

1. 서 론
2. 실험 방법
2.1. 초기 강종 및 결함 분석
2.2. 실험용 강종 및 용선 예비처리
2.3. 전로 조업 및 조재제 투입
2.4. Bubbling and Powder Injection (BAP) 공정
2.5. 시료 채취 및 분석
2.6. Ladle Furnace (LF) 공정
3. 결 과
4. 고 찰
5. 결 론
1. 서 론
철강은 현대 산업의 근간을 이루는 핵심 소재로, 자동차, 조선, 건설, 기계 등 다양한 분야에서 필수적으로 사용되고 있다. 철강의 품질은 최종 제품의 성능과 신뢰성에 직접적인 영향을 미치기 때문에, 제강 공정에서는 다양한 불순물의 함량을 엄격하게 관리하는 것이 필수적이다.1) 대표적인 불순물로는 황(S), 인(P), 탄소(C), 실리콘(Si), 망간(Mn)이 있으며, 이들은 흔히 ‘강의 5대 불순물’로 불린다. 이 중 황([S])은 입내 혹은 입계에 존재하며, 고온 취성(hot brittleness)의 주요 원인으로 작용한다. 황이 철강 내에 존재할 경우, 주로 황화물(sulfide) 형태로 분포하게 되며, 이는 입계에 집중되어 고온에서의 취성을 유발하고, 열간 가공성(hot workability) 저하, 용접성 저하, 피로 수명 단축 등 다양한 문제를 야기한다.2,3)
황의 해로운 영향으로 인해, 고품질 강재를 생산하기 위해서는 제강 공정 전반에 걸쳐 황 함량을 효과적으로 저감하고, 엄격하게 제어하는 기술이 필수적이다.4) 특히, 자동차용 강판, 고강도 구조용 강재 등 고품질이 요구되는 제품에서는 황 함량을 30 ppm 이하로 관리하는 것이 일반적이다. 황 제거는 용강 내의 황이 슬래그 내의 산화물과 반응하여 안정한 황화물을 형성하고 슬래그로 이동하는 과정에서 이루어진다. 이 과정은 슬래그의 조성, 염기도(basicity), 점도(viscosity), 온도, 반응 시간 등 다양한 인자에 의해 영향을 받는다.5)
제강 공정에서의 황 제어는 크게 용선예비처리, 전로, 기포 발생 및 분말 주입 공정(bubbling and powder injection, BAP)공정, 그리고 래들 정련로(ladle furnace, LF) 공정으로 구분할 수 있다. 각 공정별로 황의 제거 메커니즘과 효율이 다르기 때문에, 전체 공정에 대한 연계와 최적화가 중요하다.6,7) 일반적으로, 용선예비처리 단계에서는 고로에서 출선된 용선(hot metal)에 대해 탈황 처리를 실시하여, 황 함량을 30 ppm 이하로 낮추고, 전로로 이송한다. 이때 사용되는 대표적인 탈황제는 CaO로 용선 내의 황과 반응하여 슬래그로 분리된다. 예비처리 공정의 효율적인 운전은 전로 및 이후 공정에서의 황 제어 부담을 크게 줄여주기 때문에, 전체 제강 공정의 품질 및 생산성 향상에 매우 중요한 역할을 한다.8)
그러나 전로 공정에서는 고철(scrap)을 장입하는 과정에서 고철 내에 존재하는 황이 용강에 용해되어, 출강 완료 시점에는 황 함량이 35 ppm 정도로 증가하는 문제가 발생한다.9) 이는 고철의 품질 및 장입량, 전로 내의 슬래그 조성, 반응 시간 등 다양한 요인에 의해 영향을 받는다. 특히, 고철의 황 함량이 높거나 슬래그의 황 흡수 능력이 부족할 경우, 전로 출강 시점에서의 황 함량이 목표치 이상으로 상승할 수 있다. 이러한 문제를 해결하기 위해서는 전로 공정에서의 슬래그 조성 최적화, 반응 시간의 적절한 조절, 고철의 품질 관리 등이 필수적으로 병행되어야 한다.
또한, 전로에서 출강된 용강은 BAP 공정과 LF 공정을 거치게 된다. LF 공정에서는 주로 CaO-Al2O3-SiO2계 슬래그를 이용한 탈황 반응이 진행된다. 탈황 효율을 높이기 위해 슬래그의 염기도, 점도, 온도 등 다양한 인자가 최적화되어야 한다. 그러나, LF 공정에서의 탈황은 전로 공정에 비해 상대적으로 긴 반응 시간이 소요되며, 이는 전체 생산성 저하로 이어진다. 실제로, LF에서의 처리 시간이 전로 조업 시간보다 많이 소요된다.9,10)
슬래그 조성의 변화는 슬래그의 염기도, 점도, 황 흡수 능력 등에 직접적인 영향을 미치며, 따라서 ladle 내에 투입되는 슬래그 조성 최적화를 통해 탈황 반응의 속도와 효율을 극대화할 수 있다. 또한, BAP 공정에서의 예비 탈황 처리 시간에 따라 용강 내 황 함량을 사전에 저감시킴으로써, LF 공정에서의 추가 탈황 부담을 줄이고, 전체 공정의 효율성을 향상시킬 수 있다.5)
슬래그를 이용한 황 제거는 식 (1)의 탈황 반응을 통해 이루어진다.
