

1.서 론
전기 자동차 등 배터리를 이용하여 구동하는 전자기기 의 사용이 증가하면서 순간 고출력을 효율적으로 발생 할 수 있는 새로운 재료가 요구되고 있다.1,2) 전기재료 에서 발생하는 출력은 에너지의 순간 변화량으로 출력 을 증가시키기 위해서는 축적된 전하를 빠르게 방전할 수 있어야 하며 또한 재료에 저장되는 에너지를 증가시 켜야 한다. 유전체는 정전기 방식으로 전하를 저장하는 소재로 분극이 ms~μs단위로 빠르게 변화한다. 빠른 분 극 변화 즉 빠른 방전 시간을 가지는 유전체에서 출력 을 보다 높이기 위해서는 저장되는 에너지양을 증가시 켜야 한다. 유전체에서 에너지 저장량은 유전 상수와 가 해지는 전기장의 제곱에 비례한다. 저장되는 에너지와 선 형적으로 비례하는 유전 상수를 향상시키는 것도 중요 하나 일정 이상의 전기장을 가할 수 있는 상황에서는 에 너지와 제곱으로 비례하는 절연 파괴 전기장을 높이는 것이 더 효과적이며 같은 두께의 후막은 절연 파괴 전 압의 상승으로 절연 파괴 전기장의 상승을 도모한다.
대표적인 압전 세라믹스인 Pb(Zr,Ti)O3 (PZT)는 높은 유전 상수를 가진 페로브스카이트 (perovskite) 구조의 강 유전체이며 고출력과 빠른 응답속도를 가지고 있다3). 그 러나 PZT 후막을 고온에서 소결할 경우 Pb 휘발에 의 해 100 % 가까운 높은 밀도를 얻기 어려우며 후막 속 에 존재하는 기공은 절연 파괴 전압을 크게 낮춘다. 따 라서 PZT의 절연 파괴 전압을 높이려면 저온에서 고밀 도 후막을 제조해야 한다. 저온 소결을 위해서 강유전 체에 소량 첨가된 유리는 저온에서 세라믹이 치밀한 미 세구조를 갖도록 작용하지만4-6) 유리의 낮은 유전율로 PZT막의 유전상수 값이 감소한다.7,8) 또한 유리를 혼합하 여 소결할 경우 유리와 PZT 압전체가 반응하여 PZT 유 전 특성 및 압전 특성이 급격히 저하되므로 유리와 PZT 의 화학반응을 최소로 하면서 치밀한 유전체 막을 제조 하는 방법이 필요하다. 상온분말분사법(aerosol deposition, AD)은 상 합성된 분말을 상온의 저진공 상태에서 고속 으로 기판에 분사하여 막을 제조한다. 충격에 잘 깨지 기 쉬운 마이크론 크기의 세라믹 입자들이 기판에 부딪 혀 깨지면서 나노 크기의 결정립을 가지는 후막을 형성 한다. 제조된 막에서 결정립의 크기가 작아질수록 전하 이동 경로가 길어져 절연파괴전압이 증가한다.9)
한편, 유전체 물질에서 전하가 이동하게 되면 줄 열 (Joule's heat)이 발생하며 이때 발생된 열이 빠르게 퍼 지지 못하고 특정 영역에 축적되며 전하 이동이 가속되 어 절연파괴가 급격하게 일어나게 된다10). 따라서 열을 발생하지 않는 재료를 개발하거나 발생한 열을 효과적 으로 방출하여 특정 지점에 열이 집중하는 것을 방지해 야 한다. SiO2-Al2O3-Y2O3 (SAY) 조성 유리는 높은 열 전도성을 가지는 것으로 알려져 있으며11) 유전체에 혼합 하면 제조된 후막의 열 방출을 가속화하여 절연파괴가 일어나는 것을 억제할 수 있을 것으로 판단하였다.
본 연구에서는 SAY가 PZT 후막에 미치는 영향을 알아 보기 위해 AD를 이용해 PZT-xSAY (x = 0, 5, 10 vol%) 혼합물 후막을 제조하였다. SAY 유리는 강유전체 막을 더 치밀하게 만들어 절연 파괴 전압을 상승시킬 것으로 판단되며 유리 함유량에 따른 후막의 강유전특성 및 에 너지 저장 특성을 평가하였다.
