)]으로 증착시켜 코 팅층의 특성을 비교 분석하였다.
2 실험 방법
2.1 시편준비
현재 산업 및 기계, 구조용 등으로 가장 흔하게 사용 되고 있는 소재인 STS304(SK규격)를 이용하였다. 시험 편은 두께 2 mm, 지름 15 mm 원형으로 와이어 방전 가 공기로 가공하여 이용하였다. 모든 시험편들은 600, 1200 grit 질화규소로 일차 연마 한후, 다시 9 μm 연마시트로 정밀연마 하였다. 정밀 연마 후 알코올과 아세톤 용매 에 시편을 넣고 초음파 세척기를 이용하여 각 10분간 세 척하여 준비하였다.
2.2 AIP를 이용한 TiN, CrN Coating
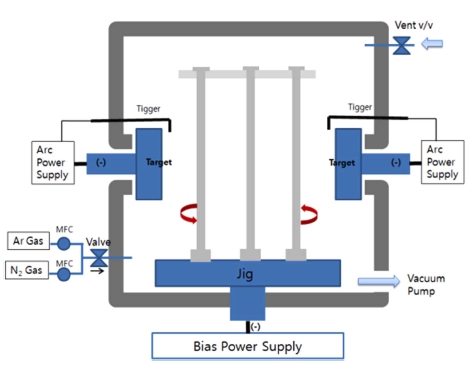
본 실험에 사용한 코팅 장비는 아크 이온 플레이팅 시 스템(arc ion plating system, A-Tech system Co.)을 사 용하였다. AIP장비는 크게 메인 챔버 부분, 펌핑 시스 템 부분, utility part, 제어부로 구성되어 있으며, 메인 챔 버 내에 사방으로 아크 건이 부착되어 있으며, 중앙에 공전/자전이 가능한 지그로 구성되어 있다. 진공센서로는 1개의 이온 게이지와 2개의 컨백트론 게이지, 1개의 바 라트론 게이지가 부착되어 있으며, 투시창을 통하여 코 팅 공정을 관찰 할 수 있다. 시료를 장착할 수 있는 지 그는 코팅의 균일성을 위해 공.자전이 가능하도록 설계 되어 있다. 또한 스테인리스강관에 봉입된 칸탈 히터가 부착되어 있어 챔버 내부를 400 °C까지 올릴 수 있게 되 어 있다. Fig. 1에 AIP장비와 장비의 개략적인 구성도 를 나타내었다.
코팅에 사용된 Ar과 N2 가스의 순도는 99.999 %, 타 겟은 3인치 직경인 Ti-10%Ag를 사용하였다. 세척이 완 료된 시험편은 타겟과 15 cm 거리에 위치하도록 지그에 고정시킨 후 진공 배기를 실시하였다. 최초 로타리 펌 프와 부스터 펌프를 이용하여 5.0 × 10−3 torr 이하로 진 공도를 유지한 후 극저온 고진공 펌프를 이용하여 5.0 × 10−5 torr 이하의 진공도가 되도록 진공도를 떨어뜨린 후 공정에 필요한 온도로 가열을 실시하였다. 증착 전 시 료의 표면에 남아 있는 산화막을 제거하기 위하여 Ar 200 sccm(standard cubic centimeter per minute), 공정 압력 20 mTorr, 바이어스 −800 V의 조건으로 60분간 Ar 플라즈마 세정을 실시 하였으며, 타겟 표면의 산화막을 제거하기 위하여 아크 건에 60 A의 파워를 인가하고 2 분간 타겟 표면 세정을 실시하여 증착 시 박막의 물성 에 영향을 줄 수 있는 오염원을 최대한 제거하였다.
건식세정 후 각 TiN, CrN층을 형성시켰으며, 이때 두 가지 타입으로 3layer로 증착시켜, TiN-CrN-TiN Coating (이후 TCT)과 CrN-TiN-CrN Coating(이후 CTC) 두 그 룹으로 나누어 실시 하였다. 코팅층의 비교 분석을 위 해 TiN 코팅만을 같은 두께(약 3~4 μm)로 증착(공정압 력: 20 mTorr, 바이어스 100 V, N2 가스 400 sccm, 코팅 시간: 180 min, 아크파워: 60 A) 시켰다. 세정 및 코팅 증착의 조건을 Table 1에 나타내었다.
