

1. 서 론
화석연료를 대체할 신 에너지의 필요성이 대두되면서 전기에너지의 발전이 눈에 띄게 발달하였다. 전기에너지 의 발전과 동시에 다양한 산업에서 전기에너지가 사용 되면서 각 산업에 적합한 특징을 가지는 에너지 저장장 치의 필요성이 대두되고 있다.1-3) 다양한 전기에너지 저 장 장치가 있지만 슈퍼커패시터에 대한 연구가 가장 많 이 보고되었고, 전극물질의 물리적 특성 및 전기화학적 특 성의 향상을 통해 슈퍼커패시터의 성능향상을 위한 연구 가 진행 되어 왔다.4-6) 대표적으로 사용되어온 전극물질로 는 활성탄,7-8) 탄소섬유,9-10) 카본에어로젤,11-13) 그래핀,14-15) 탄소나노튜브,16) carbide-derived carbon(CDC)17) 등이 있 고, 다양한 전극물질을 사용해 EDLC의 전기화학적 특 성을 개선한 연구 결과가 발표되고 있다.
다양한 전극 물질 중에서 카본에어로젤은 resorcinol과 formaldehyde를 중합시켜 만들어지는 물질이며, 이차전지 나 슈퍼커패시터의 전극물질18)로 사용되거나, 흡착제19) 등 에 대표적으로 사용되는 고분자물질이다. 여러 분야에서 사용될 수 있는 이유는 카본에어로젤의 특별한 물리적 특성 때문이다. 카본에어로젤은 3차원 네트워크 구조로 구성되어있고, 균일한 기공크기분포를 가지고 있으며 젖 음성이 우수하다는 특징을 가지고 있다. 또한 3차원 네 트워크 구조로 인해 전도도가 우수하여 에너지 저장장 치의 전극물질에 적합한 특성을 가지고 있다.20-22) 카본 에어로젤은 제조조건을 변화시켜 입자크기의 조절이 가 능한 점을 활용하여 합성조건을 선택적으로 변화시켜 물 리적 특성을 조절하는 연구가 진행되었고, 다양한 조절변 수들 중 합성과정에서 첨가하는 촉매의 양과 촉매의 종 류를 변화시켜 기공을 조절하는 연구가 진행되어 왔다.23-24)
촉매의 함량은 기공크기분포를 조절할 수 있는 대표적 인 변수이며, Resorcinol(R)과 촉매(C, catalyst)의 비율은 R/C로 불린다. 높은 R/C 비에서는 촉매의 함량이 적으 므로 중합 개시점의 수가 적고 겔화시간이 길어지게 된 다. 긴 중합 반응시간은 입자 간의 응집할 수 있는 기 회가 많아져서 결국 큰 입자가 생성하게 된다. 따라서 구형의 카본에어로젤 입자들로 형성된 네트워크 구조 사 이의 공간이 넓어지면서 기공의 크기가 커진다. 반대로 낮은 R/C 비에서는 촉매의 함량이 많고, 개시점의 수가 많으므로 겔화시간이 짧아지고, 짧은 중합시간은 결국 응 집의 기회를 낮추게 되어 작은 입자가 생성되며, 입자 들 사이의 간격이 좁아지면서 기공의 크기가 작아지게 된다.25,26)
기존에 널리 사용되던 촉매 이외에 다양한 촉매를 사 용하여 카본에어로젤의 물리적 특성을 조절할 수 있다. 대 표적으로 사용되는 촉매인 Na2CO3와 같은 염기촉매를 사 용하거나27-28) 이와 반대의 산 촉매29)를 사용한 연구도 진 행되었으며, resorcinol과 formaldehyde가 섞인 용액의 pH를 조절하여 물리적 특성을 변화시킬 수 있는 연구도 진행되어 왔다.30-32) 산 촉매와 염기 촉매 모두 낮은 R/ C 비에서는 중합시간이 짧아지면서 작은 입자가 생성되 고, 높은 R/C 비에서는 중합시간이 길어지면서 큰 입자 가 생성되는 공통점이 있다. 산 촉매로는 HClO4 및 HNO3 등이 주로 사용되며, 산 촉매를 사용하면 중합시간이 짧 아지게 된다. 일반적으로 사용되는 촉매를 통해 pH를 조 절 할 수 있지만, 산 영역에서는 pH를 변화 시켰을 때 카본에어로젤의 물리적 특성에 큰 영향을 끼치지 않으 므로 산 촉매의 선택에 의해 비표면적 및 기공의 조절 은 어렵다. 또한 산 촉매로 제조된 카본에어로젤은 염기 촉매를 사용한 카본에어로젤에 비해 가교도가 낮아서 밀 도 및 기계적 강도가 낮다. 이러한 산 촉매가 가지고 있 는 단점으로 인해 카본에어로젤의 제조에 주로 염기 촉 매가 사용되어 왔다. 염기 촉매로는 주로 Na2CO3가 사 용되어 왔고, 산 촉매를 사용한 카본에어로젤 보다 가교 가 많이 생성되면서 높은 밀도를 갖게 된다.11) Muroyma 등33)은 Na2CO3 외에 K2CO3, NaHCO3 및 KHCO3를 촉 매로 사용하여 촉매의 종류 및 R/C 비에 따른 카본에 어로젤의 기공특성을 비교하였다. 촉매의 종류에 따라 에 어로젤의 중합과정에서 졸-겔 전환시간이 달라지는데, HCO3−를 지닌 NaHCO3 및 KHCO3가 CO3−−를 지닌 Na2CO3와 K2CO3보다 겔화시간이 길어져 상대적으로 큰 입자들이 형성하고, 결과적으로 기공크기분포가 커졌다고 설명하였다.
본 연구에서는 Na2CO3, K2CO3, NaHCO3 및 KHCO3 의 4 가지 염기촉매를 사용하여 촉매의 종류에 따라 합 성된 카본에어로젤의 기공크기분포를 분석하고, EDLC 전 극에 적용하여 전기화학적 특성을 조사하였다. 기존의 관 련 연구들은 4 가지 염기촉매에 따른 카본에어로젤의 물 리적 특성만을 보고하였지만, 본 연구에서는 4 가지 염 기촉매에 따른 카본에어로젤의 물리적 특성을 조사하고, 물리적 특성과 전기화학적 특성의 상관관계를 규명하고 자 하였다. 또한, 각각의 촉매에서 R/C 비율의 변화를 통해 기공크기분포를 조절하여 물리적 특성 및 전기화 학적 특성을 최적화하는 촉매 함량을 결정하고자 하였다.
