

1. 서 론
Al-Si 알루미늄 합금은 높은 주조성 및 기계적 특성으 로 인해 자동차, 우주항공, 각종 전자재료의 하우징 등 다양한 산업 분야에 사용되는 합금이다.1) 특히 용탕의 유 동성 향상을 위해 사용되는 첨가 원소인 Si의 경우 7- 20 wt% 범위에서 주로 사용되며 18 wt% Si 첨가에서 가 장 높은 유동성을 보이는 것으로 보고된바 있다.2) 그러 나 합금 내 존재하는 Si 공정상이 전자 및 phonon의 이 동을 방해하여 열전도도에 악영향을 미침에 따라3) 일반 적인 순수 Al의 열전도도 235W/m·K에 비해 낮은 95 W/m·K 정도의 열전도도 특성을 가진다.4)
Al-Si 합금을 이용한 전자 산업의 경우 전자 부품에서 발생되는 열 축적으로 인한 장치 신뢰성 및 수명 저감 의 문제가 꾸준히 발생하고 있으며, 이를 해결하기 위 한 방열부품 연구의 중요성이 증대되고 있다.5-9) 그중 합 금 조성을 최적화하여 열전도도 특성을 향상 시키는 연 구가 대표적이며, C. W. Kim은 합금 원소 중 Mn이 Fe, Si, Mg, Cu와 대비하여 열전도도에 악영향을 미치 는 것을 확인하였다.10) 또한 J. K. Chen은 Al-Si 계 합 금에 Fe 첨가 시 AlFexSiy 상을 형성함에 따라 공정 Si 이 소모되어 열전도도가 증가함을 보고한 바 있다3). 그 외 Al-Si 합금의 열전도도 관련 연구에서는 기존 알루 미늄의 주요 합금 원소인 Fe, Si, Mg, Cu, Mn 등의 함 량을 변경하여 열전도도를 향상시키는 연구가 대부분이 며 이밖에 희토류와 열전도도의 상관관계에 대해선 연 구가 부족한 실정이다.
Nogita11)의 선행연구에 따르면 Al-10Si 합금에 La, Ce, Sm, Gd 등 14종의 희토류 원소 첨가 시 조대한 침상 에서 미세 섬유상으로 공정 Si의 개량화 효과를 얻을 수 있으며, 특히 Qiu12) 등은 Al-12Si 합금에 Sm 첨가를 통 해 공정 Si의 개량화와 더불어 초정 Si의 미세화 또한 가능하다고 보고한바 있다. Sm 첨가에 따른 이러한 Si 상의 형상 및 크기 변화는 0.3 ~ 1.5 wt% 수준의 소량 첨가만으로도 가능하며, 인장강도 등의 기계적 특성을 향 상시키나12,13) 열전도도나 전기전도도에 미치는 영향은 아 직까지 알려진 바가 없다.
따라서 본 연구에서는 희토류 원소 첨가를 통해 Al- Si 합금의 기계적 특성을 향상시키고 열전도도에 미치는 영향을 확인하기 위해 Al-Si-Cu 합금에 Sm을 첨가하여 물성 변화를 관찰하였다. Sm의 함량은 0 ~ 0.5 wt% 수 준까지 첨가하였으며, 이에 따른 미세조직의 변화 및 물 성 평가를 진행하였다.
2. 실험방법
Al-Si-Cu 합금 제작은 5 kg 용량을 기준으로 설계하였 으며, Al(99 wt%), Al-Si(20 wt% Si), Al-Cu(50 wt% Cu), Mg-Sm(20 wt% Sm), Mg(99 wt%) 각각의 모합금 을 이용하여 합금화를 진행하였다. 합금 용해는 50 kW 급 코일형 유도로와 graphite 도가니를 사용하였다. 모든 실험도구는 잔류 수분 제거 및 용탕 급냉으로 인한 특 성 변화를 방지하기 위하여 150 °C로 예열하였으며, 높 은 기화점을 가지는 금속을 먼저 완전 용해시킨 후 낮 은 기화점을 가지는 금속(Mg, Mg-Sm)을 용탕 온도 750 °C에서 알루미늄 호일에 감싸 가장 나중에 장입하였다. 용탕 내 불순물 제거 및 탈가스를 위해 Cl계 탈가스제 를 용탕 온도 750 °C에서 각 합금별 5 g씩 장입하여 2 분 동안 수 회 교반하였으며, 용탕 온도 700 °C에서 150 °C로 예열된 금형에 중력주조를 통하여 시료를 제작하 였다.