여기서, [S]는 용강 내의 황, (CaO)는 슬래그 내의 산화칼슘, (CaS)는 슬래그 내의 황화칼슘, [O]는 용강 내의 산소를 의미한다. 이 반응은 슬래그의 염기도가 높을수록, 그리고 슬래그 내의 산화칼슘 함량이 충분할수록 더욱 효과적으로 진행된다. 또한, 슬래그의 점도가 낮을수록, 용강과 슬래그의 접촉 면적이 넓어져 탈황 반응이 촉진된다. 최근에는 BAP 공정에서의 예비 탈황 공정의 중요성이 더욱 부각되고 있다. 제강공정은 일반적으로 예비처리 → 전로 → BAP → RH 또는 LF → 연주의 순서로 진행된다. 그 중 BAP 공정에서는 하부의 포러스 플러그(porous plug)와 상부의 탑 랜스(top lance)를 이용해 불활성가스를 공급하며, 이를 통해 용강과 슬래그가 잘 반응하도록 만들어 탈황이 이루어지도록 한다. 탈황 반응은 온도가 높을수록 유리하지만, BAP 공정을 마친 뒤 LF로 이송하는 과정에서 용강의 온도 저하(temperature drop)가 발생한다. 또한, 처리 시간이 약 5 min 정도 경과하면 온도 하강의 영향으로 탈황 효율이 점차 떨어질 수 있다. 특히, 조재제로 사용하는 생석회(CaO)는 용융점이 약 2,560 °C로 매우 높아 바로 녹기 어렵기 때문에 LF 공정에서 탈황을 원활하게 진행하려면, 미리 슬래그 재화를 촉진해 두는 것이 중요하다. 따라서, BAP 공정은 슬래그의 염기도 및 조성을 최적화하고, 가스 버블링을 통해 용강 내 불순물의 제거를 촉진하는 기술로, 예비처리 단계에서부터 30 ppm 이하의 황 함량을 안정적으로 달성할 수 있다.11,12)
본 논문에서는 제강 공정에서의 황([S]) 함량 제어를 위해 ladle 내 슬래그 조성 및 BAP 공정에서의 예비 탈황 시간을 제어하여 LF 공정에서의 황 함량 제어에 미치는 영향을 분석하였다. 특히 슬래그 조성의 변화와 예비 탈황 처리가 LF 공정에서의 황 함량 30 ppm 이하 달성에 미치는 효과를 규명함으로써, 고품질 강재 생산을 위한 최적의 공정 조건을 제시하고자 한다. 또한, 제강 공정 전반에 걸친 황 제어 기술의 발전 방향을 제시하여 향후 철강 산업의 경쟁력 강화에 기여할 수 있는 기초 자료를 제공하고자 한다.
2. 실험 방법
2.1. 초기 강종 및 결함 분석
초기 실험에서는 [C] 0.16, [Si] 0.011, [Mn] 0.312, [P] 0.0151, [S] 0.0208 wt%의 조성을 가진 강종을 연주 조업하여 슬라브(slab)를 제조하였다. 제조된 슬라브의 표면을 육안으로 검사하였으며, 압연 후 발생한 결함 부위에 대해 주사전자현미경(scanning electron microscopy, SEM)을 이용하여 미세조직을 관찰하고, 결함 부위의 성분 분석을 위해 에너지 분산 분광법(energy dispersive spectroscopy, EDS)를 사용하여 측정하였다.
2.2. 실험용 강종 및 용선 예비처리
이후 실험에서는 Table 1의 조성을 갖는 용강을 사용하였다. 초기 강종은 [S]가 슬라브와 열간 압연을 하고 난 후 [S]의 영향도를 알기 위해서 실험용 강종보다 [S]가 현저하게 많은 강종을 사용하였다. 용선 예비처리 단계에서 용선 내 황([S]) 함량을 30 ppm 수준으로 탈류하여 전로(basic oxygen furnace, BOF)에 공급하였다.
Table 1.
Chemical composition of test steel (wt%).
| C | Si | Mn | P | S | Sol.Al |
| 0.08~0.16 | 0.003 | 1.0~1.5 | 0.02 | 0.003 | 0.025 |
2.3. 전로 조업 및 조재제 투입
전로에서는 산소와 부원료를 투입하여 정련 작업을 실시하였다. 정련 완료 후 출강 시, ladle 내에 조재제(造滓劑)인 생석회(CaO)는 정련과정에서 발생하는 Al2O3, MnO 등의 비금속 개재물을 슬래그로 흡수하고 슬래그 중 염기도를 높게 하여 탈류를 목적으로 투입하는 것으로, 각각 1,000 kg, 1,500 kg, 2,000 kg씩 투입하고, 합금철을 첨가하여 출강하였다.
2.4. Bubbling and Powder Injection (BAP) 공정
출강이 완료된 용강은 BAP 공정으로 이송하여 상부와 하부에서 아르곤(Ar) 가스를 분당 80 Nm3의 유량으로 주입하였으며, bubbling은 시간에 따른 황 함량 제어에 미치는 영향을 분석하기 위해 각각 3 min, 5 min, 8 min으로 설정하여 실험을 진행하였다. BAP 예비탈류 중에는 용강의 산소 농도를 적정하게 유지하기 위해 산소 센서 출력 전압이 -150 mV 이상이 되도록 조정하였다.
2.5. 시료 채취 및 분석
BAP 공정 도착 시점과 완료 시점에서 용강의 [S] 함량을 분석하였다. 또한, BAP 공정 종료 시점에서 ladle 상부에 형성된 슬래그를 채취하고, CS 분석기와 X선 형광 분석 (X-ray fluorescence, XRF) 장비를 사용하여 화학 성분을 분석하였다. 채취한 슬래그 시료는 광학현미경(optical microscopy, OM)으로 표면 미세조직을 관찰하였다.
