

1. 서 론
Al-Cr-Ce-Co합금에 대하여 단일 롤(single roll)방법으 로 급냉시킨 리본의 인장강도가 1,300 MPa을 나타낸다 고 보고되고 있다.1-4) 이것은 모상인 Al상 내부에 미세 한 준결정이 분산되어 존재하는 것에 따른 분산강화형 강화기구가 작용하고 있기 때문이다. 이 합금계 또는 Al- Fe-Ce합금에서 준결정을 포함한 아토마이즈 분말을 압출 성형 하여 벌크를 제작하는 알루미늄 고강도재료개발이 진행되었다.5-7) 이와 같이, 준결정을 분산시켜 분산강화 형 고강도재료의 개발을 기대할 수 있다.
Tashlykova-Bushkevich 등은 Al-Cr 2원계 합금을 단일 롤 방법으로 제작하여 준결정을 포함한 급냉리본을 기 계적연마(MG) 방법을 이용하여 분쇄하고, 이것을 펄스 통전방법으로 소결하여 소결체를 제작하였다. 밀도가 높 은 소결체를 얻기 위해서는 준결정상과 Al상의 혼합조 직이어야 하며, Al상의 양이 소결체 밀도에 영향을 미 친다고 보고하였다.8) 그러나 Al-Cr 2원계에서 준결정을 다량 함유한 Al90Cr10조성으로 소결체를 제작하면 기공율 이 2 ~ 3 %로 되어 이것이 강도를 저하시킬 것으로 예 상되며, 또한 준결정이 안정화 되는 온도가 약 650 K 이고, 이 온도보다 낮은 저온에서 소결을 실시하기 위 해서는 부가하는 압력을 500 MPa로 할 필요가 있다. 따 라서 대형시료 제작에 문제가 있기 때문에 소결밀도를 향상시키기 위해서 제3원소 첨가를 시도하였다. Al-Cr- Si합금을 초급냉 하면 준결정이 석출한다고 보고되고 있 으며,9,10) 이 합금도 준결정을 포함하는 분산강화형의 고 강도를 갖는 재료가 될 수 있는 가능성이 있다.
따라서 본 연구에서는 단일 롤 방법을 이용하여 급냉 응고 시킨 준결정을 포함하는 Al-Cr-Si합금에 대하여 조 성과 열적 특성 및 소결성의 관계를 명백히 하고, 낮은 압력 상태에서 고밀도 소결체를 제작하는 것이 목적이다.
2. 실험 방법
단일 롤 급냉방법을 이용하여 Al-Cr-Si합금의 급냉리 본을 제작하였다. 단일 롤 급냉에는 단일 롤 급냉장치 (NISSIN GIKEN Co., LTD)를 이용하여 회전 수 5,000 rpm, 챔버 내를 Ar 분위기(74.7 kPa)로 하였으며, 분사 가스압력 68.6 kPa, 노즐-롤 간격 0.4 mm인 조건에서 시료를 제작하였다. 노즐은 그라파이트 노즐을 사용하 였고, 제작한 급냉리본은 유성형 볼밀(Ito-seisakusyo Co., LTD)을 이용하여 분쇄하였다. 볼밀은 스테인리스로 제작 한 포트와 볼을 사용하였으며, 180초 동안 밀링처리를 실 시하였다. 분쇄된 분말은 메시를 이용하여 입경 45 μm 이하인 분말을 소결처리 하였다. 제작한 분말을 펄스 통 전 소결 장치(SUMISEKI Materials, SPS-510L)를 이용 하여 진공상태(13 Pa)에서 소결처리를 실시하였다. 소결 은 부가압력을 최대 500 MPa로 하기 위하여 초경합금 인 WC-Co를 사용하였다. 제작한 리본, 분말 및 성형체 는 시차주사열량계(DSC-60 Plus, SHIMAZU), X선 회 절기(XRD-6100, SHIMAZU), 광학현미경(OM; GX-51 OLYMPUS), 주사전자현미경(SEM; JSM-7100F JEOL/ EDS; OXFORD INCA Energy), 투과전자현미경(TEM; JEM-3010 JEOL)을 이용하여 열적 물성, 구조, 조성, 결 정성 등을 조사하였다. 또 소결체의 기공율은 현미경 사 진을 컴퓨터 프로그램을 이용하여 화상처리를 통하여 구 하였다.
