

1. 서 론
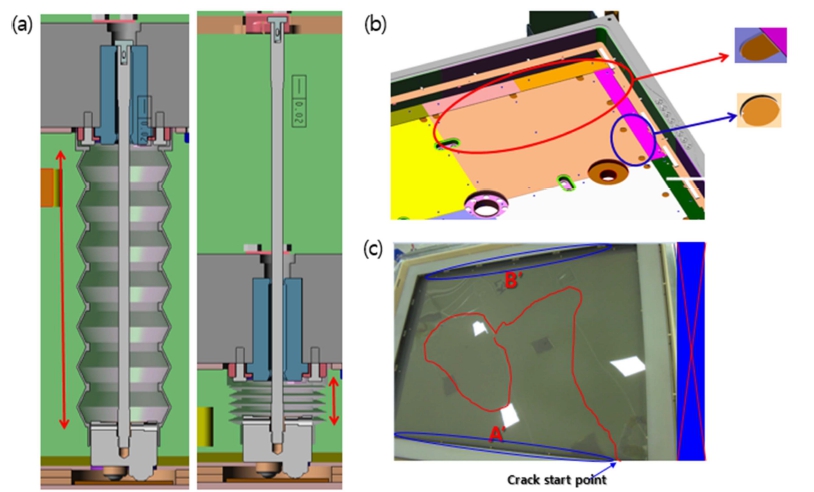
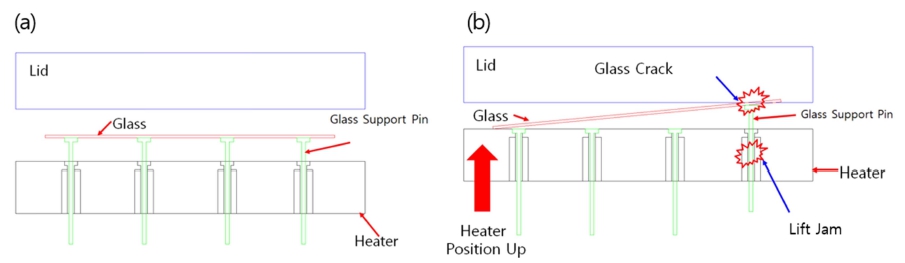
Chemical vapor deposition (이하 CVD) 장비는 각종 반도체 박막 형성과 더불어 최신 디스플레이 재료의 글 래스 기판 박막 공정에 중요한 역할을 하고 있다. CVD 공정의 큰 문제점의 하나로 불순물 파티클에 의한 이물 오염은 제조 공정 전반을 통해 수율 손실의 50 % 이상 에 영향을 미칠 수 있는 것으로 알려져 있다. 특히 CVD 장비 챔버는 약 500 °C 전후의 고온 공정으로 박막을 형 성하는 동안 불순물 입자가 내부로 확산됨으로써 큰 문 제가 발생된다.1,2) 불순물 입자는 장치의 작동 및 미세 구조 패턴의 형성에 크게 영향을 미치게 되며, CVD 장 비에서 발생하는 불순물 입자는 핀홀, 공극, 균열 및 결 함을 형성하여 소자 및 패턴에 악영향을 미친다.3-15) 이 와 같은 이유로 CVD 장비의 각 부위별 파티클의 발생 을 줄이기 위한 구조 개선과 재질의 선택은 매우 중요 한 이슈가 되고 있다. CVD 장비에서 기판 지지대의 역 할은 챔버 내 350 ~ 400 °C heating process 중 plate를 지지하면서 히터 및 각종 부품들과 접촉하는 역할을 한 다. Buffer gap 공간에서 하부에 존재하는 기판 지지대 는 상부의 lid 부위와의 사이에서 약 5 ~ 50mm 구간 을 수직 up & down을 실시하며, 어떠한 이유에서든 이 동 중 수직과 수평을 유지하지 못하고 틀어지게 되면 글 래스 기판에 심각한 손상을 야기하게 된다. 기판 지지 대가 수직 하중을 받는 상황에서 원활한 수직 운동을 해 야 하나 기판 지지대가 bushing의 기판 지지 point에 걸 려 수직 운동을 하지 못하고 고정시 기판이 히터에 안 착되지 못하면서 그대로 lid에 접촉되고 글래스는 파손 된다. Fig. 1(a)는 장비 챔버 내 기판 지지대의 위치, Fig. 1(b)는 기판 지지대의 상세도, Fig. 1(c)는 기판 지 지대 불량으로 인한 글래스 기판의 손상을 표현하였다. Fig. 2는 글래스 crack 전후 이미지를 표현하였다. 기판 지지대의 문제는 수십 년 전부터 위와 같이 심각한 불 량을 야기하였다. 파티클이 일부 부품과 기판 특정 부 위에 집중되는 문제, 기판 지지대 흡착을 방해하는 현 상 등의 문제들은 장비에 큰 문제가 없더라도 월 1회 이상 예방 정비를 실시하기 위해 장비 가동을 멈추어 가 동률과 수율에 악영향을 끼쳐왔다. 