

1.서 론
반도체 및 디스플레이 산업분야에서 선폭 미세화 및 고집적화가 지속적으로 진행하고 있으며, 이에 따라 고 밀도 플라즈마 식각공정의 필요성과 공정장비에 사용되 는 내플라즈마 소재개발이 요구되고 있다.1-3) 고밀도 플 라즈마 식각 환경은 식각장비 챔버용 세라믹 소재의 입 자탈락에 의한 챔버 및 웨이퍼 오염을 야기시키며, 이 는 반도체 회로 불량 등의 수율 관리에 큰 장애로 작 용한다.4,5) 이를 해결하기 위해 낮은 플라즈마 반응성과 식각율을 갖는 내플라즈마 특성이 우수한 세라믹 소재 에 대한 연구가 광범위하게 진행되고 있다.
대표적인 내플라즈마 소재로 Y2O3, CVD-SiC 등이 현 재 산업적으로 적용되고 있다. 특히, Y2O3의 경우 내플 라즈마 특성이 우수하다고 보고되고 있으나, 매우 고가 의 소재로 이를 대체하기 위해 최근에는 Y계열 화합물 인 YAG(Y3Al5O12), YOF 등의 내플라즈마성 소재를 코 팅하는 연구가 산업계를 중심으로 진행되고 있다.6-9)
본 연구의 선행연구를 통해 우수한 내플라즈마 특성의 Y2O3가 포함된 YAS(Y2O3-Al2O3-SiO2)계 프릿(frit)을 용 융코팅법을 통해 알루미나 모재에 코팅하는 연구를 진 행하였으며, 이를 통해 코팅층 내 형성되는 YAG, Y2Si2O7, Al2O3 결정상 및 YAS계 비정질 상(phase) 중에서 Y함 유 결정상, 특히, YAG 결정상의 내플라즈마 특성이 상 대적으로 우수하다는 결과를 얻은 바 있다.9)
본 연구에서는 선행연구를 바탕으로 코팅용 YAS계 프 릿의 상함량 제어를 통해 용융 코팅 후 내플라즈마 특 성이 가장 우수한 YAG 상함량을 최대화하고자 하였으 며, 그에 따른 내플라즈마 특성과의 연관성을 파악하고 자 하였다.
2. 실험 방법
본 연구에서 사용한 출발 원료를 Table 1에 나타내었 다. Y2O3, Al2O3, SiO2 원료분말의 조성비를 제어하여 습식 혼합 후 1,500 °C ~ 1,650 °C의 범위에서 용융 및 냉각시켜 결정상의 종류와 그 함량 그리고 비정질상 함 량이 서로 다른 프릿(frit)을 제조하였다.
Table 1
Specification of raw powders
| Powder | Purity (wt%) | Average size (μm) | Supplier |
|---|---|---|---|
| Y2O3 | >99.99 | 4.45 | Kojundo, Japan |
| Al2O3 | >99.99 | 2.74 | Kojundo, Japan |
| SiO2 | >99.90 | 0.79 | Kojundo, Japan |
YASA 프릿은 기존 보고9)에서 내플라즈마 특성이 가 장 우수했던 조성을 선택하여 제조하였으며, YASB는 Y2O3와 Al2O3가 YAG로 대부분 합성될 수 있게 화학양 론 조성비로 제조하였다. YASC는 YASB의 조성에서 Y2O3와 Al2O3의 몰 반응비(mol%)를 고정한 후, SiO2의 함량을 감소시켜 제조하였다.
제조된 YAS계 프릿을 치밀소결 및 평탄가공된 알루 미나 모재(R.D. > 99 %, 10 × 10 × 4T mm) 표면에 균일하 게 도포 후, 1,500 °C~1,650 °C 온도에서 모재 위에 용 융 코팅하였다. X-선 회절분석기(XRD, Rigaku, Japan)를 이용하여 제조된 프릿과 코팅층을 상분석하였으며, 각 시 편의 미세조직과 비정질 및 결정질상의 성분 분포를 주 사전자현미경(FE-SEM, JEOL, Japan)을 통해 관찰하였 다. 프릿과 코팅층의 상함량 정량분석은 X-선 회절패턴 을 통해 측정된 각 결정상의 적분강도 합과 비정질상의 적분강도 합의 비율을 통해 분석하였다.10,11) 내플라즈마 시험은 TCP-9600PTX (LAM research Co., USA) 장비 를 이용하여 Table 2에 나타낸 조건으로 진행하였으며, 모든 코팅 시편은 플라즈마 식각 분석을 위해 코팅층의 두께가 70 μm가 되도록 평편하게 균일가공하여 진행하 였다. 또한, 내플라즈마 특성 비교대조군으로써 국내 상 용 소재(Y2O3, Al2O3, Quartz, CVD-SiC)를 코팅 시편 의 규격과 동일하게 가공하여 측정하고 비교하였다. 단, Y2O3, Al2O3, Quartz의 경우 기존 선행연구9)에서 측정된 결과를 활용하였다. 플라즈마 식각 전 후의 미세조직 변 화를 비교 관찰하기 위해 시편표면의 절반을 폴리이미 드(polyimide) 테이프로 가린 후 내플라즈마 시험을 진 행하였으며, 플라즈마 식각 전후 시편의 단위면적당 무 게 감소율을 통해 내플라즈마 특성을 평가하였다.
