

1. 서 론
2. 실험 방법
2.1. 이트리아소결체 제작
2.2. 글라스프릿 제작
2.3. 특성분석
3. 결과 및 고찰
3.1. 이트리아 분말의 특성
3.2. 이트리아 2종 분말을 이용한 소결체 제조
3.3. 글라스프릿의 특성
3.4. 글라스프릿 포함한 소결체 특성
4. 결 론
1. 서 론
반도체 및 디스플레이 산업에서 선폭의 미세화, 고집적화는 경쟁력 제고를 위해 진행되어지며, 이를 구현하기 위한 박막증착기술, 식각기술, 에칭기술 등 제조공정장비 기술향상과 공정장비에 사용하는 소재의 뒷받침이 반드시 필요하다.
반도체 및 디스플레이 장비에 사용되는 부품은 다양한 플라즈마를 사용하기 때문에 이들 장비에 사용되는 부품은 내플라즈마성이 우수한 재료들이 필요하다.
내플라즈마 특성이 우수한 재료로 현재 반도체 및 디스플레이 공정장비용 알루미나(Al2O3), 이트리아(Y2O3), 이트륨옥시플로오라이드(YOF) 순으로 소재가 발전하지만, 고순도 이트리아가 가장 많이 사용되어진다.1,2,3)
내플라즈마성이 우수한 소재들이 반도체공정에서 챔버 내벽 부품들로 사용되고 있으며 현재까지 가장 대표적인 소재는 소결공정을 통해 제조된 알루미나이다. 반도체 공정환경이 고밀도 플라즈마와 높은 생산성을 요구함에 따라 알루미나 소재보다 우수한 내플라즈마 소재의 필요성이 요구되어지며, 챔버 내부에 사용되는 소모성 부품들을 내플라즈마성이 우수한 이트리아로 코팅 또는 자체를 이트리아 소결체로 제작하여 반도체 제조공정에 사용하고 있다.
이트리아는 2,425 °C의 높은 용융온도를 가지며, 정방정 결정구조에서 육방정계 결정구조로 2,325 °C의 온도에서 상전이가 일어나지만, 2,325 °C 온도까지 단사정 구조로 상전이가 없기 때문에 1,800 °C 이상 고온까지 우수한 화학적 안정성과 내열성을 가지는 대표적인 세라믹소재로 알려져 있다.4,5,6,7,8,9)
이트리아를 모제로 코팅제품은 열팽창계수 차이로 코팅막 박리 등으로 수명이 짧아 반복코팅해서 사용해야하는 문제와 코팅 시 재료의 부착율이 15~20 % 낮아 소재에 기공이 다량으로 존재하여 성능 향상에 한계가 있다.10)
순수이트리아 소결특성 연구는 비교적 많지 않으며, 상압소결방법으로 입자 이상성장이 억제된 치밀한 소결체 연구 등 이트리아세라믹스의 우수한 특성은 유지하고 입성장에 의한 기계적 물성저하 방지를 위한 저온소결 및 다양한 소결공정에 관한 연구들이 보고되었다.11,12,13,14,15)
본 연구에서는 이트리아분말의 소결시간을 변수로 하여 제조된 소결체의 밀도 및 수축률의 변화를 확인하였고, 추가로 소결온도를 낮추기 위한 Y2O3-Al2O3-SiO2계 글라스프릿 함량에 첨가량에 따른 소결체의 밀도, 수축률, 표면 스웰링 변화를 관찰하였다.
2. 실험 방법
2.1. 이트리아소결체 제작
본 연구에서 이트리아 원료 분말은 중국 제품 2종 원료 Y2O3 A, Y2O3 B 사용하였다. 원료는 3 N 이상의 고순도이며, 소결성에 영향을 미치는 입자크기는 0.5~1 µm 범위로 충분한 소결 구동력을 가질 것으로 판단하였다.16)
이트리아 소결체는 Ø50 mm 원형몰드를 사용하여 분말을 건식 압축가압 성형에 의해 20 MPa의 압력으로 2분간 유지하며 일축가압성형을 한 후 성형체는 10 °C/min의 승온속도로 1,600 °C까지 승온한 후 2 h, 4 h, 6 h 그리고 8 h 유지한 후 로냉하여 소결체를 제조하였다.