Table 1
Coating conditions.
2.3 코팅층 특성 분석
각 조건에 따라 코팅된 TCT, CTC 코팅층은 우선 주 사전자현미경(SEM)을 이용하여 코팅 두께를 측정하여 확 인 하였으며 각 층의 성분 분석을 위하여 에너지 분산 분광법(energy dispersive spectroscopy, EDS)의 Line 분 석을 통해 각 코팅층의 증착 정도를 확인하였다. 또한 코팅층의 성분과 상을 확인하기 위하여 X-ray diffractometer를 이용하여 20~80°의 주사각도에서 step scan mode (step width 0.04, fixed time 1sec)로 회절선을 얻어 상 을 조사 하였다.
코팅층의 경도차를 분석하기 위해 마이크로비커스를 이 용해 표면경도를 측정 하였으며, 모재 영향을 받지 않 을 정도의 30 g으로 하중값을 주고, 각 9 point를 측정 하여 최고값과 최저값을 제외하고 나머지의 평균값으로 측정하였다.
코팅층의 부착성을 측정하기 위하여 선형 스크레치 테 스트를 각 3회 씩 실시하였으며 그 평균값으로 나타내 었으며, 내마모성을 분석하기 위하여 마모테스트를 실시 하였다. 마모테스트는 Pin on disk로 진행되었으며, 하중 2 kg, 시간 600 s로 진행되었다. 사용된 Pin은 Ti(G.2)로 2Φ, 5Φ, 25 mm로 가공하였으며, Disk는 15Φ, 2 mm로 코팅된 시험편으로 진행하였다.
마지막으로 동전위 분극시험을 통해 각 조건에 따라 형 성된 코팅층이 갖는 부식률을 전류 밀도 및 전위 거동 으로16-18) 비교 분석하기위해 실시 하였으며, 분석 조건 으로 전해질 용액은 0.9 % NaCl(식염수)를 사용하였고 작 업전극은 시험편을, 기준전극은 포화 감홍전극(saturated calomel electrode, SCE), 보조전극은 고밀도 탄소전극을 사용하였다. Scan Rate는 10 mV/s으로 분석을 실시 하 였다.
3 결과 및 고찰
Fig. 2에 TCT와 CTC의 SEM 이미지(1만 배율)와 EDS 결과를 나타내었다. TCT Coating 두께는 약 4.35 μm(TiN 1.59 μm, CrN 1.17 μm, TiN 1.49 μm)이고, CTC Coating 두께는 약 3.20 μm(CrN 0.97 μm, TiN 1.24 μm, CrN 0.96 μm)으로 각 코팅은 1 μm 내외의 두께를 가졌 으며, 코팅의 성분을 확인 하기 위하여 EDS 라인 분석 을 실시하였다. 대체적으로 TiN, CrN코팅은 적층이 선 명하게 잘 형성되어 있음을 확인 하였다.
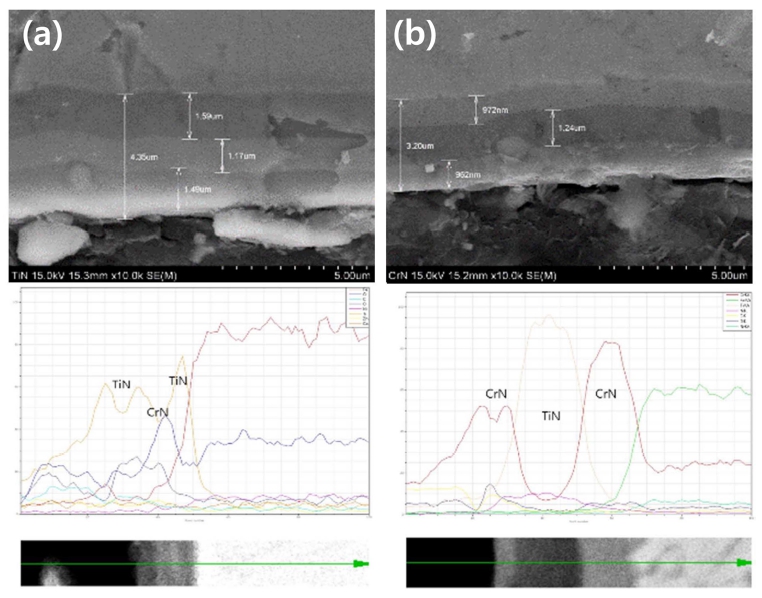
TCT의 경우 CTC보다 EDS 라인 분석 결과에서 경계 가 정확하게 보이진 않았는데 EDS 측정 시 적층된 코 팅 층이 명확하지 않은 부분인 것으로 판단되며, 중간 층인 CrN에 속하는 Cr 피크가 확실히 관찰되어 다층 코 팅이 형성되어 있음을 확인 하였다.