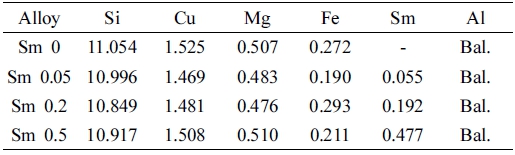
제작된 각각의 시료는 MP-AES(Microwave plasmaatomic emission, MP-AES 4100, Agilent) 장비를 이용 하여 조성분석을 진행하였으며, 그 결과를 Table 1에 나 타내었다. Sm 첨가에 따른 Al-Si-Cu 합금의 미세구조 변 화는 Optical microscopy와 Field emission Scanning Electron Microscopy(FE-SEM: TESCAN MIRA-3), Energy Dispersive X-ray Spectroscopy (EDX: Bruker)로 관찰 및 측정하였다.
합금의 경도 측정은 비커스 경도 측정법으로 MATSUZAWA사의 MMT-3 모델을 이용하여 측정하였다. 전기 전도도와 열전도도의 경우, 직경 12 mm, 두께 2 mm의 코인 형태 샘플을 Netzsch사의 LTA467 열전도도 측정 장비와 FOERSTER 사의 SIGMATEST D 장비를 이용 하여 상온에서 열전도도와 전기전도도, 열확산계수, 비 열, 밀도 측정값을 바탕으로 계산하였다. 전기전도도는 순 동 대비 전기전도도 값을 비교하는 방법으로 측정하였 으며, 순동의 전기전도도 58.11 MS/m를 기준으로 환산 하였다. 열전도도는 아래와 같은 방정식에 의하여 계산 되었다.
위 방정식에서 K는 열전도도(W/cm·K), α는 열확산계 수(cm2/s), Cp는 비열(J/g·K), ρ는 밀도(g/cm3)를 각각 나 타낸다.
3. 실험 결과
Sm 첨가에 따른 Al-Si-Cu계 알루미늄 합금의 미세조 직 및 물성 변화를 확인하기 위해, Sm을 각각 0, 0.05, 0.2, 0.5 wt% 함량으로 첨가하여 미세조직, 경도, 전기전 도도 및 열전도도를 비교하는 실험을 진행하였다.
3.1 Sm 첨가에 따른 미세조직 변화
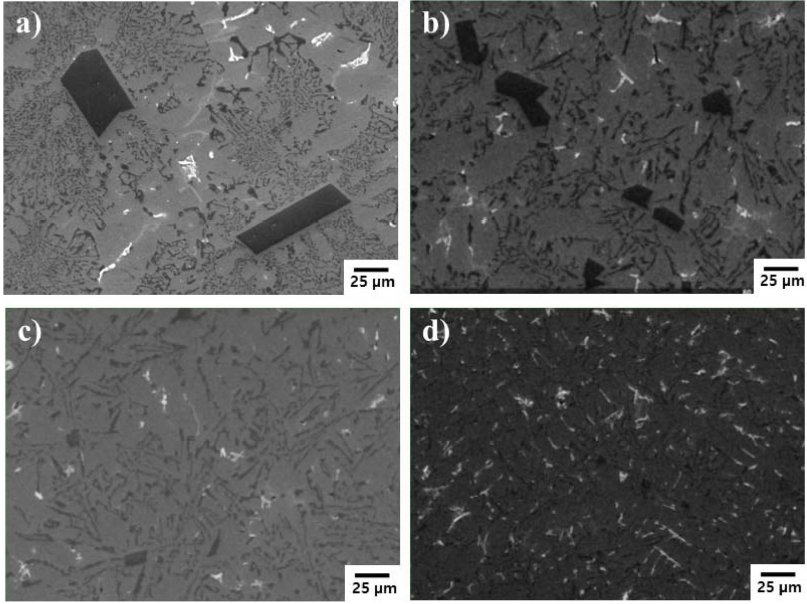
Sm 첨가량에 따른 Al-Si-Cu 합금의 미세조직 변화를 Fig. 1에 나타내었다. Fig. 1(a)에서 관찰할 수 있듯 Sm 을 첨가하지 않은 Al-Si-Cu 합금의 경우 수지상 형태의 α-Al, 판상(blocky) 형태의 초정 Si, 침상(acicular) 및 섬 유상(fibrous) 형태의 공정 Si으로 이루어진 공정점 근처 의 아공정 조직을 관찰할 수 있다. 