

1. Introduction
흑연은 층상구조로 인해 윤활성이 있으며, 쪼개지기 쉽 지만 거대분자이므로 반응성이 작다. 층간 사이에는 Van der Waals힘으로 연결되어있고 그 간격은 탄소원자 사이 의 1.42 Ǻ에 대하여 3.35 Ǻ로 비교적 넓어 이 층 사이 에 다른 원자가 끼어든 이른바 삽입화합물을 만들 수 있 다.1,2) 따라서 a-축으로는 전기전도도, 열전도도 및 강성 률 등이 우수하며 c-축 방향으로는 이러한 특성들이 상 대적으로 미약하다.3) 흑연의 구조와 특성을 이용하여 인 조흑연을 제조 후 가공하여 많은 제품에 이용되고 있다. 많은 세라믹 소재는 자기소결성을 가지는데 반하여, 인 조흑연의 주원료인 가소 코크스는 스스로 소결하지 않 는다. 바인더를 이용하여 부형화해야 하는 필요성이 있 다.4,5) 원료로서의 코크스는 석유계피치와 콜타르피치를 약 500 °C의 가열로 생기는 생코크스를 거친 뒤 1,200 ~ 1,400 °C에서 가소하여 만들어진다.6,7) 석유계 또는 석탄 계 코크스를 주원료로 하며, 코크스는 자기소결성이 없 기 때문에 제조 목적에 맞추어 결합재를 혼합 후, 공기 중에서 서서히 냉각하여 압출 및 CIP 방식을 통해 성 형체를 제조한다.
제조된 성형체는 탄화 후, 흑연화로에서 2,700 °C 이 상으로 흑연화하여 인조흑연을 제조한다.8) 그러나 탄화 과정에서 결합재에 함유된 휘발분의 배출로 인하여 인 조흑연 내부에 다량의 기공이 생성되며 이 기공으로 인 하여 재료의 특성이 저하된다.9-11)
탄화과정에서 생성된 기공을 채우기 위해 함침재를 가압 및 감압을 통해 침투 후 이를 재 탄화시킨다. 함 침공정은 기공율은 감소시키고 밀도, 강도, 전기전도도 등을 향상시키기 위한 목적으로 인조흑연 제조 공정에 서 빠질 수 없는 한 부분이다.12,13) 함침 효과를 좌우 하는 변수로 함침재의 점도, 표면장력, 함침되는 접촉 각, 열처리 동안의 반응성, 탄화수율 등을 들 수 있 다.14-16)
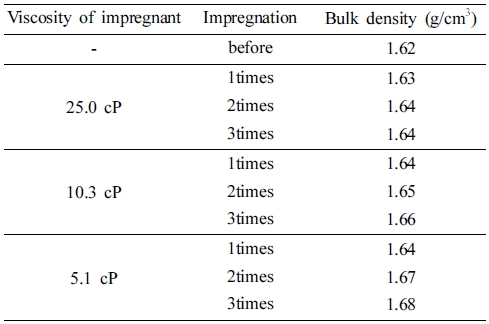
이전 연구에서 함침재의 점도에 따른 밀도 및 기공율 변화에 대해 간략하게 보고하였다.17) 함침재의 점도에 따 라 벌크흑연에 3회 함침하여 밀도와 기공율을 확인하였 다. 함침 후 벌크흑연의 밀도는 함침 전 밀도에 비해 점 도 25.0 cP에서 1.23 %, 10.3 cP에서 2.47 %, 5.1 cP에서 3.70 % 증가하였다. 함침 전 벌크흑연의 기공율은 23.40 % 였으며, 함침 후 25.0 cP에서 22.25 %, 10.3 cP에서 19.86 %, 5.1 cP에서 18.58 %로 함침재의 점도가 낮을수록 감소하 였다.
따라서 본 연구에서 점도가 다른 함침재를 이용하여 제조된 벌크흑연의 미세조직, 굴곡강도 그리고 전기비 저항 변화를 분석하였다. 함침재는 페놀수지를 이용하 였으며, 함침 3회 과정까지 특성 변화를 측정하여 함 침재의 점도에 따른 벌크흑연의 기공 채움 효과를 검 토하였다.
2. Experimental Procedure
2.1 Raw materials and preparations
본 연구에 사용된 충진재는 천연흑연(현대코마산업사의 HC-198)을 사용하였다. 결합재는 강남화성사의 페놀수지 (CB-8081)를 사용하였다. 충진재와 결합재는 8 : 2 무게 비율로 혼합하였다. 혼합된 분말은 45 MPa로 일축가압 성형하여 green body를 제조하였다. 제조된 green body 는 quartz boat 중앙에 올려놓은 후 수평식 관상로에 장 입하여 700 °C의 온도에서 1시간 동안 탄화하였다. 승온 속도는 2 °C/min로 조절하였으며, 탄화되는 동안 성형체 의 산화를 방지하기 위해 관상로 내부에 질소가스로 불 활성 분위기를 조성하였다.