기판 지지대의 불량 개선은 CVD 뿐만 아니라 유사한 atomic layer deposition (ALD) 공정에도 개선을 꾀할 수 있다. 또한 부품 원가 를 줄이고, 부품 수급의 원활한 현장 개발이 가능한 장 점이 있다. 문제 해결을 위해 기판 지지대의 구조의 개 선과 소재의 개선을 실시하였다. 기판 지지대 이동의 핵 심 기능은 기판 지지대를 감싸고 있는 susceptor 부분 에 마찰을 줄여 수직 up & down 을 용이하게 하는데 있다. Susceptor 내의 기판 지지대 마찰을 줄이기 위해 자기 윤활성 재질인 polytetrafluoroethylene, polyimide 등을 이용하는 연구,16) 여러 개의 구 형태의 베어링을 이 용하는 연구,17) 여러 개의 roller bushing을 이용하는 연 구18,19) 등 다양한 연구가 진행되었다. 본 연구에서는 위 의 다양한 방법 중 크고 작은 구 형태의 베어링을 혼 합 이용하여 볼 트랜스퍼를 제작하고, 기판 지지대의 마 찰을 줄여 원활한 롤링을 구현하는 것에 중점을 두어 진 행하였다. 기판 지지대에서 ball은 베어링과 유사한 롤링 역할을 하는 부품으로 최근 기계 구조용으로 많이 사용 되는 알루미나와 지르코니아 재질을 사용하였으며, 기존 강 소재의 베어링은 고온에서의 강도 저하 및 원심력에 의한 급격한 피로 수명의 감소 등의 문제로 대체재인 세 라믹 ball을 사용하여 고온 등의 특수 환경에 대응하고, 사용 신뢰성을 높이게 되었다.20-24) 세라믹 ball은 금속이 나 폴리머 재료에 비해 낮은 밀도, 높은 경도, 안정한 화학적 반응, 우수한 단열성, 높은 응력 저항성, 높은 압 축 강도와 우수한 내마모성과 내식성 등을 가져 극한 조 건에서 마멸 저항성이 큰 이상적인 재료로 평가받고 있 다.25-27) 또한 세라믹 ball의 마멸은 접촉 압력에 의하며, ball의 접촉면 형상 및 접촉면상의 미끄럼 상대속도에 의 해 회전 운동이 발생하고, 접촉 압력의 증가에 따른 상 대 곡률이 증가되어 미끄럼 마찰에 의한 미끄럼 속도가 좌우되는 것으로 알려져 있다.28,29) 본 고에서는 볼 트랜 스퍼 방식의 기판 지지대 구조 적용, 기판 지지대의 최 적화된 재질을 모색하기 위한 다양한 실험을 진행하고, 이 를 CVD 장비에 적용하기 위한 효과적인 방법을 제시하 였다.
