

1. 서 론
2. 실험 방법
2.1. LTCC와 저항 페이스트의 선정
2.2. 저항 페이스트의 무기물 조성 분석
2.3. LTCC와 저항의 소결 수축 거동 측정
2.4. 저항의 유리전이온도(glass transition temperature, Tg) 측정
2.5. 저항/LTCC 이중층의 동시 소성에 의한 캠버 측정
3. 결과 및 고찰
3.1. 저항 페이스트 무기물 입자의 종류와 함량
3.2. LTCC와 저항의 소결 수축거동
3.3. 동시 소성된 저항/LTCC 이중층의 캠버
4. 결 론
1. 서 론
최근에 휴대용 이동 정보통신 기술의 발달로 인해 부품의 소형 경량화가 중요한 화두가 되면서, 높은 신호 전송 속도, 높은 배선 밀도(wiring density), 우수한 신뢰성, 저렴한 비용 등의 요구 사항을 충족할 수 있는 재료와 제조공정이 필요하다. 이러한 요구에 맞추어 저온 동시 소성 세라믹(low temperature cofired ceramics, LTCC) 기술이 주목받고 있다.
LTCC 기술의 사용은 LTCC의 우수한 유전 특성으로 인해 통신 분야에서 시작되었지만, 그 응용 분야가 최근 몇 년 동안 센서, 리튬이온 전지용 보호소자 등으로 매우 다양해지고 있다. 이러한 요인으로는 LTCC 테이프의 기계 가공이 쉬워 3D 구조화가 용이하고 공정 비용이 낮으면서 높은 생산성과 신뢰성을 얻을 수 있다는 장점도 있기 때문이지만, 저항(resistor)이나 축전기(capacitor)와 같은 수동 전자 부품(passive electronic components)과 금속 배선을 상업용 후막 페이스트(thick film pastes)로 LTCC 테이프에 스크린 인쇄가 가능하고 낮은 소성 온도로 동시 소성하여 구성 요소들을 집적할 수 있다는 장점이 있기 때문이다.
그러나 구성 요소들의 집적에는 물리적 및 화학적 측면에서 잠재적으로 문제가 발생할 수 있다. 물리적 문제는 동시 소성 과정에서 구성 요소들 사이의 바인더 제거(binder burnout) 과정의 불일치,1) 소결 불일치(sintering mismatch)2,3,4) 등으로 인해 발생하여 기공(pores), 박리(delamination), 캠버(camber) 등의 결함을 일으키게 된다. 화학적 문제는 소성 동안에 구성 요소들 사이의 화학적 상호 작용5,6,7,8,9)으로 인해 발생하여 이들의 물리적 및 전기적 성질을 변화시키게 된다. 따라서 LTCC 기술의 신뢰성을 보장하기 위해서는 이 문제들을 제어할 수 있어야 한다.
이러한 문제들 중에서, 구성 요소들의 소결 불일치로 인해 발생하는 캠버는 서로 다른 세라믹 재료로 이루어진 이중층(bi-layer)에서의 동시 소성에 의한 캠버에 대한 연구들을 참고하여 살펴볼 필요가 있다. 세라믹 이중층의 동시 소성에 의한 캠버에 대한 연구에는 주로 캠버 발달(camber development) 과정을 예측하는 이론적인 모델과 이러한 모델들을 기반으로 캠버에 미치는 이중층의 재료, 이중층의 두께 비율, 성형 밀도(green density), 가열속도 등의 영향을 실험적으로 검증하는 연구가 주를 이루고 있다.2,3,4,10,11,12,13,14,15,16,17) 그러나 이러한 이론적인 모델들을 적용하여 동시 소성 후의 캠버 정도를 예측하기 위해서는 이중층 재료들의 일축 점도(uniaxial viscosity), 점성 포아송 비(viscous Poisson’s ratio), 상대 소결 밀도(relative sintering density), 결정립 크기 등과 같은 재료 성질들을 알아야만 하기 때문에, 캠버를 제어하기 위해 어떤 인자들을 어떻게 조절해야 하는지 파악하기가 쉽지 않다.
이 연구에서는 저항이나 발열체(heating element)로 사용되면서 다른 성분배합을 가지고 있는 몇 가지 상업용 후막 저항 페이스트들을 사용하여 LTCC와 저항의 소결 수축 현상을 비교하고, 동시 소성에 의한 저항/LTCC 이중층의 캠버에 영향을 미치는 요인들을 조사함으로써, 동시 소성된 저항/LTCC 이중층의 캠버 현상을 제어할 수 있는 기틀을 마련하고자 하였다.
2. 실험 방법
2.1. LTCC와 저항 페이스트의 선정
LTCC 테이프는 (주)알엔투테크놀로지에서 생산하고 있는 LTCC 테이프(50 wt% glass + 50 wt% alumina)를 사용하였고, 상업용 후막 저항 페이스트들은 A, B, C의 3개 회사에서 생산하고 있는 Table 1과 같은 면저항(sheet resistance) 10, 100, 1,000 Ω/□의 저항 페이스트들을 사용하였다.
Table 1.
Thick film resistor pastes.
2.2. 저항 페이스트의 무기물 조성 분석
저항 페이스트들을 120 °С에서 5시간 건조하고 350 °С에서 3시간 동안 바인더 제거(binder burnout)하여 무기물들만 남긴 후에 분쇄과정을 거쳐서, 이 무기물들의 성분 및 조성을 파장 분산 X선 형광 분석기(wavelength dispersive x-ray fluorescence spectroscope, WDXRF) (ZSX Primus IV, Rigaku, Japan)를 사용하여 2회 측정하여 분석하였으며, 그 성분과 평균 조성을 Table 2에 나타내었다.
Table 2.
Inorganic chemical composition of thick film resistor pastes (wt%).
2.3. LTCC와 저항의 소결 수축 거동 측정
LTCC의 소결 수축 거동을 측정하기 위해, 테이프 캐스팅으로 제조한 약 78 µm 두께의 LTCC 테이프를 110장 적층하고, 30 MPa의 압력으로 75 °С에서 10분간 정수압프레스(warm isostatic press)로 가압한 후에 적당한 크기로 절단하여 LTCC 기판의 시료를 얻었다. 저항들의 소결 수축거동 측정을 위한 시료들은 120 °С에서 3~7시간 동안 건조하여 용매 성분을 제거하고 분쇄한 후에, ϕ8 mm의 금형에 넣어 30 MPa의 압력으로 ϕ8 mm × 5 mm 크기의 펠릿(pellet) 형태로 성형하였으며, 이 성형체를 0.1 °С/min의 가열 속도로 300 °С까지 가열하여 300 °С에서 1시간 유지하는 바인더 제거 과정을 거쳐서 얻었다.
이렇게 얻어진 LTCC와 저항들의 시료들을 dilatometer (DIL 402C, Netzsch, Germany) 또는 TMA (thermomechanical analyzer) (TMA 402 F3, Netzsch, Germany)를 사용하여 가열속도 5, 10, 15 °С/min으로 상온에서 950~1,300 °С까지 가열하면서 소결에 의한 수축 거동을 각각 측정하였다.
2.4. 저항의 유리전이온도(glass transition temperature, Tg) 측정
저항 페이스트들을 120 °С에서 3~7시간 동안 건조하여 용매 성분을 제거하고 분쇄한 후에, ϕ8 mm의 금형에 넣어 30 MPa의 압력을 사용하여 ϕ8 mm × 10 mm 크기로 성형하였다. 이 성형체를 0.1 °С/min의 가열 속도로 300 °С까지 가열하고 300 °С에서 1시간 유지하는 바인더 제거 과정을 거친 후에 벨트로(belt furnace)에서 약 9 °С/min의 평균 가열 속도로 가열하여 피크 온도 850 °С에서 30분 동안 소결하였다. 이렇게 소결된 저항들을 가지고 TMA (TMA 402 F3, Netzsch, Germany)를 사용하여 가열 속도 5 °С/min의 조건으로 유리전이온도를 3회 측정하고 그 평균값을 구하였다.
2.5. 저항/LTCC 이중층의 동시 소성에 의한 캠버 측정
테이프 캐스팅으로 제조한 약 78 µm 두께의 LTCC 테이프를 3장 적층하고, 그 위에 저항 페이스트들을 스크린 프린팅 한 후에, 30 MPa의 압력으로 75 °С에서 10분간 정수압 프레스로 가압하여 저항/LTCC 이중층(상부 층은 저항이고, 하부 층은 LTCC)을 만들었다. 이렇게 만든 저항/LTCC 이중층을 4 × 4 mm 크기로 절단하고, 10 °С/min의 가열속도로 1,000 °С까지 가열하여 동시 소성하였다.
이렇게 얻어진 동시 소성된 저항/LTCC 이중층의 캠버를 다음의 세 가지 방법에 의해 구하였다. 첫 번째 방법은 동시 소성된 저항/LTCC 이중층의 최고 높이와 이중층의 두께를 각각 측정하여, 그 차이를 캠버 값으로 하는 방법18)이다. 이 방법에 의해 얻어진 캠버를 “캠버_높이(camber_height)”라 하였다.