2.2. 글라스프릿 제작
이트리아 소결성 개선을 위한 실험으로 소결 첨가제용 유리 조성을 설계하였다. YMS 시리즈 유리에서 SiO2, Y2O3 고정하였고 MgO와 Al2O3 함량만 조절하여 유리 조성을 설계하였다. 샘플명은 “YMS_A 숫자” 호칭하였다. Table 1에는 유리의 성분비를 나타내었다.
Table 1.
Chemical composition of Y2O3-MgO-SiO2 system (mol%).
| Sample name | SiO2 | MgO | Y2O3 | Al2O3 |
| YMS | 65 | 25 | 10 | - |
| YMS_A0.5 | 65 | 24.5 | 10 | 0.5 |
| YMS_A1 | 65 | 24 | 10 | 1 |
| YMS_A2 | 65 | 23 | 10 | 2 |
설계한 조성은 4시간동안 혼합 후 알루미나도가니에 원료를 넣고, 1,600 °C에서 3시간 동안 용융하여 리본롤러에 급랭 과정을 통해 컬릿 제조 후 볼밀에 분쇄 하여 글라스프릿을 제조하였다.
2.3. 특성분석
소결체와 글라스프릿의 결정상을 확인하기 위해 X-선회절장치(XRD, D8 Advance, Bruker, Japan) 사용하였고, X-ray 회절분석에는 가속전압 40 K, 가속전류 20 mA, 스캔속도 5°/min에서 2Ɵ = 10~80° 구간을 측정하였다. 소결체의 수축률은 치수측정법으로 측정하여 계산하였고, 밀도는 아르키메데스 방법으로 측정하였다. 이트리아분말 형상은 전계방출주사전자현미경(SEM, EM-30N, COXEM, Korea)를 사용하여 확인하였다. 글라스프릿의 유리전이온도는 열분석(DT-6H, Shimadzu, Japan)을 사용하여 질소분위기에서 1,400 °C 까지 10 °C/min 승온조건으로 측정하였다.
3. 결과 및 고찰
3.1. 이트리아 분말의 특성
본 실험에서는 0.1~0.5 µm 입도의 이트리아 분말을 분쇄하지 않고 사용하였다. Fig. 1에 Y2O3 A, Y2O3 B 분말의 미세구조를 나타내었다. Y2O3 A 분말이 Y2O3 B분말과 비교해서 큰 것을 확인할 수 있고, 대체적으로 0.1~0.5 µm 범위의 입자크기 분포를 보이는 것을 확인하였다. Y2O3 A, Y2O3 B 분말의 XRD 상분석 결과 Fig. 2에 나타내었다. 다른 2차상의 존재를 확인할 수 없었으며 단일상 만이 나타난 것을 판단하였다.


3.2. 이트리아 2종 분말을 이용한 소결체 제조
Y2O3 A, Y2O3 B 분말을 1축가압성형을 통해 샘플을 제작한 후 1,600 °C에서 2~8 h 동안 유지하여 소결체를 얻었고, 소결 밀도 측정결과를 Fig. 3에 나타내었다. 2시간 유지 후 Y2O3 A 소결체의 밀도는 4.5612 g/cm3, 4시간 유지 후 밀도는 4.7956 g/cm3, 6시간 유지 후 밀도는 4.79521 g/cm3 그리고 8시간 유지 후 밀도는 4.9422 g/cm3이며, 2시간 유지 후 Y2O3 B 소결체의 밀도는 4.8602 g/cm3, 4시간 유지 후 밀도는 4.9507 g/cm3, 6시간 유지 후 밀도는 4.9521 g/cm3 그리고 8시간 유지 후 밀도 4.9774 g/cm3이다.
