

1. 서 론
다공성 세라믹 구조물은 낮은 열전도도, 높은 비표면적 및 액체와 기체에 대한 우수한 투과성을 나타내며 고온 안정성 및 내화학성 등의 장점을 기초로 극한 환경용 여과 필터 및 촉매용 담체 이외에도 단열재, 충격 완화재 등 다양한 분야에서 사용되고 있다.1-3) 기존의 개발된 세라믹 필터는 대량 생산에 용이한 압출 성형 공정을 통해 제조되는 것으로 알려져 있다.4-8) 제조공정 측면에서, 압출 성형의 경우 금형 제작이 필수적이고 금형이 결정되면 제작 형상의 변경이 용이하지 않은 문제점을 가진다. 또한 가압 장치를 구비해야 하므로 제작비용이 증가하며 가압 방식에 의한 성형공정으로 인해 기공률이 낮아져 여과 효율이 감소하는 결과를 야기한다.9) 선행 연구에서는 슬립 캐스팅, 테이프 캐스팅 및 겔 캐스팅과 같은 다양한 공정으로 이러한 단점을 해결하려고 시도하였다.10-12) 그러나, 금형 제작이라는 동일한 선행 공정을 해결하지 못하였다.
최근 새롭게 주목받고 있는 적층제조(additive manufacturing)기술은 디지털데이터를 기반으로 2차원 단면으로 원하는 재료를 반복 적층하여 3차원의 입체형상을 제조하는 공정 기술이다. 적층제조기술은 기존의 공정에서 요구되는 특별한 고정 장치 없이 자유로운 형태의 제작을 가능하게 하여 기하학적으로나 재료적으로 복잡한 구성 요소를 만들 수 있는 이점을 제공한다.13,14) 세라믹 재료를 사용하는 적층제조기술에는 광중합방식(PP),15) 분말적층용융방식(PBF),16) 재료압출방식(ME),17) 잉크젯방식(inkjet),18) 접착제분사방식(BJ)19) 등이 존재한다. 이중 접착제분사방식(BJ)은 빌드 플랫폼에 분말을 적층하고 잉크젯 프린터 헤드에서 액상 바인더를 한 층씩 선택적으로 분사하여 3차원 형상의 부품을 제작하는 powder-bed 기반의 적층제조기술이다. 접착제분사방식(BJ)은 잉크나 슬러리 등과 같은 액상재료를 사용하는 다른 적층제조기술에 비해 작업 재료의 분산 안정성에서 자유로운 이점을 가지고 있다. 또한 인쇄 과정에서 spread된 주변의 분말이 인쇄된 부품을 지지해 주는 역할을 하므로 지지 구조를 따로 필요로 하지 않는다.20-24) 접착제분사방식(BJ)이 가지는 또 다른 특징은 인쇄 과정에서 spread roller에 의한 낮은 압력으로 인해 powder-bed의 packing density가 감소하게 되는 것이다. 이는 입자 사이의 접촉면적을 줄어들게 하여 빈 공간을 만들고 소결 시 neck 형성 부위가 줄어들어 최종 인쇄된 부품에서 높은 다공성을 나타낸다.25) 이러한 특성은 본 연구에서와 같이 다공성 세라믹 구조 제작을 목적으로 하는 분야에서 유용하게 적용될 수 있다. 접착제분사방식(BJ)을 활용한 다공성 구조 제작에 대해 연구된 사례는 다수의 논문에서 나타나고 있다. He et al.26) and Hwa et al.27)은 수처리 용 점토 세라믹을 인쇄하고 3D 인쇄 필터를 사용하여 탁도를 줄이는 연구를 진행하였다. Brunello et al.28)은 조직 공학을 위한 분말 기반 3D 프린팅 기술에 대한 연구를 검토하였다. 보다 최근에 Ke and Bose29)는 Tricalcium phosphate를 사용하여 scaffold를 인쇄하고 물리적, 기계적, 생물학적 특성에 대한 영향을 조사하였다.
접착제분사방식(BJ)에 주요 매개변수는 분말의 유동성(flowability), 분말과 바인더와의 호환성(compatibility), 흡수성(wettability), 경화성(binder bonding) 등으로 알려져 있다.21) 유동성이 낮은 분말의 경우 분말 층이 spread되는 과정에서 충분한 분말이 공급되지 못하고 spread roller의 회전방향으로 불규칙하게 응집되어 layer표면에 균열을 생성한다. 반면 분말의 유동성이 필요이상으로 높을 경우 분말 spread 과정에서 층 변위가 일어나 powder bed의 안정성이 떨어지고 낮은 경우에는 프린팅 된 부품의 해상도를 떨어뜨리게 되는 연구결과가 보고된 바 있다.30) 분말과 바인더와의 호환성은 성공적인 인쇄를 위한 또 다른 중요한 요소로 작용한다. 바인더 액적은 세라믹 입자와 접촉 후 모세관 현상에 의해 세라믹 입자를 통해 기공을 관통하고 동시에 액적 주위의 세라믹입자는 액적의 표면장력 하에 더 큰 덩어리로 응집된다. 후속 건조 과정에서 세라믹 입자는 서로 결합되어 입자 사이의 neck을 형성하고 경화된다. 건조 후, 성형체는 추후 공정 또는 가공을 위한 충분한 성형 강도가 유지되어야 한다.31,32) 이를 위해 바인더와 반응하여 경화를 가속화하고 성형 강도를 증가시킬 수 있는 보조 재료가 첨가 될 수 있다. 본 연구에서는 접착제분사방식(BJ)을 활용하여 다공성 세라믹 필터를 제조하기 위해 사용되는 세라믹 분말의 최적화와 인쇄 적합성에 관하여 연구를 진행하였다. 일반적인 고온, 고압가스 정제용 세라믹 필터 지지체의 특성이 40~60 %의 기공률을 가지며, 5 Mpa 이상의 강도를 가지는 것을 고려하였을 때 60 % 이상의 기공률과 기존 상용 세라믹 필터에 상응하는 강도를 가지는 것을 목표로 하였다.33)