2. 실험 방법
2.1. 카본에어로젤 제조
카본에어로젤은 Pekala21)에 의해 제안된 sol-gel 제조 공정에 의해 합성하였다. Resorcinol과 formaldehyde를 전구체로 하여 우선 증류수에 특정 양의 촉매를 용해시 킨 후, formaldehyde와 혼합하고 resorcinol을 첨가하여 에어로젤 용액을 만들었다. 제조된 용액을 vial에 넣어서 밀봉한 후 80 °C 오븐에서 2 일 동안 겔화시켰다. 겔화 된 에어로젤 용액은 wet 겔 상태로 기공 내부에 물이 차 있는데, 상온·상압의 건조 방법에서는 건조과정에서 물의 증발로 기공 내부가 붕괴되므로, 이를 방지하기 위 해서 아세톤으로 치환하는 과정을 거쳤다. 50 °C 오븐에 서 아세톤을 이용해 3 시간에 한번씩 순수한 아세톤으로 치환해준다. 아세톤 치환이 끝난 wet 겔은 상온·상압 조 건에서 24 시간 건조시킨 후, 50 °C 오븐에서 24 시간 건조시켰다. 건조된 에어로젤은 질소 분위기에서 5 °C/min 의 승온속도로 200 °C까지 가열한 후 1 시간 동안 유지 하여 소성하고, 다시 800 °C까지 올려 2 시간 동안 탄 화시켜 카본에어로젤을 제조하였다.
2.2. 촉매비율과 촉매종류에 따른 변화된 카본에어로 젤 합성
카본에어로젤을 제조할 때 촉매는 Na2CO3(Sigma-Aldrich), K2CO3(Sigma-Aldrich), NaHCO3(JUNSEI) 및 KHCO3 (JUNSEI)를 사용하였고, 2.1 절에서 서술한 것 같이 촉 매를 첨가하여 제조한다. 이 때 resorcinol과 formaldehyde 의 비율은 1:2 몰 비로 하고, 증류수 대 촉매 및 formaldehyde와 resorcinol을 합한 양의 중량 비는 6:4로 고 정하여 합성을 진행하였다. 카본에어로젤을 합성 할 때, 변수로 촉매의 함량을 조절하였다. 즉, R/C 비율은 100, 500, 1000 및 2000로 변화시켜 에어로젤을 합성하였다. 이 후의 과정은 2.1 절의 에어로젤 제조과정과 동일하 다. 촉매 종류별 탄화 후 최종 제조된 카본에어로젤의 명 칭은 각각 CAN_X(Na2CO3), CAK_X(K2CO3), CANH_X (NaHCO3), CAKH_X(KHCO3)로 각각 명명하였고, 여기 서 X는 R/C 비를 의미한다.
2.3. 카본에어로젤의 물리적 특성
다양한 촉매 조건에서 제조한 카본에어로젤의 결정화 도를 확인하기 위해서 X-ray diffraction(XRD, Shimadzu, XRD-7000)을 수행하였다. 비표면적과 기공특성을 분석하 기 위해 질소 흡·탈착 실험(Micrometrics, ASAP-2020)을 수행하였고, Brunauer-Emmett-Teller(BET) 식을 적용하여 비표면적을 계산하였다. 기공크기분포를 측정하기 위해 질 소의 흡·탈착 등온선과 Barret-Joyner-Hallender(BJH) 및 MP(micropore) plot 방법을 사용하였다. 카본에어로젤 의 표면구조를 세부적으로 관찰하기 FE-SEM(S-3500N, Hitachi)분석을 수행하였고, SEM에 연결된 분석프로그램 을 사용하여 카본에어로젤의 입자크기를 측정하였다.
2.4. 전극시트의 제조
제조한 카본에어로젤을 활물질로하여 도전재와 바인더 를 일정 비율로 혼합하였다. 활물질과 도전재로 카본블 랙(Super-P), 바인더로 poly(vinylidene fluoride) (PVDF) 를 8:1:1의 비율로 혼합하고 점도를 맞추기 위한 용매 로 1-methyl-2-pyrrolidon(NMP)를 사용하여 슬러리의 점 도를 적절히 맞춰서 1 시간 동안 충분히 교반시켰다. 제 조한 슬러리는 에칭된 알루미늄 호일에 닥터 블레이드 법으로 코팅 후 80 °C 오븐에서 24 시간 건조시켰다. 건 조를 마친 전극을 진공오븐에서 24 시간 건조 후, 80 °C 의 roll press에서 압착시킨다. 압착된 전극시트를 코인 형태로 펀칭하여 EDLC의 전극으로 사용하였다.
2.5. EDLC cell 조립 및 전기화학적 특성 측정
건조된 전극시트를 알맞은 크기로 펀칭하여 무게를 측 정한 후, 아르곤 기체가 충전된 건조한 glove box 안에 서 전해액이 들어있는 vial에 넣고, 전해액이 전극물질 표 면에 충분히 스며들 수 있도록 24 시간 동안 담가두었 다. 충분히 전해액이 스며든 전극은 코인 셀 케이스와 캡 사이에 분리막, 가스켓, 전극물질, 스프링, 디스크를 차례대로 올려놓고 전해액을 충분히 가한 후 압착하여 조립하였다. 분리막은 poly propylene(PP), 전해질은 1 M 의 TEABF4염이 용해된 acetonitrile(AN) 전해액을 사용 하였다.
코인 셀 형태의 EDLC의 전기화학적 특성을 분석하기 위해 CV(cyclic voltametry, Potentiostat/Galvanostat Model 273 A, EG&G)와 충·방전장치(C/D, galvanostatic charge/ discharge, WBCS3000, WonA Tech Co., Ltd.)를 사용 하여 정전용량을 측정하였다. 시료의 표면 전기전도도를 측정하기 위해 four-point-probe(CMT-1000N, Chang Min Tech.)를 사용하였다. 또한, EDLC 전극에서의 저항특성 을 확인하기 위해서 EIS(electrochemical impedance spectroscopy, High Power EIS Potentiostat, CS310))를 측정 하였고, 주파수범위는 100 kHz ~ 0.01 Hz이었다.