2.2 함침공정
Filler의 불순물과 binder의 휘발성분이 배출되어 생성 된 기공을 채우기 위해 감압 함침공정을 이용하였다.18) 함침재는 페놀수지에 용매의 비율을 다르게 혼합하여 사 용하였다. Fig. 1은 용매의 비율을 달리하여 측정된 점 도(viscometer, Brookfield, DV-II + pro)이다. 용매 비율 이 40 wt%일 때, 점도는 25.0 cP, 50 wt%은 10.3 cP, 그 리고 60 wt%는 5.1 cP였다. 용매의 비율이 증가할수록 점 도가 감소하는 것을 확인하였다. 함침공정은 감압 함침 (at 760 mmHg 감압)을 이용하여 30분간 진행하였으며, 함침 후 재 탄화는 탄화과정과 똑같이 진행하였다. 이 렇게 함침-재탄화 공정을 3회 반복하였다. Table 1에 이 전 연구에서 보고한 점도에 따른 부피밀도를 정리하여 나타내었다.17)
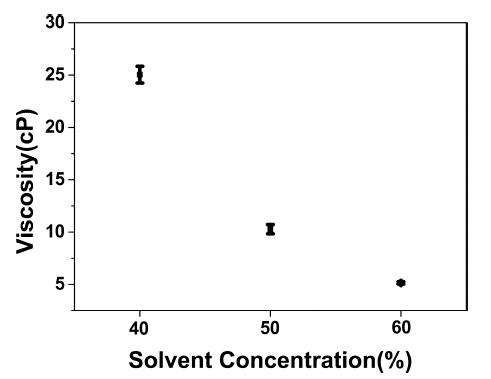
Table 1
The result of the bulk density according to the viscosity of the impregnants and the number of impregnations.17)
 |
2.3 미세조직 분석
함침재 점도와 함침 횟수에 따른 벌크흑연의 기공 분 포 변화를 미세조직으로 확인하였다. 벌크흑연은 0.25 μm 로 미세 연마하여 광학현미경(Nikon ECLIPSE, LV150) 으로 관찰하였다.
2.4 굴곡강도 측정
굴곡강도는 Excelab사의 i-VT50 만능재료시험기를 이 용하여 각 시료 종류 당 5개씩 측정하였다. 사용한 벌 크흑연은 가로 100 mm, 세로 20 mm, 높이 20 mm인 시 편을 사용하였다. 상부의 가압면은 가로 × 세로의 정중앙 에 위치하도록 하였다. 하부의 두 지점은 정중앙에서 45 mm 거리를 두어 위치하였고 가압속도는 1 mm/min으로 하여 측정하였다. 각 조건별로 5회씩 측정하였고, 다음 과 같은 식을 이용하여 분석하였다.
3. Results and Discussion
3.1 Raw materials 분석
Fig. 2는 원료 분말과 혼합된 분말의 형상을 전자현미 경(FE-SEM JSM-6500F, JEOL)을 통해 관찰한 이미지이 다. Fig. 2(a)의 천연흑연은 판상형태로 이방성이 매우 발 달한 형상을 하고 있다. 이와 같이 이방성이 발달된 천 연흑연은 벌크흑연 제조 시 하중이 가해지는 수직 방향 으로 배열될 것으로 예상되었다. Fig. 2(b)의 페놀수지는 불규칙적인 다면체 형상을 관찰할 수 있었다. Fig. 2(c) 의 천연흑연과 페놀수지가 혼합된 분말은 과립의 형상 을 하고 있다. 과립 분말은 천연흑연이 뭉쳐져 있는 것 으로 보이며, 천연흑연 주위에 결합재인 페놀수지가 잘 결합되어 있다.