2. 실험 방법
서론에서 언급한 기판 지지대의 롤링 구조 중 4 ball 방식의 bushing, 7 ball 방식의 bushing, 4개의 main ball과 여러 개의 small ball이 혼합된 볼 트랜스퍼 방식 의 bushing 등 총 3가지 방식을 비교하는 실험을 진행 하였다. 그리고, 기판 지지대가 위치한 bushing의 ball 받 침 플런저 배열, ball의 크기 조정, ball 받침의 다양한 재질 비교 등의 방법을 적용하였다. 또한 기판 지지대 의 구조 및 재질 개선에 관한 효과를 검증하기 위해 vacuum 3 mTorr, heating 조건 360 °C로 히터 안에 볼 트랜스퍼 형식의 기판 지지대 4개를 설치하고, 볼 트랜 스퍼의 커버 받침을 고정 jig에 안착한 후 상부, 좌우측 부에 칸탈 열선이 설치된 테스트 오븐 안 4개소에 배 치하였다. 배치된 기판 지지대에 약 3.1 kg에 해당하는 무게 jig를 올리고, 약 360 °C에서 1사이클 기준으로 약 80분 측정 후 상온까지 온도를 하강하여 도어 개방 후 제품 상태를 검수하는 방식으로 측정하였다. 측정 중 히 터를 up & down 하여 30만회 동안 수직 운동 시 걸림 이 없는지 관찰 진행하였으며, 30만회 동안 걸림이 없 이 구동될 경우 실제 공정 조건인 SiN 분위기에서 동 일하게 약 30만회 테스트를 진행 후 bushing을 해체하 여 이상 발생 여부를 검토하였다. 테스트는 총 10사이 클을 실시하고. 10사이클 전체에 걸쳐 1차 육안 검사를 통한 볼 트랜스퍼의 이상 유무, 2차 반송물 탑재 후 구 름성 테스트, 3차로 제품 해체 및 검사의 방법으로 상 세 검수하는 과정을 진행하였다. 기판 지지대의 최적화 조건을 수립하기 위해 사용 gas 유무에 따른 구름성 테 스트, 공정 온도에 따른 연속 사용 가능여부 판별을 위 해 다양한 영역에서의 열팽창에 의한 구름성 저하 여부 를 검토하는 고온 테스트를 실시하였으며, vacuum 압력 조건은 기본 공정 압력으로 동일하게 진행하고, gas에 의 한 부식 또는 변형 등을 확인하였으며, plasma에 의한 부식 또는 변형 등도 함께 확인하였다. Fig. 3에서 상세 한 실험 장면을 나타내었다.
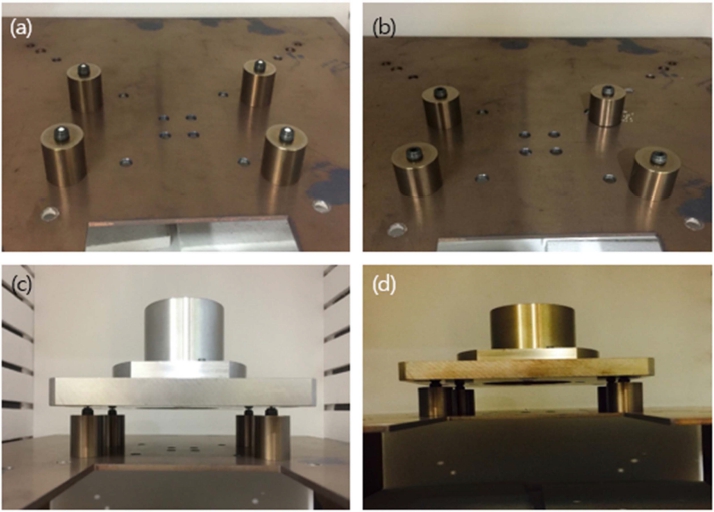
Fig. 3
(a) Visual inspection of the substrate support before the high temperature test, (b) Visual inspection after the end of the high temperature test and removal of the weight jig, (c) Rolling inspection before the high temperature test after mounting the weight jig, (d) Rolling inspection after completion of high temperature test.
3. 결과 및 고찰
3.1 기판 지지대의 구조 최적화