2. 실험방법
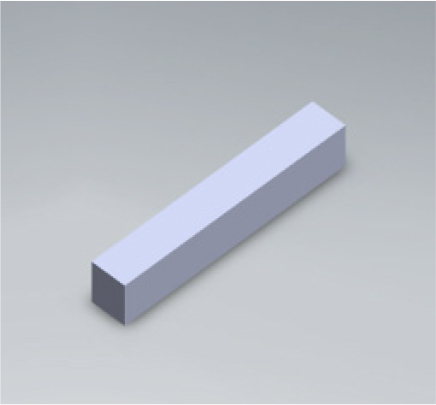
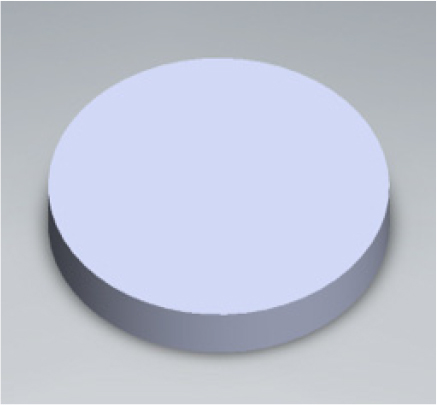
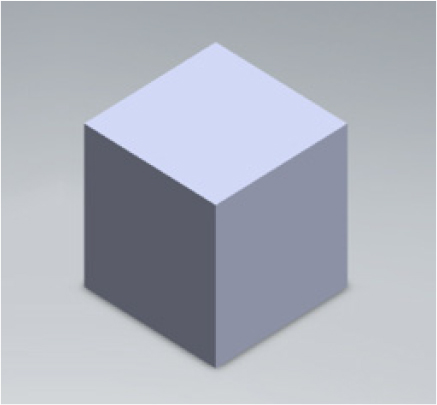
접착제분사방식(BJ)을 활용한 다공성 알루미나 필터 제작을 위하여 구형의 알루미나 분말(D50: 5.07 µm, DHC Co., Ltd., Korea)이 사용되었다. 인쇄 후 성형체의 강도 증진을 위한 secondary binder로 sodium silicate 분말(daejug Co., Ltd., Korea)와 소결 후 강도 증진을 위하여 glass frit (OCI-FERRO Co., Ltd., Korea)이 사용되었다. fumed silica와 fumed aluminum oxide는 분말 코팅 산업에서 일반적으로 사용되는 유동성 첨가제 중 하나로 알려져 있다.34,35) 분말의 유동성 개선을 위한 flow agent로 fumed silica (F1, Aerosil-200, Sigma Aldrich), fumed silica (F2, Konsail K-90, OCI Comany Ltd.), fumed silica (F3, Aerosil-R972, Sigma Aldrich) and fumed aluminum oxide (F4, Aeroxide-Alu C, Sigma Aldrich)을 사용하였다. 접착제분사방식(BJ)에 적합한 세라믹 분말제조를 위하여 알루미나 분말을 주원료로 하여 분말의 유동성과 바인더와의 호환성, 성형강도 및 소결강도를 향상시키는 실험을 진행하였다. 분말의 유동성 증진과 바인더와의 호환성을 향상시키기 위해 flow agent를 0.5~5 wt% 첨가하였다. flow agent의 종류와 첨가량은 안식각(AOR) 및 접촉각 측정을 기반으로 최적화하였다. 인쇄물의 성형강도를 향상시키기 위해서는 sodium silicate 분말을 secondary binder로 사용하였으며 소결강도 향상을 위해서는 glass frit을 5~15 wt% 첨가하였다. 다공성 세라믹 필터 제작에는 BJ-type projet360 (3D systems, USA) 프린터를 사용하였다. 최적화된 조성을 V-mixer를 사용하여 150 rpm에서 5시간동안 혼합하여 feedstock을 제조하였다. 이후 혼합된 feedstock을 build chamber내에 반복하여 적층 시켰다. PVA가 함유 되어있는 수계 바인더는 0.35 mL/cm3의 양으로 분사되었으며, 바인더의 과도한 흡수를 방지하기 위해 core/shell 비율의 포화도는 바인더 분사량의 최소 수준인 100/200 %로 설정하여 인쇄를 진행하였다. 인쇄과정에서 분말 층의 두께는 100 µm로 진행하였으며 원하는 샘플 높이에 도달할 때까지 적층을 반복하여 시편을 제작하였다. 시편의 밀도, 수축률, 기공률 및 기계적 특성을 분석하기 위해 내부에 유로가 형성되어 있는 세라믹 필터와 bar type, cube type, disc type 형태의 시편들을 인쇄하였다. Table 1에 실험에서 사용된 디지털 스케치와 목적을 나타내었다.
Table 1.
Digital sketch.
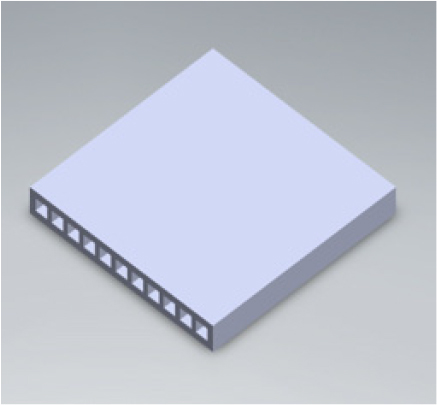
성형체와 남아있는 분말을 포함하는 빌드 베드를 80도 오븐에서 24시간 동안 유지하여 건조시킨 후 de-powder를 진행하였다. 성형체 내 바인더에 함유되어있는 PVA의 열분해를 위하여 550 °C (3 °C/min)에서 1시간 동안 유지하여 de-binding을 진행하였다. 이후 1,300, 1,400, 1,500 °C에서 5시간 동안 소결하여 최종 시편의 수축률, 기공률, 강도, 밀도를 비교 분석하였다. 혼합된 feedstock은 자동분말특성시험기(PowderPRO A1) 장비를 통해 안식각과 bulk density, tapped density를 측정하여 유동성 지수를 분석하였다. spread된 분말층의 표면 거칠기는 레이저 현미경(OLS4500, Olympus)을 이용하여 분석하였다. 분말과 바인더의 호환성은 접촉각 분석기(Phoenix, PHX300)를 사용하여 시간의 경과에 따른 바인더 액적의 형상을 관찰하였다. 수축률은 소결로 인한 시편의 치수 변화로 측정하였다. 버니어 캘리퍼스를 사용하여 각각 온도별로 소결된 시편의 x, y, z축의 수축을 비교하였다. 굽힘강도 측정은 KSL 1601규격에 따라 만능시험기(UTM, Metesco, Inspekt 250)를 사용하여 측정하였다. 기공률 및 기공 크기 분포는 수은함침법을 이용한 mercury porosimeter (mercury intrusion porosimeter, Micromeritics, Autopore V)를 사용하여 측정하였다. 소결된 시편의 미세구조 변화는 SEM (JSM-6390, scanning electron microscope, JEOL)을 통해 관찰하였다.