2. 실험방법
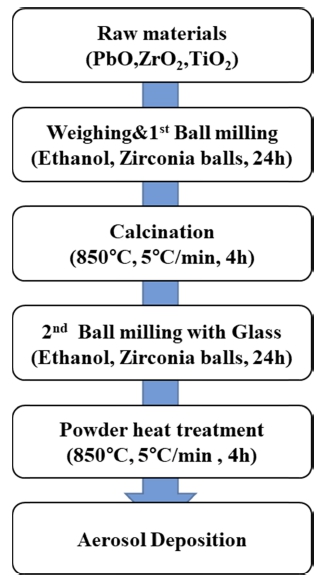
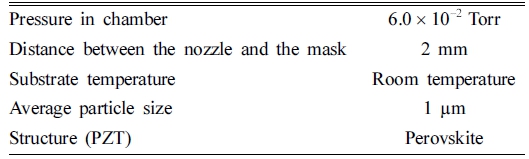
Fig. 1은 AD를 이용한 PZT-xSAY 분말 제조 과정이 다. 능면체정계(rhombohedral)와 정방정계(tetragonal) 구 조가 서로 공존하는 조성인 Pb(Zr0.52Ti0.48)O3를 고상법으 로 합성하였다. PbO (99.9 %, Sigma-aldrich Inc., USA), ZrO2 (99.9 %, Sigma-aldrich Inc., USA), TiO2 (99.9 %, Sigma-aldrich Inc., USA)를 조성에 맞게 무게를 측정하 고 혼합하였다. 이때 고온 하소과정에서 휘발되는 PbO 를 보충하기 위하여 2 % 과잉 혼합하였다.9) 에탄올과 지 르코니아 볼을 혼합된 분말과 함께 용기에 넣고 24시간 동안 습식 볼 밀링을 하였다. 혼합된 분말을 120 °C 건 조 오븐에 넣고 24시간 동안 완전 건조 후에 상 합성 을 위하여 850 °C에서 4시간 동안 하소를 하였으며 승 온 속도는 5 °C/min 이다. SAY유리의 조성은 55SiO2- 28Al2O3-17Y2O3 mol% (99%, Sigma-aldrich Inc., USA) 으로 1,600 °C에서 2시간 동안 용융하여 유리 컬릿을 제 조하였다. 유리 컬릿은 지르코니아 볼을 이용하여 건식 분쇄하였다. 하소된 PZT 분말과 유리 분말을 체 가름하 여 크기를 균일하게 한 뒤, 볼 밀링을 이용하여 혼합하 였다. 혼합된 분말을 120 °C 건조 오븐에 넣고 24시간 동안 완전 건조를 하였다. 혼합 분말을 AD공정으로 막 으로 제조할 때 혼합 분말의 크기와 밀도 차이로 막 조 성은 초기 혼합 조성과 다르게 된다. 따라서 원하는 막 조성을 얻기 위해서는 혼합 분말을 같은 속도로 가속시 키는 것이 필요하다. PZT와 SAY 유리의 분말 크기와 무게 차이를 고려하여 두 분말을 850 °C에서 4시간 열 처리하여 약하게 결합시켰다. 열처리한 분말은 약 1 μm 크기로 분급하였으며 A D 방법을 이용하여 Pt/Ti/SiO2/Si 기판에 코팅하였다. 이때 수송가스로는 질소, AD 챔버 의 압력은 6.0 × 10-2 Torr, 기판과 노즐과의 거리는 2mm 로 유지하였으며 A D 막 제조 조건을 Table 1에 정리하 였다. PZT와 유리의 열 특성은 시차 주사 열량계(DSC, 404F1, Netzch, Germany)와 고온 현미경(HSM, Misura HSM, Expert System Solutions, Italy)을 이용하여 측정 했다. 제조된 분말과 코팅된 후막의 결정구조는 다목적 X선 회절 분석기(HR-XRD, X'Pert-PRO MRD, Malvern Panalytical, UK)를 이용하여 측정하였고, 후막 두께와 미세구조는 주사전자현미경(FESEM, S-4300, Hitachi, Japan)을 사용하여 관찰하였다. AD 막의 분극-전기장(PE) 특성은 ferroelectric test system (precision multiferroic and ferroelectric test system, P-PMF-K; Radiant technologies, USA)과 고전압 증폭기(high voltage power amplifier, model 610E, Trek Inc., USA)로 측정하였다.