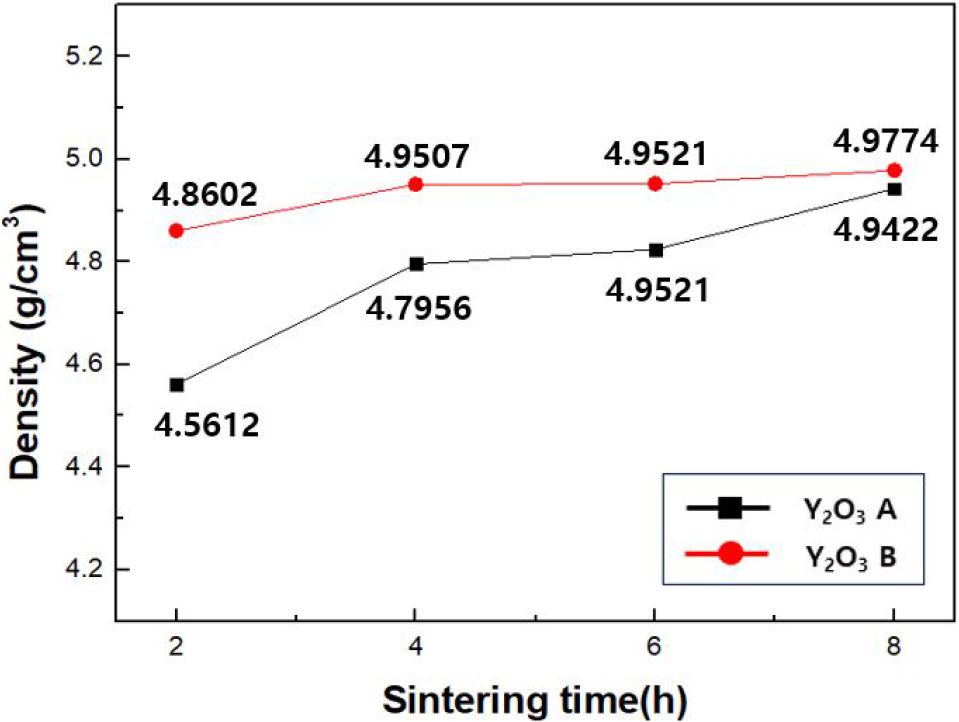
입도가 상대적으로 작은 Y2O3 B 분말은 4시간 이후부터 4.9507 g/cm3 이상의 안정적이 소결결과를 확인하였으며, 4시간 이후에는 소결밀도 차이가 크지 않아 추후 실험은 소결시간을 4시간으로 고정하였다.
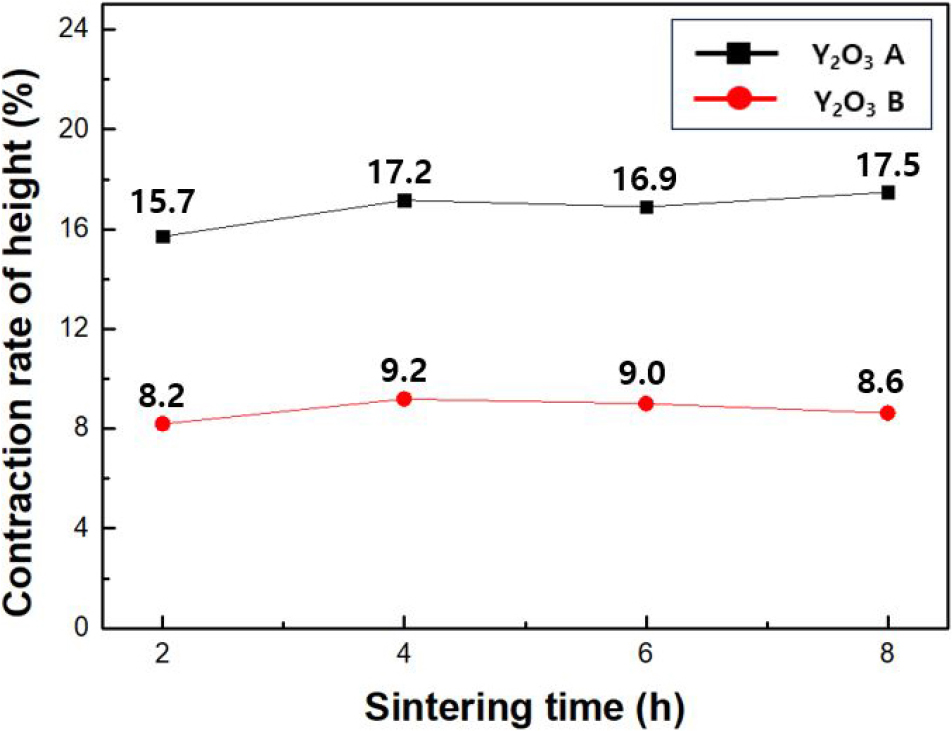
소결밀도와 유사한 결과로 소결 전, 후 높이 수축률은 Fig. 4에 나타내었다. Y2O3 A 소결체의 높이 수축률은 2시간 유지 후 15.7 %, 4시간 유지 후 17.2 %, 6시간 유지 후 16.9 % 그리고 8시간 유지 후 17.5 % 줄어들었으며, Y2O3 B 소결체는 2시간 유지 후 8.2 %, 4시간 유지 후 9.2 %, 6시간 유지 후 9.0 % 그리고 8시간 유지 후 8.6 % 줄어들었다. Y2O3 B 분말 소결샘플이 약 2배정도 적게 수축되었음을 Fig. 4를 통해 확인하였으며, 이를 토대로 대면적 이트리아 소결체를 제조하기 위한 몰드사이즈 및 분말 중량 등 정할 때 필요한 데이터임을 판단하였다.