3. 결과 및 고찰
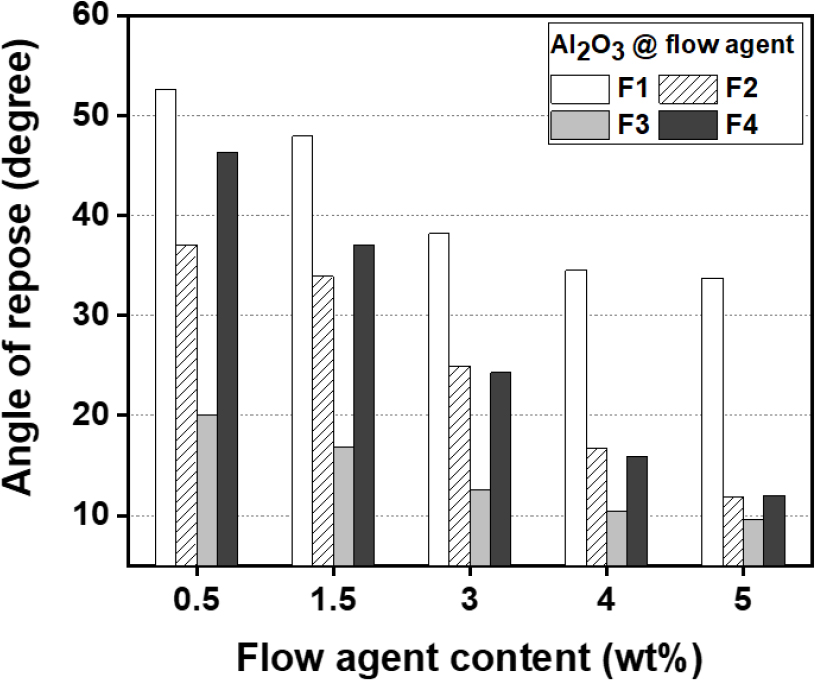
Flow agent가 첨가되지 않은 알루미나 분말의 경우 상당한 응집을 나타내며 인쇄 과정에서 분말의 불균일한 spread가 발생하고 최종 인쇄물 해상도에 부정적인 영향을 미치는 것을 확인하였다. 이는 출발 원료로 사용된 알루미나 분말의 평균 입자 크기가 50 µm 보다 작아 입자간 작용하는 반데르발스 힘에 의해 응집을 나타내고 분말 유동성을 크게 감소시킨 것으로 사료된다.36,37) 분말의 유동성을 개선하기 위해 flow agent를 첨가하고 안식각 측정을 통해 유동성의 변화를 관찰하였다. flow agent의 기능은 마찰이 적은 접촉 매체로 작용하며 입자 표면에 코팅되어 분말 입자 사이의 상대 운동 저항을 감소시키는 역할을 한다.38)Fig. 1은 각각 다른 flow agent를 알루미나 분말 대비 0.5~5 wt% 첨가하였을 때 혼합된 분말의 안식각 변화를 보여준다. flow agent가 첨가되지 않은 알루미나 분말의 경우 안식각이 73.5°로 가장 높은 값을 나타내었고, 각각 다른 종류의 flow agent가 첨가된 분말들은 알루미나 분말보다 상대적으로 낮은 안식각을 나타내는 것을 확인할 수 있다. 이는 flow agent가 분말의 유동성에 상당한 영향을 미치며, 네 가지 flow agent 모두 알루미나 분말의 유동성을 향상시키는데 효과적임을 보여준다. 인쇄 및 소결 공정에 미치는 영향을 최소화하기 위해 소량의 flow agent 0.5 wt%만 첨가되었음에도 불구하고 효과적인 유동성 제어가 가능함을 확인하였다. 0.5 wt% 첨가량 기준에서 F3를 첨가한 알루미나 분말의 안식각은 20°로 가장 낮았고, F2, F4, F1를 첨가하였을 때 각각 37.1°, 46.3°, 52.6°를 나타내었다. 기존 연구를 참조하여 20~55° 범위의 안식각이 인쇄 공정에 적합함을 고려했을 때,39,40) 4종의 flow agent 0.5 wt% 첨가량 기준 모두 프린팅에 적합한 유동성을 나타내는 것을 확인하였다.
안식각 측정 이외에도 Hasner ratio, Carr’s Index와 같은 분말의 유동성 및 응집성을 판단하는 다른 접근 방식이 존재한다.30)Fig. 2는 4종의 flow agent 0.5 wt%를 첨가한 알루미나 분말의 Densities, Hasuner ratio, Carr’s Index를 보여준다. 각각 접근 방식은 tapped density와 bulk density를 통해 계산되어 분말의 유동성 지수를 평가할 수 있다. Hausner ratio는 식 (1)을 사용하여 계산 할 수 있다.
H는 Hausner ratio, Vt는 tapped density, Vb는 bulk density를 나타낸다. 이때 Hausner ratio인 H의 값이 H < 1.25일 경우 free-flowing을 나타내고 H > 1.25이면 poor flowability를 나타낸다. 4종의 flow agent가 첨가 되었을 때 모든 feedstock의 Hausner ratio 값이 1.25보다 작은 값을 나타내므로 자유로운 유동성을 가지는 것을 확인 할 수 있다.
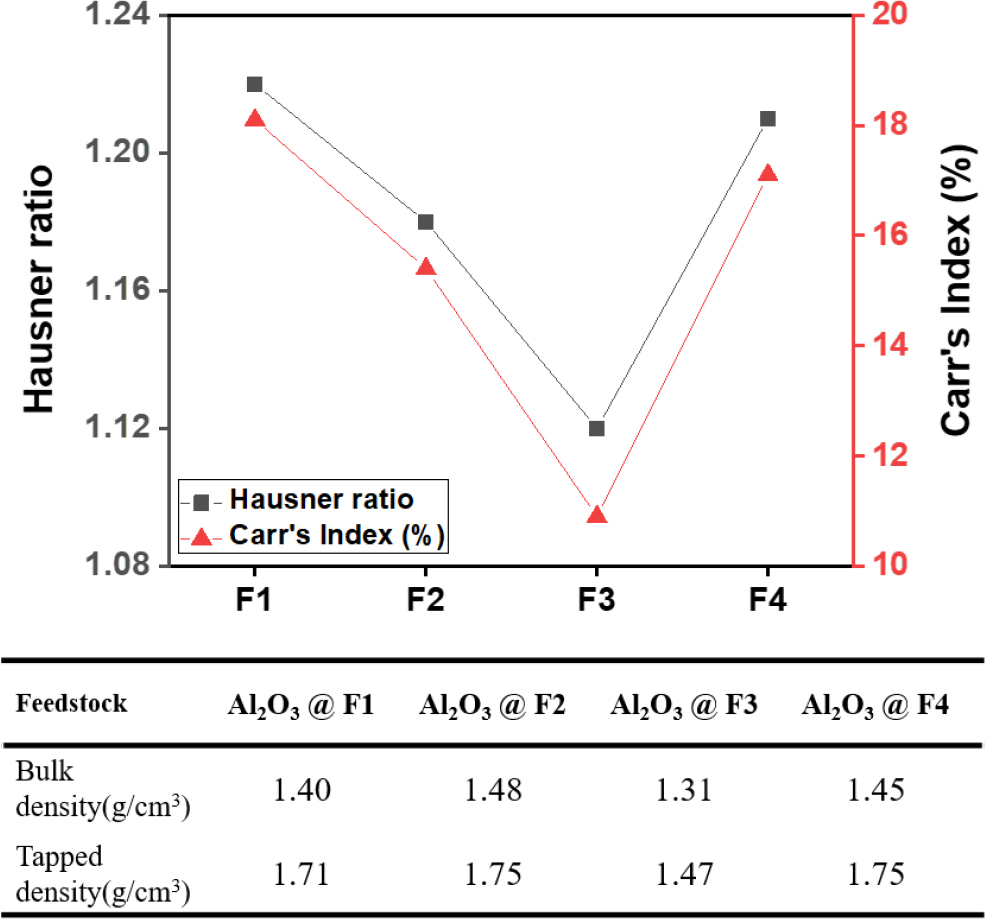
또 다른 유동성 평가 방식인 Carr’s Index는 식 (2)를 사용하여 계산 할 수 있다. I는 Carr’s Index를 나타내며 값이 작을수록 우수한 유동성을 나타낸다. I 값이 5~12 %는 ‘excellent’, 12~16 %은 ‘good’, 16~23 %은 ‘fair’ 그리고 23 %보다 큰 경우 ‘poor’을 나타낸다. 4가지 flow agent중 F3가 첨가된 분말이 10.9 %로 가장 높은 유동성을 보였고, F1을 첨가한 분말에서 가장 낮은 유동성을 나타냈다.