초정 Si의 경우 약 70 μm 수준의 크기를 나타냈으며, 공정 Si의 경우 조대 한 침상과 미세 섬유상 형태가 공존하는 것을 확인할 수 있다. Sm을 0.05 wt% 첨가할 경우 Fig. 1(b)에서 나타 나듯 초정 Si이 평균 30 μm 수준으로 미세화 되며, 공 정 Si의 경우 섬유상의 분율이 소폭 증가하나 여전히 침 상과 공존하는 형태를 나타내었다. Sm 첨가량이 0.2 wt%로 증가할 경우 초정 Si은 평균 20 μm 수준까지 미 세화 되었으나, 공정 Si은 섬유상이 대부분 침상으로 바 뀌면서 Sm 미첨가 합금에 비해 미세화 경향이 크지 않 은 것을 Fig. 1(c)를 통해 관찰할 수 있다. Sm 첨가량 이 0.5 wt%까지 증가할 경우 초정 Si의 크기가 10 μm 이하로 미세화 되었으며, 공정 Si은 Sm 0.2 wt% 첨가 합금과 마찬가지로 침상이 주를 이루며 미세화 되지 않 은 것을 Fig. 1(d)를 통해 알 수 있다. 또한 공정 Si의 경우 Sm 첨가량이 0.5 wt%까지 증가함에 따라 α-Al 기 지 내 분율이 점차 감소하였다.
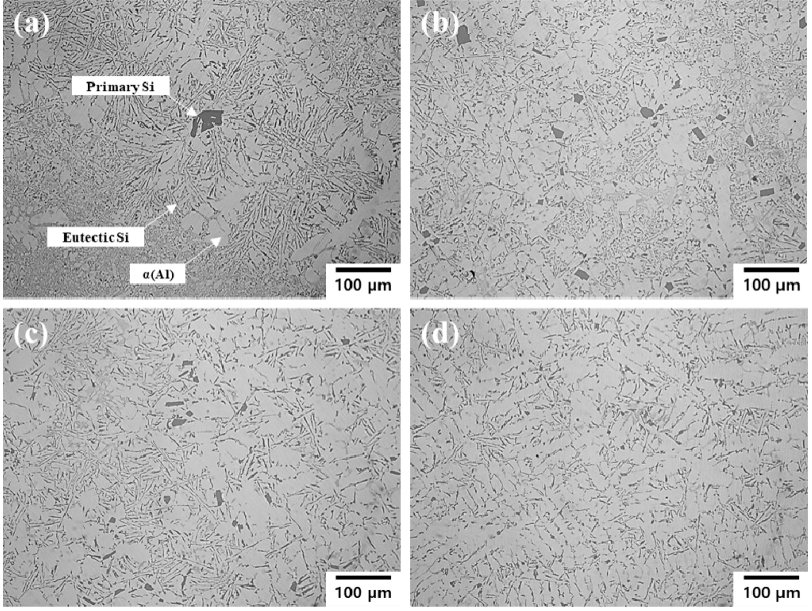
Fig. 1
Optical microstructure of Al-Si-Cu alloy with different Sm additions: a) Without Sm addition, (b) Sm 0.05 wt%, (c) Sm 0.2 wt%, (d) Sm 0.5 wt%
Fig. 2와 Table 2에 Sm 첨가에 따른 Al-Si-Cu 합금 내 생성상의 EDS 분석 결과를 나타내었다. Sm을 첨가 하지 않은 Al-Si-Cu 합금의 경우 Fig. 2(a)에서 나타나 듯 공정 Si 주변에 Al-Cu(Spectrum C) 및 Al-Fe-Mg- Si(Spectrum A) 복합상이 관찰되며, 각각 흰색의 blocky 한 형상, 회색의 판상 형태를 나타내었다. Sm을 0.2 wt% 첨가할 경우 Fig. 2(b)에서 관찰할 수 있듯 Sm이 Si을 포함한 Al-Cu(Spectrum F) 및 Al-Fe-Mg-Si 복합상 (Spectrum D)에 특정적으로 결합하는 것을 알 수 있다. 특히 Al-Cu계 화합물의 경우 Yuansheng13) 및 HU14) 등 의 선행연구에서도 Sm첨가에 따라 Al-Si-Cu-Sm 계 금 속간화합물이 관찰되는 등 유사한 결과를 나타내었다.
