

1. 서 론
2. 실험 방법
2.1. 게르마늄(Germanium, Ge) 기판 준비
2.2. CVD를 이용한 그래핀 합성
2.3. 그래핀 습식 전사
2.4. PMMA 농도 조절
2.5. UVO 처리 시간에 따른 표면에너지 변화
2.6. 전사율 및 그래핀 구조적 특성 분석
3. 결과 및 고찰
3.1. PMMA 농도에 따른 전사율
3.2. UVO treatment에 따른 전사율
4. 결 론
1. 서 론
그래핀은 기계적 박리법을 통해 단원자층으로 분리되었고, 단일 원자 두께의 2차원 물질로서 전례 없는 특성이 발견되었다.1) 그래핀은 독특한 특성을 다수 보이며, 특히 뛰어난 기계적 특성으로 인장 탄성률이 1 TPa2)에 달하고, 우수한 열전도도(5,000 W・m-1・K-1)3) 및 상온에서 높은 전기전도도(200,000 cm2・V-1・s-1)4)를 나타낸다. 이러한 특성 덕분에 그래핀은 차세대 전자소자, 에너지 저장 장치, 바이오 센서 등 다양한 응용 분야에서 주목받고 있다. 그래핀의 우수한 특성을 산업적으로 활용하기 위해서는 대면적 합성이 필수적이다.5) 따라서 그래핀의 품질을 높이고 대량생산을 가능하게 하기 위한 다양한 합성 방법이 지속적으로 개발되어 왔다. 특히 화학기상증착법(chemical vapor deposition, CVD)을 활용한 합성 기술의 발전은 30 인치 크기의 그래핀 시트를 성공적으로 합성하는 데 기여하며, 그래핀의 산업적 응용 가능성을 한층 더 높였다.6) 그러나 합성 과정뿐만 아니라 전사 과정에서도 그래핀의 품질이 크게 영향을 받는다.7) 실제로 그래핀의 품질 저하의 대부분은 전사 과정에서 발생하며,7,8) 이는 그래핀의 실용화에 있어 중요한 한계로 작용하고 있다. 그래핀 전사를 위한 기술은 습식, 건식, 기계적, 전기화학적, 무폴리머 전사 등 다양한 방법이 제안되었으며, 이 중 습식 및 건식 전사 방법이 널리 사용되고 있다. 습식 및 건식 전사는 폴리머 필름을 매개체로 활용하여 비교적 간단한 공정을 통해 수행할 수 있으며, 고품질의 그래핀을 효과적으로 얻을 수 있다는 장점을 가진다.8,9) 특히, 습식 전사 방식은 고분자 보호층을 이용하여 간단한 방식으로 이루어질 수 있으며, 대면적 전사에 효과적이고 다양한 기판에 적용 가능하다는 특징을 지닌다.10) 대면적 그래핀 전사의 효율성과 품질을 높이기 위해서는 전사 과정에서 발생하는 결함을 최소화하는 것이 필수적이며, 이를 위해 전사 공정에서 사용되는 매개체 및 기판의 최적화가 필요하다. 특히, 그래핀과 맞닿은 폴리머 보호층 및 타겟 기판과의 접착력 조절이 대면적 그래핀 전사의 성능을 결정짓는 중요한 요소로 작용한다.11) 따라서, 전사 공정에서 고분자 보호층의 농도와 기판 표면 특성(UVO 처리)은 전사 효율과 그래핀의 구조적・전기적 품질을 좌우하는 핵심 변수로 작용할 수 있다. 이에 따라 본 연구에서는 대면적 그래핀 전사의 효율성을 극대화하기 위한 전사 공정의 최적화 방안을 탐구하고자 한다. 본 연구의 결과는 향후 그래핀을 활용한 다양한 응용 기술 개발에 중요한 기반이 될 것으로 기대된다.