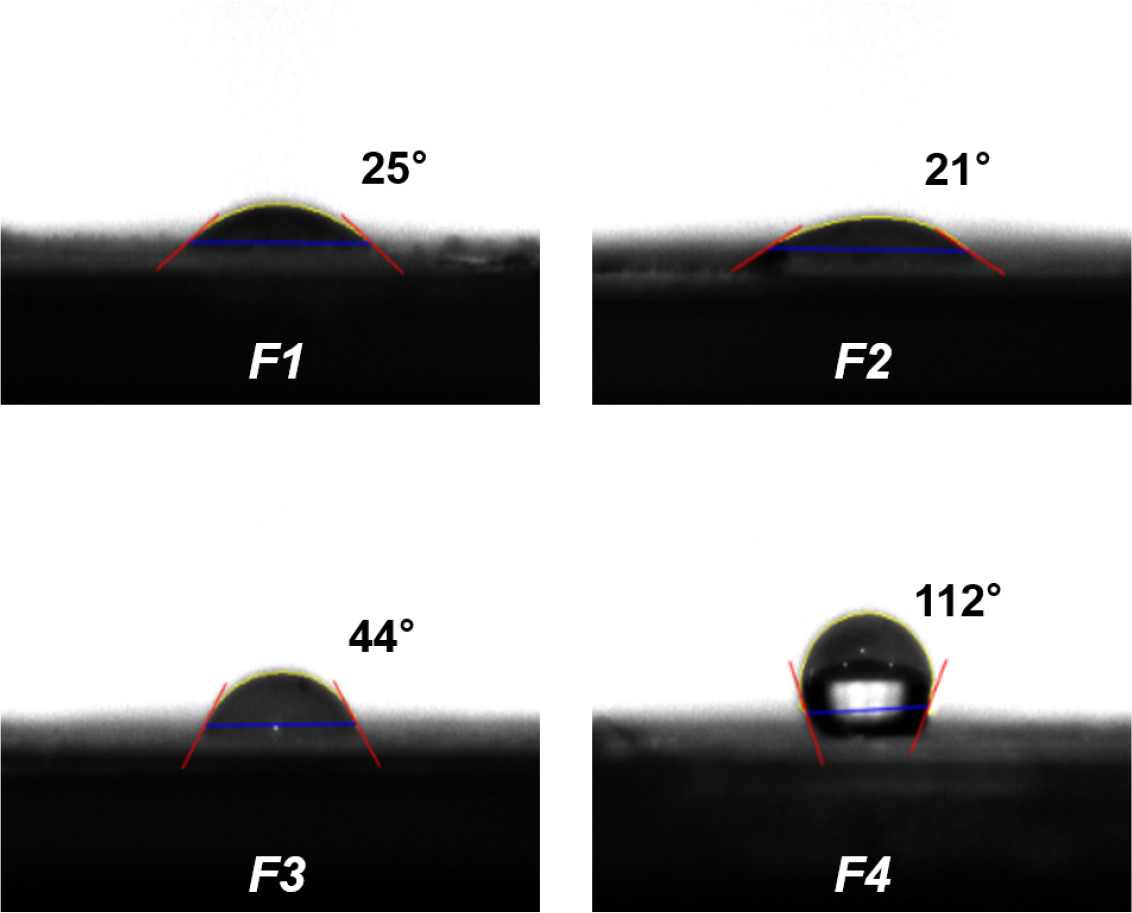
선행 연구에 따르면, build rate는 분당 약 2~4개의 레이어를 필요로 한다고 알려져 있다.40,41) 이러한 build rate를 고려하여 15초 후에 분말층에 분사된 액적의 형상을 Fig. 3에 나타내었다. 친수성 fumed silica가 첨가된 분말 층은 바인더 액적이 즉시 흡수되어 낮은 접촉각을 나타내었다. 분말 층과 바인더간의 접촉각은 F1과 F2가 첨가된 feedstock에 대해 15초 후에 각각 25°, 21°로 측정되었다. 반면에, 소수성 fumed silica와 fumed aluminum oxide가 첨가된 분말층 에서는 15초 후에도 액적이 흡수되지 않고 형태를 유지하였다. F3와 F4가 첨가된 feedstock에 대한 바인더 액적의 접촉각은 각각 44°와 112°로 나타났다. 알루미나 분말에 친수성 flow agent를 첨가한 경우 분말 표면의 hydroxyl group으로 인해 바인더 액적이 분말층으로의 침투율이 증가하였고, 소수성 flow agent를 첨가한 분말보다 낮은 접촉각을 나타내었다.