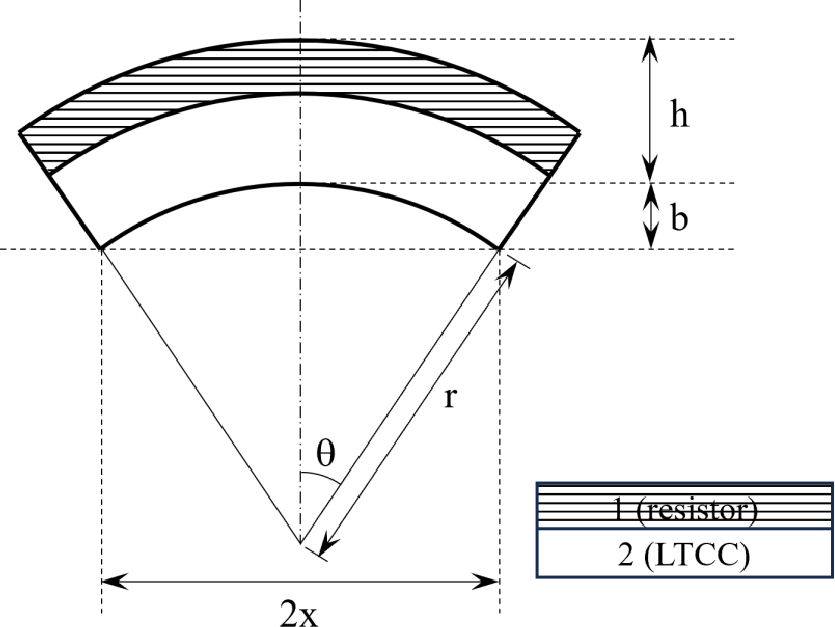
두 번째 방법은 캠버를 Fig. 1과 식 (1)로부터 구하는 방법19,20)이다.
여기서, r은 캠버 곡률의 반지름, h는 이중층의 두께, θ는 캠버 각(camber angle), b는 캠버 축 방향 거리(camber axial distance), 그리고 x는 캠버 반지름 방향 거리(camber radial distance)이다. 이 방법은 h, b, 그리고 x를 측정하고, 그 측정 값들을 식 (1)에 대입하여 캠버 값을 구하는 방법으로, 이 방법에 의해 얻어진 캠버를 “캠버_식 1(camber_eq. 1)”이라 하였다.
세 번째 방법은 캠버의 곡률(curvature)을 캠버 값으로 하는 방법17)이다. Fig. 1에서
이므로, 곡률 κ는 다음과 같다.
이 방법에 의해 얻어진 캠버를 “캠버_곡률(camber_curvature)”이라 하였다. 이러한 세 가지 방법 모두에서, 캠버 값이 양(+)이면 휨(warpage)이 저항이 인쇄되어 있는 상부 층 방향으로 볼록한 것을 의미한다.
3. 결과 및 고찰
3.1. 저항 페이스트 무기물 입자의 종류와 함량
후막 저항 페이스트는 크게 도전상(conductive phase) 분말, 절연성의 유리 분말(glass frit), 그리고 용매와 바인더 같은 유기물(organics)의 세가지 요소로 구성되어 있다. 도전상으로는 RuO2와 같은 Ru 기반의 산화물이 주로 사용되고 있다. 유리 분말은 저항의 낮은 소결 온도, 도전상의 전도성 체인(conductive chain)의 형성, 그리고 기판과 저항사이의 결합(adhesion)을 제공하는 역할21,22)을 한다. 후막 저항의 물리적 및 전기적 성질은 유리와 도전상의 혼합비율, 유리와 도전상 분말의 크기, 그리고 유리 분말의 조성에 크게 영향을 받기 때문에,23,24) 후막 저항 페이스트에 들어있는 무기물들의 조성을 아는 것은 매우 중요하다. 이러한 이유로 Table 2의 저항 페이스트들의 무기물 조성 분석 결과와 함께 무기물 입자들의 SEM/ESD (scanning electron microscopy/energy dispersive X-ray spectroscopy) (Inspect F, FEI, USA/Octane elite, EDAX, USA) elemental mapping 분석을 통해 저항 페이스트들 내에 들어있는 무기물 입자들의 종류를 분석하고 함량을 계산하였으며, 그 결과를 Table 3에 나타내었다. 실험에 사용된 상업용 후막 저항 페이스트들에서는 도전상으로 RuO2 (입자 크기: 수십~수백 nm) 이외에 금속 성분인 Ag 또는/그리고 Pd이 사용되고 있다. A11, A12, 그리고 C11 저항에서의 Pd는 Ag-Pd의 합금 입자로 존재하였는데, A11과 A12에서는 Ag-Pd의 합금 입자가 Ag 입자와 같이 존재하는 반면에, C11에서는 Ag-Pd의 합금 입자만이 존재하였다. 그리고 유리의 함량은 후막 저항 페이스트의 면저항 값이 클수록 대체적으로 높았다.
Table 3.
Inorganic particle content in thick film resistor pastes (wt%).
저항 페이스트들을 소결하게 되면, Ag와 Ag-Pd는 모두 합쳐져서 Ag-Pd 합금만을 형성하게 되고, MnO2, MnCO3, 그리고 ZrO2는 glass와 합쳐지게 된다. 따라서 소결된 저항에는 Ag (또는 Ag-Pd), RuO2, 그리고 glass의 3종류의 무기물 입자들만이 존재하게 되며, 무기물 입자들의 함량은 Table 4와 같다. Table 4에서 무기물 입자들의 함량을 무게 백분율(wt%)과 부피 백분율(vol%)로 각각 표시했는데, 부피 백분율은 각 무기물 입자의 무게 백분율과 밀도로부터 구했다. 이 때, Ag의 밀도 값은 10.49 g/cm3, Pd의 밀도 값은 12.023 g/cm3, 그리고 RuO2의 밀도 값은 7.06 g/cm3를 사용하였으며,25,26) 유리의 밀도 값은 Inaba27)가 제시한 산화물 유리의 밀도 계산식을 이용하여 구하였다.
Table 4.
Inorganic particle content in thick film resistors after sintering (wt%/vol%).
3.2. LTCC와 저항의 소결 수축거동
Fig. 2(a)는 LTCC와 10 Ω/□의 면저항 값을 갖는 저항들의 선형 수축 곡선(linear shrinkage curve)을 보여주는데, 모든 저항에서 LTCC보다 소결 수축이 먼저 시작되지만, 소결 수축의 종료는 A11과 B11에서는 LTCC보다 일찍 일어나는 반면에 A12, B12, B13, B14, C11에서는 LTCC보다 늦게 일어났다. 또한 Fig. 2(b)에서 보듯이, LTCC와 10 Ω/□ 저항들 사이의 소결 수축 속도에서도 차이가 있었다.
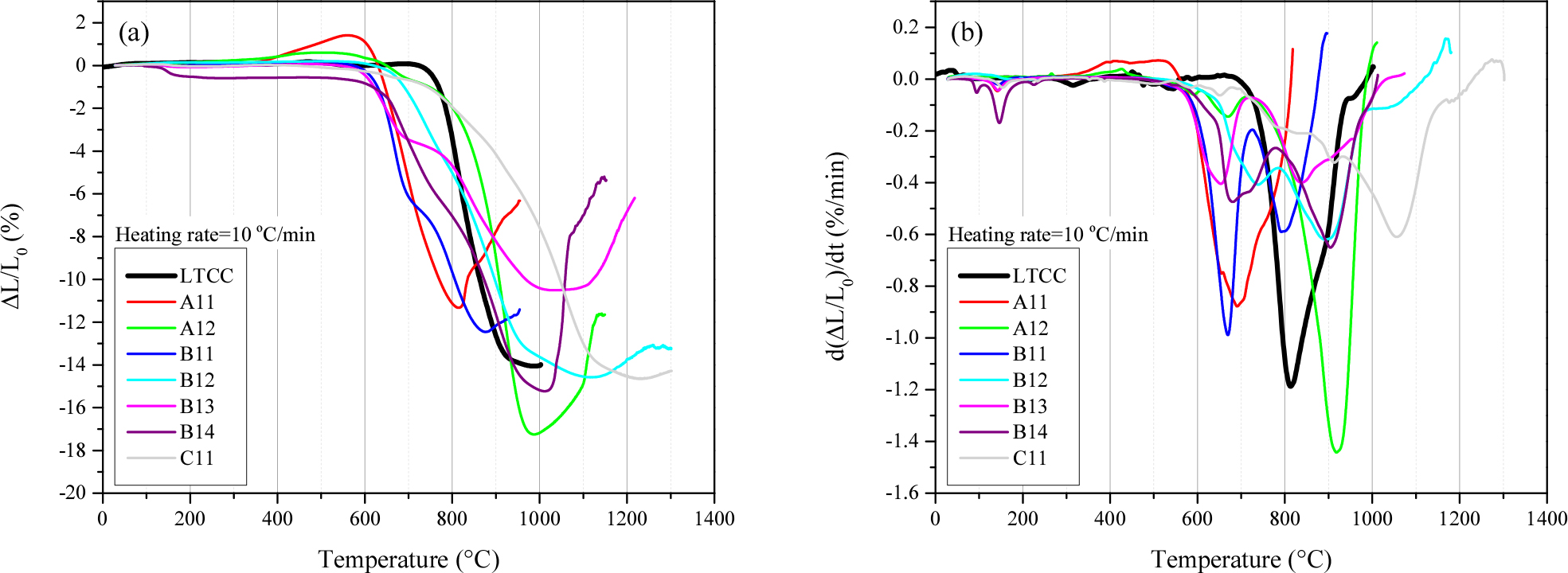
여기서, B11, B13, 그리고 B14는 2단계 소결 수축 거동을 보였는데, 2단계 소결 수축 거동의 원인으로는 분말의 크기(나노 분말 또는 바이모달(bimodal) 분말),28,29) 유리의 결정화(crystallization),30) 유리의 결정화와 상 분리(phase separation),31) 입자 재배열(particle rearrangement)과 용액 재석출(solution reprecipitation)32) 등이 알려져 있다. 그러나 유리를 포함한 세라믹 재료에서의 2단계 소결 수축 거동의 원인은 아직 정확하게 설명되지 못하고 있으며, 이 연구에서도 시차 주사 열량계(differential scanning calorimeter, DSC), X-선 회절기(X-ray diffractometer, XRD), SEM 등을 사용하여 분석을 수행했지만 그 원인을 규명하지는 못하였다.