3. 결과 및 고찰
3.1. 카본에어로젤의 물리적 특성
3.1.1. 촉매의 종류
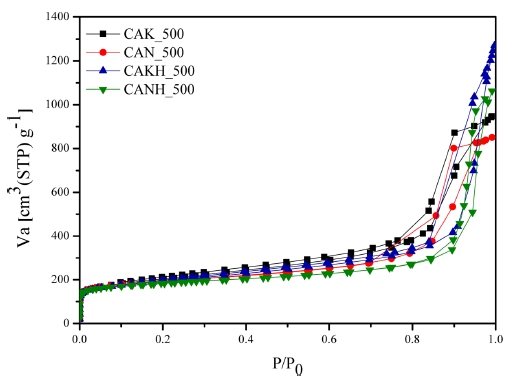
카본에어로젤의 합성과정에서 사용되는 촉매에 따라 내 부 기공구조가 달라진다고 보고되었다.19-20) 따라서, CAN, CAK, CANH 및 CAKH의 4 가지 염기촉매를 사용하여 촉매의 종류 및 R/C 비에 따른 물리적 특성 및 전기화 학적 특성을 분석하였다. 촉매 종류 및 R/C 비에 따른 카본에어로젤에 대하여 질소 흡·탈착 실험을 진행하여 Fig. 1과 2에 나타내었다. R/C 비가 증가하면서 흡착등온 선의 형태가 크게 변화하였다. R/C 비 100에서는 CAKH 를 제외한 모든 촉매에서 기공의 발달이 미미하였고, R/ C 비 500부터 기공이 활발하게 형성되었다. 낮은 R/C 비에서는 촉매의 함량이 너무 높아 기공의 성장이 억제 되는 것으로 판단되었다. 동일한 R/C 비에서 각 촉매 별 기공의 성장이 달라졌는데, R/C 500을 기점으로 CAN 과 CAK는 주로 중기공(meso-pore)이 활발히 형성되었 고, 보다 높은 R/C 비에서는 대기공(macro-pore)의 성장 이 확인되었다. 반면 CANH와 CAKH는 R/C 비 500에 서 이미 대기공이 주로 성장하였으며, 보다 높은 R/C 비 에서는 대기공 범위에서 기공의 크기가 더욱 증가함을 확인할 수 있었다. 이러한 결과를 통해 대체로 촉매 종 류와 상관없이 R/C 비 500부터 기공의 성장이 활발하 였으므로, R/C비 500을 기준으로 하여 각 촉매 별 카 본에어로젤의 흡착등온선을 Fig. 2에 비교하였다. CAK_ 500과 CAN_500의 흡착등온선은 type IV의 H2형으로 분류되고, CAKH_500과 CANH_500은 type II의 H3형 으로 분류되었다. H2형 흡착등온선은 중기공과 미세기공 이 존재하는 물질에서 나타나는 형태이며,34) H3형 흡착 등온선은 주로 대기공이 존재하는 물질에 해당한다. 따 라서, 사용된 촉매에 따라 합성된 카본에어로젤의 기공 크기분포가 크게 달라짐을 확인하였다.
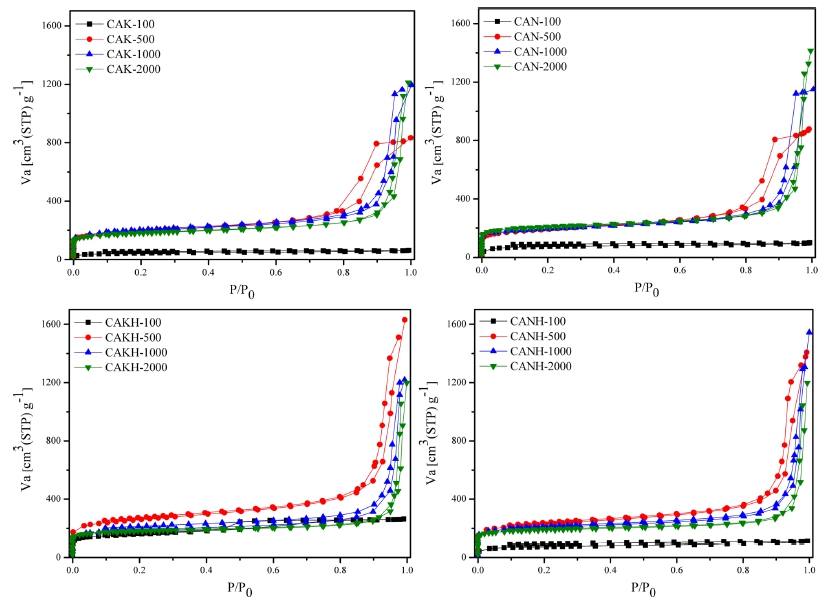
Fig. 1
N2 adsorption-desorption isotherm of carbon aerogels with different catalyst species and different R/C ratios.
중기공 범위에서 상세한 기공크기분포를 조사하기 위 해 BJH 방법 및 MP plot으로 분석하여 Fig. 3에 나타 내었다. BJH plot에서 CAKH_500과 CANH_500은 약 20~100 nm의 넓은 영역에 걸쳐 기공들이 분포하였지만, CAK_500과 CAN_500은 약 10~50 nm의 상대적으로 좁 은 기공크기분포를 나타내었다. CAKH_500과 CANH_ 500의 기공크기분포는 CAK_500과 CAN_500보다. 오른 쪽에 위치하여 주로 중기공에서 대기공으로 기공들이 확 장되어 성장하였음을 확인할 수 있었다. 미세기공분포 (micro-pore distribution) 분석에 널리 사용되는 MP plot 에서는 촉매에 따라 차이점은 크지 않았지만, CANH_ 500, CAN_500, CAKH_500, CAK_500 순으로 미세기 공분포 피크가 커졌다. 큰 차이는 아니지만 Na+ 이온을 가지고 있는 촉매의 미세기공 피크가 상대적으로 높았 다. Na+ 이온은 K+ 이온에 비해 이온 크기가 작고 분 극력이 높아서 작은 입자의 형성에 유리하므로 미세기 공 피크가 상대적으로 높게 나타난 것으로 추론된다.