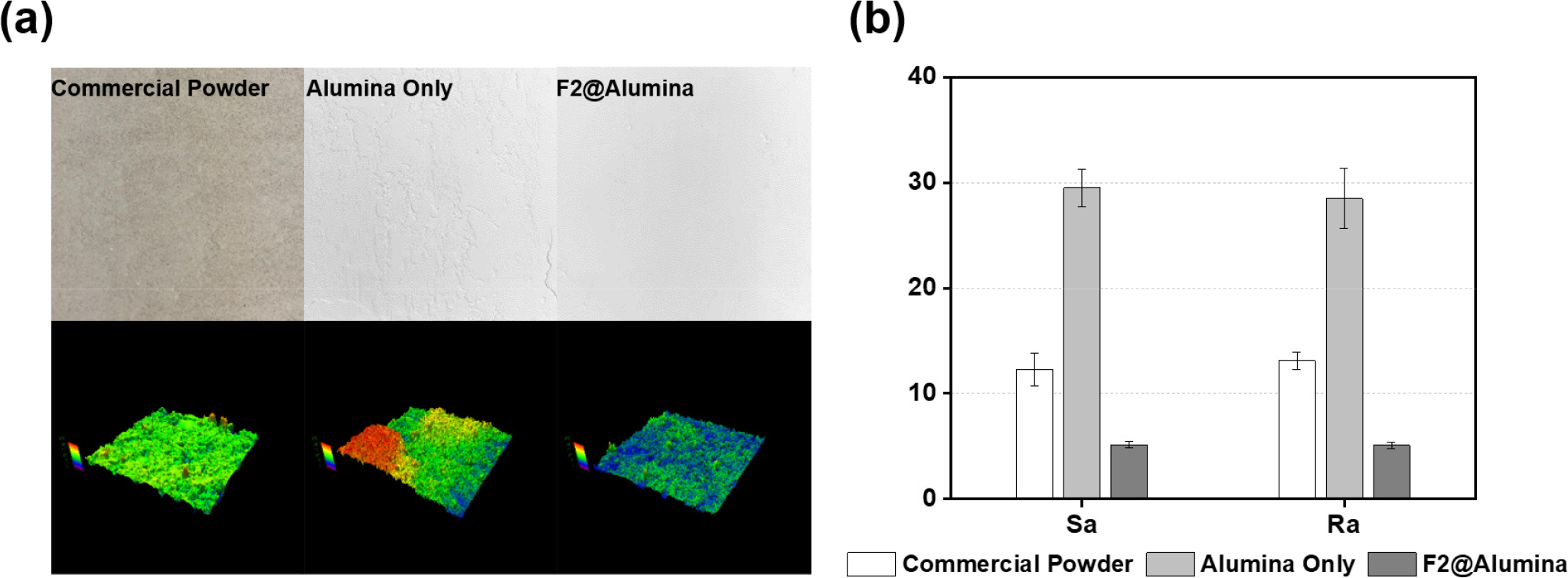
분말의 유동성 및 흡수성을 분석한 결과, 적합한 접착제분사방식(BJ) 공정을 위해서는 유동성이 자유롭고 흡수성이 우수한 친수성 fumed silica를 첨가하는 것이 적절하다고 판단하였다. 따라서 F1을 첨가한 알루미나 분말과 비교하여 더 낮은 안식각을 보인 F2를 첨가하여 실험을 진행하였다. Fig. 4는 분말의 유동성이 접착제분사방식(BJ) 공정 내에서 적층되는 분말층의 표면에 미치는 영향을 나타낸다. 알루미나 분말과 F2가 첨가된 알루미나 분말을 build chamber에 spread 시킨 후 3D 레이저 현미경을 사용하여 분말층 표면의 3D 스캔 이미지를 관찰하였다. 알루미나 분말 베드의 표면 및 선 거칠기 값은 flow agent 첨가 시 각각 29.5 µm 및 28.5 µm에서 5.14 µm 및 5.08 µm로 감소하였다. 또한, 접착제분사방식(BJ)용으로 상용화된 석고 분말층의 표면 거칠기 값이 약 12 µm임을 감안하면, F2가 첨가된 알루미나분말이 우수한 표면품질을 나타냄을 확인 할 수 있다. 따라서 분말의 유동성이 증가함에 따라 우수한 표면 특성을 가지는 것을 보여준다. flow agent가 첨가되지 않은 알루미나 분말은 낮은 유동성을 나타내어 Fig. 4(a)에서 보이듯이 spread roller의 회전 방향으로 불규칙하게 응집되어 균열이 발생했음을 알 수 있다. 한편, F2가 첨가된 알루미나 분말은 롤러에 의해 균일하게 spread된 것을 확인할 수 있다. 표면 품질이 좋지 않으면 최종 인쇄된 시편의 해상도와 기계적 특성에 부정적인 영향을 미칠 수 있다.42) 따라서 분말의 유동성은 접착제분사방식(BJ)에서 성공적인 인쇄 품질을 위해 중요한 요소로 작용하며 최적화될 필요가 있다.
Powder bed의 유동성 최적화 후 인쇄된 시편의 기계적 강도를 개선하기 위한 첨가제를 조사하였다. 일반적으로 접착제분사방식(BJ) 공정용 바인더는 PVA를 함유한 수계 바인더를 사용한다. PVA가 함유된 수계 바인더와 함께 알루미나 기반의 세라믹 분말을 사용하여 접착제분사방식(BJ) 공정을 통해 가공한 경우, 인쇄물의 성형강도가 현저히 낮아 de-powder 공정에 어려움이 있었다. 따라서 sodium silicate 분말을 secondary binder로 사용하여 성형강도를 더욱 향상시키고자 하였다. sodium silicate 분말은 물에 잘 용해되며 PVA와의 가교제 역할을 하여 추가적인 접착 특성을 형성한다. sodium silicate는 다음과 같이 물에서 가수분해될 수 있다.
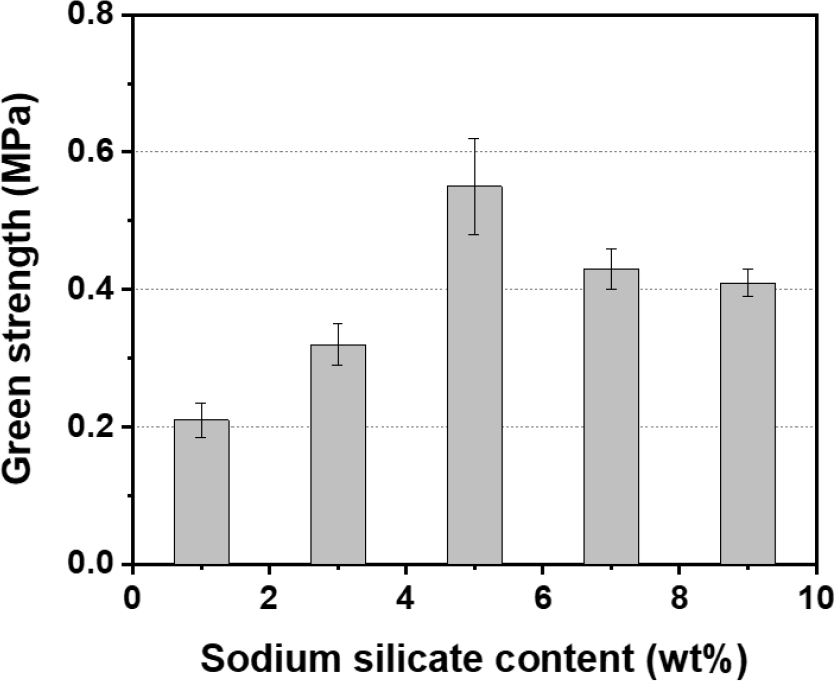
Si-OH가 PVA의 수산기와 반응하면 PVA의 선형 구조가 가교되고 network 구조를 형성하여 즉각적인 겔화를 이루게 된다.43,44) 따라서 기존의 수분에 의한 모세관력 작용과 PVA에 의한 접착력 외에 sodium silicate를 첨가하여 성형강도를 더욱 향상시킬 수 있다. 최적의 sodium silicate 함량을 결정하기 위해 1~9 wt% 첨가량에 따른 성형강도의 변화를 Fig. 5에 나타내었다. 5 wt% 미만의 첨가량에서는 성형강도가 점차 증가하는 반면, 7 wt%에서는 오히려 감소하는 현상이 관찰되었다. 1, 3 wt% 첨가량에서는 알루미나 분말 대비 충분한 양이 첨가되지 못하여 입자 사이에서 cross-linking이 충분이 일어나지 않은 것으로 판단된다. 7 wt% 이상의 첨가량에서는 입자 사이에 과하게 첨가된 sodium silicate가 cross-linking을 통한 network 형성을 넘어서 sodium silicate 입자 간에 결합하여 응집되고 분리되기 때문인 것으로 판단된다. 불충분하거나 과량의 sodium silicate는 접착 특성에 부정적인 영향을 미치는 것으로 보고된 바 있다.45) 따라서 성형강도 증진을 위한 sodium silicate의 최적함량은 5 wt%로 관찰되었고 해당 첨가량에서 성형강도는 0.55 MPa을 나타내었다.