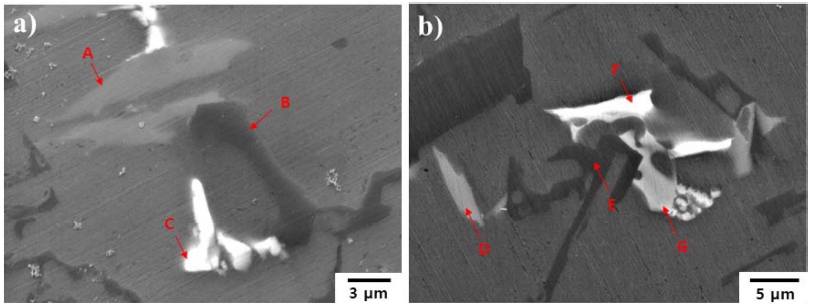
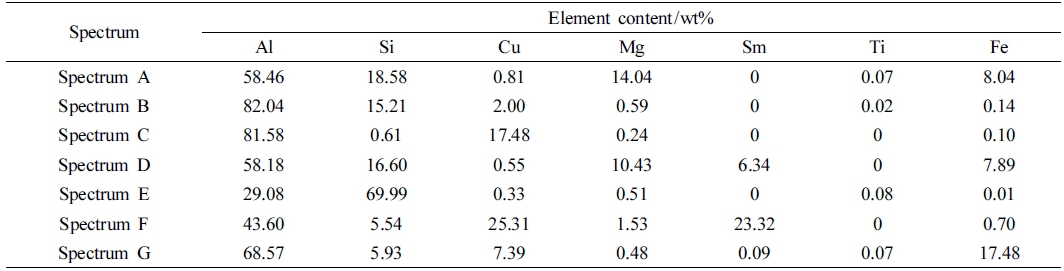
Fig. 3에 Sm 첨가량에 따른 Al-Si-Cu 합금의 SEM 관찰 결과를 나타내었다. Fig. 3(a)의 경우 Sm을 첨가하 지 않은 합금으로 조대한 판상의 초정 Si, 섬유상 및 침 상의 공정 Si이 공존하며, Al-Cu 및 Al-Fe-Mg-Si 계 금 속간화합물이 α-Al 기지 내 존재하는 것을 관찰할 수 있 다. Sm이 0.05 wt% 첨가된 Fig. 3(b)의 경우 Al-Si-Cu- Sm 계 금속간화합물이 다량 생성되며 α-Al 기지 내 균 일 분산 되는 경향을 확인할 수 있다. 이러한 경향은 Sm 함량이 0.2 wt% 에서도 동일한 경향을 보이며, 특히 Sm 이 0.5 wt% 첨가될 경우 Al-Si-Cu-Sm 상의 분율이 큰 폭으로 증가하는 것을 Fig. 3(c), Fig. 3(d)를 통해 확인 할 수 있다.
3.2 Sm 첨가에 따른 특성 변화
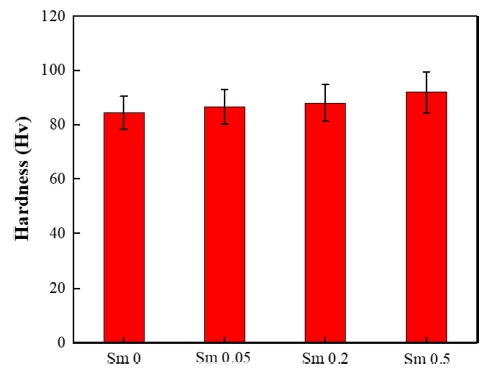
Sm 첨가량에 따른 Al-Si-Cu 합금의 경도 변화를 Fig. 4에 나타내었다. Sm을 첨가하지 않은 조건에서 평균 경 도값은 약 84.4 Hv로 측정되었으며 Sm을 0.05 wt% 첨 가한 조건에서는 86.5 Hv, Sm을 0.2, 0.5 wt% 첨가한 조건에서는 각각 87.9 Hv, 91.3 Hv의 평균 경도값이 측 정되었다. Sm 함량이 최대 0.5 wt%까지 증가함에 따라 약 8 %의 경도값 상승이 관찰되었다.