3. 결과 및 고찰
AD 공정을 진행하기 전 두 가지의 분말을 약하게 결 합시켰는데 Lim 등의 연구에 의하면 유리와 PbO를 열 처리시 유리전이온도(glass transition, Tg) 값이 감소하는 것을 확인하였고 이는 PbO와 유리가 반응하여 생긴 현 상이다.12) 따라서 PZT의 PbO와 SAY 유리가 약하게 반 응하여 접합할 수 있도록 SAY 유리의 Tg인 약 900 °C 보다 약간 낮은 850 °C에서 열처리를 하였다.
Fig. 2는 850 °C의 온도에서 4시간 열처리를 한 PZTxSAY 분말의 XRD결과이다. 22°, 44°, 55° 부근을 확대 하여 보면 유리의 첨가량이 많아지면서 PZT의 (001), (100) 정방정계(Tetragonal, T) 결정 피크가 감소하며 피 크 사이의 (010) 능면체정계(Rhombohedral, R) 피크가 증가하는 것을 알 수 있다. 또한 (002)T, (200)T 사이의 (020)R 피크와 (102)T, (210)T 피크 사이의 (201)R 피크 강도가 증가하였으며13) 26° ~ 28° 부근에서 능면체정계 상인 PbZrO3의 피크가 형성되는데 이는 유리의 첨가에 따라 처음 선택한 Pb(Zr0.52Ti0.48)O3 조성이 약간 변화할 수 있다는 것으로 의미하며 압전 특성 또한 저하될 수 있음을 나타낸다. Fig. 3은 AD로 제조된 혼합 후막의 XRD 결과를 보여주며 후막 제조에 사용한 초기 혼합 분 말 X RD 결과와 비교하면 전체적으로 낮은 피크 강도 를 보인다. 이는 A D 공정 중 PZT 입자가 기판에 충돌 하면서 파괴되어 결정립 크기가 줄어든 결과이다.14)
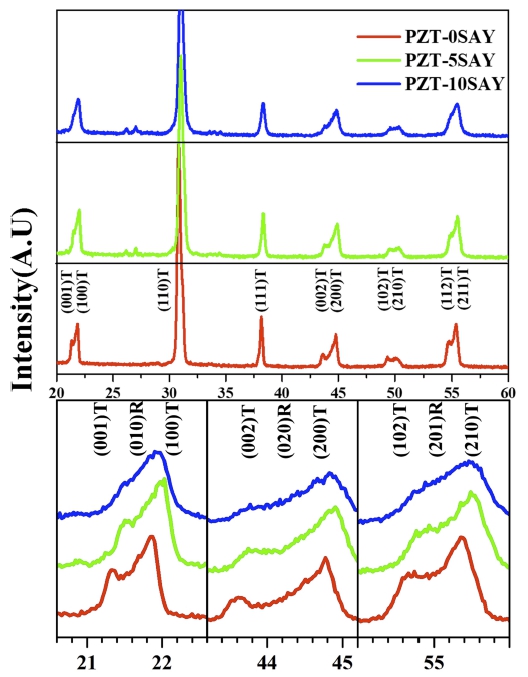
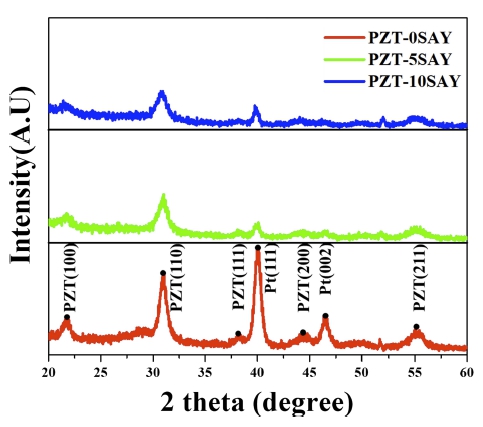
Fig. 4는 SEM으로 관찰한 PZT-xSAY 막의 단면 형상 으로 약 5 ~ 6 μm 정도의 후막이 형성되었다. 유리가 없 는 순수한 PZT 조성(PZT-0SAY) 후막에서는 공극(pore) 이 상당히 많이 관찰되었지만 유리를 포함한 막에서는 공극이 거의 관찰되지 않았다. Choi등의 연구에 의하면 AD 공정 중 수송 가스에 의해 가속된 PZT-xSAY 입자 운동에너지는 기판과 부딪히면서 열에너지로 바뀌게 되 며 이때 온도는 960 ~ 1,100 °C 고온으로 추정하였다. Fig. 5는 고온현미경과 D SC 결과를 토대로 유리의 특정 온 도 포인트(glass transition, first shrinkage, maximum shrinkage, softening point, flow point temperature)에서 그린 SAY 유리의 점성-온도 그래프이다. Viscoplastic range (106-9)에서 음영으로 칠해진 부분이 PZT-xSAY 입 자의 충돌과 충돌 시의 열에너지가 가해지는 영역이며 15,16) 세라믹 분말과 기판과의 충격으로 발생한 고온은 SAY 유리의 Tg보다 높아 유리가 점성을 가지게 되어 세 라믹 막을 고르고 치밀하게 채우는 데 도움을 주었다고 판단된다.