2. 실험 방법
2.1. 게르마늄(Germanium, Ge) 기판 준비
그래핀의 합성은 CVD를 이용하여 수행하였으며, 기판의 크기는 7 × 7 mm2 게르마늄(Ge) 웨이퍼를 사용하였다. 합성 전, 게르마늄 기판의 표면에 존재할 수 있는 불순물 및 오염물 제거를 위해 정밀한 세정과정을 수행하였다. 우선 아세톤(acetone), 이소프로필알코올(isopropyl alcohol, IPA), 탈이온수(deionized water, DI water)에 각각 15 min 동안 순차적으로 초음파 세척을 진행하여 유기 오염물 및 입자성 불순물을 제거하였다. 이후 2 % 농도의 불산(hydrofluoric acid, HF) 수용액을 이용하여 자연산화막 및 잔류 유기물을 제거하였으며, 이어서 탈이온수로 충분히 세정하여 HF의 잔류 성분을 완전히 제거하였다. 마지막으로 기판 표면에 남아 있는 탈이온수는 고순도 질소(N2) 가스를 이용하여 건조하였다.
2.2. CVD를 이용한 그래핀 합성
CVD 그래핀 합성 공정은 다음과 같이 진행하였다. 먼저 증착 전 챔버의 기본 진공도를 약 10-7 torr까지 형성하여 불순물의 영향을 최소화하였다. 이후 챔버 온도를 900 °C까지 35 min간 승온시켰으며, 이 중 450 °C부터는 기판표면의 보호 및 안정화를 위해 고순도(99.999 %) 수소(H2) 가스를 100 sccm의 유량으로 주입하였다. 온도 상승 완료 후 챔버 내부의 H2 가스를 제거하고, 고순도 게르마늄 박막 형성을 위해 사수소화게르마늄(GeH4)을 20 sccm 유량으로 30 min간 주입하였다. 이 단계에서 챔버내 압력은 30 torr로 유지되었다. 이후, GeH4 가스를 제거한 후 H2 가스를 다시 100 sccm으로 공급하며 챔버 온도를 930 °C까지 5 min간 승온하였고, 이때 챔버의 압력은 80 torr로 유지되었다. 최종적으로 930 °C에서 메탄(methane, CH4) 가스를 1 sccm 유량으로 130 min간 주입하여 그래핀을 합성하였다. 그래핀 성장 동안 챔버 내 압력은 81~ 82 torr 범위로 유지되었다. 합성 종료 후에는 챔버를 30 °C까지 9 min 30 s에 걸쳐 자연 냉각하였다.
2.3. 그래핀 습식 전사
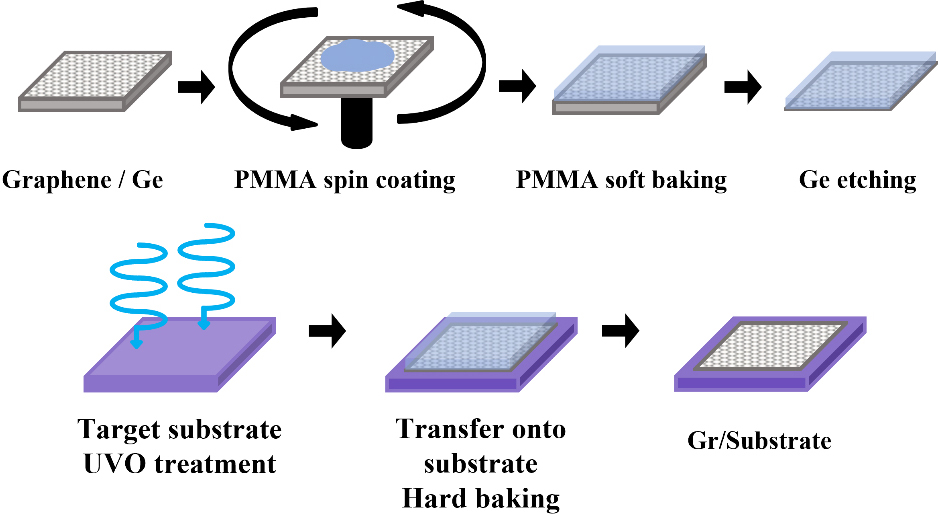
그래핀 습식 전사 공정은 Fig. 1에 도시된 바와 같은 순서로 수행되었다. 우선 게르마늄 기판 위에 합성된 그래핀 위에 스핀 코팅(spin coating)을 통해 폴리메타크릴산 메틸(poly methyl methacrylate, PMMA)를 도포하였다. 이후 100 °C에서 10 min간 핫플레이트를 이용해 소프트 베이킹(soft baking)을 수행하여 PMMA 층을 고정시켰다. 그래핀과 게르마늄 기판의 분리를 위해 HF:탈이온수:과산화수소(hydrogen peroxide, H2O2) = 1:3:1 비율로 혼합한 에칭 용액에 그래핀이 위를 향하도록 기판을 부유시켜 처리하였다. 그래핀이 기판으로부터 완전히 분리되면, 미리 준비된 실리콘 기판에 전사하기 위해 그래핀을 탈이온수로 옮겨 띄웠다. 잔류 HF 성분을 제거하기 위해 분리된 그래핀을 탈이온수에 15 min씩 3회 반복하여 세정하였다. 그래핀 전사 기판의 계면 특성을 향상시키기 위해, 자외선 오존(ultraviolet ozone, UVO) 처리된 실리콘 기판으로 그래핀을 전사하였고, 이후 핫플레이트에서 100 °C로 12 h 이상 하드 베이킹(hard baking)을 진행하여 전사 안정성을 확보하였다. PMMA 보호층은 70 °C로 가열된 아세톤을 사용하여 제거하였고, 후속 세정은 에탄올과 탈이온수 순서로 실시하여 잔류 아세톤을 제거하였다. 마지막으로, N2 가스를 이용하여 전사된 그래핀 기판을 완전히 건조시킴으로써 전사 공정을 완료하였다.