전기전도도와 열전도도는 일반적으로 격자의 진동과 전 자의 이동에 관련된 물성으로서 특성 변화에 상호 연관 성이 있는 것으로 알려져 있다.3) Wiedemann-Franz 법 칙에 의하면, 전기전도도와 열전도도는 상호 연관성이 있 으며, 그 값은 다음과 같은 방정식으로 정의될 수 있다 고 설명한다. λ는 열전도도를 나타내며, L은 Lorentz constant(2.1 × 10−8 WΩ/K2), σ은 전기전도도, T는 온도 (K), c는 격자 열전도도(W/mK)이다.
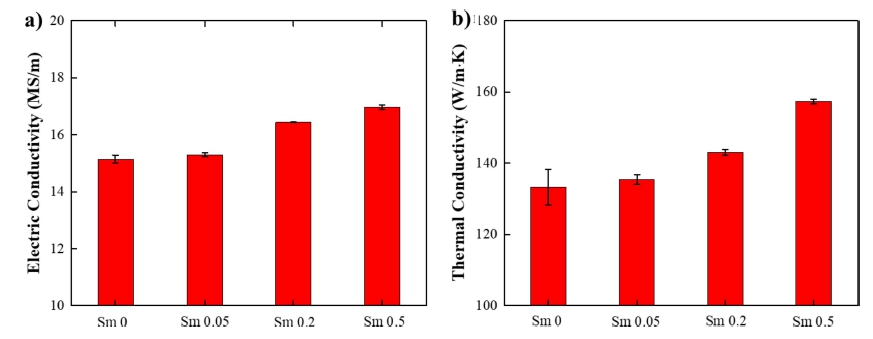
Sm 첨가량에 따른 Al-Si-Cu 합금의 전기전도도 및 열 전도도 변화를 Fig. 5에 나타내었다. Sm을 첨가하지 않 은 조건에서 평균 전기전도도 값과 열전도도는 각각 15.14 MS/m, 133 W/m·K으로 측정되었으며, Sm 0.05 wt%을 첨가한 조건에서는 15.30 MS/m, 135 W/m·K, Sm 0.2 wt%을 첨가한 조건에서는 16.44 MS/m, 143 W/m·K, Sm 0.5 wt%을 첨가한 조건에서는 16.97 MS/m, 157 W/m·K이 각각 측정되었다. Sm 첨가량이 0.5 wt%까지 증가함에 따라 Sm 미첨가 합금 대비 전기전도도는 약 12%, 열전도도는 약 18% 가량 증가하였으며, 전기전도 도와 열전도도의 상승 경향은 동일한 것을 확인할 수 있 다. 이는 앞서 설명한 Wiedemann-Franz의 법칙에 의해 설명할 수 있다.
4. 고 찰
Al-Si-Cu 합금에 Sm 첨가에 따른 광학현미경 관찰 결 과 초정 Si의 미세화, 공정 Si의 분율 감소 및 균일 분 산, α-Al의 분율 증가 크게 3가지의 미세조직 변화가 확 인되었다. 특히 초정 Si의 경우 70 μm에서 10 μm 수준 까지 큰 폭으로 미세화 되었으며, 이는 Qiu12) 등에 따 르면 Sm 첨가에 따라 공정 온도가 낮아지면서 공정 조 성이 Si이 더 높은 쪽으로 이동하기 때문인 것으로 설 명된다. 또한 Liao15) 및 Juan16) 등은 이러한 공정 온도 의 저하가 α-Al의 분율을 증가 시키는 요인으로 작용한 다고 언급하였으며, 이는 본 실험의 Sm 첨가에 따른 미 세조직 변화와 일치하는 경향을 보인다.