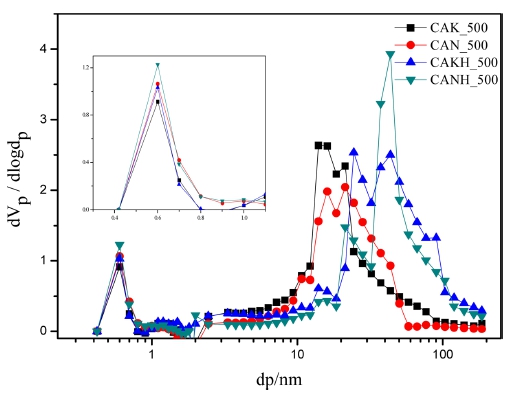
Fig. 3
Pore size distribution analysis of carbon aerogels with different catalyst species using Barret-Joyner-Hallender(BJH) method and(MP) plot model.
촉매의 종류 및 R/C 비에 따른 카본에어로젤의 물리 적 특성을 Table 1에 정리하였다. R/C 500에서 촉매의 종류별 비표면적은 CAKH_500과 CANH_500은 각각 932 및 821 m2/g을, CAK_500과 CAN_500은 686 및 687 m2/g을 보여 CAKH과 CANH가 상대적으로 높았다. CAKH과 CANH의 비표면적이 더 높은 것은 HCO3− 이 온이 CO3− 이온대비 H+을 가지기 때문인 것으로 추론 된다. 즉, H+가 첨가반응에서 하는 역할에 의해서 설명 할 수 있다. H+가 에어로젤의 중합메커니즘 중에서 첫 번째 반응인 첨가반응에서 수소 분리반응에 의해 resorcinol 음이온을 형성을 촉진한다.31) Resorcinol 음이온 이 많을수록 hydroxymethyl(−CH2OH) 단량체를 많이 형 성하고, hydroxymethyl 단량체가 많을수록 첨가반응의 다 음 단계인 축합반응에서 methylene 가교를 많이 형성하 여 상대적으로 더 높은 3D 네트워크 구조를 갖게 되어 더 높은 비표면적을 형성하는 것으로 추론된다. CAKH 촉매에서 R/C 비 100의 높은 촉매의 함량에도 불구하 고, 585 m2/g의 비교적 높은 비표면적과 활발한 기공의 발달을 보인 것도 이러한 methylene 가교의 형성에 의 한 3D 네트워크 구조에 기인한다고 판단된다.
Table 1
Physical properties of carbon aerogels with different catalyst species and different R/C ratios
CAKH_500과 CANH_500은 CAK_500과 CAN_500에 비해 평균기공크기, 중기공 및 미세기공 부피에서도 더 높은 값을 보였다. CAKH_500와 CANH_500의 평균기 공크기는 10~11 nm로 CAK_500과 CAN_500의 7~8 nm 보다 컸고, Fig. 3의 기공크기분포에서도 상대적으로 큰 기공이 발달하였음을 확인할 수 있었다. CAKH_500와 CANH_500의 상대적으로 크고, 넓은 기공크기분포는 상 대적으로 큰 입자크기 및 발달한 3D 네트워크 구조 때 문인 것으로 추론된다. 이러한 현상은 촉매의 pH와 관 련해서 설명될 수 있다. 각각의 촉매는 약염기를 나타 내지만 상대적으로 낮은 pH를 가지는 CAKH_500과 CANH_500은 축합반응에서 가교를 증가시켜, 비표면적 뿐만 아니라 입자크기 및 기공크기를 증가시키지만, 상 대적으로 더 발달한 3D 네트워크 구조로 인해 기공크 기분포의 균일성은 떨어지는 것으로 판단된다.
표면구조 및 입자의 크기를 관찰하기 위해 FE-SEM을 분석하여 Fig. 4에 나타내었고, SEM image에서 시료 별 다양한 크기의 입자들을 20회 이상 측정하여 계산된 평 균입자크기를 Table 2에 나타내었다. 표면구조는 시각적 으로 눈에 띄는 차이점은 보이지 않았다. 모든 촉매에 서 구형의 입자들이 형성된 것을 관찰 수 있었고, 입자 크기의 평균값은 기공크기분포가 높았던 CAKH_500과 CANH_500에서 다소 높게 얻어졌다. 따라서 입자의 크 기가 커지면서 기공의 크기가 커진 것을 확인 할 수 있 었으며, CAKH_500과 CANH_500의 입자크기 표준편차 값이 상대적으로 높아 입자 크기의 균일도가 낮음을 알 수 있었다.
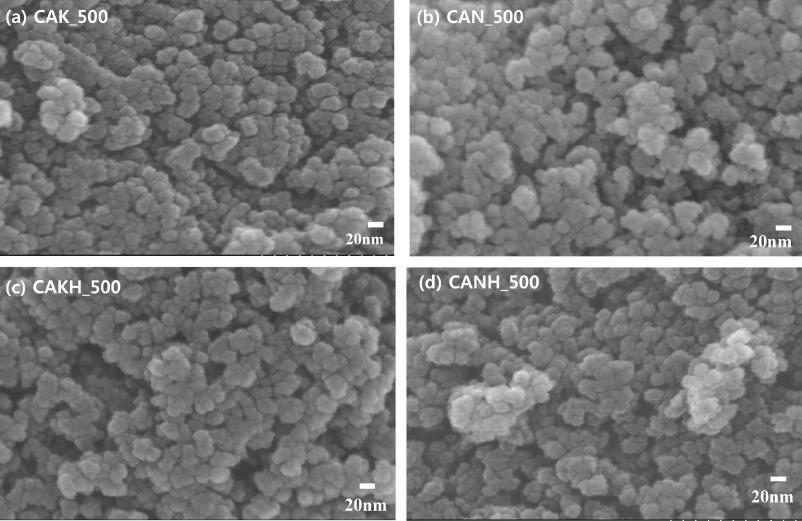
Table 2
Particle sizes and specific sheet resistivity of carbon aerogels with different catalyst species
| Particle size(nm) | Resistivity(Ω·cm) | |
|---|---|---|
| CAK_500 | 20.3 ± 3.6 | 9.6 ± 1.0 |
| CAN_500 | 22.6 ± 2.4 | 6.4 ± 0.7 |
| CAKH_500 | 26.9 ± 4.6 | 11.3 ± 0.9 |
| CANH_500 | 27.6 ± 5.1 | 11.2 ± 1.1 |
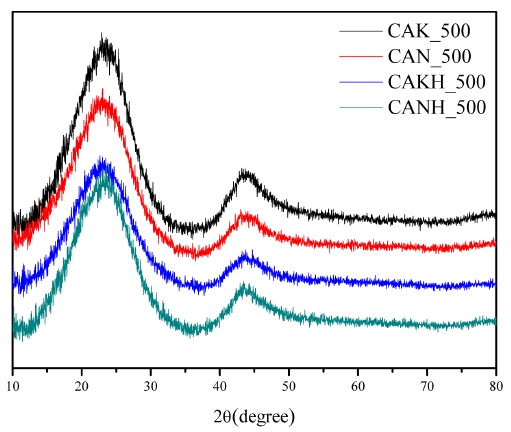
합성한 카본에어로젤의 결정성을 확인하기 위해 XRD 분석을 수행하여 Fig. 5에 나타내었다. 모든 촉매에서 흑 연의 결정성을 23°와 44°의 피크에서 확인하였다. 같은 R/C 비에서 4 가지 시료의 피크 강도 및 위치가 유사 하여, 촉매 종류는 카본에어로젤의 결정성에 큰 영향이 없음을 확인할 수 있었다.