2.4. PMMA 농도 조절
PMMA 보호층은 전사 공정의 안정성과 품질에 중요한 영향을 미친다. 보호층의 두께가 과도하게 얇을 경우, 전사 과정 중 그래핀의 기계적 손상을 유발할 수 있으며, 반대로 과도하게 두꺼울 경우에는 제거 공정 이후 PMMA 잔류물이 남아 표면 품질을 저하시킬 수 있다. 또한 두꺼운 PMMA는 에칭 과정에서 그래핀과 함께 탈락될 가능성이 있어 전사 신뢰성을 저해할 수 있다. PMMA의 두께는 도포 시 분당 회전수(rpm)가 동일한 조건일 경우, 주로 용액의 농도에 의해 결정된다. 본 연구에서는 시그마 알드리치(Sigma-Aldrich)사의 PMMA 분말과 삼전화학에서 공급받은 아니솔(Anisole, 99.0 %, C7H8O)을 사용하여 각각 2 %, 4 %, 6 %, 8 %, 10 %의 농도로 용액을 조제하였다. PMMA 도포는 스핀 코터를 이용해 3,000 rpm에서 60 s 동안 수행하였다.
2.5. UVO 처리 시간에 따른 표면에너지 변화
그래핀과 타깃 기판 간의 적절한 접착력을 확보하기 위해 기판 표면의 에너지 최적화는 전사 공정에서 중요한 변수로 작용한다. 본 연구에서는 UVO 처리를 통해 기판의 표면 에너지를 조절하고, 이에 따른 그래핀의 부착성과 전사율 변화를 분석하였다. 기판은 150 °C 조건의 챔버 내에서 각각 5 min, 10 min, 15 min, 30 min, 45 min 동안 UVO에 노출시킨 후 전사 공정을 수행하였으며, 전사율 변화를 정량적으로 평가하였다. 이후, 탈이온수를 표준용액으로 사용하여 Young의 방정식을 적용함으로써 각 조건에 따른 기판의 표면 에너지를 계산하였다.12)
2.6. 전사율 및 그래핀 구조적 특성 분석
Fig. 2에 도시된 바와 같이, 전사 효율은 7 × 7 mm2 크기의 전체 그래핀 합성 면적 대비 실제로 전사된 영역의 면적을 기준으로 산정하였다. 이를 위해, 전사된 시편의 2.5 × 2.0 mm2 크기 영역을 4개 지점에서 광학현미경(optical microscopy)을 이용해 촬영하고, 각 이미지를 ImageJ 소프트웨어를 활용하여 면적 분석을 수행하였다. 또한, 전사된 그래핀의 결정 구조, 결함 밀도 및 층 수 정보를 정량적으로 확인하기 위해 라만 분광법(Raman spectroscopy)을 사용하였다.