소결된 시편의 기계적 특성을 더욱 향상시키기 위해 혼합된 feedstock에 glass frit을 추가로 첨가하였다. Fig. 6은 소성온도와 glass frit 함량에 따른 시편의 기공 크기 분포를 보여준다. 구형 알루미나 분말로 제조된 시편의 평균 기공 크기는 소성온도가 증가함에 따라 약간 감소하는 경향은 보이지만 큰 변화는 보이지 않았다. 이는 소성 온도가 증가함에 따라 수축이 증가하고 기공의 크기감소를 예상할 수 있으나, 상대적으로 작은 기공들이 제거되거나 소결 시 개기공이 폐기공으로의 변화로 발생하기 때문에 수은 함침법상으로는 큰 변화가 없는 것으로 사료된다.
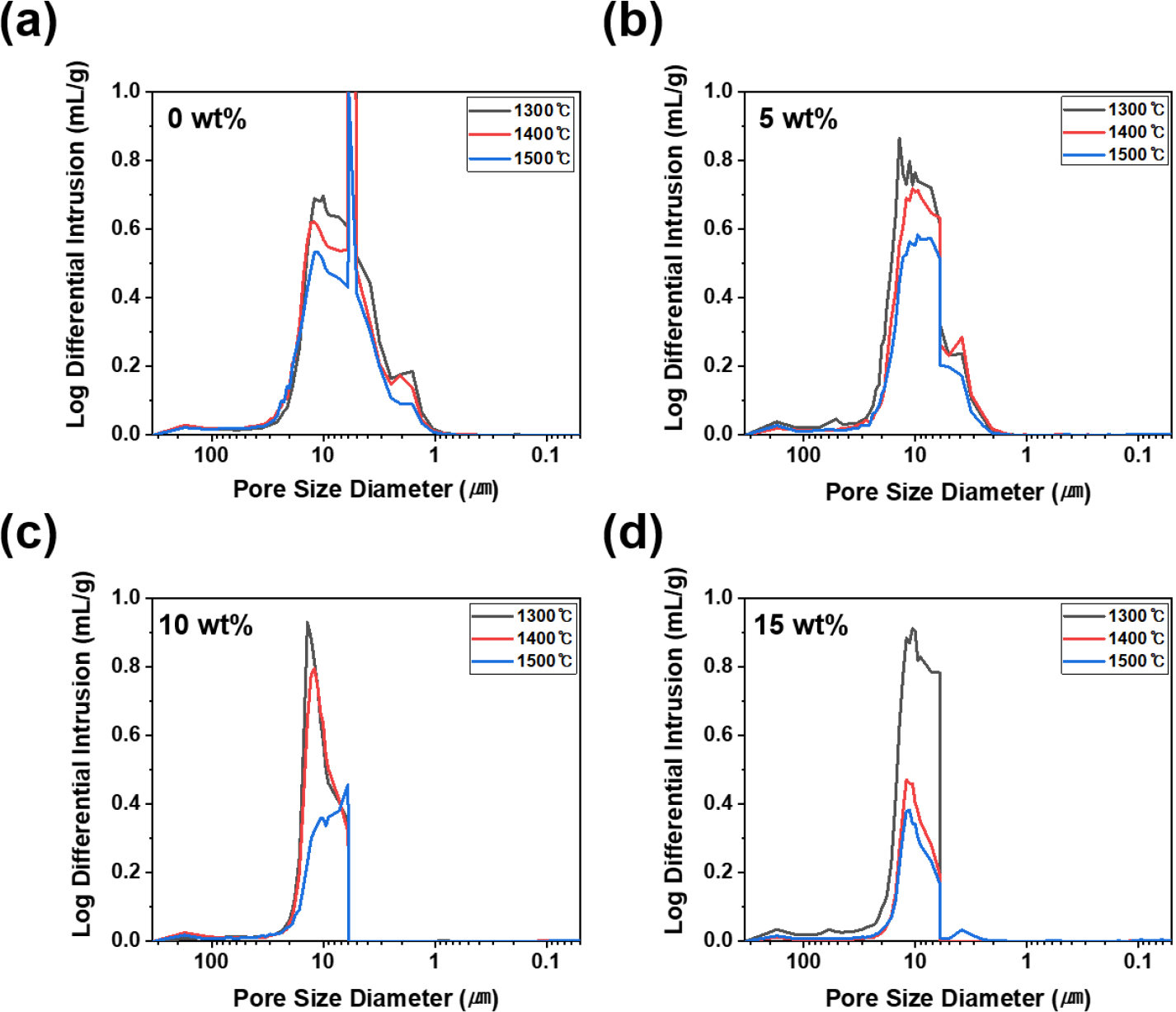
Fig. 7은 소성온도와 glass frit 함량에 따른 기공률과 굽힘강도의 변화를 보여준다. glass frit이 첨가되지 않은 시편의 굽힘강도는 소성온도가 증가함에 따라 약 2에서 5 MPa로 증가하였고 기공률은 67.6 %에서 60.6 %로 감소하였다. 이는 소성온도 증가에 따른 입자간 neck 형성이 촉진되어 보다 치밀한 구조가 형성되었기 때문이다. 마찬가지로 glass frit을 첨가한 경우 소성온도가 증가함에 따라 굽힘강도의 증가 및 기공률의 감소가 관찰되었다. 15 wt% frit을 첨가한 경우 1,500 °C의 소성온도에서 28 MPa의 높은 굽힘강도를 나타내었고 기공률은 32 %로 프릿이 첨가되지 않은 시편 대비 현저히 감소한 것을 확인할 수 있었다. 이는 첨가제로 사용된 glass frit이 소결 중 알루미나 입자사이에서 bridge를 형성하여 강한 결합을 유도하기 때문이다. 또한 형성된 bridge에 의해 다양한 크기의 기공들이 형성되면서 glass frit 함량에 따라 각각 다른 기공크기와 분포를 나타내는 것으로 판단된다.