3.1.2. R/C 비
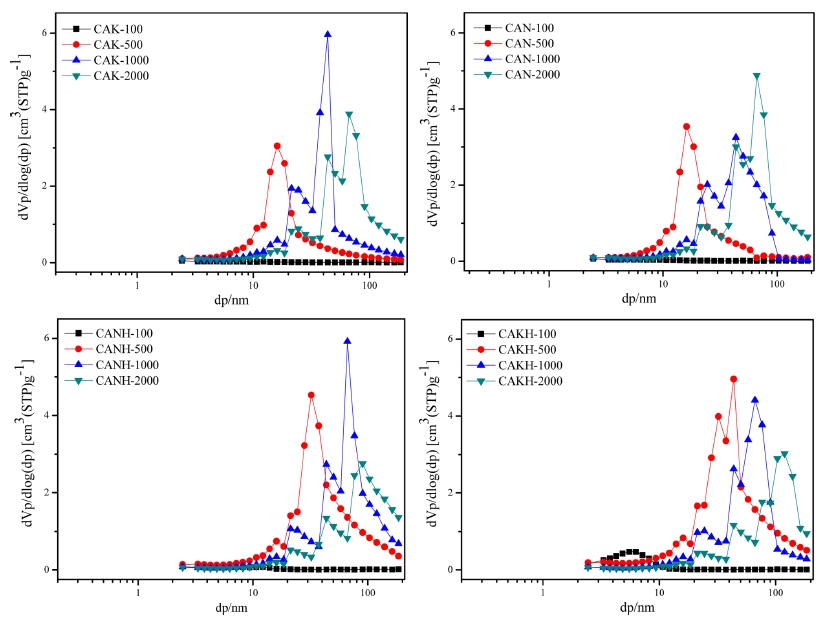
4 가지 촉매에 대해 R/C 비를 변화시킨 질소 흡·탈착 등온선(Fig. 1)에 대한 BJH 방법에 의한 기공크기분포를 Fig. 7에 나타내었다. Fig. 1에서 예측한 바와 같이 R/C 비에 증가함에 따라 기공크기분포는 오른쪽으로 이동하 였다. R/C 비 1000 이상에서는 기공크기분포가 주로 40 nm 이상의 영역에서 분포하지만, 작은 크기의 기공도 존재하여 크기의 균질성이 낮아짐을 알 수 있었다. R/ C 비 2000의 경우, 모든 촉매에서 기공분포가 10~180 nm의 전 영역에서 존재하였다. 이러한 BJH plot에 의한 기공크기 분포는 이전에 수행되었던 연구결과와는 다른 경향을 보였다. Horikawa 등33)은 K2CO3 촉매의 R/C 비 율을 변화시켰을 때, R/C 비가 증가하면서 기공크기분 포가 오른쪽으로 이동하지만 R/C 비가 1000 이상에서 기공크기분포가 거의 사라진다고 보고하였다. 하지만 본 연구에서는 네 가지 촉매에서 R/C 비가 증가하면서 기 공크기분포는 오른쪽으로 이동하며 넓은 영역에서 기공 의 분포가 나타났고, R/C 비 2000에서도 기공크기분포 가 명확하게 존재하였다. Na2CO3 촉매의 R/C 비가 증 가하면서 기공크기분포가 오른쪽으로 이동하는 것은 Jab13) 및 Yang27) 등에 의해서도 확인되었다.
Table 1에서 CAN의 경우, R/C 비의 증가에 따라 비 표면적과 기공부피가 증가하여 2000에서 가장 높은 비 표면적뿐만 아니라 미세기공 및 중기공 부피를 나타내 었다. 나머지 촉매들에서는 중간 함량인 R/C 비 500 혹 은 1000에서 가장 발달된 비표면적 및 기공의 성장을 보 였다. 이러한 경향은 R/C 비가 카본에어로젤의 생성 메 커니즘에 미치는 영향으로 설명된다. CAN 촉매의 R/C 비가 카본에어로젤의 물리적 특성에 끼치는 영향에 대 해 조사해 보면, R/C 비가 증가하면서 비표면적이 증가 하는 결과27,35-36)와 감소하는 결과25,37-38)가 보고되었다. R/ C 비가 증가하면서 길어진 중합 반응시간에 의해 입자 크기 및 기공크기가 비례하여 증가하면서 비표면적이 감 소하는 것은, 높은 R/C 비에서 주로 중기공 또는 대기 공의 큰 기공이 발달하고, 비표면적은 주로 미세기공에 의해 결정되는데 중기공 이상의 큰 기공이 주로 발달하 면서 비표면적이 낮아진 것으로 설명하였다. 한편, R/C 비가 증가하면서 비표면적이 증가하는 경우에도 R/C 비 가 증가하면서 입자크기와 기공크기가 증가하였다. 입자 크기와 비표면적은 반비례의 관계이므로, 입자가 커지면 서 비표면적은 감소하는 것이 타당하지만, 증가한 이유 는 중합 및 탄화 과정에서 입자 내에 발달된 기공구조 때문이라고 설명하였다. 카본에어로젤의 입자크기는 크지 만, 입자 내에 기공구조가 발달하게 되면 높은 비표면 적을 나타낼 수 있다. 즉, R/C 비에 따라 형성된 카본 에어로젤의 입자크기는 커지지만, 입자 내에 발달한 기 공구조의 기여도에 따라 비표면적은 증가되거나 감소될 수 있는 것이다.