3. 결과 및 고찰
3.1. PMMA 농도에 따른 전사율
Fig. 3은 PMMA 농도를 2 %, 4 %, 6 %, 8 %, 10 %로 각각 조절하여 실리콘 기판에 그래핀을 습식 전사한 후, 그 결과를 광학현미경 이미지와 전사율 분석으로 나타낸 것이다. PMMA 농도가 2 % 및 10 %인 조건에서는 전사율이 각각 62.06 %와 67.81 %로 비교적 낮았으며, 전사된 박막에서는 찢김과 같은 물리적 결함이 다수 관찰되어 전사 품질이 저조한 것으로 나타났다. 반면, 4 % 및 8 % 조건에서는 각각 80.36 %와 69.32 %의 중간 수준 전사율을 보였으며, 전사된 그래핀의 구조적 연속성이 우수하고, 상대적으로 결함이 적은 양상을 보였다. 특히, PMMA 농도 6 % 조건에서는 가장 높은 전사율인 97.16 %가 확인되었으며, 그래핀 가장자리를 제외한 거의 전 영역에서 박막이 성공적으로 전사되었다. 또한, 이 조건에서 전사된 그래핀은 시각적으로도 가장 우수한 품질을 나타냈다. 이러한 결과는 단순히 PMMA 층의 두께 효과만으로 설명되기 어렵다. PMMA 농도는 두께 형성뿐만 아니라 점도, 기계적 지지력, 잔류물 제어, 결함 억제, 그래핀과의 접착성 등 다양한 요인을 통해 전사 품질에 직접적으로 작용한다. 낮은 두께에서는 지지력이 부족하여 균열・주름이 발생할 수 있으며,13) 농도 및 층 조절을 통해 잔류물과 결함을 최소화할 수 있다는 결과도 보고되었다.14) 또한 PMMA 점도가 그래핀과의 접착성을 결정짓는 핵심 변수라는 연구도 제시된 바 있다.15) 따라서 본 연구에서 6 % 조건이 최적의 전사율을 보인 것은 단순한 두께 증가 효과에 국한되지 않고, 이러한 다양한 인자들의 균형이 맞아떨어진 결과로 해석된다.

Fig. 3.
Optical microscope images of graphene transferred onto a Si substrate over a 2.5 × 2.0 mm2 area, depending on the PMMA concentration: (a) 2 %, (b) 4 %, (c) 6 %, (d) 8 %, and (e) 10 %. The background substrate and the transferred graphene (blue region) are clearly recognizable. (f) A graph showing the transfer efficiency as a function of PMMA concentration.
3.2. UVO treatment에 따른 전사율
UVO 처리시간에 따른 기판 표면 에너지 변화를 평가하기 위해 접촉각 측정기(contact angle goniometer)를 사용하였다. 실험에서는 실리콘 기판에 대해 다양한 시간 동안 UVO 처리를 수행한 후, 표준 용액으로 탈이온수를 사용하여 접촉각을 측정하였다. 실리콘 기판을 UVO 처리한 후 표준용액으로 탈이온수를 이용하여 접촉각을 측정했다. 측정된 접촉각은 Young의 방정식에 대입하여 각 조건에 따른 표면 에너지를 계산하였다. Young의 방정식은 다음의 식 (1)과 같다.
Fig. 4는 UVO 처리 시간에 따른 평균 접촉각 및 계산된 표면 에너지 값을 나타낸다. 표면 처리를 수행하지 않은 실리콘 기판의 평균 접촉각은 51.62°, 계산된 표면 에너지는 42.15 mJ/m2였다. UVO 처리를 5 min간 수행한 경우, 접촉각은 18.44°, 표면 에너지는 69.06 mJ/m2로 증가하였다. 10 min 처리 시에는 접촉각이 14.65°, 표면 에너지가 70.43 mJ/m2, 15 min 처리에서는 각각 9.86°, 71.72 mJ/m2의 값을 나타내었다. UVO를 5 min간 처리한 기판은 미처리 기판 대비 접촉각이 33.2° 감소, 표면 에너지는 26.9 mJ/m2 증가하는 변화를 보였다. 그러나 5 min과 15 min 처리 기판 간의 접촉각 차이는 8.58°, 표면 에너지 차이는 2.66 mJ/m2에 불과하여, 5 min 이후부터는 표면 처리 시간 증가에 따른 변화율이 둔화됨을 확인할 수 있었다. 한편, 접촉각과 표면 에너지는 시간에 따라 점진적으로 변하지만, 전사율은 특정 시간(약 15 min)에서 최적점을 보였다. 이는 단순한 표면 에너지 변화로는 설명이 어려우며, 계면에 포획된 수분의 배수 및 확산 거동이 핵심적인 영향을 미친다는 연구 결과와도 일치한다.16) 즉, 적절한 UVO 시간에서는 친수성이 확보되어 수분이 균일하게 퍼지고 배출되지만, 장시간 처리에서는 기판 산화 및 거칠기 증가로 인해 수분이 계면에 고립・포획되어 전사 품질을 저해하는 것으로 판단된다.