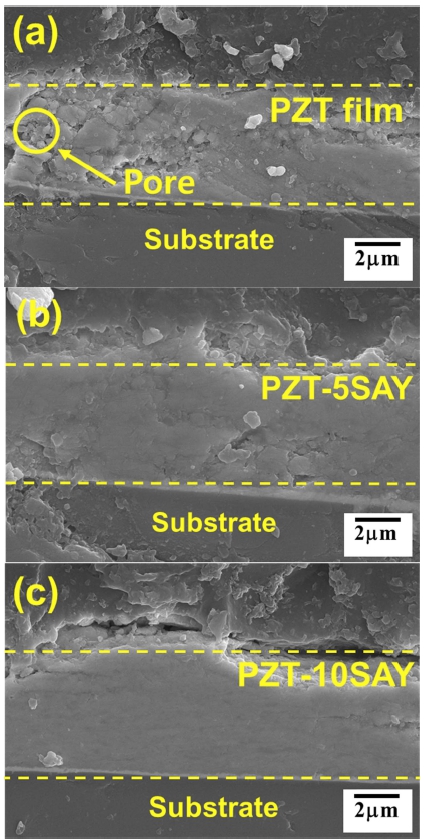
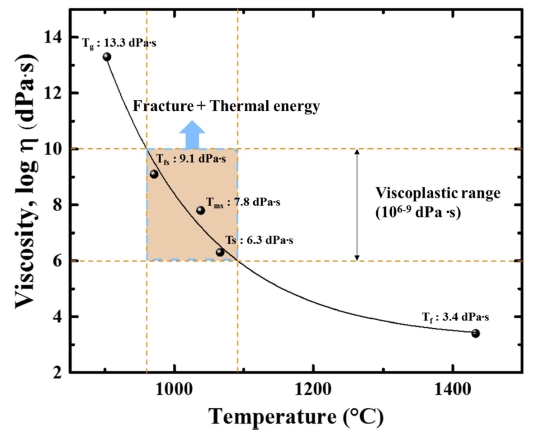
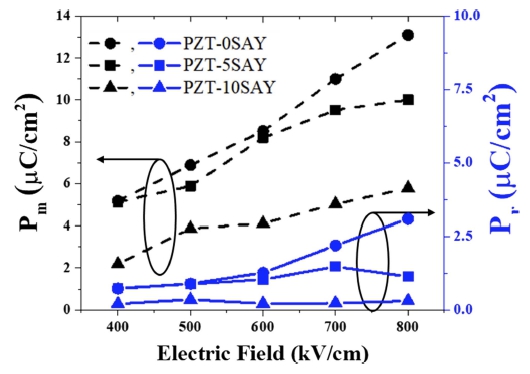
Fig. 6은 1 kHz의 주파수에서 측정된 유리 함유량에 따 른 AD PZT-xSAY 막의 P-E hysteresis loops 곡선이다. PZT-0SAY 후막에서는 800 kV/cm의 절연 파괴 전기장과 400 V의 절연 파괴 전압, 최대 13.1 μC/cm2의 분극 값 을 가졌고 PZT-5SAY 후막에서는 900 kV/cm의 절연 파 괴 전기장과 450 V의 절연 파괴 전압, 최대 11.9 μC/cm2 의 분극 값을 가졌으며 PZT-10SAY 후막은 1,500 kV/ cm의 절연 파괴 전기장과 750V의 절연 파괴 전압, 최 대 분극값은 13.9 μC/cm2였다. Fig. 7은 Fig. 6의 결과를 유리 함유량에 따라 비교하기 위하여 P-E hysteresis loops 곡선의 전계별 포화 분극(Pm, max polarization)과 잔류 분극(Pr, remnant polarization)을 나타낸 그래프이다. 유리를 첨가함에 따라 동일 전기장 대비 Pm 값은 감소 하는 경향을 보였으며 Pr 값도 점점 하락하는 것을 확 인할 수 있는데 Pr값의 하락은 완화형 강유전체의 이력 곡선처럼 얇아짐을 의미한다. 앞서 X RD 데이터에서 언 급했듯이 MPB 영역의 Pb(Zr0.52Ti0.48)O3에서 유리를 첨 가함에 따라 능면체정계 상인 PbZrO3의 비율이 높아져 Pm 값이 낮아졌으며 상대적으로 PbZrO3의 Pr 값이 정방 정계상인 PbTiO3의 Pr 값보다 작기 때문에 이력 곡선도 얇아졌음을 알 수 있다.17) 상유전체인 유리를 강유전체 에 혼합한 혼합물의 유전율은 식 (1)에 따라 구할 수 있 다.18) εm은 혼합물의 유전율, ε1, ε2는 각각 성분 1, 2의 유전율, α1, α2는 물질의 부피분율 (α1+ α2 = 1)이다.