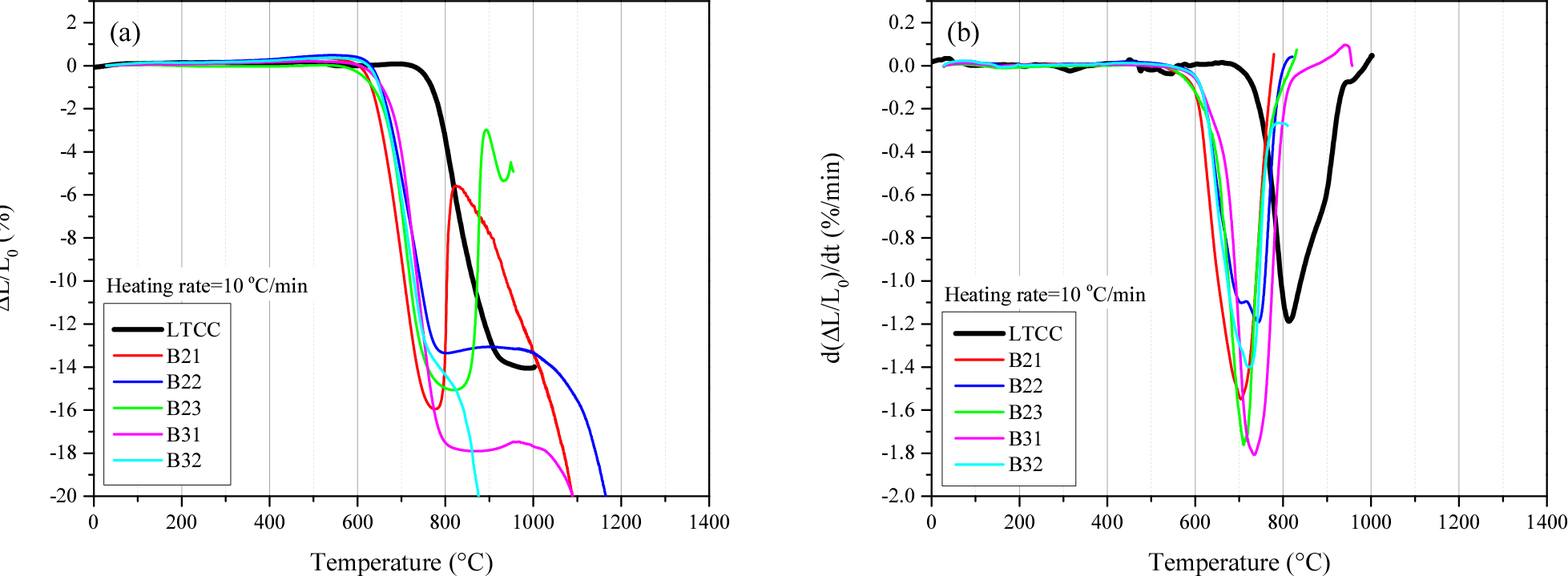
Fig. 3(a)는 LTCC와 100/1,000 Ω/□의 면저항 값을 갖는 저항들의 선형 수축 곡선을 보여준다. 모든 저항에서 LTCC보다 소결 수축이 먼저 시작되고 먼저 종료되며, 또한 저항의 종류에 상관없이 소결 수축의 시작과 종료가 비슷한 온도에서 일어난다는 것을 알 수 있다. 여기서, 소결 수축 종료 후에 수축이 감소하는 것은, 즉 시료의 길이가 증가하는 것은 시료의 bloating과 관련이 있으며, 소결 수축 종료 후에 다시 수축이 증가하는 것은, 즉 시료의 길이가 감소하는 것은 유리의 점도 감소로 인한 시료의 변형과 관련이 있다. LTCC와 100/1,000 Ω/□의 면저항 값을 갖는 저항들의 선형 수축 속도 곡선[Fig. 3(b)]으로부터는, 소결 수축이 시작되는 온도와 종료되는 온도, 그리고 최고 수축 속도(maximum shrinkage rate)에서의 차이를 제외하고는 모든 저항들의 선형 수축 속도 곡선들이 LTCC의 선형 수축 속도 곡선과 매우 유사한 모양을 보이고 있다.
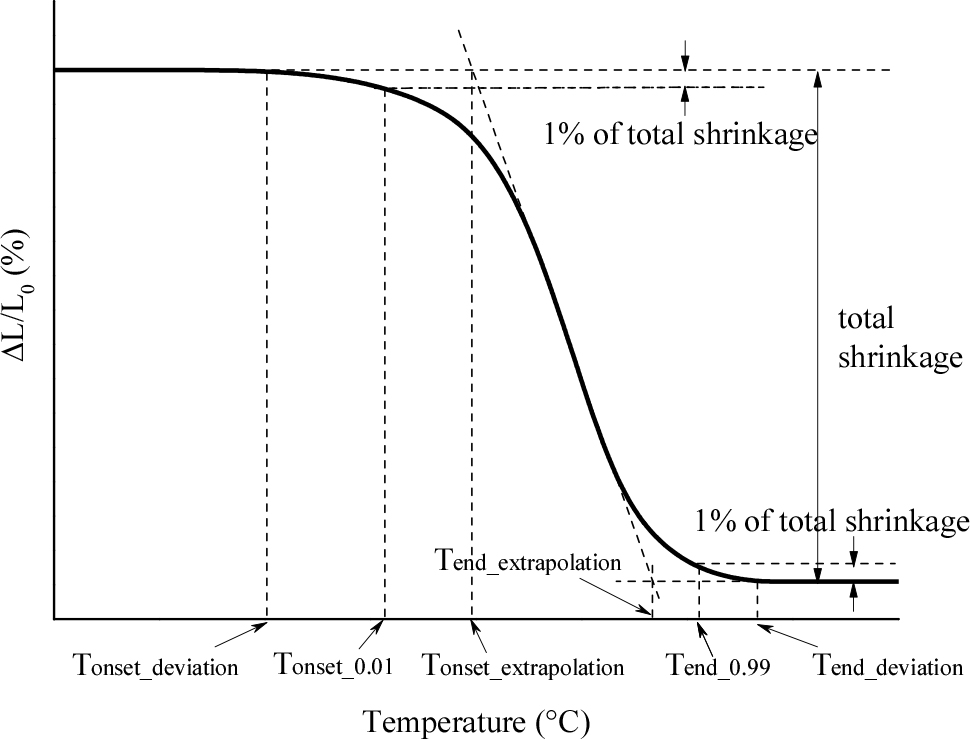
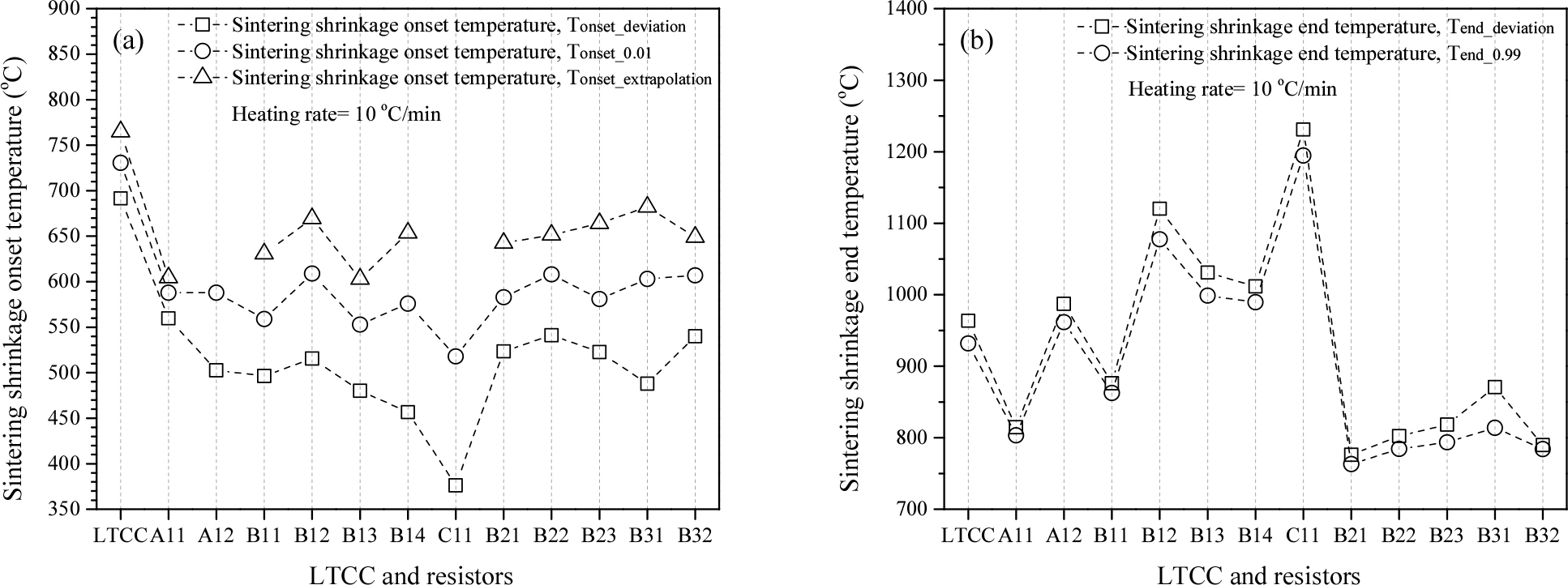
Dilatometer나 TMA로부터 측정되는 선형 수축 곡선에서 소결 수축이 시작되는 소결 수축 개시 온도(sintering shrinkage onset temperature)는 일반적으로 소결 수축 개시 전의 baseline의 접선과 소결 수축 step의 접선이 만나는 온도(Fig. 4의 Tonset_extrapolation)로부터 구한다. 그러나 A12나 C11의 선형 수축 곡선과 같이 소결 수축 초기에 작은 수축 step이 존재하면, 이 방법으로 소결 수축 개시 온도를 구하기 어려운 문제점이 있다. 따라서 이 연구에서는 소결 수축 개시 온도를 전체 소결 수축률의 1 %가 되는 온도(Fig. 4의 Tonset_0.01)로 정의하여 구하였으며, 마찬가지로 소결 수축이 종료되는 소결 수축 종료 온도(sintering shrinkage end temperature)도 전체 소결 수축률의 99 %가 되는 온도(Fig. 4의 Tend_0.99)로 정의하여 구하였다. Fig. 5(a)는 LTCC와 저항들의 선형 수축 곡선으로부터 구한 Tonset_0.01이 Tonset_extrapolation보다 약간 낮으면서 소결 수축 개시 온도를 잘 나타내는 것을 보여주고 있으며, Fig. 5(b)의 Tend_0.99도 Tend_deviation보다 약간 낮으면서 소결 수축 종료 온도를 잘 나타내고 있다.