3 결과 및 고찰
3.1 급냉에 의한 Al-Cr-Si합금 리본의 제작과 열특성
준결정 조성으로 이미 보고된9) Al74Cr20Si6합금에서 Cr 양을 감소시킨 Al77Cr13Si10 및 2원계 합금 Al90Cr10합금에 서 Cr을 Si로 치환시킨 Al90Cr8Si2, Al90Cr6Si4, Al90Cr3Si7 합금에 대하여 급냉처리를 실시하였다. Al74Cr20Si6 및 Al77Cr13Si10의 XRD결과와 DSC를 이용하여 측정한 열 특성 측정결과를 Fig. 1에 나타내었다.
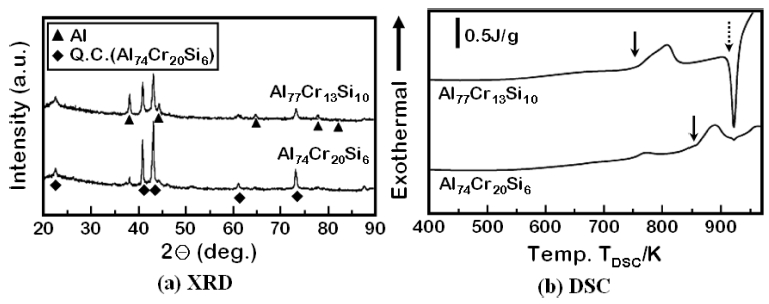
Fig. 1
(a) XRD results and (b) DSC measurement results of rapidly solidified Al74Cr20Si6 and Al77Cr13Si10.
Al74Cr20Si6합금은 거의 준결정 단상이라는 것을 알 수 있다. 또한 이것보다 Cr양이 적고 Al 및 Si양이 많은 Al77Cr13Si10합금은 Al74Cr20Si6인 조성으로 나타나는 준결 정 상과 함께 Al상을 나타내는 피크가 검출되었으며, 2 상의 혼합상으로 되어 있는 것을 알 수 있다. DSC를 이 용하여 열 특성을 조사한 결과, 준결정 단상을 나타낸 Al74Cr20Si6합금은 준결정 안정화 온도가 약 850 K 이다. 이 온도에서 Al13Cr4Si4 및 Al5Cr인 2종류의 금속간화합 물로 변화한다. 그러나 Al77Cr13Si10인 조성을 갖는 경우 에는 준결정 안정화 온도가 준결정 단상인 Al74Cr20Si6 조 성에 비하여 낮은 약 760 K 이었다. 또한 XRD 결과에 나타낸 것과 같이 Al상이 존재하기 때문에 Al의 용융을 나타내는 흡열반응이 일어났다. Al74Cr20Si6과 Al77Cr13Si10 에서 생성된 준결정은 XRD 결과에서는 동일한 결정구 조이며, 동일한 열 물성을 나타낼 것이라는 예측에도 불 구하고 준결정 안정화 온도가 차이가 났으며, Al77Cr13Si10 이 저온에서 안정화 되는 것은 준결정 주위에 있는 Al 상과 계면에서의 반응이 일어나기 때문이라고 예상하였 지만, 본 실험결과로 상세히 설명하기에는 어려움이 있 다. XRD 결과를 보면 Cr을 포함하는 상은 준결정 이 외에는 나타나지 않았으며, 또한 Al 내에 Cr은 거의 고 용되지 않기 때문에 Al77Cr13Si10 내의 Cr은 전부 준결정 으로 구성되어 있다고 판단되며, 이 Al상은 Si을 약 6 at% 포함하는 과포화 고용체이다.
Fig. 1(b)에 나타낸 DSC 측정결과에서 Al77Cr13Si10인 조성에서는 900 K에서 흡열반응을 보이고 있으며, 이 온 도는 2원계 Al-Si 상태도11)의 Al-6 at%Si의 융점인 893 K과 거의 동일하다. 이 점으로부터 Al77Cr13Si10 조성에서 는 구성상이 Al74Cr20Si6 준결정과 Al-Si 과포화 고용체 의 혼합조직이라는 것을 알 수 있다.