대체적으로 CrN 코팅층 두께가 조금더 얇은 경향을 보 였으며, 정확한 상과 성분 분석을 위해 Fig. 3에 XRD 피크를 나타내었다.
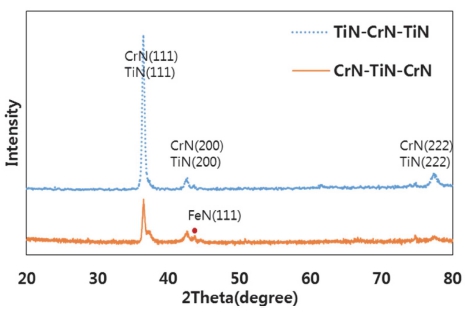
TCT와 CTC 모두 같은 성분(TiN, CrN)으로 형성되어 있기 때문 같은 피크가 확인 되었고, PVD방법으로 코 팅하였을 때 나타나는 (111)방향 우선성장 현상과 일치 하였다.17) TCT는 CTC에 비해 코팅층의 두께가 두껍기 때문에 피크의 형상이 더 큰 것으로 판단된다.
Fig. 4에 미소경도 결과를 나타내었다. 비교를 위하여 TiN만을 코팅한 시험편 결과와 같이 나타내었다. Bulk 상태의 TiN 미소경도는 1800~2000 Hv 정도이나, TiN 증착층의 미소경도는 증착 공정에 따라 400~3000 Hv로 넓은 범위17)를 가진다. 이러한 차이는 증착 조건 등의 차 이에 따른 미세조직의 변화 및 화학성분에 기인한다고 볼 수 있다.17)
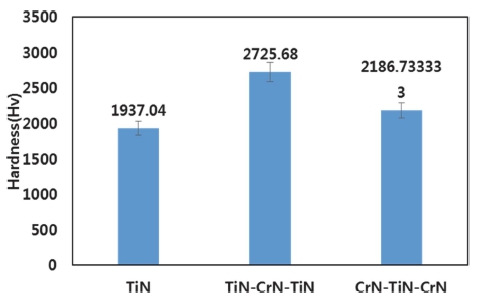
Fig. 4에 나타낸 것과 같이 코팅층의 미소경도 값은 TCT가 가장 높은 2725.68 Hv로 가장 높은 값을 나타었 다. TiN의 경우 1900 Hv 초반대로 값을 나타내었고, CrN 는 직접 실험해 보진 않았지만 AIP법으로 3 μm정도 증 착 할 경우 1500~1850 Hv 정도로 알려져 있어19,20) 단 층일 때보다 다층일 때 코팅층들이 적층되면서 더 높은 경도를 가지는 것으로 판단된다.
다음으로 코팅층들의 부착력을 알아보기 위하여 스크 래치 테스트를 하였으며 Fig. 5에 결과를 나타내었다. 3 회씩 진행하였으며 결과는 하나만을 예시로 나타내었다.