3. 결과 및 고찰
원료분말의 조성 제어를 통해 제조한 YAS계 프릿의 X- 선 회절패턴 및 상분석 결과를 Fig. 1에 나타내었다. 상 분석 결과, YASA 프릿은 YAG 결정상(42.10 %), Y2Si2O7 결정상(36.01 %), Al2O3 결정상(2.45 %) 그리고 YAS계 비정질상(19.43 %)으로 제조된 것을 확인하였다. 그리고 YASB는 YAG 결정상(77.50 %)과 YAS계 비정질상(22.50 %)으로 제조된 것을 확인하였으며, YASC는 대부분 YAG 결정상(92.37 %)으로 제조된 것을 확인하였다.
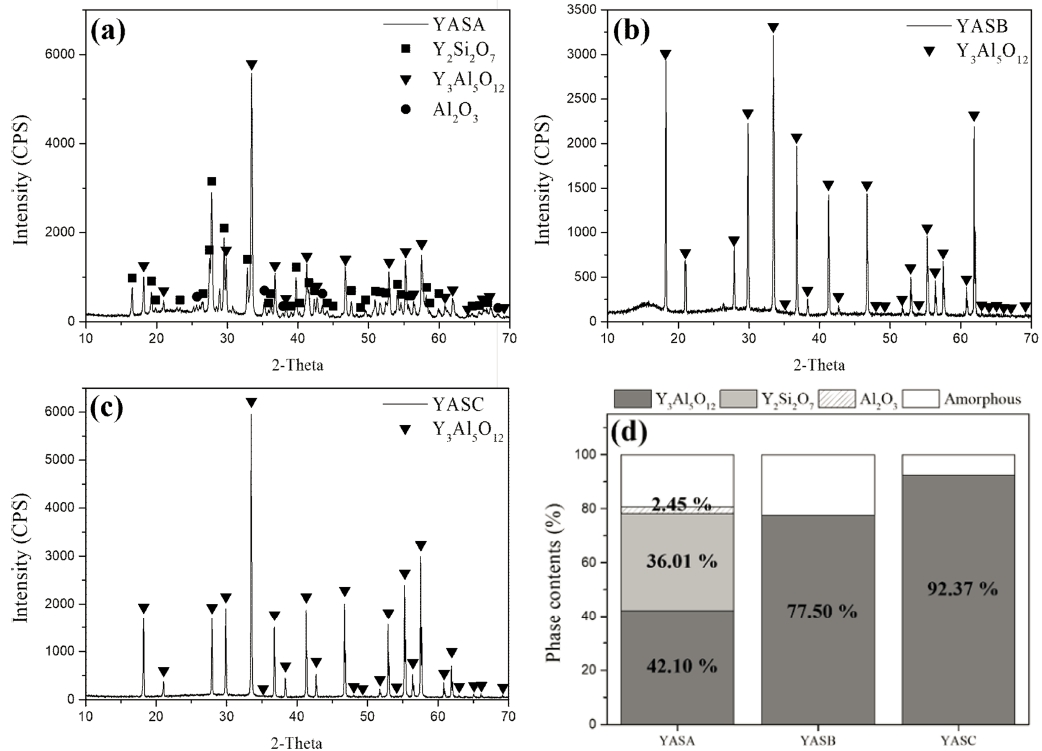
Fig. 1
XRD patterns for as-prepared YAS frits and their phase contents. (a) YASA, (b) YASB, (c) YASC frit and (d) phase contents of YASA, YASB and YASC frits.