공정 Si의 경우 Sm 첨가량이 0.05 wt% 일 때 섬유상 의 공정 Si 분율이 소폭 증가하여 미세화 되는 경향을 보였으나, Sm 첨가량이 0.5 wt%까지 증가함에 따라 미 세 침상이 주를 이루면서 전체적인 미세화 경향은 크지 않았다. 조대한 침상 형태의 공정 Si은 일반적으로 Al- Si 합금에서 기계적 강도에 악영향을 미치는 상으로, Sm 첨가를 통한 공정 Si의 개량화 및 미세화에 대해 다양 한 연구가 이루어졌다. 그 중 Qiu17) 등은 Al-7Si-0.7Mg 합금에서 0.6 wt%의 Sm 첨가로 조대한 판상의 공정 Si 을 미세 섬유상 구조로 바꿀 수 있다고 보고한 바 있 다. 그러나 Yuansheng13) 등은 ADC12 합금에서 Sm 함 량이 1.5 wt% 일때 개량화 효과가 가장 크다고 보고하 였으며, Kang18) 등은 Al-14Si 합금에서 Sm 첨가량이 2.0 wt% 이상일 때 개량화 효과가 나타났다고 언급하였 다. 이러한 차이에 대해 Yuansheng13) 등은 Al 합금 내 Si 함량에 따라 Sm의 개량화 효과가 달라질 것이라 설 명하였으며, 이를 본 실험 결과와 비교하였을 때 큰 폭 의 개량화 효과를 얻기 위해선 1.5 wt% 수준의 Sm이 첨 가되어야 할 것으로 판단된다.
Sm 첨가에 따른 공정 Si의 개량화 현상은 다양한 메 커니즘에 의해 설명된다. 그중 Lu 및 Hellawell19) 등에 의하면 Si의 성장은 고액계면에서 첨가원소의 흡착에 의 하여 이뤄지며, Si원자보다 크기가 큰 원자가 응고 거동 중 흡착되면 Si의 적층에 영향을 주어 쌍정 형성을 야 기한다는 Impurity Induced Twinning Model을 토대로 희토류 첨가 시 Si의 성장 메커니즘을 설명하였다. 이러 한 쌍정은 개량화된 Si에서 다량 발견되며 응고 중 계 면에서의 성장을 방해하여 개량화 효과를 나타낸다.19) Hellawell의 모델에서 가장 적합한 γmodifier 대 γsilicon의 원 자 반지름 비는 1.646이며, γsamarium 대 γsilicon의 비는 Hellawell의 모델에서 제시하는 원자 반지름 비와 근사 한 값인 1.53으로,19) 일정 수준의 Sm의 첨가는 Si의 개 량화 효과를 발생시킬 것으로 판단된다.
Al-Si 합금의 기계적 특성은 Si 상의 크기 및 형상, 분 포와 밀접한 관련이 있으며,20,21) 특히, 과공정 조직의 경 우 초정 Si의 조직학적 특성에 의해 물성이 큰 폭으로 좌우된다.22) Weisi23) 등은 Al-15Si 합금에 희토류 원소 인 Nd을 0.3 wt% 첨가하여 초정 Si을 20 ~ 40 μm에서 10 ~ 20 μm까지 미세화 하였으며, 인장강도를 147 MPa 에서 195 MPa로 약 32.6 % 향상시킬 수 있다고 보고한 바 있다. 본 실험에선 Sm 첨가량이 부족함에 따라 공 정 Si의 미세화 현상은 크게 관찰되지 않았으나, 공정 온 도 저하에 따른 초정 Si의 미세화 및 공정 Si의 균질화 에 의해 기계적 특성이 소폭 향상된 것으로 판단된다.
추가적으로 SEM 관찰 결과 Sm 첨가량이 증가함에 따 라 Al-Si-Cu-Sm 금속간화합물의 분율이 큰폭으로 증가 하며, 기지 내 균일 분산 되는 경향이 관찰되었다. Al- Si-Cu-Sm 금속간화합물과 Al-Si-Cu 합금의 기계적 특성 과의 상관관계에 대해선 추가적인 연구가 필요하지만, Al- Cu 계 화합물이 Al-Si-Cu 합금 내 주요 석출 경화상이 라는 점을 고려할 때 경도 증가에 영향을 미쳤을 것이 라 판단된다.