3.3. 글라스프릿의 특성
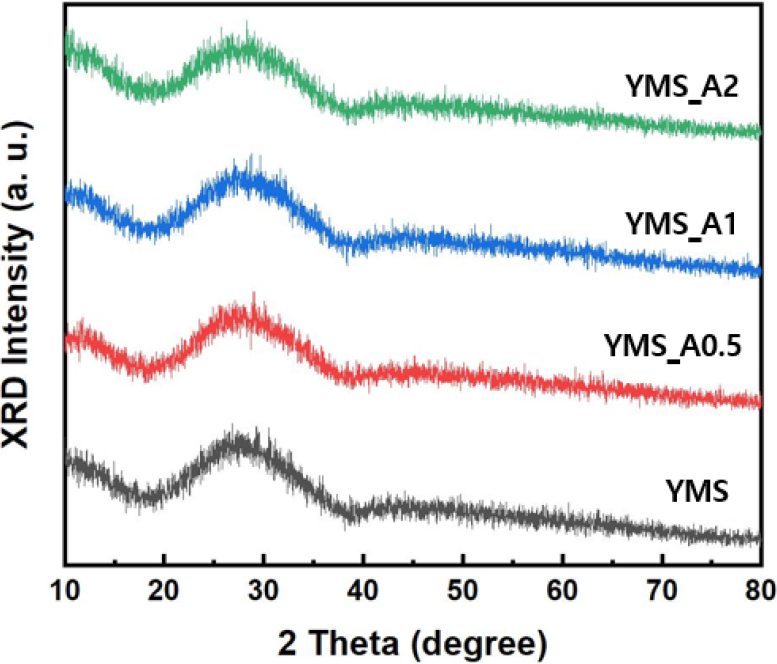
제조된 글라스 프릿의 비정질상을 확인하기 위하여 X-선 분석결과를 Fig. 5에 나타내었다. 글라스프릿의 피크는 intensity 값이 작고 background intensity 큰 전형적인 비정질 패턴임을 확인하였다.
글라스 프릿의 유리전이온도는 Fig. 6에 나타내었다. 알루미나 함량을 0~2 mol% 변화시킨 글라스프릿의 유리전이온도는 YMS 704 °C, YMS_A0.5 704 °C, YMS_A1 705 °C 그리고 YMS_A2 706 °C 조성에 따라 큰 차이가 없음을 확인하였다. 결정화온도는 YMS 945 °C, YMS_A0.5 947 °C, YMS_A1 955 °C 그리고 YMS_A2 960 °C이며 유리전이온도와 결정화온도 차이가 모든 조성에서 240 °C 이상으로 열적으로 안정한 유리임을 판단하였다.

3.4. 글라스프릿 포함한 소결체 특성
A. Najafzadehkhoee 의 논문에 의하면 Y2O3-Al2O3-SiO2 3성분계 시스템에서 액상 생성되는 온도가 약 1,220 °C 근처라고 보고 있으며, 이는 입자 재배열 및 용해-재침전을 통해 고밀도화가 진행된다.17) 이를 감안할 때 1,220 °C에서는 여러모로 충분한 액상생성에 의한 고상입자 재배열이 생기고 동시에 용해재석출 현상도 동반되어 치밀화가 동시에 발현될 것으로 판단되었다. 2종류의 이트리아 분말에 YMS 프릿을 0.5 %, 1 %, 2.5 % 그리고 5 % 포함시켜 성형체 제조 후 1,600 °C에서 4시간동안 유지하여 소결 샘플을 제조하였고, 소결체의 밀도를 Fig. 7에 나타내었다. 0.5 % YMS 글라스 프릿을 포함하는 Y2O3 A 소결체의 밀도는 4.7806 g/cm3, 1 % 포함하는 소결체 밀도는 4.8748 g/cm3, 2.5 % 포함하는 소결체 밀도는 4.8415 g/cm3 그리고 5 % 포함하는 소결체 밀도는 4.6403 g/cm3이며, 0.5 % YMS 글라스 프릿을 포함하는 Y2O3 B 소결체의 밀도는 4.9052 g/cm3, 1 % 포함하는 소결체 밀도는 4.9448 g/cm3, 2.5 % 포함하는 소결체 밀도는 4.8749 g/cm3 그리고 5 % 포함하는 소결체 밀도는 4.7294 g/cm3이다. 프릿 함량을 1 %까지 포함하는 소결체는 2종류 모두 밀도가 증가하였으나 이후에는 소결체의 밀도가 감소하는 경향을 확인하였다.