유리의 소결 수축 개시 온도는 유리 전이 온도(Tg)와 관계가 있다고 보고되고 있다.33,34,35) 그러나 저항의 소결 수축 개시 온도와 유리 전이 온도 사이의 관계를 나타내는 Fig. 6에서 보듯이, 후막 저항에서 소결 수축 개시 온도가 유리 전이 온도보다 0~90 °С 높기는 하지만[Fig. 6(a)], 소결 수축 개시 온도와 유리 전이 온도 사이에 직접적인 관계는 없어 보인다[Fig. 6(b)].
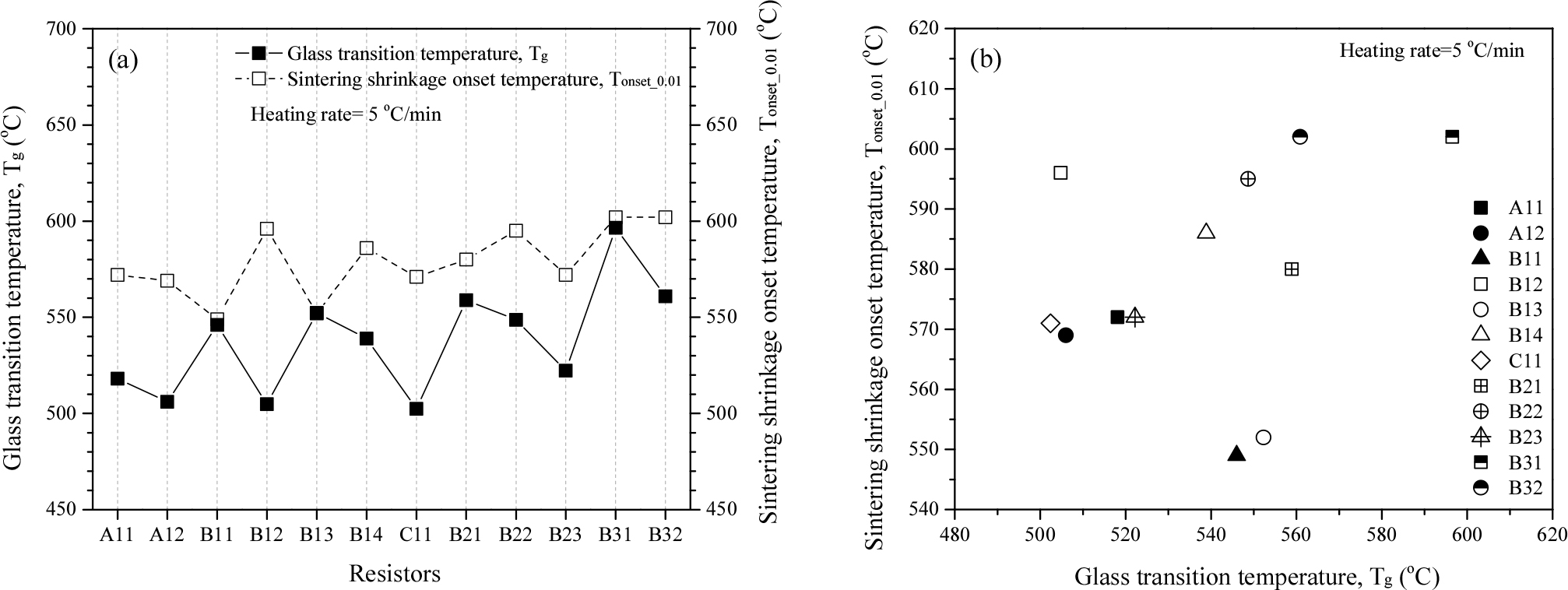
Fig. 7은 저항 내의 RuO2/유리 부피 비[RuO2 / glass volume ratio = (RuO2 vol%) / (glass vol%)]와 저항들의 소결 수축 종료 온도(Tend_0.99) 사이의 관계를 보여주는 그림으로, 대체적으로 저항의 면저항 값이 클수록 저항 내의 RuO2/유리 부피 비가 낮았으며(즉, RuO2 함량(vol%) 대비 유리의 함량(vol%)이 높았으며), RuO2/유리 부피 비가 낮을수록 저항들의 소결 수축 종료 온도가 낮았다. 이러한 관계로부터 저항의 유리 조성과 관계없이 저항 내의 RuO2/유리 부피 비가 저항의 소결 수축 종료 온도에 큰 영향을 미치는 것으로 판단된다. RuO2-유리 저항의 소결에 의한 미세구조 발달은 ① 유리의 소결, ② 유리의 퍼짐(spreading) 또는 유리의 전도성 입자(RuO2) 사이로의 침투(infiltration), ③ 유리의 존재 하에서 전도성 입자의 재배열(rearrangement), ④ 유리의 치밀화(densification), ⑤ 유리 존재 하에서 전도성 입자의 소결, ⑥ 전도성 입자의 Ostwald 성장(Ostwald ripening)의 과정으로 일어나는 것으로 알려져 있다.36,37) RuO2-유리 저항의 소결이 이러한 과정으로 일어난다면, 소결의 종료는 유리의 침투와 RuO2의 재배열 및 소결의 용이성에 의존할 것이다. 따라서 저항 내의 RuO2/유리 부피 비가 낮을수록 저항들의 소결 수축 종료 온도가 낮다는 것으로부터 RuO2 함량 대비 유리의 함량이 높을수록 유리의 침투와 RuO2의 재배열 및 소결이 촉진되는 것으로 판단된다. Fig. 8(a)와 Fig. 8(b)는 각각 B13 (10 Ω/□)과 B32 (1,000 Ω/□)의 소결 후 미세 구조를 보여주는데, B32에서 유리가 RuO2 입자들 사이에 더 잘 침투해 있으며 유리를 둘러싸고 있는 RuO2의 ring 구조38)가 뚜렷하게 관찰된다. 이러한 미세 구조로부터 RuO2/유리 부피 비가 상대적으로 더 낮은 B32에서 유리의 침투와 RuO2의 재배열 및 소결이 더 쉽게 일어날 수 있음을 유추할 수 있다.