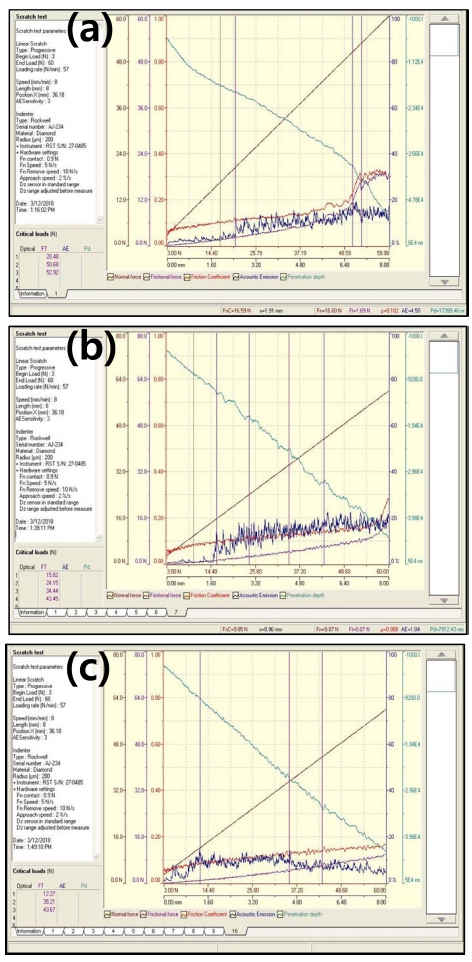
먼저 TiN 1회 테스트 50.68N 2회 테스트 60N 이상 3회 테스트 50N 이상으로 평균 50N 이상으로 측정 되 었다.
TCT테스트 결과 TiN 코팅은 16N 까지는 마지막 TiN 코팅 막이 보이나 그 후에는 CrN 코팅 및 바닥 TiN 코 팅과 모재를 구분 하기가 어려웠다. 일반적으로 모재의 색상이 은색임을 감안하면 접착강도는 50N 이상으로 판 단된다.
CTC는 각 테스트 결과는 40N 이상 나오며 2,3회 테 스트는 중간에 변화가 일어나는 것을 확인 할 수 있었 다. 2테스트는 34N과 45N에서 변화가 일어 나며 테스 트 3에서는 26N과 27N에서 접착력의 변화가 보이며 전 체적으로 큰 접착력의 차이는 보이지 않았다.
평균적으로 가지는 부착력은 TiN 50N 이상 TCT 50N 이상, CTC 40N 이상으로 다층으로 적층된 TCT와 CTC 가 단층의 TiN보다는 조금 떨어지는 경향을 보였다.
이러한 결과는 아무래도 서로 다른 성분의 층들이 적 층되어 있는 모양으로 쌓여 있기 때문에 코팅층 중간에 접착될 수 있도록 표면처리를 한다거나, 중간층을 형성17) 시켜 코팅층간의 부착력을 높일 수 있는 방법을 모색해 보아야 할 것이다.
XRD와 부착력 테스트의 결과로 미루어 보아, 다층으 로 형성된 TCT와 CTC는 중간층 형성물 없이 적층이 되 어 있으며, 각 층간의 부착력 또한 강하지 않은 것으로 판단된다.
다음에 나타낸 Fig. 6는 마모테스트를 600 s 진행한 후 마모 손실을 나타내었으며 Table 2는 최대 마모손실 수 치와 평균마찰력을 나타내었다.
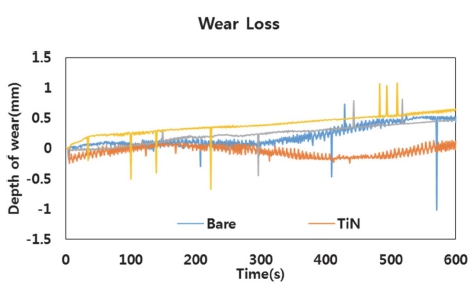
Table 2
Wear loss and friction force.
| Wear Loss(mm) | Friction Force(kg) | |
|---|---|---|
| Bare | 0.527 | 0.1005 |
| TiN | 0.242 | 0.1977 |
| TCT | 0.478 | 0.243 |
| CTC | 0.646 | 0.2806 |
코팅을 하지 않은 STS304는 Bare로 나타내었으며 코 팅의 유무에 따른 결과를 보기 위하여 같이 진행하였다.