2.6. Ladle Furnace (LF) 공정
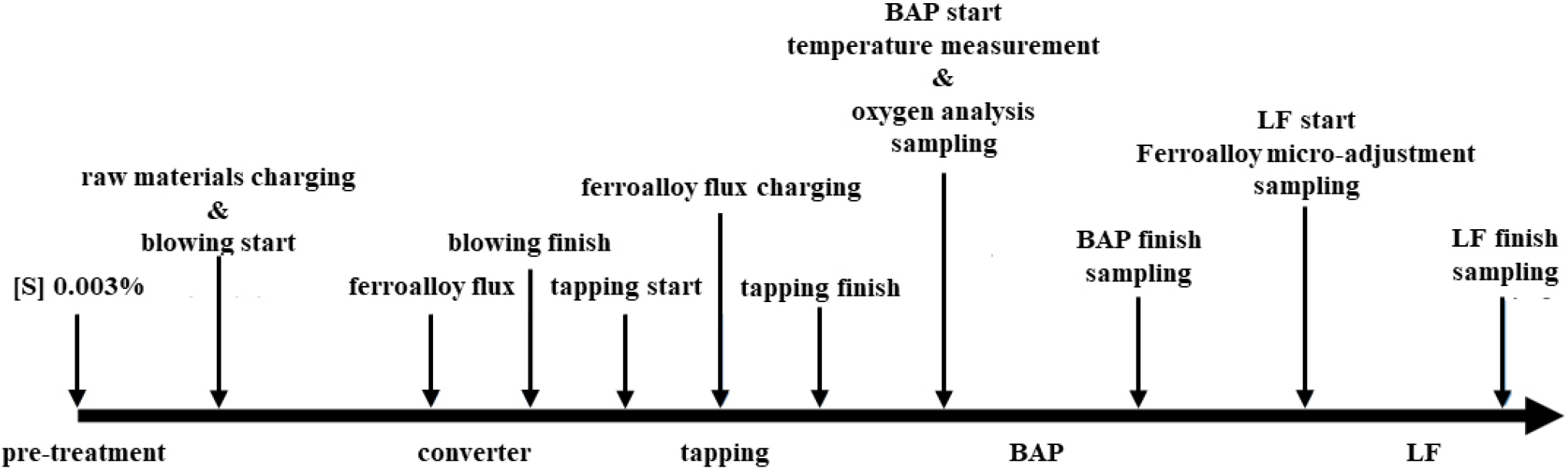
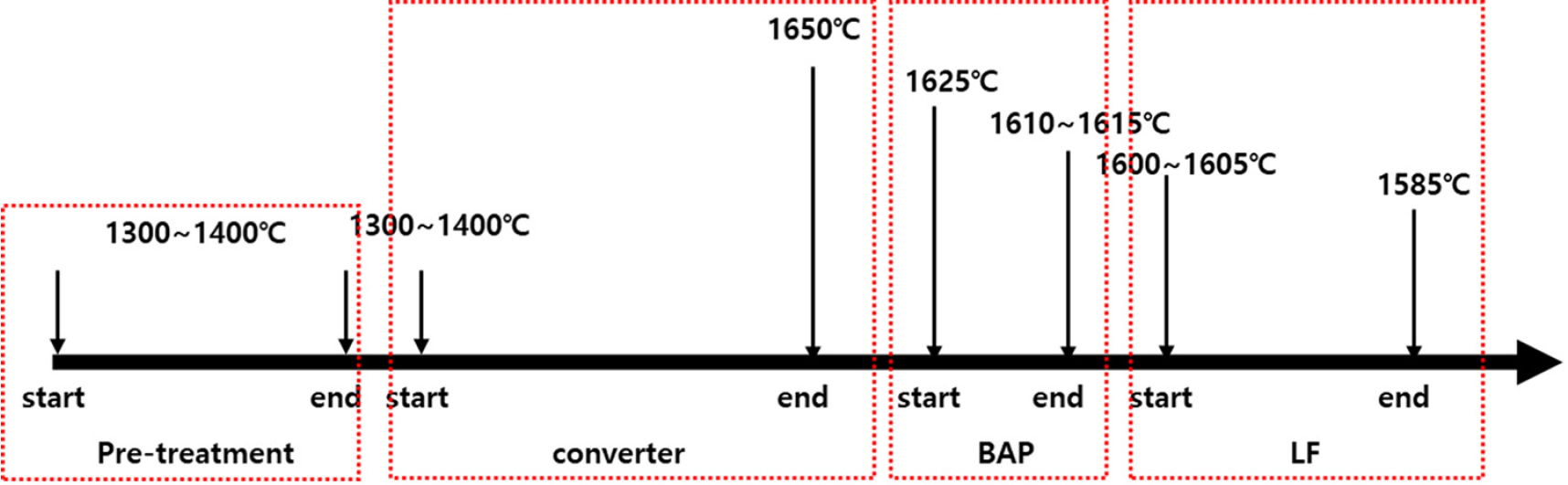
BAP 정련이 완료된 ladle은 LF 공정으로 이송하였다. LF 도착 후 샘플을 채취하여 성분을 분석하였으며, LF 공정에서는 탈류 작업, 승온, 합금철 미세조정을 실시하였다. 작업 완료 후 최종 샘플을 채취하여 성분을 분석하고, 각 조건별 처리 시간을 측정하였다. Fig. 1은 실험공정을 나타낸 것으로, 예비처리 공정에서는 황을 30 ppm으로 제어한다. 전로 공정에서는 출강 중 투입할 조재제를 칭량하여 준비하고 출강 중에 투입한다. BAP 공정에서는 bubbling을 실시하는 예비 탈황을 수행하고 LF 공정에서 탈황작업을 실시한다. 또한, 각 공정별 온도 조건은 Fig. 2에 표시하였다. 용선예비처리의 온도는 1,300~1,400 °C이며, 전로 출강온도는 1,650 °C이고, 출강 중 투입되는 합금철 및 조재제로 투입되는 생석회에 의해서 출강 후 BAP 도착은 1,625 °C이다. BAP 출발온도는 1,610~1,615 °C이며, LF 도착온도는 1,600~1,605 °C이며 처리 중 온도가 떨어지며 전극을 이용하여 용강의 온도를 올리며 LF 출발온도는 1,585 °C이다.