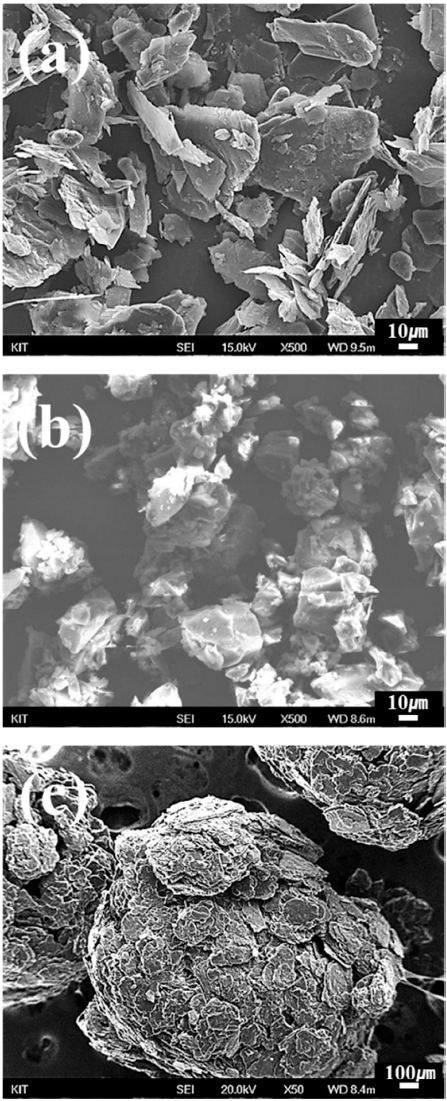
Fig. 2
SEM image of the raw material. (a) natural graphite (×500), (b) phenolic resin (×500), (c) mixed powder (×50).
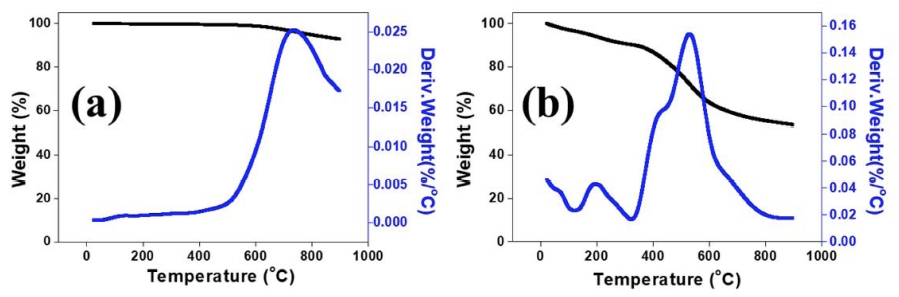
Fig. 3은 불활성 분위기(N2)에서 측정된 원료의 TGA (TA Instruments사의 Auto-TGA Q502) 분석 그래프이 다. Fig. 3(a)에서 천연흑연은 900 °C까지 7.1 % 중량감 소되며, 탄화됨에 따라 불순물이 제거되고 있는 것으로 판단된다. Fig. 3(b)에서 페놀수지는 가열됨에 따라 350 °C 부근에서 열분해가 시작되어 500 °C 부근에서는 급 격히 진행되고 약 700 °C에서 종료되는 것을 확인할 수 있었다. 약 350 ~ 700 °C 구간은 저비점, 저분자량 화합 물의 휘발되는 것으로 본 연구의 탄화공정 온도를 700 °C 로 설정한 이유이다.17-21) 탄화공정 온도에서의 탄화수율 은 천연흑연이 97.2 %, 페놀수지가 58.2 %였다. 탄화됨 에 따라 불순물 및 휘발성분이 배출되는 것으로 판단되 며, 이로 인해 벌크흑연 내부에서는 기공이 생성될 것 으로 생각된다.
3.2 미세조직 분석
Fig. 4는 탄화과정에서 혼합분말의 불순물과 휘발성분 으로 인해 생성된 기공을 관찰하기 위한 함침 전 벌크 흑연의 OM 이미지이다. Fig. 4(a)는 일축성형 시 하중 을 받는 면을 관찰하였으며, Fig. 4(b)는 하중을 받는 면 의 수직한 면을 관찰하였다. 이방성이 발달한 천연흑연 을 일축성형 시 하중을 받는 면과 하중을 받는 면의 수 직한 면에서 미세조직이 다를 것으로 예상했었다. Fig. 4의 미세조직에서 알 수 있듯이 하중을 받는 면의 수직 한 면은 천연흑연 입자들이 배향되는 것으로 보인다. 하 지만 입자들이 휘어지고 구부러져 있어 벌크흑연 전체 의 배향도는 완벽하지 않은 것으로 판단된다.