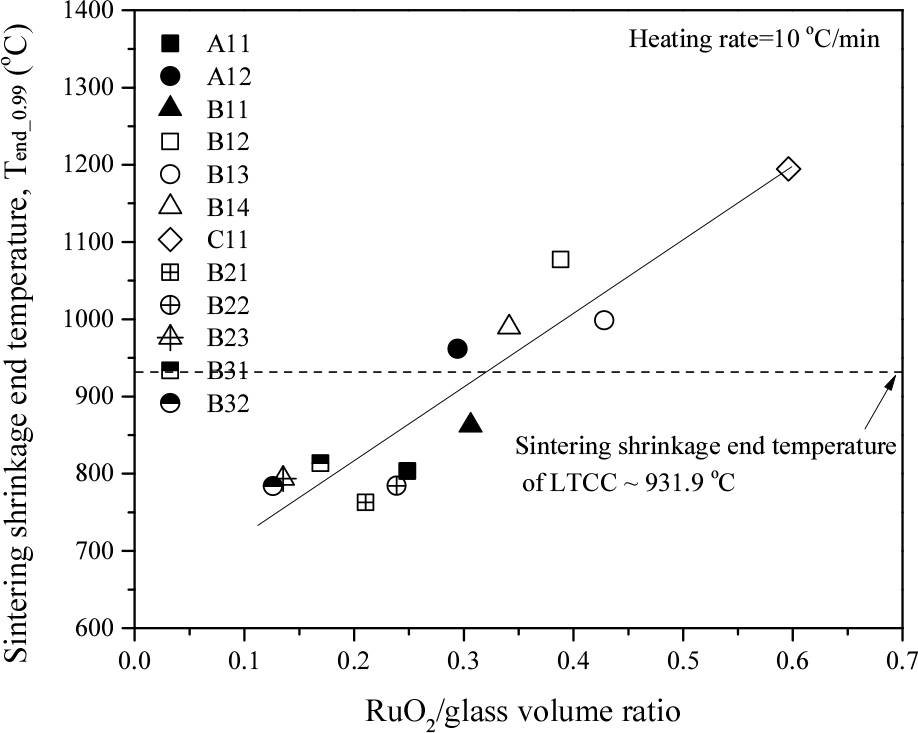
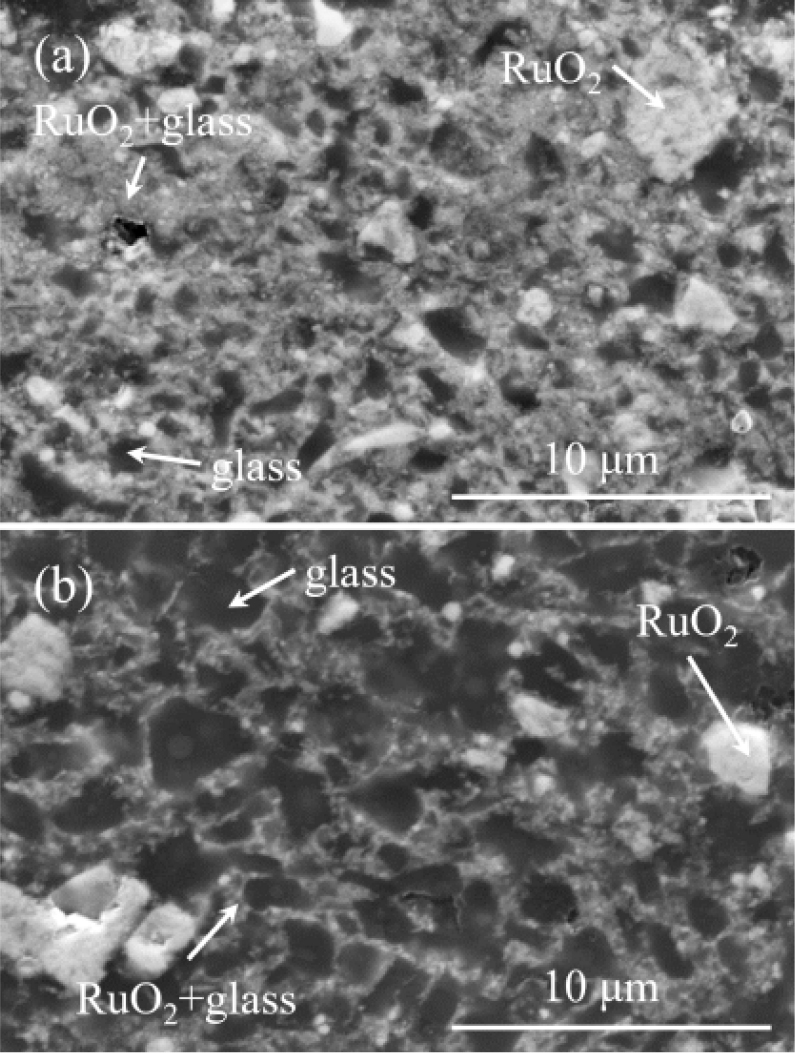
Fig. 9는 저항 내의 RuO2/유리 부피 비와 저항들의 소결 수축 온도 간격(sintering shrinkage temperature interval, SSTI = Tend_0.99 - Tonset_0.01) 사이의 관계를 나타내는데, RuO2/유리 부피 비가 낮을수록 소결 종료 온도가 낮아지면서 소결 수축 온도 간격도 좁아진다는 것을 알 수 있다. Cho39)도 LTCC에 유리 분말을 30~70 vol% 첨가하면서 dilatometer로 LTCC의 수축 거동을 비교한 결과에서, LTCC에 첨가되는 유리의 양이 많아질수록 LTCC의 소결 수축 온도 간격이 좁아진다고 하였다.
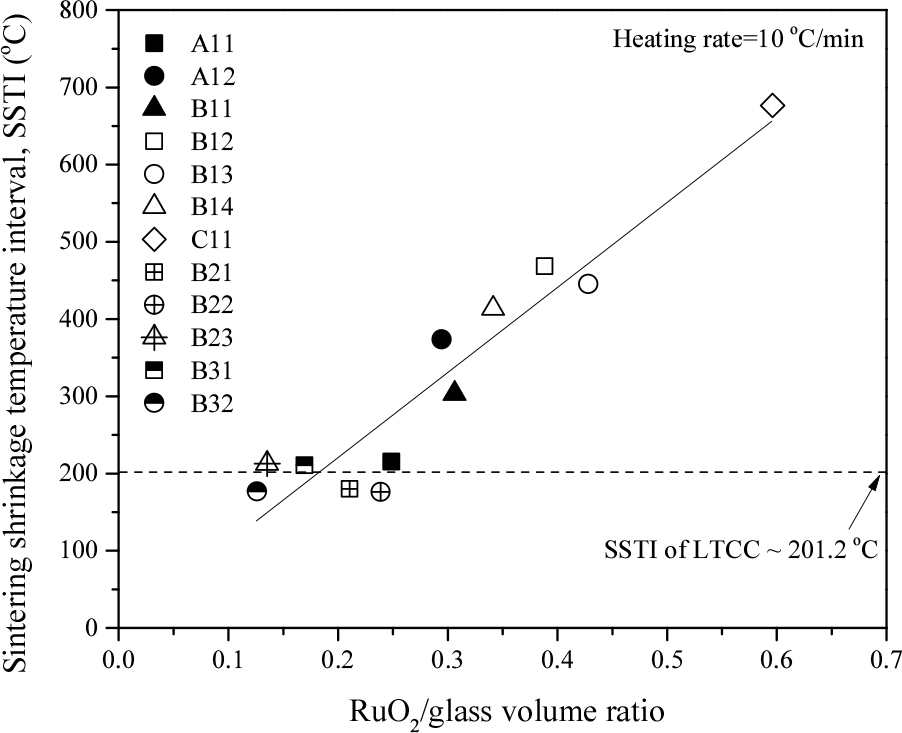
RuO2/유리 부피 비와 소결 수축 종료 온도(Tend_0.99), 그리고 RuO2/유리 부피 비와 소결 수축 온도 간격 사이의 관계를 선형 회귀 분석(linear regression analysis)한 결과는 다음과 같다.
식 (4)와 식 (5)에서, y 절편의 값들은 유리의 조성을 전혀 고려하지 않고 얻은 값들이기 때문에 이 값들에 특별한 의미를 부여하기는 어렵다.