Table 1에서 CAN 및 CAK는 R/C 비의 증가에 따라 미세기공 및 중간기공의 부피가 모두 증가하면서 비표 면적이 증가하는 경향을 보였다. Yang27)의 결과처럼 입 자 크기는 R/C 비가 증가하면서 증가할 것으로 예상되 지만, 제조된 카본에어로젤은 중합 및 탄화과정을 거치 면서 입자 내에 발달된 기공구조로 인해 높은 비표면적 이 나타난 것으로 추론된다. 한편, CAKH와 CANH 촉 매에서는 R/C 비의 증가에 따라 비표면적이 증가하다가 R/C 비 500에서 최고점을 나타내고 그 이상에서는 비 표면적이 감소하였다. CAN 및 CAK의 경우와 달라진 이 유는 사용된 촉매의 H+ 이온에 의한 중합반응 메커니즘 의 변화로 추론된다. CAKH와 CANH는 H+ 이온이 가 교를 많이 생성하면서 높은 3D 네트워크 구조를 가지 는 카본에어로젤이 만들어진다. 이로 인해 낮은 R/C 비 에서는 촉매의 함량이 높을지라도 중합반응이 빠른 시 간 안에 완성될 수 있고, 발달된 네트워크 구조에 의해 높은 비표면적을 나타낸다. 높은 R/C 비에서는 다른 경 향이 보이는데 R/C 비가 높아지면서 촉매의 함량이 낮 아지므로 긴 중합시간이 요구된다. 하지만 낮은 R/C 비 와 동일한 중합시간이 조건으로 주어져서, 비록 H+ 이 온이 3D 네트워크 구조를 향상시키지만 요구되는 것보 다 짧은 중합시간에 의해 입자 내에서 기공의 발달이 충 분하지 못하여 비표면적이 낮아진 것으로 판단된다.67
3.2. 카본에어로젤의 전기화학적특성
3.2.1. 촉매의 종류
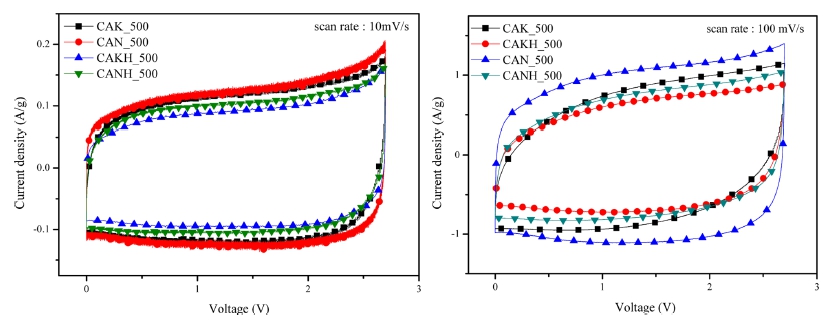
카본에어로젤의 EDLC 전극물질로서의 전기화학적 특 성을 평가하기 위해 CV, C/D, EIS 및 표면저항 측정 (four point probe)을 수행하였다. R/C 비 500에서 촉매 의 종류를 변화시킨 카본에어로젤에 대하여 측정한 cyclic voltammogram을 Fig. 7에 나타내었다. Scan rate의 저속 에서는 모든 촉매의 CV 그래프 개형이 직사각형에 가 까운 모습을 보였다. CAN_500의 CV 개형이 가장 넓은 면적을 나타내었고, CAK_500, CANH_500 및 CAKH_ 500 순으로 면적이 작아졌다. 고속의 scan rate 100 mVs−1에서는 각 촉매 별 CV 개형의 뚜렷한 차이점이 나타났다. CAN_500은 고출력 조건에서도 직사각형의 CV개형을 유지하였지만, CAK_500과 CANH_500 및 CAKH_500은 럭비공 형태로 개형이 변형되었다. 직사각 형에 가까운 CV 개형이 이상적인 형태이므로,39-40) 높은 scan rate에서도 직사각형의 개형을 유지하는 CAN_500 의 전기화학적 특성이 우수하게 평가된다. 고출력 조건 에서 CAN_500와 다른 시료들의 용량 차이가 더 커지 는 경향을 나타내었다.
이러한 경향을 확인하기 위해 scan rate에 따른 CV 비 용량 및 전류 밀도에 따른 C/D 비용량을 Table 3에 나 타내었다. 모든 촉매에서 scan rate가 증가하면서 CV 비 용량이 감소하였지만, CAN_500이 scan rate에 따른 감 소율이 가장 낮아 scan rate 100 mVs−1에서 비용량이 10 mVs−1 비용량의 약 85 %를 유지하였다. C/D 측정으 로 계산한 비용량에서도 CAN_500은 가장 높은 비용량 이 나타내었고, 전류밀도가 증가하면서 비용량의 감소폭 이 가장 작았다.
Table 3
Specific capacitance of carbon aerogels with different catalyst species by cyclic voltammetry and by charge-discharge profiles
CV와 C/D 분석을 통해 나타난 촉매의 종류에 따른 카 본에어로젤의 비용량 및 출력특성이 CAN_500에 비해 낮 아지는 것은 기공크기분포에서 균일성이 떨어지면서 이 온의 이동성이 낮아져 나타난 결과로 추론된다. CAN_ 500과 CAK_500은 비록 낮은 비표면적을 가졌지만, 중 기공 범위에서 균일한 기공이 발달하였다. 전해질의 이 온이 용이하게 이동할 수 있는 균일한 크기의 기공이 발 달하게 되면서 전해질의 이온들의 접근성이 용이할 것 으로 추론된다. 균일한 기공크기분포는 전해질의 이온이 최대한 많은 기공에 접근 할 수 있게 해준다. 하지만 기 공크기분포가 불균일하면, 많은 기공들이 있어도 전해질 의 이온이 접근할 수 없는 크기의 기공들도 존재하기 때 문에 높은 비표면적에도 불구하고 전기화학적 특성이 낮 아 질 수 있다.