3. 결 과
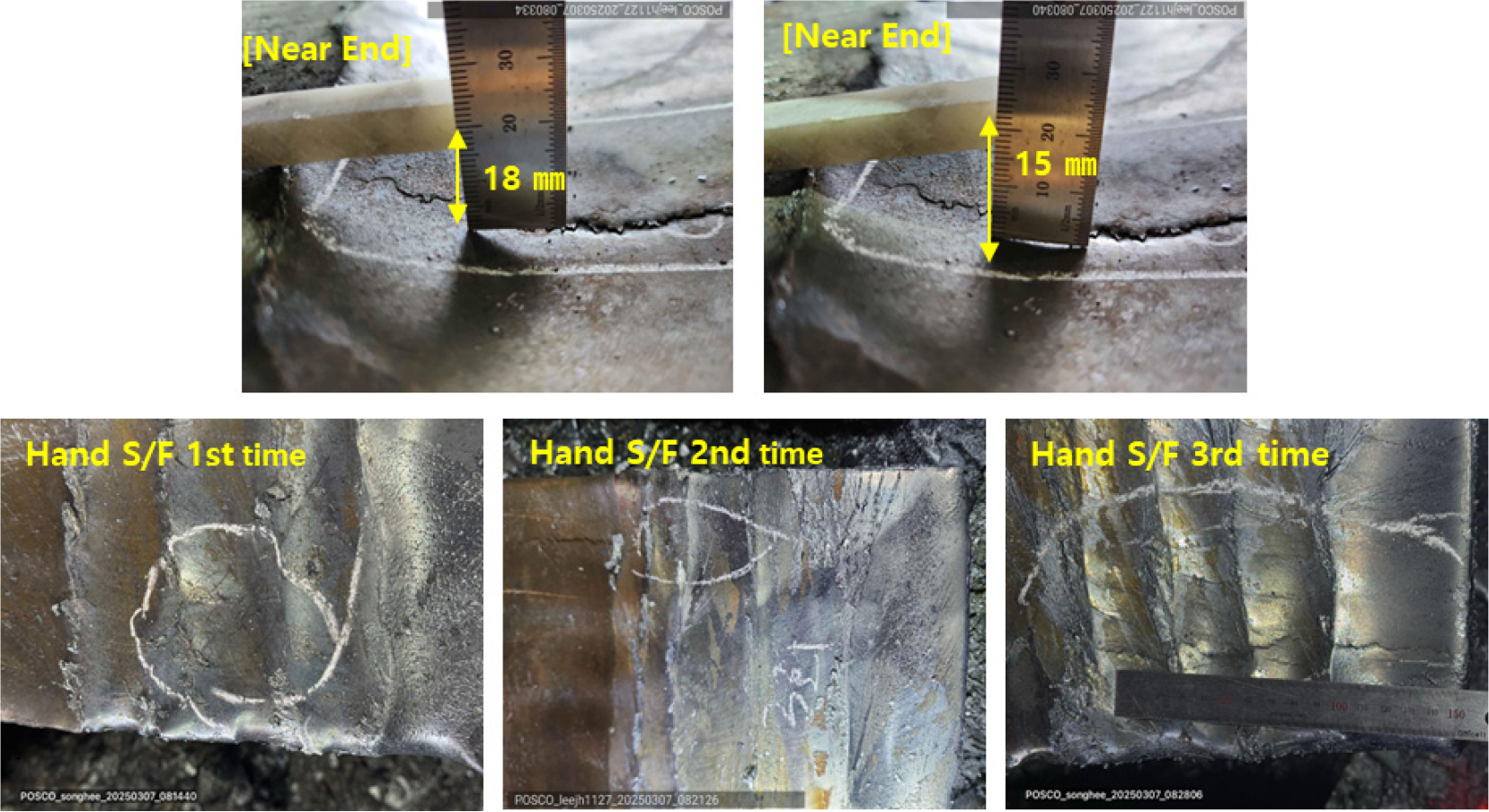
[C] 0.16, [Si] 0.011, [Mn] 0.312, [P] 0.0151, [S] 0.0208 wt%의 조성을 가진 강종을 대상으로 연주 공정을 수행한 후, 슬라브 표면에 Fig. 3과 같이 면가로 크랙과 면세로 크랙이 동시에 발생한 것이 관찰되었다. 이러한 표면 크랙은 연주 공정 중 또는 이후의 열적, 기계적 응력에 의해 발생할 수 있으며, 특히, 황([S]) 함량이 높을 경우 입계에 황이 집중되어 취성 파괴를 유발할 가능성이 높다.13)
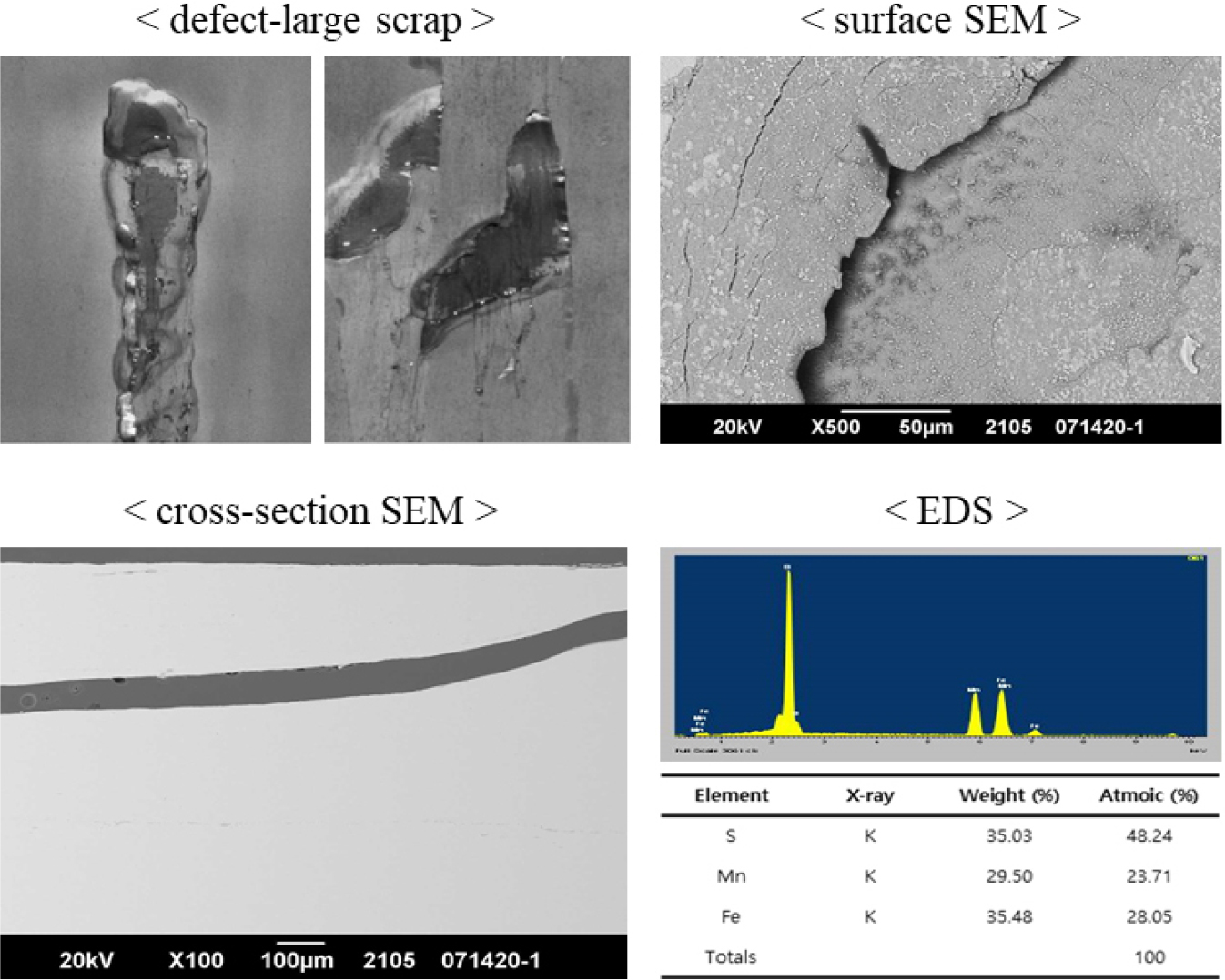
또한, Fig. 4와 같이 압연 공정 후 대형 scab 결함이 발생하였으며, 해당 결함 부위를 SEM으로 관찰한 결과 미세한 균열이 형성되어 있는 것이 관찰되었다. 결함 부위에 35 wt%로 높은 황([S])이 존재하는데, 이것은 슬라브 표면 및 내부 결함이 단순한 기계적 원인보다는 화학적 조성, 특히 황의 국부적 농축과 밀접한 관련이 있음을 시사한다.
BAP 공정에서 채취한 슬래그의 조성 분석 결과, 생석회 투입량에 따라 슬래그의 화학적 특성이 뚜렷하게 달라지는 것으로 나타났다. Table 2와 같이 생석회 2,000 kg을 투입한 경우, 슬래그 내 알루미나(Al2O3) 함량은 약 20 wt%, 산화칼슘(CaO)은 58 wt%로 확인되었으며, 염기도는 19로 매우 높은 고염기도 슬래그임을 알 수 있다. 