3.3. 동시 소성된 저항/LTCC 이중층의 캠버
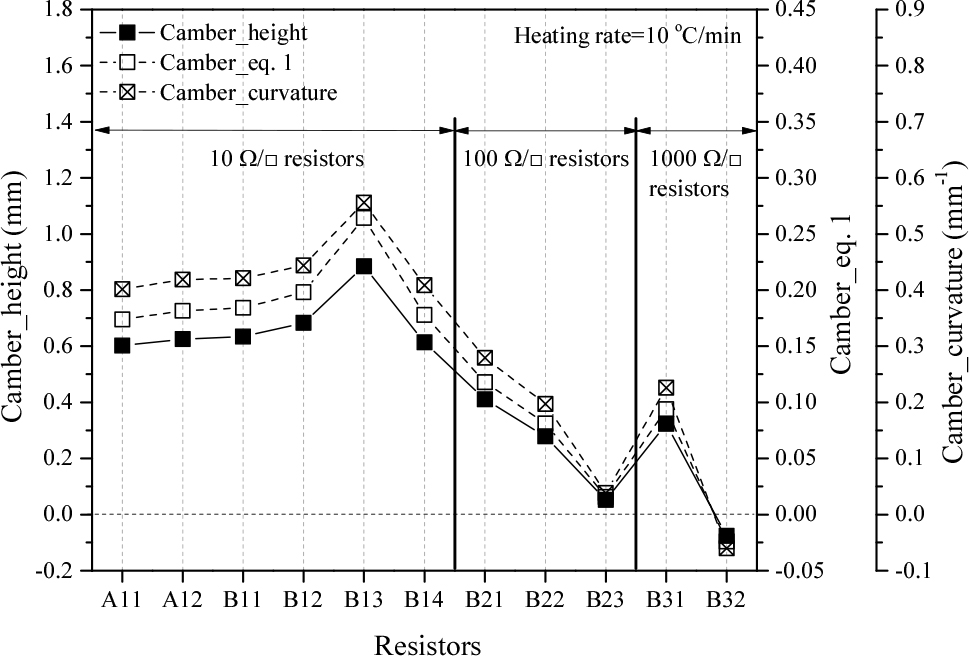
Fig. 10은 저항 종류에 따른 동시 소성된 저항/LTCC 이중층의 캠버를 세 가지 방법, 즉 캠버_높이, 캠버_식 1, 그리고 캠버_곡률로 얻은 값들을 비교한 그림이다. 그림에서 보듯이 세 가지 캠버 값들은 저항 종류에 따라서 서로 거의 같은 경향을 보이며, 서로 단위(unit)는 다르지만 캠버_높이는 캠버_식 1에 비해서 평균적으로 약 3.4배, 그리고 캠버_곡률에 비해서는 평균적으로 약 1.5배 큰 값을 보인다. 여기서, C11/LTCC 이중층의 캠버가 다른 저항을 사용한 이중층의 캠버보다 훨씬 큰 것은 분명하지만 C11/LTCC 이중층의 정확한 캠버 값을 측정하지 못했기 때문에 데이터에서 생략되었다.
LTCC와 후막 저항처럼 이중층을 구성하는 재료들이 다공성 재료로서 점성 소결(viscous sintering)을 하는 경우에는, 캠버 발달을 나타내는 곡률 속도(curvature rate) 와 이중층 재료들 사이의 선형 수축 변형률 속도 차이(linear shrinkage strain rate difference) 사이에는 다음과 같은 관계가 있다.10,14,15)
여기서, κ는 곡률(curvature), t는 시간, ε은 선형 수축 변형률[ε = ln(L(t)/L0) = ln(ΔL/L0+1) = ln(선형 수축률+1), L0는 시료의 초기 길이, L(t)는 시간 t에서의 시료의 길이], m (= h1/h2)은 각 층의 두께 비율(thickness ratio), h1과 h2는 이중층에서 각 층의 두께(저항/LTCC 이중층에서는 h2 = hLTCC), n은 각 층 재료들의 점도 비율(viscosity ratio)로서, 점도 비율 n은 다음과 같이 표현된다.
여기서, 과 는 각 층 재료의 일축 점도(uniaxial viscosity), 과 는 각 층 재료의 점성 포아송 비(viscous Poisson’s ratio)로서, 점성 포아송 비 는 근사 값으로 40)에 의해 상대 소결 밀도(relative sintered density) ρ로부터 예측될 수 있다.
m, n, h2가 상수라고 가정하는 경우에, 식 (6)을 양변 적분하면,
이 되고, 결과적으로 동시 소성된 이중층의 곡률(즉, 캠버)과 이중층을 구성하는 두 재료의 선형 수축 변형률 차이 사이에 비례 관계가 성립한다.10) 실험을 통해서도 동시 소성된 이중층의 캠버가 이중층 재료 사이의 선형 수축률 차이(또는 선형 수축 변형률 차이)에 비례한다는 연구 결과들이 보고되고 있다.18,19,20) 그러나 이중층 재료의 일축 점도, 점성 포아송 비, 그리고 두께 비율이 재료의 소결 정도(소결 시간)에 따라 변하기 때문에, 즉 m과 n이 상수가 아니기 때문에 식 (8)의 적분을 하는 것은 쉽지 않으며, 동시 소성된 이중층의 캠버도 이중층 재료 사이의 선형 수축 변형률 차이에 비례하지 않을 수 있다. 본 연구에서도, Fig. 11에서 보듯이, 동시 소성된 저항/LTCC 이중층의 캠버_곡률이 LTCC와 저항 사이의 소결 후 선형 수축 변형률 차이에 직접적으로 비례하지 않고 서로 무관해 보였다(여기서, LTCC와 저항 사이의 소결 후 선형 수축 변형률 차이는 dilatometer 또는 TMA를 사용하여 가열속도 10 °С/min으로 측정한 LTCC와 저항들의 선형 수축 곡선으로부터 1,000 °С에서의 선형 수축 변형률을 비교하여 구한 값으로서, 1,000 °С에서의 선형 수축 변형률은 소결 후의 bloating이나 시료 변형에 의해 발생하는 선형 수축 변형률 변화를 제외하고 오직 소결에 의해 발생하는 선형 수축 변형률에 의해서만 얻어졌다). 이렇게 동시 소성된 저항/LTCC 이중층의 캠버와 LTCC와 저항 사이의 소결 후 선형 수축 변형률 차이가 서로 비례하지 않는 결과는 (i) LTCC와 저항들의 일축 점도나 점성 포아송 비와 같은 재료 성질이나 두께 비율을 고려하지 않은 영향, (ii) 펠릿 형태로 가압 성형된 선형 수축 곡선 측정 시료와 스크린 프린트된 캠버 측정 시료가 서로 다른 성형 미세구조(green microstructure)를 가지는 영향,2) (iii) 선형 수축 변형률은 LTCC와 저항이 서로 구속되지 않은 자유 소결(free sintering) 상태에서 독립적으로 측정되었지만 캠버는 LTCC와 저항이 서로 구속되는 구속 소결(constrained sintering) 상태에서 측정된 영향,20) (iv) 소결 과정에서 캠버에 미치는 중력의 영향,41,42) (v) 냉각 동안의 LTCC와 저항 사이의 열팽창 계수 차이에 의한 캠버의 변형 영향 등에 의해서도 초래될 수 있다.
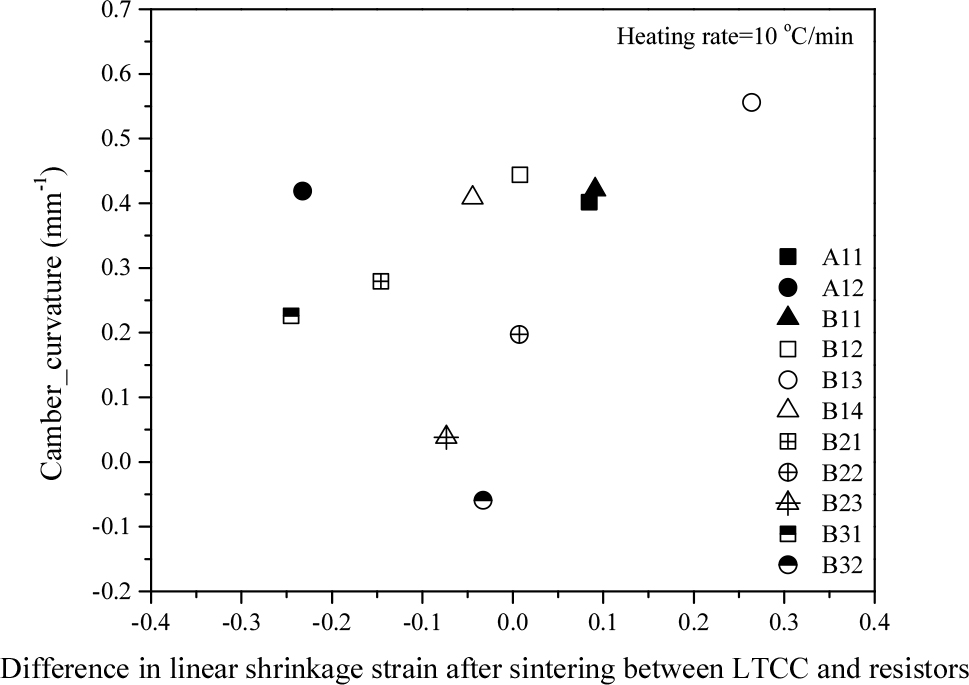
Fig. 11.
Relationship between the camber of cofired resistors/LTCC bi-layers and the difference in linear shrinkage strain after sintering between LTCC and resistors (= εLTCC_1,000 °C - εresistor_1,000 °C). The camber is measured after heating to 1,000 °С at a heating rate of 10 °С/min and the difference in linear shrinkage strain after sintering between LTCC and resistors is measured at 1,000 °С with linear shrinkage curves at a heating rate of 10 °С/min.