또한 글라스프릿의 함량이 증가할수록 표면에 스웰링(swelling) 현상이 증가함이 관찰되었고 이를 Fig. 8에 나타내었다. 성분이 다른 분말의 혼합 경우 서로 다른 용융점을 갖는 원료를 사용할 때 스웰링현상이 발생될 수 있다. 그러나 혼합원료를 사용함으로 상호 확산계수차이로 두 원료계면에서 공공 형성이 용이하며 그로인해 물질이동증가로 소결성을 향상시킬 수 있다.

이를 통해 이트리아 분말과 글라스프릿의 입도차에 따른 고용도가 증가하기 때문에 입도제어의 필요성을 확인하였다. 프릿함량이 증가할수록 스웰링(swelling) 현상은 감소하였으나 소결체의 밀도 또한 낮아지는 경향을 확인하였고, 이트리아 소결체를 제조할 때 글라스프릿함량은 1 % 미만이 적합함으로 판단되었다.
글라스프릿을 포함하는 이트리아 소결체의 스웰링현상을 보완하기 위하여 분쇄 후 평균 3.1~46.5 µm 입도를 갖는 글라스프릿을 소결체의 제조공정에 사용하였다.
2종류의 이트리아 분말에 분쇄된 글라스 프릿을 1 % 포함시켜 성형 샘플을 제작하였고, 1,600 °C에서 4시간동안 유지하여 소결체를 제조하였다. 이를 Fig. 9에 나타내었다.

글라스프릿의 입자 크기가 작을수록 표면의 스웰링 현상이 줄어드는 것을 확인하였고, 스웰링 현상을 줄이기 위해서는 입도가 제어된 글라스프릿을 사용하는 것이 효과적이었다. 반면 글라스프릿을 1 % 이상 포함시킬 경우 소결체의 밀도는 소폭 감소되었지만 본 연구를 통해 제조된 소결체의 밀도는 4.9 g/cm3 이상을 갖기 때문에 반도체공정용 부품으로 적용 가능할 것으로 판단되었다.
4. 결 론
이트리아분말의 소결시간을 변수로 하여 제조된 소결체의 밀도 및 수축률의 변화를 확인하였고, 추가로 소결온도를 낮추기 위한 글라스프릿 함량에 첨가량에 따른 소결체의 미세구조변화, 밀도 그리고 수축률의 변화를 관찰하였다.
입자크기가 다른 이트리아분말 2종류의 소결시간에 따른 밀도 및 수축률의 변화를 조사하였다. 입도가 상대적으로 작은 Y2O3 B 분말은 소결유지 4시간 이후부터 4.9507 g/cm3 이상의 밀도와 약 2배정도 적은 소결체의 수축량을 보여주었다.
소결온도를 낮추기 위한 Y2O3-Al2O3-SiO2계 글라스프릿을 제조하였고 그에 따른 열적특성을 평가하였다. 글라스프릿은 전형적인 비정질형태와 유리전이온도 704~706 °C 값을 가지는 것을 확인하였다.
글라스프릿을 0.5 %, 1 %, 2.5 % 그리고 5 % 포함시킨 소결체의 밀도는 1 %까지 포함하는 소결체는 밀도가 증가하였으나 이후에는 소결체의 밀도가 감소하는 경향을 확인하였다. 글라스프릿의 함량이 증가할수록 표면에 스웰링(swelling) 현상이 증가함이 관찰되어 글라스프릿의 입도를 평균 3.1~46.5 µm 분쇄 후 글라스 프릿을 1 % 포함시켜 성형 샘플을 제작하였고 스웰링 현상이 줄어드는 것을 확인하였다.
본 실험을 통해 제조된 이트리아소결체의 밀도는 4.9 g/cm3 이상을 갖기 때문에 반도체공정용 부품으로 적용 가능할 것으로 확인되어 충분히 실용화할 수 있는 것으로 판단되었다.