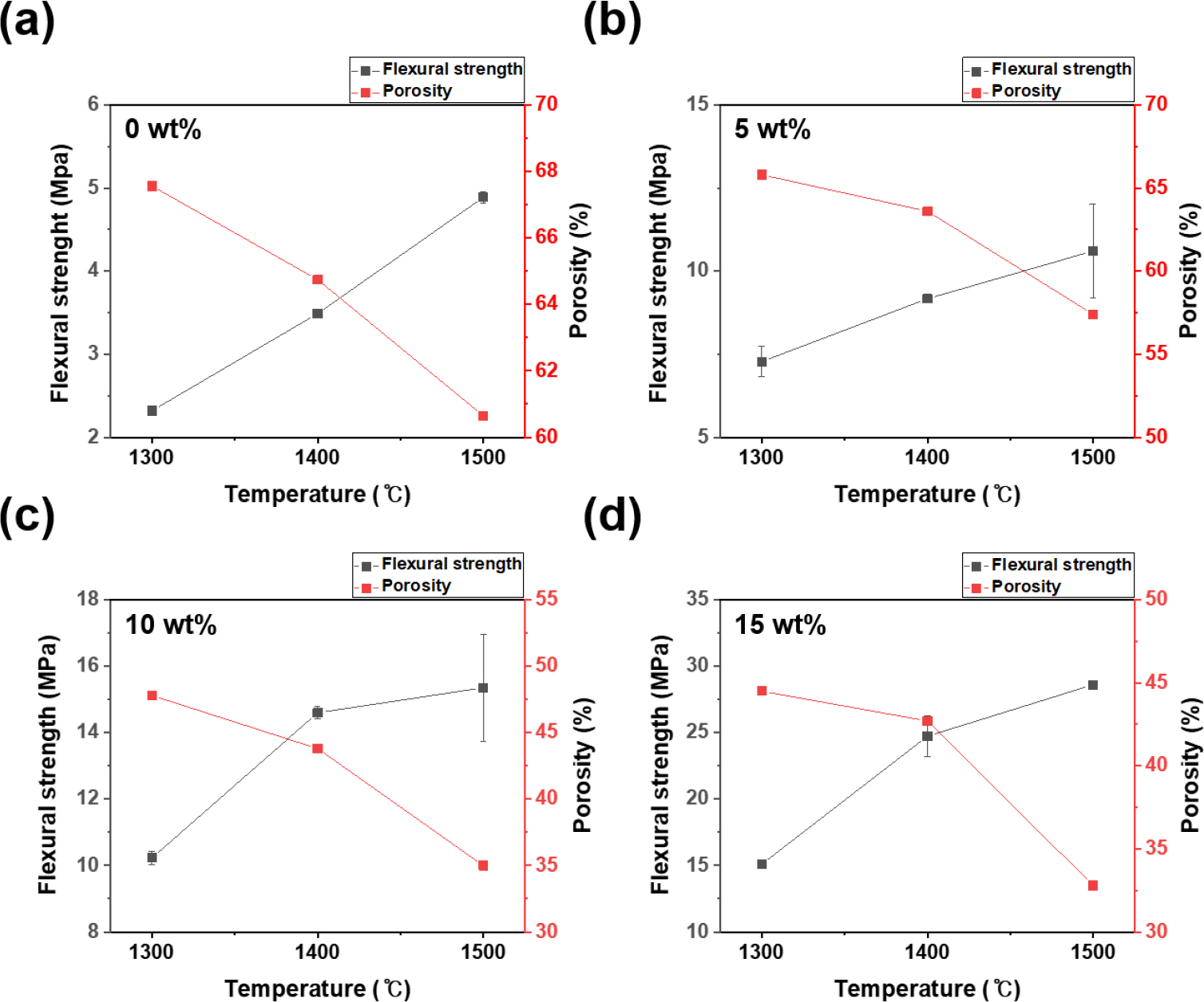
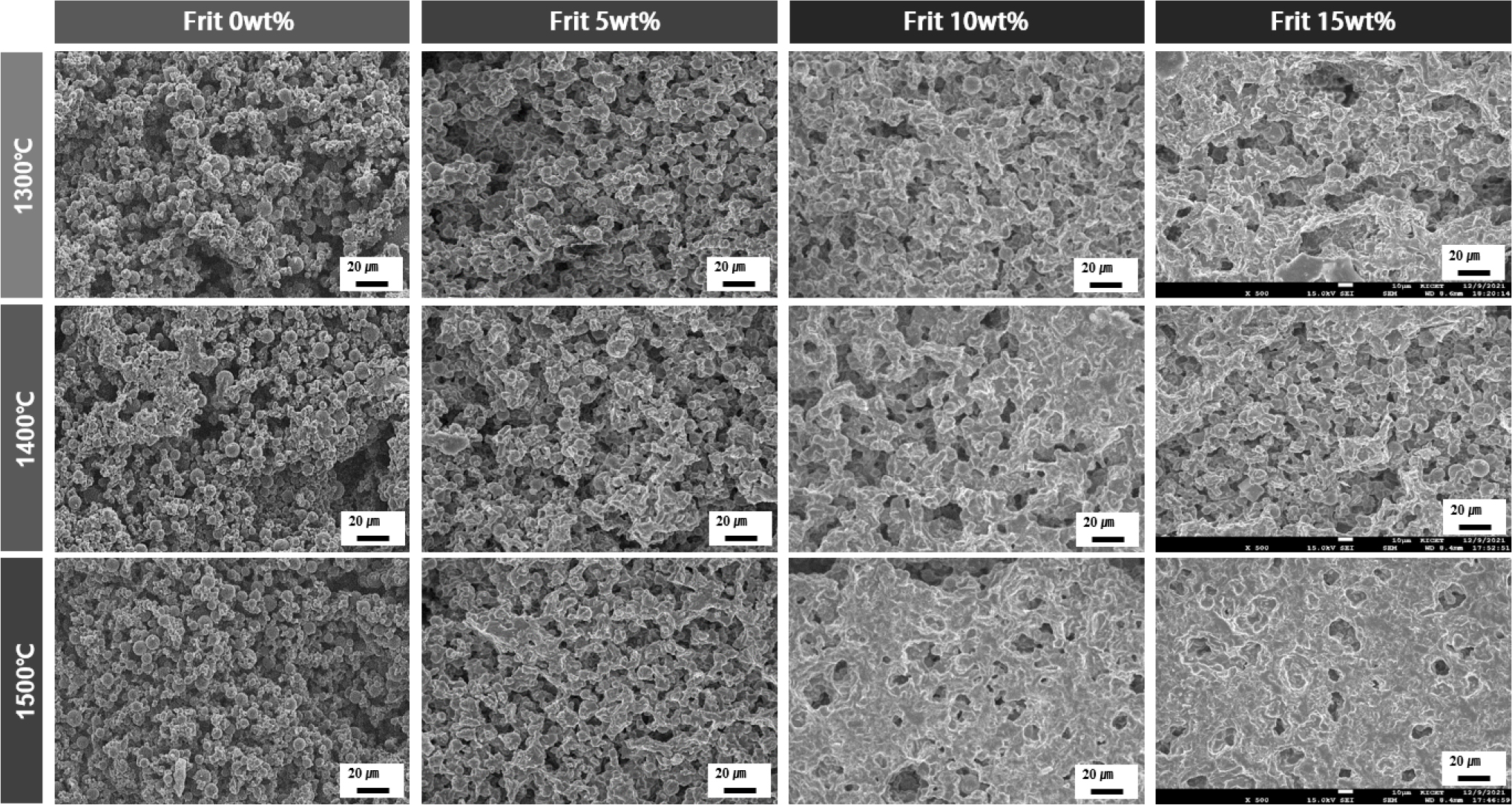
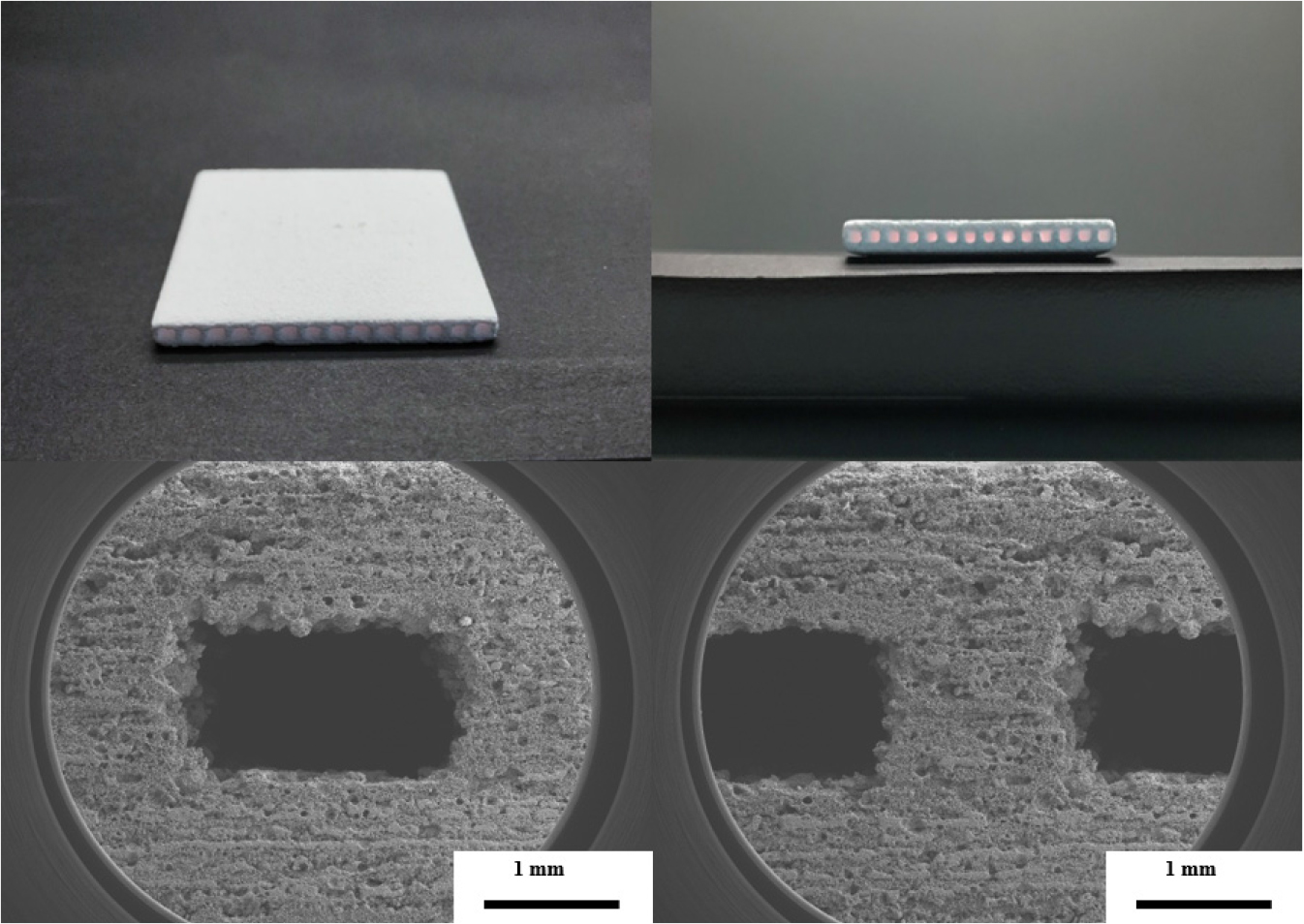
Fig. 8은 소성온도와 glass frit 함량에 따른 시편의 미세구조 변화를 보여준다. 소결공정 과정에서 입자사이의 치밀화가 일어났으나 미세기공이 존재하였다. 5~15 wt%의 glass frit이 첨가된 시편의 경우 glass frit이 첨가되지 않은 시편에서는 관찰되지 않았던 유리상이 형성되어 미세기공이 감소하였다. glass frit이 첨가됨에 따라 소결 중 형성된 액상이 점성유동(viscous flow)에 의해 알루미나 입자사이의 기공을 부분적으로 채워 비교적 치밀한 미세조직이 얻어진 것으로 판단된다. 5 wt%의 glass frit이 첨가된 시편의 미세구조는 알루미나에 비해 상대적으로 부족한 glass frit 함량으로 인해 유리상이 충분히 형성되지 않아 잔류 기공이 많이 남아있음을 보여준다. glass frit 함량이 증가함에 따라 더 치밀화된 미세구조와 이에 따른 우수한 강도를 나타내었다. 본 연구에서는 효율적인 여과 성능을 달성하기 위해 60 % 이상의 기공률과 5 MPa 이상의 강도를 목표로 하였을 때 1,400 °C의 소성온도와 5 wt% glass frit 함량에서 63.6 %의 기공률과 9.17 MPa의 강도를 달성하였다. Fig. 9는 접착제분사방식(BJ) 프린팅 기술을 이용하여 제작된 다공성 세라믹 필터를 보여준다. 최적화된 각 첨가제를 알루미나 분말과 혼합하여 프린팅을 진행하였으며, 필터 내부 유로 구조가 잘 구현되어 있음을 확인하였다.
4. 결 론