Fig. 2에 Al90Cr8Si2, Al90Cr6Si4 및 Al90Cr3Si7인 조성 에 대한 XRD 측정결과를 Al90Cr10인 조성의 결과와 함 께 나타내었다.
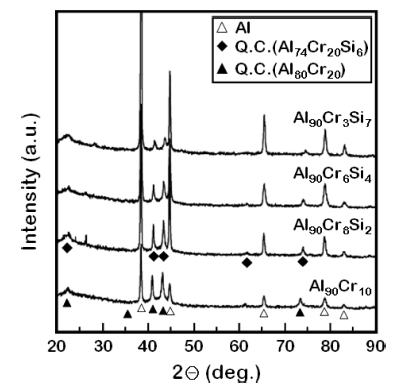
Cr을 Si로 치환시킨 양이 증가할수록 준결정의 강도가 감소하고, Al의 강도가 증가하는 것을 알 수 있다. 이 것은 준결정을 구성하는데 필요한 Cr이 감소하고, Al-Si 의 과포화 고용체가 증가하기 때문이다. 2원계 Al90Cr10 과 3원계 Al-Cr-Si의 차이는 다른 준결정을 포함한다는 것이다. Al90Cr10에서는 Al80Cr20조성의 정이십면체 준결 정이며, Al-Cr-Si는 앞에서 나타낸 Al74Cr20Si6조성의 정 이십면체 준결정이다. 즉 Al90Cr10의 Cr을 불과 2 at% Si로 치환하는 것만으로 전혀 다른 준결정으로 된다. 이 준결정은 Cr을 Si로 더욱 치환하여 Al90Cr3Si7조성으로 하여도 동일하게 나타난다. 이 준결정의 차이는 각각의 열 물성을 조사함으로써 더욱 명확해진다. DSC를 이용 하여 열 물성을 조사한 결과를 Fig. 3에 나타내었다. Si 를 포함하지 않는 2원계 Al90Cr10은 준결정의 안정화에 따른 발열 개시 온도는 약 650 K이다. 이에 반하여, 3 원계 Al-Cr-Si에서는 준결정의 발열 피크가 작아지고, 발 열 개시 온도는 확실하게 나타나지 않는다. 그러나 각 각의 조성으로 열처리 한 시료의 XRD 결과에서는 어 떠한 조성이라도 준결정의 안정화에 따른 발열 개시 온 도는 700 K 보다 높았으며, 발열 반응의 피크 온도는 그래프에 화살표로 나타낸 온도이었다.
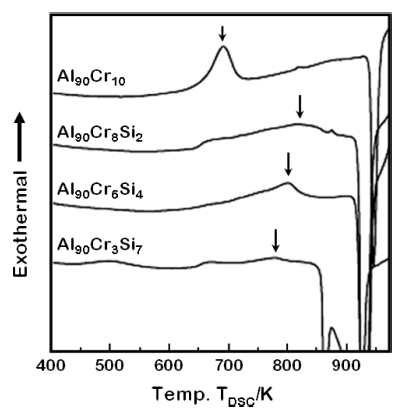
Fig. 3
DSC measurement results of rapidly solidified Al90Cr10 and Al90CrxSi10-x (x = 3, 6, 8) ribbons.
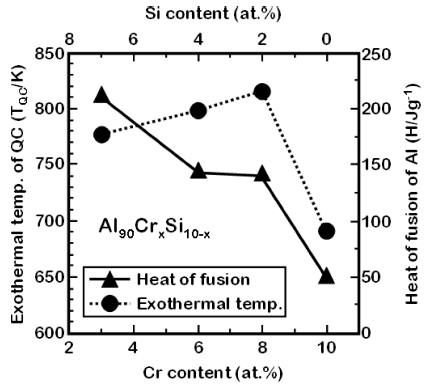
Fig. 4에 이 준결정의 발열 피크 온도 및 Al상의 용 융잠열과 Cr, Si 양의 관계를 정리하여 나타내었다. 이 그래프로부터 Al상의 용융잠열은 Cr양의 증가, 즉 Si양 이 감소할수록 감소하는 것을 알 수 있다. 또한, Cr양이 10 at%, 즉 Si가 0 at%인 2원계 Al90Cr10을 제외하고, 발 열 온도는 Cr양이 감소하는, 즉 Si양이 증가할수록 감 소하는 것을 알 수 있다.