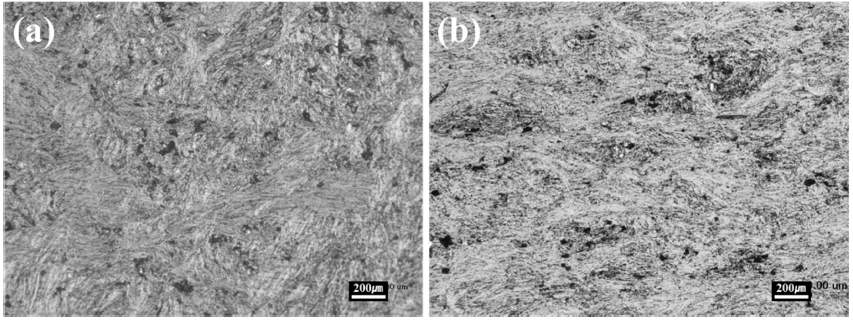
Fig. 4
OM image of bulk graphite before impregnation (×50). (a) the face under the molding load, (b) the vertical side of the face under the molding load.
또한 Fig. 4의 미세조직에서 기공을 쉽게 관찰할 수 있 었다. 하중을 받는 면보다 하중을 받는 면의 수직한 면 에서 많은 기공이 관찰되었으며, 이는 탄화공정 중 휘 발성 가스가 천연흑연과 천연흑연 입자 사이로 쉽게 배 출된 것이라 판단된다.
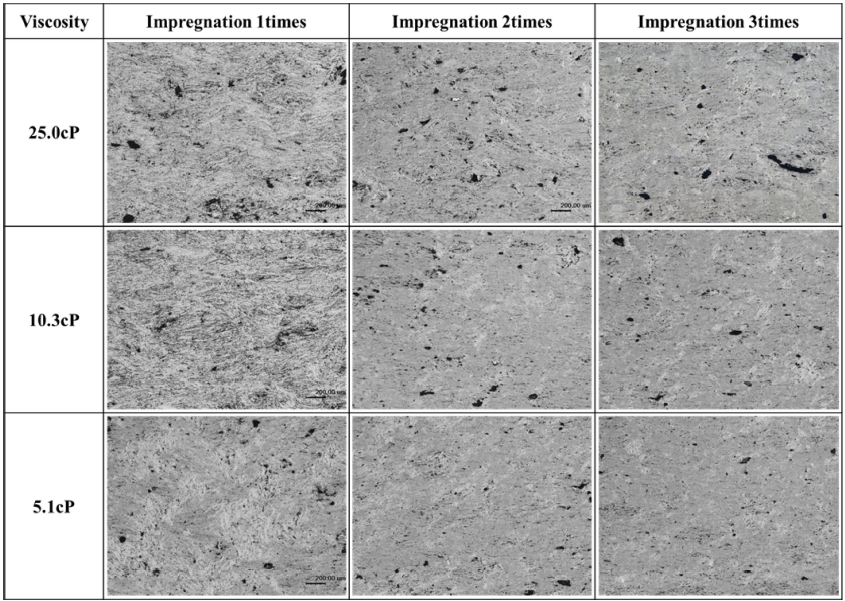
Fig. 5는 함침된 벌크흑연의 하중을 받는 면의 수직 한 면을 관찰한 OM 이미지이다. 함침 1회를 진행한 벌 크흑연은 입자들의 배향이 잘 관찰되었으며, 함침 횟수 가 증가할수록 입자의 배향이 잘 관찰되지 않았다. 이 는 입자 사이 사이에 존재한 기공들이 채워져 구분하기 힘든 것으로 판단된다. 또한, 함침재 점도가 낮고 함침 횟수가 증가할수록 기공의 수와 크기가 감소하는 것을 보인다. 이전 연구에서 함침재의 점도가 낮고 함침 횟 수가 증가할수록 기공율이 감소, 밀도가 증가한 결과와 같은 경향을 나타내고 있다.17)
3.3 굴곡강도 분석
Table 2는 함침재 점도와 함침 횟수에 따른 벌크흑연 의 굴곡강도와 전기비저항 변화 값이다.
Table 2
Flexural strength and electrical resistivity according to the viscosity of the impregnants and the number of impregnations.
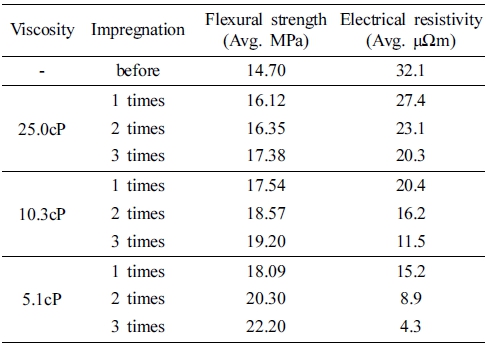 |
Fig. 6은 함침재 점도와 함침 횟수에 따른 벌크흑연의 굴곡강도 변화를 나타낸 그래프이다. 함침재의 점도와 상 관없이 함침 횟수가 증가할수록 굴곡강도가 증가하는 것 을 확인하였다. 일반적으로 재료의 내부 기공은 물성에 좋지 않은 영향을 미치게 된다. 기공은 하중을 분산시 키는 것을 방해하며, 응력을 집중시키는 역할을 한다.15) 함침 횟수가 증가할수록 굴곡강도가 증가하는 것은 함 침공정으로 기공이 감소하므로 굽힘 하중에 의한 응력 집중현상을 분산시켜 균열 및 결함이 줄어들기 때문이다.