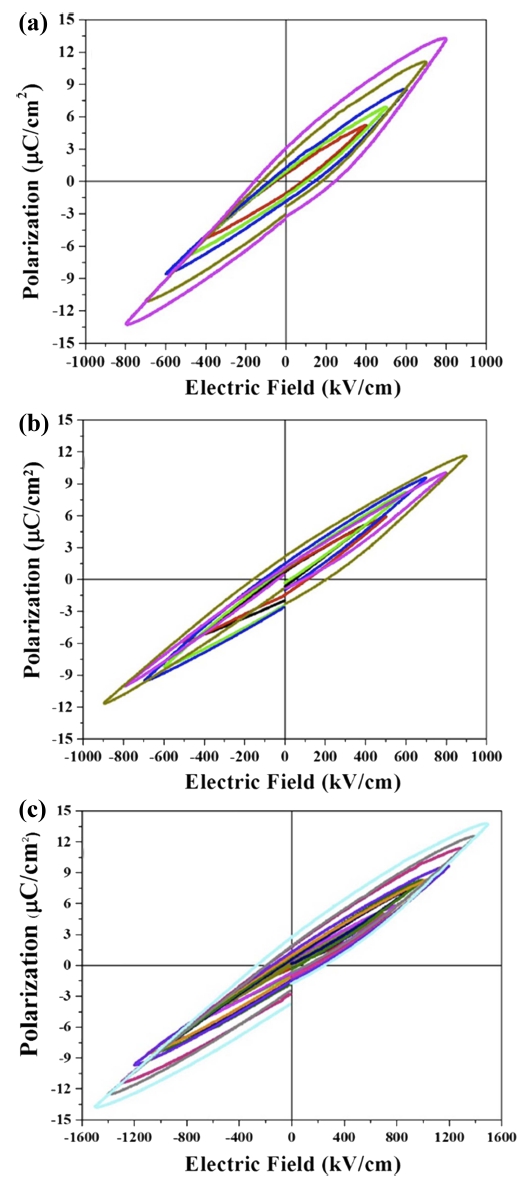
일반적으로 PZT 막의 유전율은 150이고 유리의 유전 율은 5 ~ 10 사이이므로 식 (1)에 따라 유리의 첨가량이 많을수록 혼합물의 유전율은 낮아지게 되며 Pm와 Pr이 낮아진 것을 확인할 수 있었다.