3.2 준결정을 포함한 Al-Cr-Si 분말의 소결
앞에서 기술한 특징을 갖는 분말 중에서 준결정 단상 인 Al74Cr20Si6, 준결정을 비교적 많이 포함하는, 특히 Al 상을 어느 정도 포함하고 있는 Al77Cr13Si10 및 Al양이 90 at%인 조성에서 준결정의 발열이 확실하게 나타나며, 또한 Al상의 양이 많은 Al90Cr6Si4의 3종류의 분말을 소 결처리 하였다. 소결조건은 소결온도 속도 20 K/min, 소 결온도 673 K, 유지시간 5 min, 부가압력 500 MPa로 하 였다. Fig. 5에 각 소결시료의 단면을 광학현미경을 이 용하여 관찰한 사진을 나타내었다. Fig. 5에 나타낸 것 과 같이 Al의 양이 많아질수록 기공율이 감소하여 소결 밀도가 높아지고 있는 것을 알 수 있다.
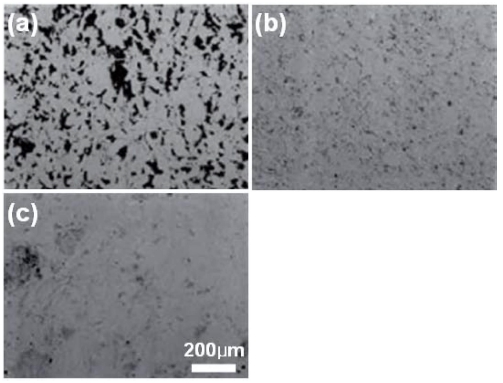
Fig. 5
Optical microscope images of the cross section of each pulsed current sintered samples (a) Al74Cr20Si6, (b) Al77Cr13Si10 and (c) Al90Cr6Si4 alloys in 673 K at 500 MPa.
기공율과 각 분말의 Al상의 용융잠열과의 관계를 나 타낸 것이 Fig. 6이다. 이 결과로부터 Al상의 용융잠열 이 많아지는, 즉 분말 내에 존재하는 Al양이 증가함에 따라 기공율이 감소하여 소결성이 좋아지는 것을 알 수 있다. 따라서 이러한 분말을 저온에서 고밀도로 소결하 기 위해서는 분말 내에 Al상을 많이 포함하게 하는 것 이 좋은 것을 알 수 있다.
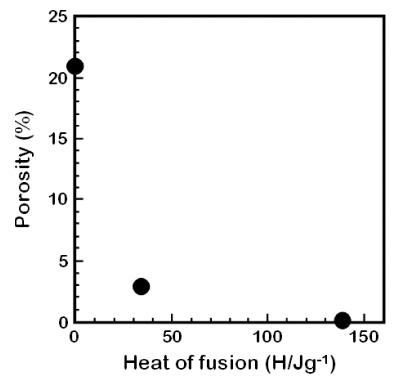
Fig. 6
Relationship between the porosity and heat of fusion of Al phase in rapidly solidified of powders.