반면, 1,500 kg 투입 시 알루미나는 30 wt%, 산화칼슘은 54 wt% 수준이었고 염기도는 17 정도이며, 1,000 kg 투입 시에는 알루미나가 40 wt%, 산화칼슘이 48 wt%, 염기도는 15 정도로 측정되었다. 즉, 생석회 투입량이 증가할수록 슬래그의 산화칼슘 함량과 염기도는 증가하고, 알루미나 함량은 감소하는 경향을 보였다. 이러한 슬래그 조성 변화는 탈황 반응 및 용강 정련 효율에 중요한 영향을 미칠 것으로 예상된다. 반면, Fig. 5에 나타낸 슬래그는 액상의 슬래그를 채취한 것으로 슬래그의 미세조직 관찰 결과 조재제 투입량 1,000 kg, 1,500 kg, 2,000 kg 모두 슬래그 재화 상태는 양호한 것으로 관찰되었다. 전로 출강과정에서 유출되는 슬래그 양은 1,000~1,200 kg 정도이며, 투입된 생석회 투입량에 따라서 만들어지는 액상 슬래그는 2,000~3,200 kg 정도이다.
Table 2.
Slag composition in the BAP process (wt%).
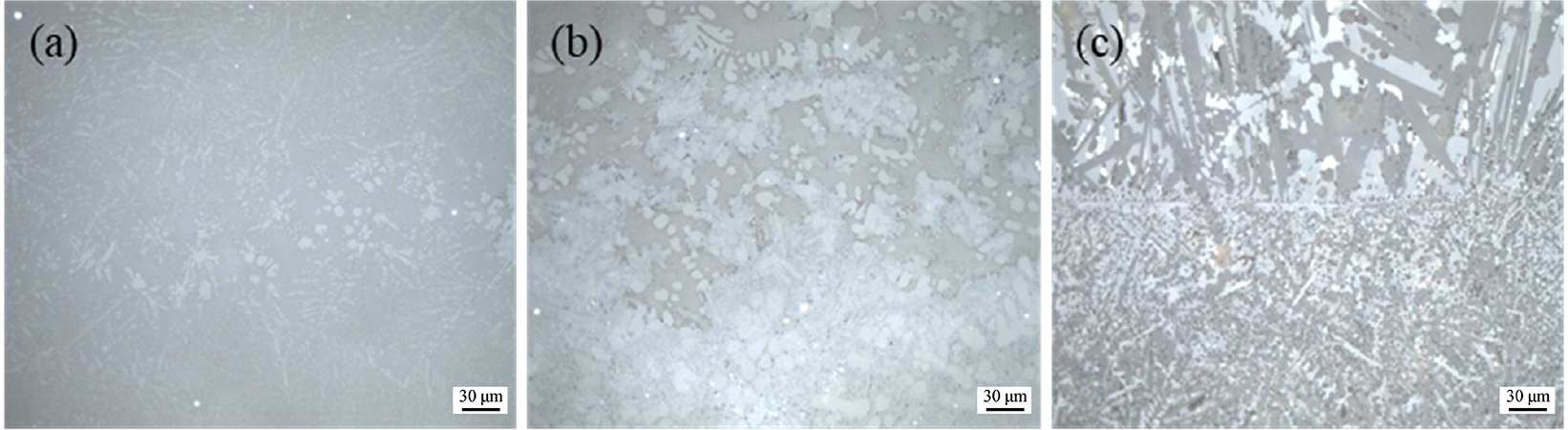
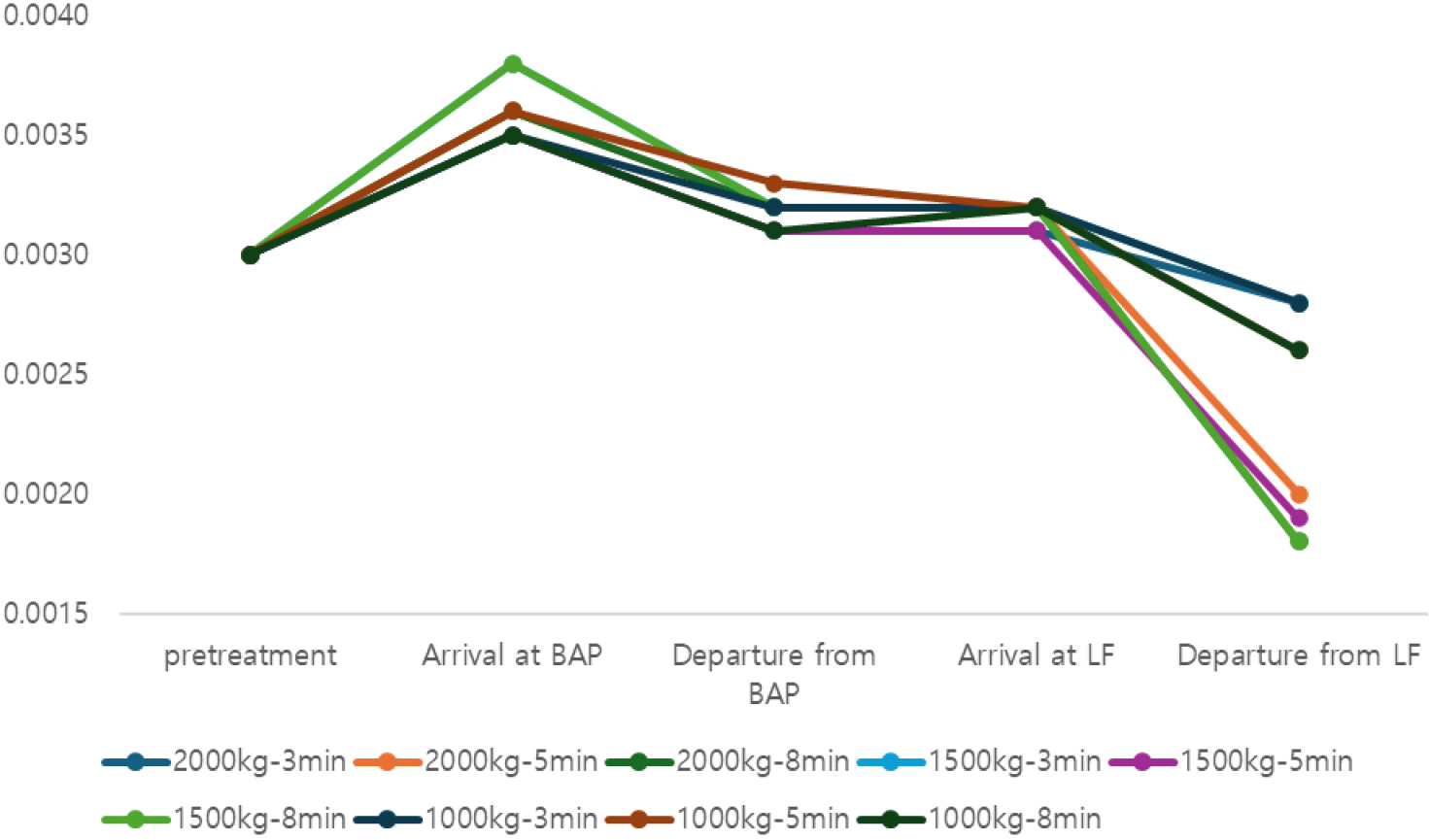
Table 3에서와 같이 모든 조건에서 예비처리 단계의 [S] 함량은 0.0030 wt%로 동일하게 시작하였다. BAP 도착 시점에서는 조재제 투입량과 무관하게 [S] 함량은 소폭 증가(0.0035~0.0038 wt%)하는 경향을 보였는데, 이는 BAP 공정 중 슬래그와의 반응 및 용강의 교반에 의한 일시적 농도 변화로 분석된다. 