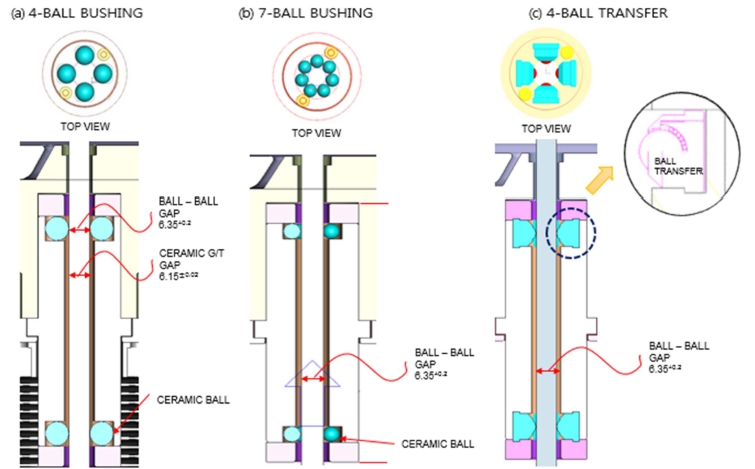
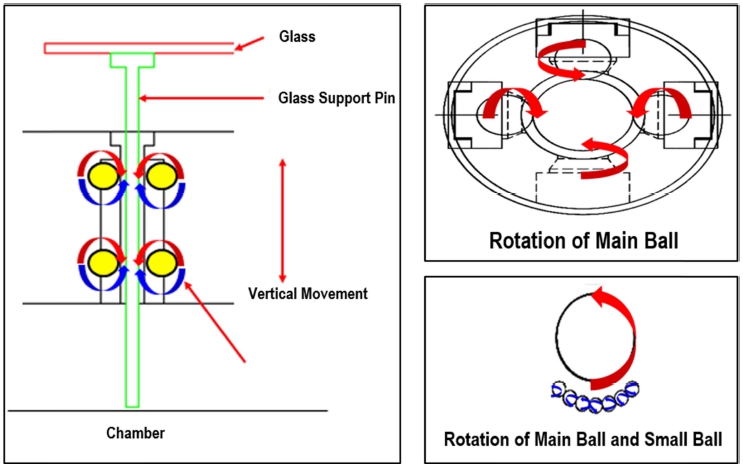
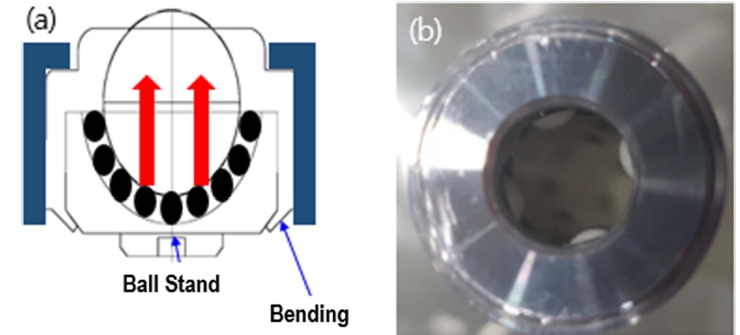
Fig. 4(a)는 4개의 베어링과 Fig. 4(b)는 7개의 베어링 을 이용한 선 접촉에 의한 회전 방식을 Fig. 4(c)는 4개 의 베어링 부분에 트랜스퍼를 설치한 경우의 기판 지지 대 이동을 각각 비교하였다. 4개의 베어링을 이용한 경 우에 비해 약 7개의 베어링을 이용한 경우 베어링의 크 기는 약 66 % 줄어들고, 베어링의 숫자는 늘림으로서 점 접촉에 의한 회전 방식의 적용이 가능하였고 베어링 마 찰 공간 확보로 인한 구름성 자유도가 증가하게 되었 다. 볼 트랜스퍼를 설치한 경우에는 트랜스퍼 자체에 main ball의 주위에 small ball을 배치함으로서 기판 지 지대에 점 접촉에 의한 회전 방식을 적용하였고, 히터 가 수직으로 움직이면서 히터에 고정되어 있는 bushing 이 히터와 같이 수직 운동을 하고, 기판 지지대는 챔버 에 접촉되어 있으면서 히터만 수직 운동을 하게 한다. 기판 지지대가 bushing에 걸림이 없기 위해서 bushing 안에 있는 ball이 회전 운동을 하면서 기판 지지대가 편 하중이나 기울어짐에 따라 bushing에 걸림이 없도록 4 면에 ball을 구성 하고 큰 main ball이 회전하면서 small ball이 같이 회전을 하여 main ball의 회전 운동시 저항 을 최소화하며, 타 시스템에 비해 구름성이 월등하게 향 상되었다. 실험 진행 중 heat up하여 반복 테스트 후 문 제가 없으면 해당 bushing을 해체하여 상세 분석하고, 해 체한 bushing을 각도 jig에 안착시킨 후 sliding 테스트 를 진행하여 구름성 및 롤링의 이상 유무를 확인하였 다. 본 실험에서는 볼 트랜스퍼를 적용한 방식이 가장 최적화된 결과를 가지게 되었다. 특히 기판 지지대가 기 울어지면서 걸림이 발생하는데 7 ball 방식의 경우 ball 과 ball 간 거리를 최소화로 줄이고 회전 방식을 늘리 기 위해 ball의 크기를 줄이게 됨으로서 main ball과 small ball간 크기가 유사해짐에 따라 큰 저항이 발생하 였고, main ball이 회전하는 때에 함께 움직이는 small ball은 작은 힘으로 회전이 가능하지만 7 ball 시스템처 럼 ball의 크기가 서로 유사한 경우 서로 사용되는 힘이 거의 유사하게 필요하게 되어 효율성이 저하되는 것으로 확인되었다. 실험 결과 제시할 수 있는 상대적 ball 크기 의 최적화 비율은 ‘main ball : small ball = 1.00:0.15’ 수 준이다. Fig. 5에서는 볼 트랜스퍼 방식의 기판 지지대 의 기본 구동 원리를 이미지로 표현하였다. 볼 트랜스 퍼형 기판 지지대의 핵심 부위인 small ball 트랜스퍼 부 위의 ball 받침을 압입 방식으로 고정하고, 플런저 부위 를 무두 볼트로 고정하였더니 프로세스 온도인 450 °C 전후에서 ball을 밀어내고 그 반력에 의하여 ball 받침 이 분리가 되는 불량이 빈번하게 발생하였다. 