Fig. 4.
Contact angle and surface energy after UVO treatment. Surface energy was calculated using the Young’s equation. (a) 0 min, (b) 5 min, (c) 10 min, (d) 15 min. The blue text in the bottom left corner represents the surface energy, while the red text in the bottom right corner indicates the contact angle. (e) Graph of surface energy and contact angle as a function of UVO treatment time.
Fig. 5는 PMMA 농도 6 % 조건에서, UVO 처리 시간에 따른 실리콘 기판 위 전사 그래핀의 광학현미경 이미지와 정량화된 전사율을 나타낸 것이다. UVO 처리 시간을 0 min, 5 min, 10 min, 15 min, 30 min, 45 min으로 설정한 결과, 각각의 조건에서 측정된 전사율은 58.3 %, 65.2 %, 76.5 %, 89.0 %, 40.5 %, 34.7 %로 확인되었다. 이 중 5 min, 10min, 15 min 처리된 기판에서는 높은 전사율과 함께 광학현미경상에서 우수한 필름 연속성 및 균질한 전사 품질이 관찰되었다. 반면, 30 min 및 45 min으로 장시간 처리된 기판에서는 그래핀 박막의 광범위한 손상과 함께 불균일하고 분산된 전사 형태가 관찰되었으며, 전사율 또한 급격히 저하되었다. 이는 장시간 UVO 처리 시 기판 표면에서 과산화와 식각이 동시에 진행되면서 거칠기가 증가하고, 그래핀과의 계면 불균형이 심화되기 때문으로 판단된다. 장시간 처리 시 접촉각이 0°에 근접하는 초친수성이 형성된다는 보고가 있으며,17) 계면에 존재하는 수분의 확산 및 잔류가 전사된 그래핀의 주름・들뜸 형성에 직접 기여한다는 결과도 제시되었다.18) 또한 장시간 UVO 처리된 기판에서 표면 거칠기 증가 현상도 확인되었다.19) 따라서 30 min 이상의 처리에서 전사율이 급격히 저하된 것은 이러한 복합적 요인 때문으로 이해된다.

Fig. 5.
Optical microscope images of graphene transferred onto a Si substrate over a 2.5 × 2.0 mm2 area after UVO treatment for different durations: (a) 5 min, (b) 10 min, (c) 15 min, (d) 30 min, and (e) 45 min. The background substrate and the transferred graphene (blue region) are clearly recognizable. (f) A graph showing the transfer efficiency as a function of UVO treatment time.
전사된 그래핀의 구조적 특성과 품질을 평가하기 위해, 40 × 40 µm2 영역에 대해 라만 맵핑(Raman mapping)을 수행하였다. 그래핀의 라만 스펙트럼은 일반적으로 D 피크, G 피크, 2D 피크가 나타나며, 이들 피크 간의 상대적인 세기 비율인 2D/G 및 2D/D 비를 통해 그래핀의 품질을 정량적으로 평가할 수 있다.20)Fig. 6은 전사된 그래핀의 2D/G 비율을 기반으로 구성된 라만 맵 결과를 보여준다. 일반적으로 이상적인 단일층 그래핀(monolayer graphene)은 2D/G 비율이 2 이상을 나타내며,21) 본 실험에서는 대부분의 전사 영역에서 이러한 이상적 조건을 만족하는 그래핀 박막이 확인되었다. 특히, 15 min간 UVO 처리한 기판에서 전사된 그래핀은 평균 2D/G 비율이 2.65로, 균일하고 높은 품질의 박막이 형성된 것으로 분석되었다. 반면, 30 min 및 45 min간 처리된 시편에서는 2D/G 비율이 1 이하로 감소한 영역이 산재해 있었으며, 이는 박막 내 공극(pores) 또는 불연속적 결함 구조의 발생과 관련이 있는 것으로 판단된다.