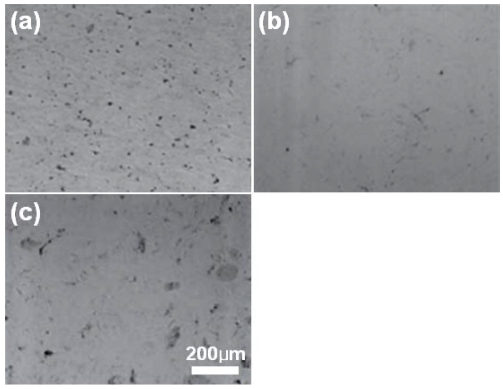
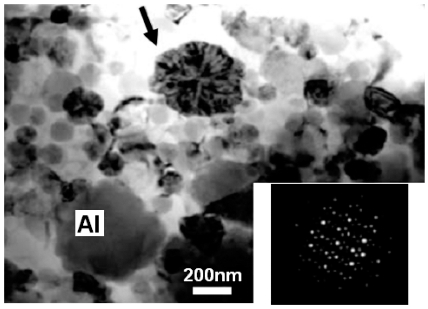
다음은 가압력 및 소결온도가 소결밀도에 미치는 영향 을 조사하기 위하여 소결성이 우수한 Al90Cr6Si4에 대하 여 가압압력과 온도를 변경시키면서 소결처리를 실시하 였다. Fig. 7(a)-(c)에 제작한 시료의 단면 광학현미경 사 진을 나타내었다. 광학현미경 사진에는 Al90Cr10의 소결 사진도 함께 나타내었다. 소결온도 573 K, 가압압력 500 MPa에서 소결한 경우 Al90Cr10의 기공율이 3.4 %인 반 면, Al90Cr6Si4는 0.1 % 이었다. 이것은 Fig. 4에 나타낸 바와 같이, Al상의 양이 크게 차이가 나며, Al90Cr6Si4가 분말에 존재하는 Al상의 양이 Al90Cr10에 비해 많기 (용 융잠열양으로 3배 정도) 때문이다. 또한 Al90Cr6Si4 조성 에 대하여 500 MPa의 가압압력에서는 573 K으로 충분 히 소결된다는 것을 알 수 있다. 특히 소결온도 673 K 에서 가압압력을 250 MPa과 기존의 절반으로 감소시켜 도 기공율은 1.0 %이며, 낮은 가압압력에서도 우수한 소 결성을 나타낸다는 것을 알 수 있다. 이와 같이 제작한 소결체를 TEM을 이용하여 관찰한 결과를 Fig. 8에 나 타내었다. 사진 내에 화살표로 표시한 부분이 준결정이 며, 입자 크기는 수백 nm인 것을 알 수 있다. 사진과 함께 이 부분의 전자 회절 패턴을 나타내었다. 이 회절 패턴은 2회 대칭을 나타내고 있지만, 이 패턴은 이론적 으로 구한 정이십면체의 2회 대칭 패턴과 동일하다.12,13) 준결정의 주위에 있는 결정은 Al이며, 이것으로부터도 2 상의 혼합상태라는 것을 알 수 있다.
4.결 론
Al-Cr-Si 3원계 급냉리본을 단일 롤 방법을 이용하여 제작하여 구조 및 열 특성에 대하여 조사하였으며, 특 히 펄스 통전 소결을 실시하여 소결성을 검토하여 다음 과 같은 결과를 얻었다.
(1) Al74Cr20Si6 조성에서는 준결정 단상으로 되고, Cr 양을 감소시킴으로써 Al상과 준결정상인 2상 혼합조직으 로 되었다.
(2) Al74Cr20Si6, Al77Cr13Si10 및 Al90Cr6Si4조성에 대하 여 소결을 실시한 결과, Al상을 다량 포함할수록 소결 밀도가 높아졌으며, Al90Cr6Si4조성에서 가장 소결밀도가 높아졌다.
(3) Al90Cr6Si4조성에 대하여 소결온도 및 가압압력이 소결밀도에 미치는 영향을 조사한 결과, 513 K, 500 MPa에서 소결밀도 99 % 이상의 소결체를 제작할 수 있 었으며, 특히 Al-Cr-Si 3원계의 준결정은 Al-Cr 2원계 준결정보다 열적으로 안정하기 때문에 소결온도를 약 100 K 높이는 것이 가능하였다.
(4) Al90Cr6Si4조성인 합금을 이용하여 613 K, 250 MPa인 조건에서 소결밀도 99 % 이상의 소결체를 제작 할 수 있었다. 합금계를 3원계로 하는 것이 소결온도를 높일 수 있었으며, 이 결과에 따라 기존의 Al-Cr 2원계 와 비교하여 가압압력의 절반의 압력으로 2원계보다 고 밀도 소결체를 제작하는 것이 가능하게 되었다.