이를 해 결하기 위해 ball 받침을 절곡 방식으로 고정하고, 플런 저 부위를 용접에 의한 방법 고정하여 적용하였지만 역 시 높은 열팽창계수를 가진 ball 받침이 ball을 밀어내 고, ball의 유격이 거의 없어져서 구름성이 저하되면서 기 판 지지대의 롤링 불량이 발생하게 되었다. 최종 개선 방법으로 ball 받침 재질을 열팽창계수가 낮은 재질로 교 체하고, 플런저 고정 방식을 외곽링 압입 방식으로, ball 받침 고정 방식을 절곡 방법으로 개선하였다., 또한 볼 트랜스퍼 배열을 3열*5단 방식에서 4열*2단 방식으로 변 경하여 양호한 결과를 얻었다. 3열*5단 방식(총 15개)에 서는 1개의 볼 트랜스퍼의 롤링 불량에도 5단의 모든 내 측 동심 치수가 틀어지면서 불량 확률이 매우 커졌고, 4열*2단 방식으로 변경하였더니 열 팽창과 수축값에서 안 정한 범위를 유지하였으며 제품의 변형이나 파손없이 양 호한 롤링 동작을 보이게 되었다. 3열*5단 볼 트랜스퍼 배열 방식에서는 10만회 up & down 테스트에서 152회 의 걸림이 발생하였으나, 4열*2단 볼 트랜스퍼 배열 방 식에서는 10만회 테스트에서 19회의 걸림 발생으로 불 량률은 약 87 % 이상 감소시키고, 장비 가동률을 약 7.5 배 이상 향상시킬 수 있음을 확인하였다. 3열*5단 방식 과 4열*2단 방식 모두 동일하게 각 단의 볼 트랜스퍼 가 상부의 볼 트랜스퍼에 45° tilt 된 상태로 장착되지 만, 3열*5단 방식에서는 장착 후 기판 지지대가 움직일 수 있는 공간이 거의 없어 편하중에 의한 끼임 현상이 빈번하게 발생한다. 반면에 4열*2단 방식에서는 장착 후 기판 지지대가 움직일 수 있는 공간의 여유가 충분한 편 이며, 편하중에 의한 끼임이나 기판 지지대의 틀어짐 현 상에도 대응이 가능하여 불량을 대폭 감소시킬 수 있 다. Fig. 6(a)에서는 절곡 방식에 의한 ball 받침 고정 이 미지, Fig. 6(b)에서는 외곽링 압입 방식으로 볼 트랜스 퍼가 완성된 모습을 나타내었다.
3.2 기판 지지대의 재질 최적화
기판 지지대의 위치는 편하중 인가나 ball의 수량에 따 라 개선의 한계가 있지만 ball의 재질을 변경함으로 인 해 온도나 plasma에 따른 영향성을 최소화 할 수 있는 뚜렷한 개선점이 있고, 육안 확인이 어려운 부분도 불 량 컨트롤이 가능하게 된다. 열팽창에 의한 ball의 변형 은 재질 변경으로 조절이 가능하다. 기존에 적용하였던 Al 금속 재질의 볼 트랜스퍼는 열팽창으로 인한 기판 지 지대의 이동 공간이 대폭 줄어들어 빈번한 걸림이 발생 하였다. 이는 4열*2단 방식의 볼 트랜스퍼로 구조의 개 선을 실시한다 하여도 45° tilt된 상태로 장착된 금속 재 질의 ball 자체의 부피 팽창으로 기판 지지대가 움직일 수 있는 공간이 축소되어 끼임이나 기판 지지대의 틀어 짐 현상이 심화되는 경향 때문이었다.