반면, BAP 출발 및 LF 도착 단계에서는 Fig. 6에서 알 수 있듯이 [S] 함량이 0.0031~0.0033 wt% 수준으로 유지되었으나, LF 출발 시점에서는 조재제 투입량과 BAP 처리 시간이 증가할수록 최종 [S] 함량의 저감 효과가 뚜렷하게 나타났다(조재제 1,000 kg 조건: 0.0028 wt% → 0.0026 wt%, 조재제 1,500 kg 조건: 0.0028 wt% → 0.0018 wt%, 조재제 2,000 kg 조건: 0.0028 wt% → 0.0018 wt%). 특히, 2,000 kg 조재제 투입 시, BAP 3 min 처리에서는 최종 [S]가 0.0028 wt%였으나, 5 min과 8 min 처리에서는 각각 0.0020 wt%, 0.0018 wt%로 감소하였다. 즉, BAP 처리 시간을 3 min에서 8 min으로 늘릴 경우, 최종 [S] 함량이 0.0028 wt%에서 0.0018 wt%로 약 36 % 감소하였다. 조재제 1,500 kg 및 1,000 kg 조건에서도 버블링 시간이 길수록 최종 [S]가 낮아지는 경향을 보였다. 즉, 조재제 1,500 kg 조건 + 8 min 처리 조건과 조재제 1,000 kg 조건 + 8 min 처리 조건에서 각각 0.0018 wt%, 0.0026 wt%로 가장 낮은 [S] 함량이 측정되었다.