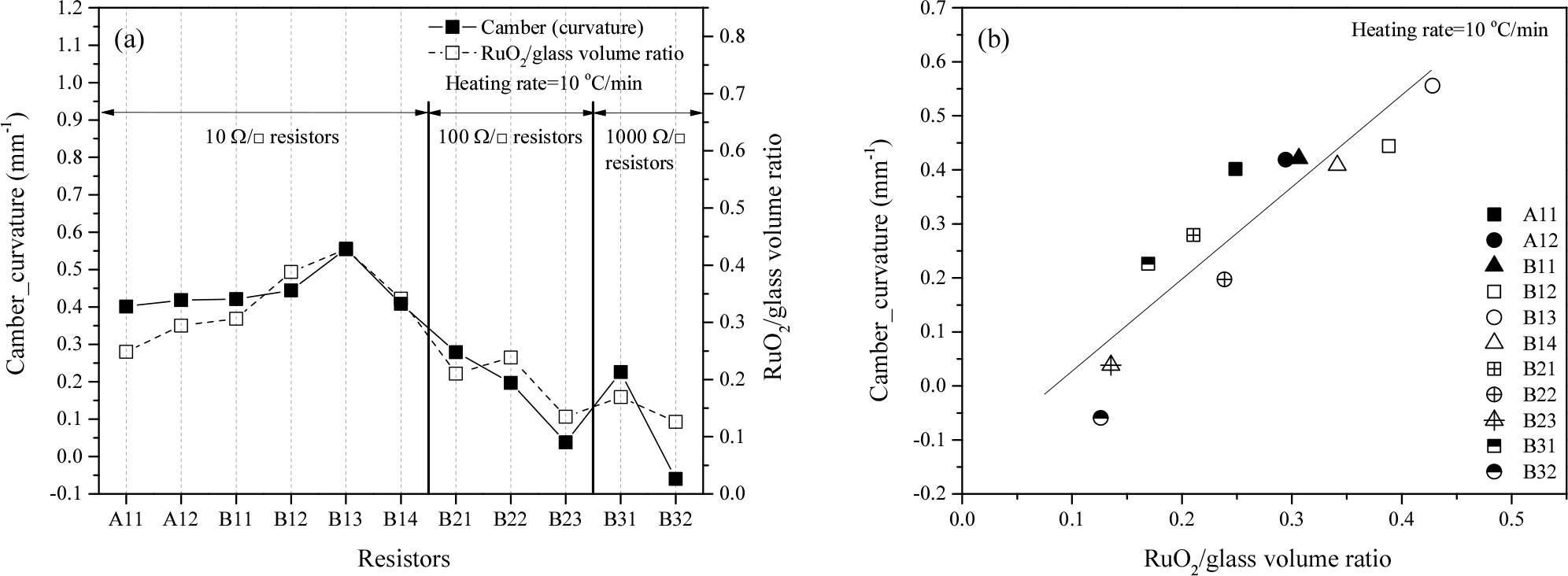
Fig. 12는 저항 내의 RuO2/유리 부피 비에 따른 동시 소성된 저항/LTCC 이중층의 캠버_곡률 값을 보여주는데, LTCC와 저항 사이의 소결 후 선형 수축 변형률 차이와 저항의 두께나 유리 조성이 서로 다른데도 불구하고 저항 내의 RuO2/유리 부피 비가 낮을수록, 즉 RuO2 함량(vol%) 대비 유리의 함량(vol%)이 높을수록, 저항/LTCC 이중층의 캠버_곡률이 대체적으로 작아지는 관계를 보이고 있다. RuO2/유리 부피 비와 동시 소성된 저항/LTCC 이중층의 캠버_곡률 사이의 관계를 선형 회귀 분석한 결과는 다음과 같다.
Chang4)은 Ag 페이스트를 사용한 Ag/LTCC 이중층의 동시 소성에서, Ag 페이스트에 LTCC 유리 분말이 더 함유되어 있으면, LTCC와 Ag 사이의 소결 후 선형 수축 변형률 차이가 더 커지는데도 불구하고 동시 소성된 Ag/LTCC 이중층의 캠버는 작아진다는 결과를 보고하였으며, 동시 소성된 Ag/LTCC 이중층의 캠버가 작아지는 이유가 Ag 페이스트에 LTCC 유리 분말의 함유양이 많아지면서 Ag의 소결 수축 거동[또는 소결 수축이 일어나는 소결 수축 개시 온도부터 소결 수축 종료 온도까지의 소결 수축 온도 범위(sintering shrinkage temperature range)]이 LTCC의 소결 수축 거동(또는 소결 수축 온도 범위)과 더 유사해지기 때문이라고 하였다. 하지만 본 연구에서는 저항 내의 RuO2/유리 부피 비가 낮을수록 저항의 소결 수축 온도 범위가 LTCC의 소결 수축 온도 범위와 더 유사해지는 결과는 나타나지 않았는데(Fig. 2와 Fig. 3), 이는 Chang4)의 연구와 달리 저항에 들어있는 유리들의 조성이 LTCC 유리의 조성과 다르기 때문에 기인하는 것으로 생각된다. 소결 수축 온도 범위의 유사성(similarity)이 캠버에 미치는 영향을 좀 더 자세히 살펴보기 위해, LTCC와 저항 사이의 소결 수축 온도 범위의 유사성과 동시 소성된 저항/LTCC 이중층의 캠버 사이의 관계를 조사하였다[Fig. 13(a)]. LTCC와 저항 사이의 소결 수축 온도 범위의 유사성은 두 집합의 유사성을 나타내는 Jaccard 지수(Jaccard index)43) 개념을 이용하여 소결 수축 온도 범위의 중첩 정도를 나타내는 소결 수축 온도 범위 중첩 지수(sintering shrinkage temperature range overlap index), I로 나타내었다.
여기서, MAX(A, B)는 A와 B 중에 최댓값, MIN(A, B)는 A와 B 중에 최솟값, Tonset(LTCC)와 Tend(LTCC)는 각각 LTCC의 소결 수축 개시 온도(=Tonset_0.01)와 소결 수축 종료 온도(=Tend_0.99), Tonset(re)와 Tend(re)는 각각 저항의 소결 수축 개시 온도와 소결 수축 종료 온도이다. 그리고 계산된 소결 수축 온도 범위 중첩 지수 값이 1에 가까울수록 LTCC와 저항 사이의 소결 수축 온도 범위가 매우 중첩되어 유사하다는 것을 나타내며, 값이 0에 가까울수록 LTCC와 저항 사이의 소결 수축 온도 범위가 중첩되지 않아서 유사하지 않다는 것을 나타낸다(값이 음수(-)이면 0과 같은 의미이다).
더불어, 저항 내의 RuO2/유리 부피 비가 저항의 소결 수축 온도 간격과 동시 소성된 저항/LTCC 이중층의 캠버 모두에 영향을 미치고 또한 면저항이 높은 저항(100/1,000 Ω/□)에서 소결 수축 온도 간격이 LTCC의 소결 수축 온도 간격과 유사하면서(Fig. 3) 동시 소성된 저항/LTCC 이중층의 캠버가 작기 때문에, LTCC와 저항 사이의 소결 수축 온도 간격의 차이[= SSTI(resistor) - SSTI(LTCC)]와 동시 소성된 저항/LTCC 이중층의 캠버의 관계도 조사하였다[Fig. 13(b)]. Fig. 13에서 보듯이, LTCC와 저항 사이의 소결 수축 온도 범위의 유사성과 소결 수축 온도 간격의 차이 모두가 동시 소성된 저항/LTCC 이중층의 캠버와 특별한 관계가 있지 않았다. 따라서, 저항 내의 RuO2/유리 부피 비가 동시 소성된 저항/LTCC 이중층의 캠버에 영향을 미치는 이유는 RuO2/유리 부피 비에 따른 LTCC와 저항 사이의 소결 수축 온도 범위의 유사성이나 소결 수축 온도 간격 차이의 변화 때문이 아니고 저항의 재료 성질 변화 때문이라고 추정된다.