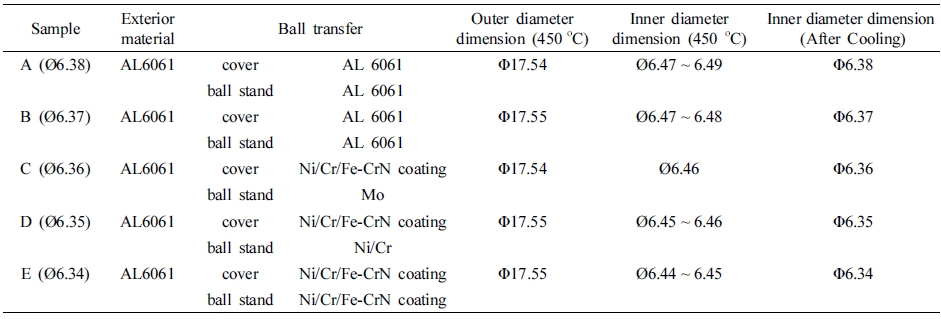
또한 CVD 장비에서는 NF3 및 NxOy 등 다양한 가 스를 제조 공정과 세정 공정에서 사용하는데, 기존 Al 금속 재질의 볼 트랜스퍼는 공정과 세정 진행 중 F 계 열의 가스와 반응하여 AlF류의 미세 파티클 또는 부산 물 발생 및 중첩 현상이 생기게 되고, 이로 인해 기판 지지대의 이동을 방해하게 되어 끼임이나 걸림이 빈번 히 발생하는 등 심각한 불량이 생기게 된다. 금속 재질 의 ball을 세라믹 ball로 대체하여 사용하게 되면 위와 같은 plasma나 gas에 의한 변형 및 반응성을 줄여 불량 을 대폭 감소시킬 수 있다. 세라믹 ball 중 알루미나, 지 르코니아 등은 다른 재질에 비해 열팽창이 적고, 높은 온도에서도 사용 가능하며 plasma나 gas에 의한 변형 및 반응성이 최소화되어 CVD 장비에 최적화된 재질로 적 용이 가능하다. 다만, 가공성에 곤란한 부분이 있지만 분 말 소재를 사용하여 가공성을 개선할 수 있었다. Table 1에서는 볼 트랜스퍼 방식의 기판 지지대에 사용하는 외 부 재질과 볼 트랜스퍼 커버 및 볼 받침 재질을 5개의 시료를 통해 450 °C 챔버에서 테스트한 결과를 나타내 었다. 테스트 결과 5개 시료 전부에서 450 °C 열 처리 시 내측 동심이 약 0.10~0.11 mm 팽창으로 기판 지지 대용 볼 트랜스퍼의 구동에 큰 문제가 없는 것으로 확 인할 수 있었다. 향후 해당 재질뿐만 아니라 구조를 원 형 ball에서 럭비공 모양의 타원형 오목 거울 형상 등 main ball의 형상을 변경하여 추가 개선을 모색하고 있 으며, main ball과 small ball간의 저항을 최소화하고 수 직 운동을 회전 운동으로 변환하여 저항을 최소화하는 제품으로 형상 변경 및 재질 적용을 실시하는 등의 추 가적인 개선을 기대할 수 있다. 본 연구에서 제시한 바 와 같이 기판 지지대의 구조 및 재질 개선을 통해 걸 림 및 멈춤 현상은 완전히 제거되고, 최소한의 down time으로 up time을 지속적으로 유지하여 장비 수율을 최 대한으로 끌어올릴 수 있는 장점이 있다.
4. 결 론
Bushing 장치에 main ball과 small ball이 혼합된 형태 인 볼 트랜스퍼를 적용하는 방식으로 기판 지지대의 구 조를 개선하였고, ball의 재질을 알루미나, 지르코니아 등 의 세라믹으로 적용하여 파티클이 일부 부품과 기판 특 정 부위에 집중되는 문제 및 기판 지지대의 흡착을 방 해하는 현상 등의 심각한 불량을 해결하였다. 이를 통 해 글래스 기판의 파손률을 90 ~ 95 % 이상 감소시켰으 며, 장비의 예방 정비 및 기판 지지대 교환 주기를 월 1회 기준 교환에서 4개월 이상 1회 교환으로 4배 이상 연장할 수 있었고, 장비 가동 시간을 최소 15 % 이상 향상시켰으며, 가동률 향상을 통해 제품 수율 향상과 생 산성 향상에 크게 기여할 수 있었다.