Table 3.
Behavior of [S] and treatment time by the process.
또한, BAP 처리 시간이 길어질수록 LF 공정에서의 추가 처리 시간에 따라서 무작위적인 결과가 도출되어 LF 공정의 추가 처리 시간에 따라서는 큰 영향을 미치지 않을 것으로 분석되었다. 최종 황 함량 저감에는 BAP 단계의 처리 조건이 더 큰 영향을 미치는 것으로 나타났다. 최종적으로, 조재제 2,000 kg 조건 + 8 min, 조재제 1,500 kg 조건 + 8 min 처리 조건에서 최종 [S] 함량이 0.0018 wt%로 가장 낮았으며, 이는 고염기도 슬래그와 충분한 반응시간이 탈황 효율을 극대화함을 의미한다.14) 또한, 염기도 증가에 따라서 [S] 분배비(슬래그와 용강 사이에 황이 어떻게 분배되는지를 수치로 나타낸 값)가 증가하며, 이는 곧 탈황 효율이 증가한다는 것을 의미한다. BAP 공정에서 황의 분배비 (S)/[S]는 10~20 사이이다.
또한, 2,000 kg 투입 조건에서 최종 [S] 함량이 가장 낮으며, 1,500 kg 투입 조건, 1,000 kg 투입 조건 순으로 탈황 효율이 감소하였다. 따라서, 조재제 투입량이 많을수록 슬래그의 산화칼슘(CaO) 함량과 염기도가 증가하여 탈황 반응이 촉진되는 것으로 나타났다. 이는 슬래그의 화학적 조성이 탈황 반응의 구동력에 직접적인 영향을 미침을 보여준다. 반면, BAP 공정에서의 충분한 처리 시간과 적절한 조재제 투입은 슬래그와 용강의 접촉을 극대화하여 황의 슬래그 이동을 촉진한다. 또한, Table 2에 나타낸 CaO/Al2O3비가 1.4~1.8의 조성을 갖는 탈황능이 우수한 조성을 BAP 공정에서 만들어주었기 때문에 LF 공정에서 탈류 시간을 단축할 수 있었다. LF 공정에서는 미세조정 및 추가 탈황이 이루어지지만, BAP 단계에서 이미 상당한 탈황이 이루어진 경우 LF에서의 추가 저감 폭은 제한적이었다. 이는BAP 공정의 최적화가 전체 탈황 효율에 결정적인 역할을 함을 시사한다.15)
4. 고 찰
철강 제조 공정에서 용강 내 황([S]) 함량의 저감은 고품질 강재 생산을 위한 핵심 요소로서, 황은 강의 취성, 균열, 내식성 저하 등 다양한 품질 저하 요인을 유발하므로, 조강 단계에서부터 최종 제품에 이르기까지 엄격한 황 관리가 요구된다. 본 실험에서는 조재제(생석회) 투입량과 BAP 처리 시간이 용강 내 황 함량 저감에 미치는 영향을 정량적으로 분석하였다. 그 실험 결과를 바탕으로 각 변수의 영향, 탈황 메커니즘, 공정 최적화 방향, 그리고 산업적 경제성 및 시사점에 대해 고찰하였다.
조재제(생석회) 투입량은 슬래그의 화학적 조성, 특히 산화칼슘(CaO) 함량과 염기도에 직접적인 영향을 미친다. 실험 결과, 조재제 투입량이 많을수록 슬래그 내 CaO 함량과 염기도가 증가하여 탈황 반응의 구동력이 커진다. 슬래그의 염기도(basicity)는 다음과 같이 정의되며, 계산된 basicity는 Table 4와 같다.
Table 4.
Slag composition in the LF process.
식 (1)에 대응하는 평형상수 식은 다음과 같다.
먼저, a[O]와 a[S]는 용강 내 산소 및 황의 activity이며, a(CaS)와 a(CaO)는 슬래그 내 CaS 및 CaO의 activity이다. 또한, 식 (3)에 따라 염기도가 높을수록 슬래그는 더 강한 염기성을 띠며, 분모 항이 증가한다. 따라서, 평형을 유지하기 위해 용강 내 황이 감소하고 황이 용강에서 슬래그로 이동하는 반응을 촉진한다. 실험 결과, 2,000 kg 투입 조건에서 모든 처리 시간에서 최종 [S]가 가장 낮았으며, 1,500 kg, 1,000 kg 순으로 탈황 효율이 감소하였다. 이는 슬래그의 고염기도화가 탈황 효율을 극대화함을 의미한다.16) BAP 공정은 아르곤 가스를 이용해 용강과 슬래그의 접촉을 극대화하고, 슬래그 내로 황의 이동을 촉진하는 역할을 한다. 실험에서 BAP 처리 시간을 3 min, 5 min, 8 min으로 변화시킨 결과, 처리 시간이 길수록 최종 황 함량이 효율적으로 저감되었다. 즉, 2,000 kg 조재제 투입 조건에서 BAP 3 min 처리 시 최종 [S]는 0.0028 wt%였으나, 8 min 처리 시 0.0018 wt%로 약 36 % 감소하였다. 이는 BAP 처리 시간이 길어질수록 슬래그와 용강의 반응이 충분히 이루어져 황의 슬래그 이동이 극대화됨을 의미한다. 다만, 처리 시간이 지나치게 길어질 경우 생산성 저하 및 에너지 소모 증가 등의 문제가 발생할 수 있으므로, 경제성과 효율성을 고려한 최적의 처리 시간 설정이 필요하다.
용강 내 황은 주로 황화철[FeS] 형태로 존재하며, 슬래그 내 산화칼슘과 반응하여 황화칼슘(CaS)으로 전환되어 슬래그로 이동한다. 이 반응은 다음 식 (4)와 같이 표현할 수 있다.