마모소실은 CTC가 가장 많았으며 TiN이 가장 적은 값 을 가졌다. 마찰력은 코팅을 하지 않은 Bare가 가장 낮 았으며, CTC가 가장 높은 마찰력을 가졌다. CTC의 마 찰력이 가장 높이 때문에 손실이 가장 많은 것으로 확 인 된다. 하지만 TiN의 경우 마찰력이 Bare 보다 거의 두 배 가까이 차이 나지만 오히려 손실은 Bare의 값에 50 %도 미치지 못하였다. 이러한 결과는 코팅층을 형성 하게 되면, 코팅을 하지 않을 때 보다 손실은 어느 정 도 줄일 수 있지만 TiN이 단층으로 코팅이 되었을 때 다층일 때보다 마찰력이 적어 손실 또한 최소화 할 수 있는 것으로 판단된다.
Fig. 7에 각 코팅의 결과를 나타내었다. Potential(Ecorr) 은 open circuit 조건에서 표준전극에 대하여 부식되는 시 편의 표면에서 발생하는 전위를 말하며 전체의 전위영 역에서 전류밀도(Icorr)가 낮을수록 내식성이 우수함을 나 타낸다.21,22)
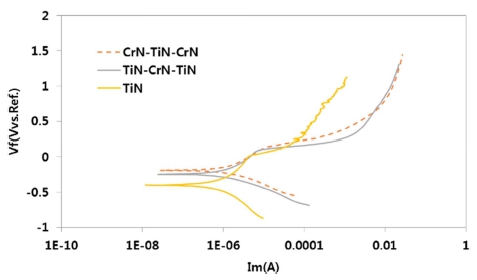
Table 3에서 확인 하는 바와 같이 부식률과 전류밀도 는 코팅층이 단층일 때보다 다층이 전체적으로 좋았으 며, 근소의 차이 이지만 전류밀도(Icorr)가 가장 좋은 1.25 × 10−6을 가지는 TCT가 부식률 또한 가장 좋았다. 하지만 Potential(Ecorr)은 CTC가 −0.19 V로 표면에서 발생하는 전위값이 가장 낮은 것으로 확인 되었다.
Table 3
Corrosion rate, corrosion potential and corrosion current density of film layer.
| Corrosion Rate(mpy) | Icorr(A) | Ecorr(V) | |
|---|---|---|---|
| TiN | 0.8196 | 2.54E-06 | –0.399 |
| TCT | 0.4027 | 1.25E-06 | –0.244 |
| CTC | 0.5524 | 1.70E-06 | –0.19 |
CrN에 속해있는 Cr의 높은 내식성으로 인해 코팅층 중 에 가장 많은 Cr을 함유하고 있는 CTC가 가장 높은 부 식율을 가질 것 이라고 예상 했지만 EDS와 XRD의 결 과와 함께 보면 TCT의 코팅 두께 및 Cr 함량이 조금 더 높다는 것을 확인할 수 있었다. 이것은 CrN의 코팅 층을 두번 올리는 것보다 CrN층을 가운데 두고 아래 위 두 쪽으로 TiN층을 형성 시켜 CrN층을 보호하는 역할 로 써 진행되어 내식성에는 보다 효과 적인 것으로 판 단된다.
4 결 론
본 연구에서는 AIP(arc ion plating)법을 이용하여 TiN 과 CrN 박막을 다층으로 형성시켜 그 접착성, 내마모성 및 내식성의 특징을 알아 보았다.
1) 같은 조건으로 증착시켰을 때 대체적으로 TiN층보 다 CrN 층이 조금 더 얇은 경향을 보였으며 SEM이미 지로 확인 해 본 결과 적층은 잘 이루어졌다.
2) 단일 층일 때 보다 다층일 때 표면 경도는 더 높 아졌으며 CTC보다 TCT의 표면경도가 더 높은 결과를 보였다.
3) 접착력과 내마모성은 단일층으로 이루어진 TiN이 가 장 좋았으며 TCT, CTC는 약 10N정도 떨어졌다.
4) 내식성의 경우 단층일 때보다 다층일 때 좋은 결 과를 보였으며, 다층 중에서도 TCT가 표면에서 발생하 는 전위 값인 전류밀도 1.25E-06(A)로 가장 적은 수치 를 가져 부식률 또한 0.4027mpy로 가장 적은 수치로써 내식성이 가장 좋은 결과를 보였다.
이러한 결과를 보아 TiN, CrN으로 이루어진 다층 박 막은 단층인 TiN보다 표면 미소경도와 내식성은 좋으 나, 부착력과 내마모성은 떨어짐을 확인할 수 있었다.