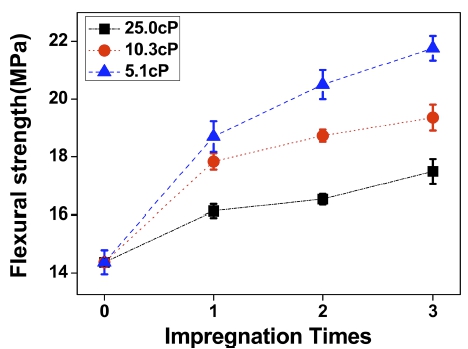
Fig. 6
Changes in flexural strength as a function of the viscosity of the impregnants and the number of impregnations.
함침 전 벌크흑연의 굴곡강도는 14.70 MPa 이였다. 함 침 3회 후 굴곡강도는 25.0 cP로 함침한 벌크흑연이 17.38 MPa, 10.3 cP는 19.20 MPa, 5.1 cP는 22.20 MPa로 함침 재의 점도가 낮을수록 굴곡강도가 증가하였다. Mathur22) 등은 첨가재의 유무에 따라 천연흑연계 복합재료의 기 계적 특성 변화를 보고하였다. 첨가재의 첨가로 천연흑 연 입자 사이의 기공을 채움으로 복합재료의 기계적 특 성을 향상시키는 것을 보고하였다.
Fig. 5의 미세조직 결과에서 알 수 있듯이 함침재의 점 도가 낮을수록 기공 채움 효과가 우수하기 때문에 굴곡 강도가 증가한 것으로 생각된다.
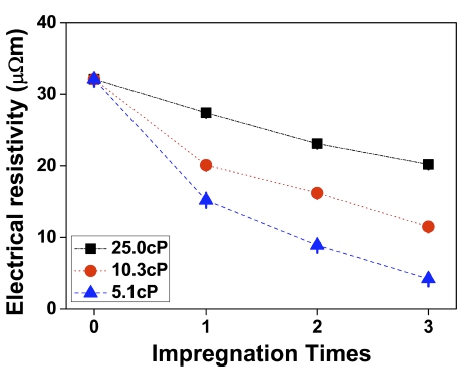
3.4 Electrical Resistivity 분석
Fig. 7은 함침재 점도와 함침 횟수에 따른 벌크흑연의 전기비저항 변화를 나타낸 그래프이다. 함침 전 벌크흑 연의 전기비저항은 32.1 μΩm로 측정되었다. 함침 전에 비하여 25.0 cP로 함침한 벌크흑연은 36.96 %, 10.3 cP는 64.18 %, 5.1 cP는 86.76 %로 전기비저항이 감소하여 함 침재의 점도가 낮을수록 전기전도성이 우수하다고 판단 된다. 이 결과는 앞의 미세조직에서 예상한 바와 같이 점도가 낮은 함침재를 이용하였을 때, 전자의 흐름을 방 해하는 기공이 감소하였기 때문으로 판단된다.
4. Conclusions
본 연구에서는 점도가 다른 함침재를 이용하여 제조된 벌크흑연의 미세조직, 굴곡강도 그리고 전기비저항 변화 에 대하여 다음과 같은 결론을 얻었다.
함침재의 점도가 낮을수록, 그리고 함침 횟수가 증가 될수록 기공이 감소하는 것을 미세조직 관찰로 확인할 수 있었다. 또한 함침재의 점도가 낮고 함침 횟수가 증 가할수록 벌크흑연의 기계적 특성 및 전기적 특성은 향 상되었다.
본 연구에서는 함침 전 밀도는 1.62 g/cm3였으며, 5.1 cP의 점도로 3회 함침 후 밀도는 1.67 g/cm3로 증가하 여 기공 채움 효과가 가장 우수하였다.
5.1 cP의 점도로 3회 함침 후 굴곡강도는 55.2 % 증가 하였고 전기비저항은 86.76 % 감소하였다. 기공 채움 효 과에 의한 약간의 밀도 향상으로 큰 효과를 볼 수 있 음을 확인하였다.
따라서 벌크흑연 제조 공정에서 기공 채움 효과로 밀 도를 높이기 위해서는 함침재의 점도를 낮추는 것이 최 종 제품의 특성 향상에 효과적임을 확인하였다.