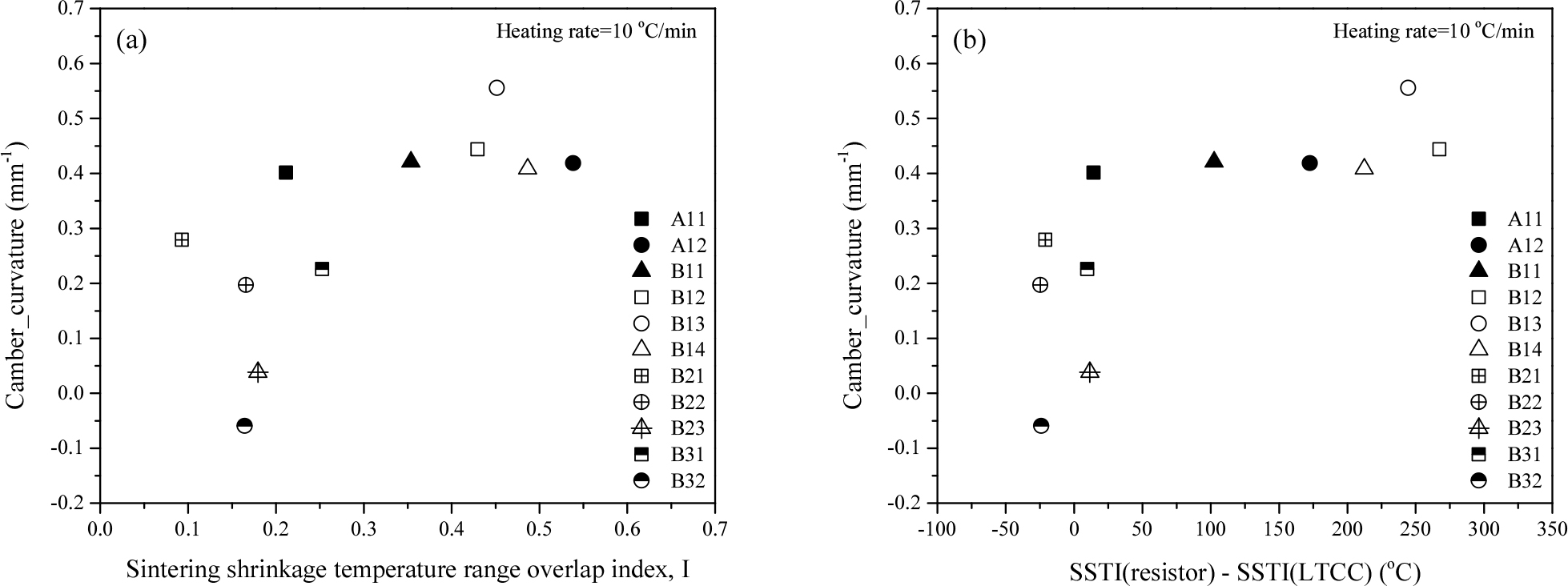
Fig. 13.
Relationship between the camber of cofired resistor/LTCC bi-layers and (a) the similarity of sintering shrinkage temperature range of LTCC and resistors (sintering shrinkage temperature range overlap index, I), (b) the difference in the sintering shrinkage temperature interval between LTCC and resistors [= SSTI(resistor) - SSTI(LTCC)].
이와 같이 저항/LTCC 이중층의 캠버가 저항 내의 RuO2/유리 부피 비에 크게 영향을 받으면서 RuO2/유리 부피 비가 낮을수록 저항/LTCC 이중층의 캠버가 작아지는데, 이 결과로부터 면저항이 높은 저항(≥100 Ω/□)을 LTCC에 사용하는 경우에는 저항 내의 RuO2/유리 부피 비가 낮기 때문에 동시 소성된 저항/LTCC 이중층의 캠버 발생의 문제가 적겠지만, 면저항이 낮은 저항(≤10 Ω/□)을 LTCC에 사용하는 경우에는 저항 내의 RuO2/유리 부피 비가 높기 때문에 동시 소성된 저항/LTCC 이중층의 캠버 발생이 문제가 될 수 있다는 것을 예상할 수 있다.
저항 내의 RuO2/유리 부피 비와 함께 저항 내에 있는 금속 성분인 (Ag+Pd)의 영향도 살펴볼 필요성이 있다. 소결 수축 종료 온도, 소결 수축 온도 간격, 그리고 캠버에 대한 (Ag+Pd)의 영향을 살펴보면(Fig. 14), (Ag+Pd)의 함량은 그 어떤 것에도 영향을 미치지 않았다. 아마도 저항 페이스트에 (Ag+Pd)가 함유되어 있는 것은 공기 중에서 소결이 가능하면서 면저항 값을 조절하기 위해서라고 예상된다. 여기서, 비록 (Ag+Pd)의 함량이 캠버에 영향을 미치지는 않지만, (Ag+Pd)의 함량이 높은 A11, A12, B11 저항(10 Ω/□)에서의 RuO2/유리 부피 비가 다른 10 Ω/□ 저항들에서의 RuO2/유리 부피 비에 비해 낮다는 것에 주목할 필요가 있다. 이것은 면저항이 낮은 후막 저항(≤10 Ω/□)에 있어서, 전도성의 RuO2 대신에 (Ag+Pd) 같은 금속 성분들을 첨가함으로써 면저항 값 등의 전기적 특성을 유지하면서도 RuO2/유리 부피 비를 낮춰서 동시 소성된 저항/LTCC 이중층에서의 캠버 발생을 줄일 수 있다는 것을 의미한다.
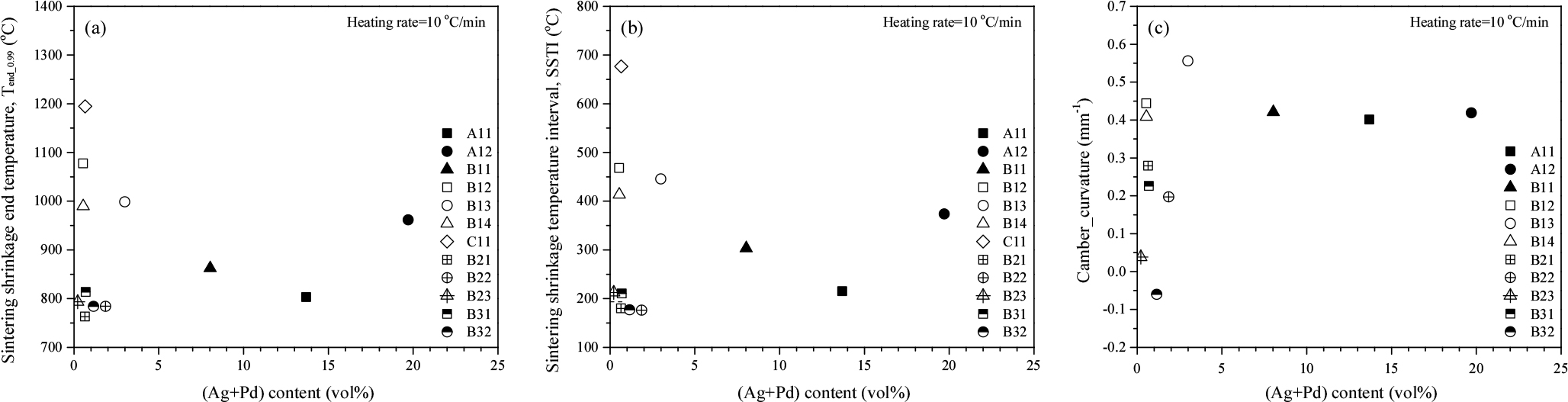
Fig. 14.
Relationship between (Ag+Pd) content (vol%) and (a) the sintering shrinkage end temperature of resistors (heating rate = 10 °С/ min), (b) the sintering shrinkage temperature interval (SSTI) of resistors (heating rate = 10 °С/min), (c) the camber of cofired resistor/LTCC bi-layers (heating rate = 10 °С/min).
4. 결 론
상업용 LTCC와 후막 저항 페이스트들을 사용하여 LTCC와 저항의 소결 수축 거동을 비교하고, 동시 소성된 저항/LTCC 이중층의 캠버에 영향을 미치는 요인들을 분석하였다.
(1) 저항의 소결 수축 종료 온도와 소결 수축 온도 간격은 저항 내의 RuO2/유리 부피 비가 클수록 증가하였다.
(2) 동시 소성된 저항/LTCC 이중층의 캠버는 LTCC와 저항 사이의 소결 후 선형 수축 변형률 차이와 소결 수축 온도 범위의 유사성에 영향을 받지 않았다.
(3) LTCC와 저항 사이의 소결 후 선형 수축 변형률 차이와 저항의 두께나 유리 조성이 서로 다른데도 불구하고, 동시 소성된 저항/LTCC 이중층의 캠버는 저항 내의 RuO2/유리 부피 비에 크게 영향을 받았는데, RuO2/유리 부피 비가 낮을수록 저항/LTCC 이중층의 캠버가 작았다.
(4) 면저항이 높은 후막 저항(≥100 Ω/□)을 LTCC에 사용하는 경우에는 저항 내의 RuO2/유리 부피 비가 낮기 때문에 동시 소성된 저항/LTCC 이중층의 캠버 발생의 문제가 적겠지만, 면저항이 낮은 후막 저항(≤10 Ω/□)을 LTCC에 사용하는 경우에는 RuO2/유리 부피 비가 높기 때문에 동시 소성된 저항/LTCC 이중층의 캠버 발생이 문제가 될 수 있다.
(5) 저항 내의 금속 성분인 (Ag+Pd) 함량은 저항의 소결 수축 종료 온도와 소결 수축 온도 간격, 그리고 동시 소성된 저항/LTCC 이중층의 캠버에 영향을 미치지 않았다. 하지만, 면저항이 낮은 후막 저항(≤10 Ω/□)에서 전도성의 RuO2 대신에 (Ag+Pd) 같은 금속 성분들을 첨가함으로써 면저항 값 등의 전기적 특성을 유지하면서도 RuO2/유리 부피 비를 낮춰서 동시 소성된 저항/LTCC 이중층에서의 캠버 발생을 줄일 수 있다.