이 반응의 평형은 슬래그의 염기도, CaO 함량, 온도, 슬래그 내 FeO 함량 등에 의해 좌우된다. 특히, 슬래그 내 FeO 함량이 높으면 역반응이 촉진되어 탈황 효율이 저하된다. 본 연구에서는 고염기도 슬래그와 충분한 BAP 처리 시간을 통해 탈황 반응의 구동력을 극대화하였으며, 그 결과 최종 황 함량이 효과적으로 저감되었다.
LF 공정은 주로 용강의 온도 조절, 성분 미세조정, 추가 탈황 등을 목적으로 한다. 실험 결과, BAP 단계에서 이미 상당한 탈황이 이루어진 경우 LF에서의 추가 황 저감 폭은 제한적이었다. 이는 BAP 공정의 최적화가 전체 탈황 효율에 결정적인 역할을 함을 시사한다. 다만, LF 공정에서의 미세조정은 최종 제품의 품질 확보에 여전히 중요한 역할을 하므로, BAP와 LF의 역할 분담 및 연계 최적화가 필요하다. 실험에서 BAP 처리 시간이 길어질수록 탈황 효율이 증가하는 경향이 나타났으나, LF 공정의 처리 시간에는 큰 변화가 없었다(24~29 min). 이는 BAP 단계에서의 충분한 탈황이 이루어지면, LF에서의 추가 처리 시간이 큰 영향을 미치지 않음을 의미한다. 그러나, 전체 공정의 생산성을 고려할 때 BAP 처리 시간의 무한정 증가는 바람직하지 않으므로, 탈황 효율과 생산성의 균형을 고려한 최적의 공정 조건 설정이 필요하다.
이러한 실험 결과는 실제 산업 현장에서 고품질 저황강 생산을 위한 공정 최적화에 중요한 시사점을 제공한다. 첫째, 조재제 투입량을 충분히 확보하여 슬래그의 고염기도화를 유도하는 것이 탈황 효율 극대화의 핵심임을 확인하였다. 둘째, BAP 처리 시간을 적절히 연장함으로써 슬래그와 용강의 반응을 충분히 확보할 수 있음을 알 수 있었다. 셋째, BAP 단계에서의 탈황이 효과적으로 이루어지면, LF 공정에서의 추가 탈황 부담이 줄어들어 전체 공정의 효율성이 향상된다. 따라서, 실제 공정에서는 조재제 투입량과 BAP 처리 시간을 현장 여건과 생산성, 경제성을 고려하여 최적화하는 것이 중요하다. 예를 들어, 2,000 kg 조재제 투입과 8 min BAP 처리 조건은 최저 황 함량(0.0018 wt%)을 달성할 수 있으나, 생산성 저하 및 비용 증가 요인을 함께 고려해야 한다. 반면, 조재제 1,500 kg 조건 + 5 min 또는 조재제 1,500 kg 조건 + 8 min 처리 조건은 비교적 낮은 황 함량(0.0019~0.0018 wt%)을 달성하면서도 자원 및 시간 효율 측면에서 유리할 수 있다.
본 실험은 조재제 투입량과 BAP 처리 시간에 초점을 맞추어 진행되었으나, 실제 현장에서는 슬래그 내 FeO, MgO, SiO2 등 다양한 성분의 영향, 용강의 온도, 아르곤 가스 유량, 슬래그 두께, 교반 강도 등 복합적인 요인이 탈황 효율에 영향을 미친다. 또한, 슬래그의 점도, 용강과 슬래그의 계면적, 슬래그의 포집 능력 등도 중요한 변수이다. 향후에는 이러한 다양한 변수들을 통합적으로 고려한 실험 및 공정 시뮬레이션이 필요하다. 이 연구를 통해 조재제(생석회) 투입량과 BAP 처리 시간이 용강 내 황 함량 저감에 미치는 영향을 정량적으로 확인할 수 있었다. 고염기도 슬래그 조성 및 충분한 BAP 처리 시간 확보가 탈황 효율을 극대화하는 핵심 요인임을 알 수 있었으며, 이는 향후 고품질 저황강 생산 공정의 최적화에 중요한 기초자료로 활용될 수 있다. 또한, BAP 단계의 최적화가 전체 탈황 공정의 효율성 및 생산성 향상에 결정적인 역할을 함을 확인하였다.
향후에는 다양한 공정 변수와 슬래그 조성, 환경적 요인 등을 통합적으로 고려한 연구를 통해, 더욱 효율적이고 친환경적인 탈황 공정 개발이 필요할 것으로 판단된다. 본 실험 결과는 철강 산업 현장에서의 실질적인 공정 개선 및 품질 향상에 기여할 수 있을 것으로 기대된다.
5. 결 론
본 연구에서 조재제(생석회) 투입량과 BAP 처리 시간이 용강 내 황([S]) 함량 저감에 미치는 영향을 정량적으로 확인할 수 있었다. 실험 결과, 조재제 투입량이 많을수록, 그리고 BAP 처리 시간이 길수록 최종 황 함량이 효과적으로 저감되는 경향이 뚜렷하게 나타났다. 특히, 2,000 kg 조재제 투입과 8 min BAP 처리 조건에서 최저 [S] 0.0018 wt%를 달성하였으며, 이는 고염기도 슬래그 조성과 충분한 반응시간이 탈황 효율을 극대화함을 의미한다. 또한, BAP 단계에서의 탈황이 효과적으로 이루어지면 LF 공정에서의 추가 탈황 효과는 제한적임을 확인하였다. 이는 BAP 공정의 최적화가 전체 탈황 공정의 효율성 및 생산성 향상에 결정적인 역할을 함을 시사한다. 다만, 탈황 효율과 생산성, 경제성의 균형을 고려하여 조재제 투입량과 BAP 처리 시간을 최적화하는 것이 중요하다. 본 연구 결과는 고품질 저황강 생산을 위한 공정 설계 및 운영에 실질적인 기초자료로 활용될 수 있으며, 향후 다양한 공정 변수와 슬래그 조성, 환경적 요인 등을 통합적으로 고려한 추가 연구가 필요하다. 이를 통해 더욱 효율적이고 친환경적인 탈황 공정 개발 및 철강 품질 향상에 기여할 수 있을 것으로 기대된다.