또한, 최근 연구결과에 의하면 일정한 크기 이하의 미 세기공이 성장할수록 전기화학적 특성 향상에 도움을 줄 수 있다고 보고하였다.41-43) 1 nm 이하의 기공크기에서 커 패시터의 용량이 변칙적으로 증가되는 것을 발견하고, 좁 은 기공에서 이온들에 둘러싸인 용매의 desolvation에 영 향을 주어 전해질 이온들과 전극 사이의 거리가 짧아 진 때문이라고 설명하였다. Fig. 3의 미세기공분포에서 CANH_500, CAN_500, CAKH_500, CAK_500 순으로 미세기공 피크가 커졌다. Na+ 이온은 K+ 이온에 비해 이 온 크기가 작아 분극력이 높으므로44) 작은 입자를 형성 에 유리하여 미세기공 피크가 더 높게 나타난 것으로 추 론된다. 따라서 낮은 기공부피에도 불구하고 미세기공의 비율이 높으며, 0.7 nm 부근에서 높은 미세기공 피크가 보이는 CAN_500및 CANH_500의 전기화학적 특성이 CAK_500 및 CAKH_500에 비해 향상 된 것으로 판단 된다.
CAN_500은 비용량이 높았을 뿐만 아니라, 전류를 높 였을 때도 비용량의 감소폭이 가장 낮았다. 이러한 결 과는 전도도의 영향으로 추측되므로 비용량에서 가장 우 수한 값을 보인 CAK_500과 CAN_500의 임피던스를 EIS의 Nyquist plot을 통해 분석하였다. Nyquist plot은 용액 저항(Rs, solution resistance), 전극의 접촉저항(Rct, contact resistance of electrode) 및 셀의 내부저항(Rint, internal resistance of cell)으로 구성되어 있다. Rs는 전 해질 용액의 저항을 의미하며 Nyquist plot에서 반원의 시작점으로 표현된다. Rct는 탄소 입자들 전기전도도, 입 자들 사이 및 활성층과 집전체 사이의 전자적 접촉을 포 함하는 전자적 저항과 전극의 기공 내부에서 전해질 전 도도 및 기공 구조에 따른 이온적 저항을 포함하는 저 항으로, Nyquist plot에서 반원의 끝점에서 시작점을 뺀 지름으로 계산한다. 그리고 셀의 내부저항을 의미하는 Rint 는 Nyquist plot에서 오른쪽에서 급하게 올라가는 직선 과 x축의 교점을 나타낸다.45,46) Fig. 8에 나타낸 Nyquist plot에서 Rct의 반원 크기는 CAKH_500, CANH_500, CAK_500 및 CAN_500 순서로 작아졌다. Rct와 Rs의 상세한 임피던스 값은 Table 4에 나타내었다. 반원의 크 기가 작은 CAN_500과 CAK_500은 CV에서 보였던 비 용량 경향과 일치한다. 즉, 낮은 임피던스를 보이는 CAK_ 500과 CAN_500에서 높은 비용량이 얻어졌다. 또한, four-point-probe 방법으로 각각 전극들의 비저항을 측정 하여 Table 2에 나타내었다. 여기서 나타나는 비저항이 란 카본에어로젤 물질의 고유한 저항으로 EIS로 측정한 임피던스와 비교·분석할 수 있다. 비저항 값도 CAKH_ 500, CANH_500, CAK_500 및 CAN_500순으로 작아졌 다. CAN_500이 카본에어로젤 자체의 비저항이 가장 낮 았고, 전극물질로 사용되었을 때의 임피던스 값도 가장 낮은 것을 확인할 수 있었다.
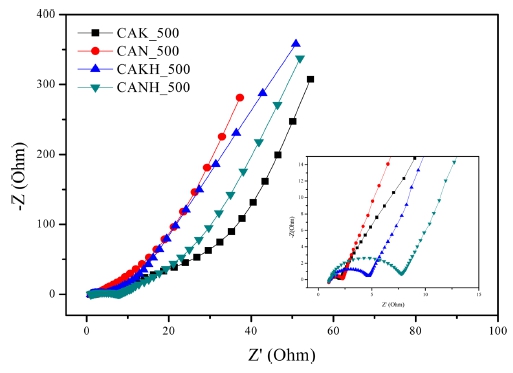
Table 4
Solution resistivity(Rs) and charge transfer resistance(Rct) from EIS impedance profiles using different catalyst species and different R/C ratios
카본에어로젤의 임피던스는 앞 3.1절의 물리적 특성과 연관하여 설명할 수 있다. 기공크기의 균일성에 따라 EIS 분석에서 Rct가 의미하는 기공 내부의 이온저항이 달라 진다. CAKH_500과 CANH_500은 불균일한 기공들의 크기분포로 인해서 이온저항이 크게 얻어졌다. 반면, 상 대적으로 균일한 기공분포를 가지는 CAK_500과 CAN_ 500은 낮은 이온저항이 얻어졌고, 4-point-probe로 측정 한 비저항에서도 낮은 값을 보였다. 또한, CAN_500과 CAK_500이 H+ 이온을 가지지 않아 전기화학적 특성이 우수한 것을 확인하였지만, 두 시료 사이의 전기화학적 특성은 차이는 Na+와 K+ 이온이 가지는 분극력으로 설 명할 수 있었다. Na+와 K+ 이온은 RF 콜로이드 용액의 안정성을 향상시키며 입자를 형성시키는 역할을 한다. Hofmeister(Kuntz 등이 번역)47)에 의하면 Li > Na > K 순 서로 RF colloidal용액을 안정하게 하는 능력이 높다고 알려져 있다. 따라서 Na+가 K+에 비해 입자를 형성시키 는 능력이 우수하고 상대적으로 작은 입자를 형성하여 유사한 비표면적에도 불구하고 네트워크 구조의 특성으 로 인해 전기전도도가 높아진 것으로 추론된다. Moreno- Castilla 등44)은 Na2CO3 촉매에서 K2CO3 촉매의 경우 보 다 적은 기공크기분포와 높은 밀도의 카본에어로젤을 얻 었고, Na+와 K+의 분극력 차이 때문으로 설명하였다. 따 라서 Resorcinol과 formaldehyde를 전구체로 카본에어로 젤을 제조하여 촉매 종류별 물리적 특성과 전기화학적 특성을 모두 고려할 때, CAN_500 촉매에서 비록 비표 면적은 낮았지만, 균일한 기공크기분포를 보였고, 임피던 스와 비저항이 가장 낮았으며, 가장 우수한 비용량을 나 타내었다.