일반적으로 Al-Si 합금 내 Si 함량이 증가할수록 공 정 Si 및 초정 Si의 분율은 증가하며, 이러한 석출물들 은 알루미늄 기지 내 열전달의 흐름을 방해하여 합금의 열전도도를 저해하는 요인으로 작용한다3,24). Chen3)은 이 러한 석출상 및 금속간화합물에 대해 Effective medium approximation 이론 모델을 적용하여 Al-Si 합금의 열전 도도에 미치는 영향을 평가하였으며, Si 함량이 14 wt% 이하일 때 실측값과 유사한 경향을 예측함으로서 이론 모델의 적용 가능성을 확인하였다. Effective medium approximation에 의하면 Al-Si 합금 내 Si 석출물의 열 전도도는 25 W/m·K로서 기지상인 α-Al(213.5W/m·K)에 비해 10% 수준이다. 즉 Al-Si-Cu 합금에 Sm 첨가에 따 른 조대 Si상의 분율 감소 및 미세화, α-Al의 분율 증 가 등의 미세조직 변화는 알루미늄 기지 내 열전달을 저 해하는 요소의 감소로 Al-Si-Cu 합금 열전도도를 향상 시키게 된다.
또한 Al-Si-Cu 합금에 Sm 첨가 시 Al-Si-Cu-Sm 4 원계 금속간화합물이 형성되었으며, Sm 함량이 증가할 수록 분율이 증가하였다. Yuansheng13) 등의 선행연구에 따르면 ADC12 합금에 Sm 첨가 시 Al-Si-Cu-Sm 화합 물이 형성되면서 용탕 내 Al, Si, Cu 원소를 추가적으 로 소모하며, Al-Fe-Si 계 화합물을 형성하기 위한 Si 부 족으로 β-Al5FeSi 화합물이 미세화 되었다고 설명한바 있 다.13) 이러한 관점에서 Sm 첨가에 따른 Al-Si-Cu 합금 내 Al-Si-Cu-Sm 화합물의 형성은 공정 Si의 생성을 억 제하고 기지 내 분율을 감소시켜 Al-Si-Cu 합금의 전기 전도도 및 열전도도를 향상시킨 것으로 판단된다.
4. 결 론
본 연구에서는 Al-Si-Cu 알루미늄 합금에 Sm을 첨가 하여 미세조직 변화와 이에 따른 기계적 특성, 열전도 도 변화에 대한 연구를 수행하였으며, 다음과 같은 결 론을 확인할 수 있었다.
1) Sm 첨가량이 0.5 wt%까지 증가함에 따라 공정 온 도의 저하로 α-Al의 분율이 증가하고 초정 Si이 미세화 되었으나, 공정 Si은 Sm 첨가량 부족에 따라 미세화 경 향을 보이지 않았다.
2) Sm은 Si을 포함한 Al-Cu 및 Al-Fe-Mg-Si 복합상 에 특정적으로 결합하여 금속간화합물을 형성하였으며, 이 러한 금속간화합물은 Sm 첨가량이 0.5 wt%까지 증가할 수록 기지 내 분율이 증가하고 미세화 되는 경향을 나 타내었다.
3) Sm 첨가량이 0.5 wt%까지 증가함에 따라 공정 온 도 저하에 따른 초정 Si의 미세화, 공정 Si의 균질화에 의해 표면 경도는 84.4 Hv에서 91.3 Hv으로 약 8 % 가 량 증가하였다.
4) Sm 첨가량이 0.5 wt%까지 증가함에 따라 조대 Si 상의 분율 감소 및 미세화, α-Al의 분율 증가에 의해 Sm 미첨가 합금 대비 전기전도도는 약 12 %, 열전도도 는 약 18 % 증가하였다. 이는 Sm 첨가 시 Al-Si-Cu- Sm 금속간화합물이 형성되면서 초정 Si 및 공정 Si을 형 성하기 위한 Si 원소를 소모하기 때문인 것으로 판단된다.
5) Al-Si-Cu 합금에 Sm 첨가 시 열전도도 및 표면 경 도 향상 효과가 있는 것을 확인하였으며, 전자제품의 열 축적 해소를 위한 방열부품으로의 활용을 우선적으로 고 려할 때 최적 함량은 0.5 wt%로 판단된다.