Fig. 8은 Fig. 6을 토대로 그린 에너지 밀도와 에너지 저장 효율 그래프이다. 에너지 밀도와 에너지 저장 효 율은 다음 식 (2, 3)에 따라 분극축과 P-E그래프의 적 분을 통해 구할 수 있다. 여기서 J는 에너지 밀도, P는 분극, E는 전기장이며 η는 에너지 저장 효율이다.19)
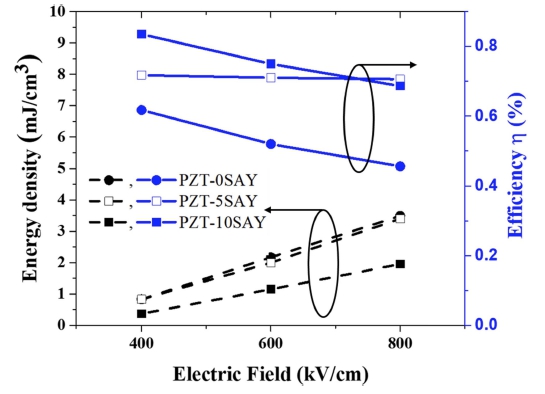
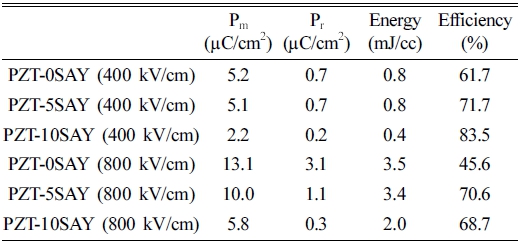
모든 전기장에서 PZT-xSAY 후막의 에너지 밀도는 식 (2)에 따라 분극 값에 의존하므로 분극 값이 높은 순서 인 PZT-0SAY, PZT-5SAY, PZT-10SAY 순으로 PZT- 0SAY 가 가장 높았다. 하지만 에너지 저장 효율은 식 (3)에 따라 손실되는 에너지도 변수로 작용하기 때문에 이력 곡선의 Pm, Pr 등의 변수가 작용하여 전기장에 따 라 낮은 전기장(400 kV/cm)과 높은 전기장(800 kV/ cm)에서 비교한 결과를 Table 2에 정리했다. 에너지 저 장 효율은 낮은 전기장에선 PZT-0SAY가 61.7 %, PZT- 5SAY가 71.7 %, PZT-10SAY가 83.5 %로 유리 함량이 증가함에 따라 에너지 저장 효율은 증가하였다. PZT- 0SAY의 Pm 값이 가장 높지만 Pr 값도 가장 높기 때문 에 에너지 손실도 증가한다. 높은 전기장에서 Pr 값이 큰 PZT-0SAY는 에너지 저장 효율이 급격히 감소하고 유리 를 많이 섞은 PZT-10SAY는 Pr 값은 작지만 에너지 밀 도가 낮아 에너지 저장 효율은 PZT-0SAY가 45.6%, PZT-5SAY가 70.6 %, PZT-10SAY가 68.7 %로 PZT- 5SAY의 효율이 가장 높게 측정이 되었다. 유리가 AD 공정 중에 유동성을 가져 A D 후막 빈틈을 채워 유리 첨가량이 증가할수록 혼합 막이 치밀해지며 후막의 절 연 파괴 전압이 상승하였다. 또한 PZT와 유리의 반응으 로 인해 PbZrO3의 비율이 높아져 Pr 값이 하락하여 낮 은 전기장에서 에너지 저장 효율은 증가하였다. 하지만 낮은 유전율을 가진 유리 양의 증가로 인하여 PZT-xSAY 후막의 Pm 값이 점차 낮아져 에너지 저장 밀도 또한 낮 아지는 경향을 보여 높은 전기장에서의 에너지 저장 효 율은 증가 후 다시 감소를 보였다.
4.결 론
본 연구는 상온분말분사법을 이용하여 강유전체-유리 (PZT-SAY) 혼합 후막을 제조하였다. 실험결과 400 kV/ cm의 전계에서 PZT-5SAY 후막은 에너지 밀도가 PZT- 0SAY 후막과 같은 0.8mJ/cc이며 에너지 저장 효율은 71.7 %이다. PZT-10SAY 후막은 에너지 밀도가 PZT- 0SAY 후막에 비해 0.8mJ/cc에서 0.4mJ/cc로 50%의 감소가 있었으며 에너지 저장 효율은 83.5 %이다. 800 kV/cm의 전계에서 PZT-5SAY 후막은 에너지 밀도가 PZT-0SAY 후막에 비해 3.5mJ/cc에서 3.4mJ/cc로 2.8 %의 감소가 있었으며 에너지 저장 효율은 70.6 %이다. PZT-10SAY 후막은 에너지 밀도가 PZT-0SAY 후막에 비 해 3.5 mJ/cc에서 2.0 mJ/cc로 42.9 %의 감소가 있었으 며 에너지 저장 효율은 68.7 %이다.
유리를 첨가할수록 혼합 막이 치밀해지며 따라서 절연 파괴 전압이 상승하였다. 또한 PZT와 유리의 반응으로 인해 Pr 값이 하락하여 낮은 전기장에서 에너지 저장 효 율이 증가하였다. 하지만 낮은 유전율을 가진 유리 양 의 증가로 Pm 값이 점차 낮아져 에너지 저장 밀도 또 한 낮아지는 경향을 보여 높은 전기장에서의 에너지 저 장 효율은 증가 후 다시 감소를 보여 낮은 전기장(400 kV/cm)에선 PZT-10SAY가 83.5 %로 높은 전기장(800 kV/cm)에선 PZT-5SAY가 70.6 %로 효율이 가장 높게 측정이 되었다.