3.2.2. R/C 비
R/C 비에 따른 카본에어로젤의 물리적 특성이 전기화 학적 특성에 끼치는 영향을 조사하기 위해 10 mVs−1의 scan rate에서 CV 실험을 수행하여 Fig. 9에 나타내었 다. R/C 비 500에서 가장 높은 비용량을 나타내었고, 그 이상에서는 오히려 비용량이 감소하는 경향을 보였다. CAN 및 CAK 촉매에서는 R/C 비의 증가에 따라 미세 기공 및 중간기공의 부피가 모두 증가하면서 비표면적 이 증가하는 경향을 보이지만, R/C 비 1000 이상에서는 기공크기분포의 균일성이 떨어져 비용량이 감소하였다고 판단된다. 한편 CANH 및 CAKH 촉매에서는 R/C 비의 증가에 따른 비용량이 비표면적과 같이 변화하여, R/C 비의 증가에 따라 기공크기분포의 균일성이 다소 떨어 졌지만, 그 영향이 크지 않아 비용량이 비표면적과 유 사하게 변화한 것으로 설명할 수 있었다.
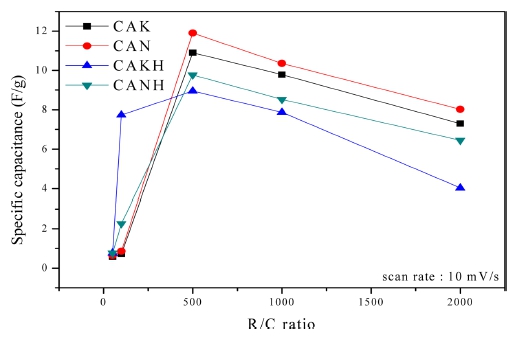
Fig. 9
Specific capacitance of carbon aerogels with different catalyst species at scan rate of 10 mV/s.
R/C 비에 따른 EIS 분석결과를 Fig. 10 및 Table 4에 나타내었다. R/C 비가 100에서 500으로 증가 할 때 반 원의 크기가 가장 작아졌고, 그 후에는 계속해서 반원 의 크기가 증가하는 경향을 보였다. R/C 비가 증가하면 서 기공크기의 균일성이 떨어지고 이온의 이동성이 낮 아지면서, Rct 값이 커지는 경향을 보인 것으로 추론된 다. 4 가지 촉매에 대해 가장 작은 반원의 크기를 보이 는 R/C 비 500에서 가장 높은 비용량이 얻어졌다. 낮 은 R/C 비 일수록 기공이 균일해지면서 전해질 이온의 이동성을 향상시킬 수 있지만, 가장 낮은 비율인 R/C 100에서는 기공의 성장이 미미하여 비표면적이 낮아 전 해질의 이온들의 이동 및 저장할 수 있는 공간이 충분 하지 않기 때문에 상대적으로 높은 저항을 나타내었다. CAKH와 CANH는 R/C 비 500에서 가장 높은 비표면 적을 나타내어 넓은 비표면적과 함께 이온들이 이동의 용이성 및 저장될 수 있는 기공이 잘 발달하여 높은 비 용량이 얻어졌다. 한편, CAN과 CAK는 R/C 비 500에 서 가장 높은 비표면적은 아니지만, 비표면적이 급격하게 증가하면서 이온들이 이동의 용이성 및 저장될 수 있는 공간이 증가하여 전극 자체의 저항이 가장 낮아진 것으 로 판단되고, 결과적으로 가장 높은 비용량이 얻어졌다.

4. 결 론
Resorcinol과 formaldehyde를 전구체로 제조된 카본에 어로젤의 비표면적은 CAKH와 CANH가 CAK와 CAN 에 비해 약 800~900 m2/g으로 상대적으로 높았고, 약 20~100 nm의 넓은 영역에서 기공이 성장하였다. CAKH 와 CANH의 HCO3− 이온이 CAN과 CAK의 CO3−에 비 해 H+ 이온이 존재하면서 에어로젤의 겔화반응에 영향을 끼친 것으로 판단된다. CAN과 CAK는 비표면적이 약 600~700 m2/g 으로 상대적으로 낮았지만, 기공의 분포가 10~50 nm의 비교적 균일한 기공크기분포를 나타내었다. 상대적으로 낮은 비표면적에도 불구하고, 균일한 기공크 기분포로 인해 CAN과 CAK이 CAKH와 CANH에 비해 높은 전기화학적 특성을 나타내었다. CAN은 CAK에 비 해 비용량 및 출력특성이 높게 얻어졌는데, K+ 이온과 Na+ 이온의 분극력 차이에 의해 Na+ 이온의 구조적 안 전성이 더 높아 전기화학적 특성이 더 우수한 것으로 판 단된다.
촉매 비율, R/C 비가 높아지면서 중기공보다 대기공 이상의 성장이 활발하였고, 기공분포의 균일성도 떨어졌 다. 촉매의 농도가 낮아지고 중합반응이 길어지므로, 생 성되는 입자의 크기가 커져 큰 크기의 기공이 주로 성 장하기 때문으로 판단된다. CAN은 R/C 비가 높아지면 서 입자와 기공 크기가 증가하였지만, 입자 내에 미세 기공의 성장으로 인해 비표면적이 높아졌다. 반면 CAKH 와 CANH는 R/C 비가 높아지면서 비표면적이 증가하다 가 감소하였는데, 이는 H+ 이온이 가교를 많이 형성하 여 발달된 네트워크 구조를 가지게 되어 중합 초기에 비 표면적이 급격하게 증가하였지만, R/C 비가 높아지면서 증가된 입자크기로 비표면적이 감소한 것으로 판단된다. 전기화학적 특성은 R/C 비가 높아질수록 임피던스 값이 높아지고 비용량은 낮아졌다. 낮은 R/C 비 일수록 기공 이 균일해지면서 전해질 이온의 이동성을 향상시킬 수 있지만, 가장 낮은 비율인 R/C 100에서는 기공의 성장 이 미미하여 비표면적이 낮아 전해질의 이온들의 이동 및 저장할 수 있는 공간이 충분하지 않기 때문에 상대 적으로 높은 저항 및 가장 비용량을 나타내었다. 따라 서 가장 균일한 기공크기분포과 높은 비용량을 나타낸 R/C 비 500을 가장 적합한 촉매 함량으로 결정하였다.