본 연구에서는 접착제분사방식(BJ) 기술을 활용한 다공성 알루미나 필터의 제조공정을 조사하였다. 접착제분사방식(BJ) 공정에서 중요한 요소로 작용하는 분말의 유동성과 바인더와의 호환성을 최적화하기 위해 fumed silica와 fumed aluminum oxide를 첨가하였다. 안식각 측정 결과 친수성 fumed silica (F2) 0.5 wt% 첨가 시 분말층에 대한 바인더의 흡수가 우수하고 약 37°의 적합한 안식각을 나타내었다. 또한 인쇄 후 시편의 추가적인 성형강도 증진을 위하여 2차 바인더를 첨가하고 최적의 첨가량을 결정하였다. PVA를 포함하는 수계 바인더와의 상용성을 고려하여 2차 바인더로 sodium silicate 분말을 사용하였다. 성형강도 측정을 통하여 최적의 sodium silicate 첨가량은 5 wt%로 관찰되었으며, 이 때 성형강도는 0.55 MPa로 2차 바인더가 첨가되지 않은 시편(0.11 MPa)과 비교하였을 때 약 5배 증가하였다. glass frit의 첨가량과 소성온도 변화에 따른 다공성 알루미나 세라믹필터의 기공률 및 강도에 미치는 영향을 평가하였다. 소성온도가 1,300 °C에서 1,500 °C로 증가하고 glass frit 함량이 5~15 wt%로 증가함에 따라 기공률은 감소하고 굽힘강도는 증가하는 것을 확인하였다. 1,500 °C의 소성온도에서 최대 28 MPa의 굽힘강도와 32 %의 기공률을 나타내었다. 이는 첨가제로 사용된 glass frit이 충분한 양의 유리상을 형성하여 알루미나 입자와 강한 결합을 일으켰기 때문이다. 본 연구에서 목적으로 한 60 %의 기공률과 5 MPa 이상의 강도는 소성온도 1,400 °C와 glass frit 5 wt%를 첨가함으로써 63 %의 기공률과 약 9 MPa의 강도를 달성하였다.