4. 결 론
본 연구에서는 PMMA 농도 및 타겟 기판의 UVO 처리 시간이 그래핀의 전사 효율 및 전사 박막의 품질에 미치는 영향을 체계적으로 분석하였다. PMMA 농도를 2 %에서 10 % 범위로 변화시킨 결과, 6 % 농도 조건에서 가장 높은 전사 효율(97.16 %)과 함께 우수한 품질의 그래핀 박막이 관찰되었다. 반면, 2 % 및 10 % 농도 조건에서는 각각 62.06 %와 67.81 %의 전사율을 기록하였음에도 불구하고, 광학현미경 관찰 결과 찢김 및 박리 등 구조적 결함이 다수 확인되었다. 이는 2 % 농도에서는 PMMA 층의 기계적 강도가 부족하여 그래핀 보호가 충분하지 못했고, 10 % 농도에서는 과도한 접착력으로 인해 PMMA 제거 시 그래핀이 함께 손상된 것으로 해석된다. PMMA 농도는 두께 형성뿐 만 아니라 점도, 기계적 지지력, 잔류물 제어, 결함 억제, 그래핀과의 접착성 등 다양한 요인에 복합적으로 작용한다. 따라서 6 % 조건에서 최적의 전사율이 나타난 것은 단순한 두께 조절 효과가 아니라 이러한 요인들이 균형을 이룬 결과로 판단된다. 또한 본 연구에서 6 % 조건을 선택한 것은 임의가 아니라, 선행연구에서 그래핀 전사의 대표적 조건으로 활용된 바 있으며,22,23)Fig. 3에서도 동일하게 최적임이 확인되었기 때문이다. 이에 따라 본 논문은 문헌적으로 검증된 최적 농도(6 %)를 기준으로, 그 상태에서 UVO 처리 효과를 체계적으로 규명하는 데 초점을 두었다. UVO 처리 시간에 따른 분석 결과, 0 min에서 15 min까지 처리 시간이 증가함에 따라 실리콘 기판과 그래핀 간의 계면 접착력이 향상되어 전사 효율이 증가하는 경향을 나타냈다. 그러나 30 min 이상 UVO 처리를 진행한 조건에서는 과도하게 증가한 표면 에너지로 인해 그래핀 박막 내 공극이 발생하고, PMMA 제거를 위한 아세톤 에칭 과정에서도 일부 그래핀이 탈리되는 현상이 관찰되었다. 특히 접촉각과 표면 에너지는 시간에 따라 점진적으로 변화했음에도 불구하고, 전사율은 특정 시간(약 15 min)에서 최적점을 보였다. 이는 본 연구에서 확인된 표면 에너지 변화가 전사 효율 향상의 주된 요인임을 보여주면서도, 동시에 계면에 존재하는 수분의 배출 및 확산 거동이 보조적으로 작용하여 최적 조건 형성에 기여했을 가능성을 시사한다. 본 연구는 PMMA 농도와 UVO 처리 시간을 최적화함으로써 고품질의 대면적 그래핀 전사를 위한 공정 조건을 제시한 데 있다. 특히, PMMA 농도 6 %와 UVO 처리 시간 15 min은 그래핀을 실리콘 기판에 전사할 때 효율과 품질 측면에서 최적의 조건임을 확인했다. 다만 본 연구는 PMMA 농도 6 % 조건을 기준으로 UVO 처리 시간을 분석하였기에, 다른 농도 조건에서는 최적의 UVO 시간이 달라질 수 있다. 향후 연구에서는 다양한 농도 조건과 UVO 시간을 교차 비교하여 두 인자 간의 상호작용 효과를 체계적으로 규명할 예정이다. 종합하면, 대면적 그래핀 전사는 단일 인자가 아닌 다요인 최적화 문제로 볼 수 있으며, 본 연구에서 확인된 바와 같이 PMMA 농도와 UVO 처리 시간이 전사 효율을 좌우하는 핵심 요인으로 작용한다. 아울러, PMMA 잔류물 제어, 계면 수분 거동, 기판 산화 및 거칠기 변화와 같은 보조적 요인들도 품질 안정성에 영향을 주어 최적 조건 형성에 기여할 수 있다. 이러한 결과는 대면적 그래핀 생산 효율을 높이고 다양한 분야에서의 응용을 촉진할 수 있는 기반을 제공한다.