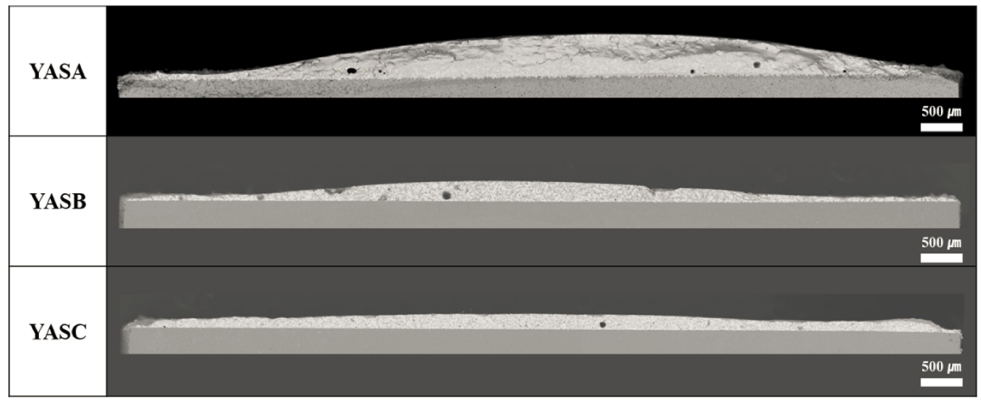
Fig. 2는 각 YAS계 프릿을 용융코팅법을 이용하여 알 루미나 모재 위에 코팅 후, 코팅시편을 절단하고 그 단 면을 관찰한 것이다. 프릿 내 YAG (Y3Al5O12) 결정상 함량이 증가함에 따라 코팅층 두께의 편차가 감소하면 서 형성되는 것을 확인 할 수 있었다. 이는 Y2Si2O7 결정 상(Tm = 1,775 °C)과 Al2O3 결정상(Tm = 2,072 °C)에 비 해 용융점이 높은 YAG 결정상(Tm = 2,690 °C)의 함량 이 증가함에 따른 프릿의 용융점 상승과 점도 증가로 프 릿 도포 형상이 코팅 후에도 유지된 것으로 판단된다. 용융코팅법은 열처리를 통해 프릿을 용융시킨 후 용융 된 프릿과 모재간의 젖음성 및 침투특성을 통해 코팅하 는 방법9)으로 프릿 내 높은 용융점의 YAG 결정상 함 량 제어를 통해 모재 위에 형성되는 코팅층 형상(Shape) 을 제어가능 할 것으로 판단된다.
프릿 내 YAG 결정상 함량에 따른 코팅층의 XRD 및 미세조직(Fig. 3)을 분석한 결과, 프릿 내 YAG 결정상 함량이 증가함에 따라 코팅층의 결정화도가 증가하는 경 향을 나타내었으며, YAG 결정상, Y2Si2O7 결정상, Al2O3 결정상 그리고 YAS계 비정질상이 혼재되어있음을 관찰 하였다. 이는 코팅층의 상함량을 XRD 정량분석한 결과 (Fig. 4)에서도 동일하게 나타나며, 프릿 내 YAG 결정 상 함량이 증가함에 따라 코팅층 내 YAG 결정상 함량 이 증가하고 비정질화도가 감소하는 경향을 나타내었다. 이러한 결과를 프릿의 정량 상분석 결과(Fig. 1)와 비교 하였을 때, 코팅 전후 상변화가 일어난 것을 확인할 수 있었다. 특히 YASC의 경우 프릿에서 대부분 YAG 결 정상을 갖도록 출발조성을 제어하였음에도 불구하고 코 팅 후 약 65 %의 YAG 결정상과 함께 Y2Si2O7 결정상, Al2O3 결정상이 형성된 것을 확인할 수 있었다. 이는 코 팅층 하부 Al2O3 모재의 영향으로 추정되며 YASA의 코 팅층과 결합계면의 미세조직(Fig. 5)을 통해 미세구조적 근거를 확인할 수 있었다. YASA의 코팅층 미세조직[Fig. 5(a)]을 관찰하면 모재에서 멀어질수록 결정화도(degree of crystallinity)가 떨어지는 것을 확인 할 수 있는데, 이러 한 현상은 용융코팅 도중 프릿 용융체(melts)와 모재간 의 접촉계면에서부터 불균일 핵생성으로 인한 YAS 코 팅층 결정화가 시작되는 것으로 판단된다.12) 또한, YASA 의 결합계면을 관찰하였을 때[Fig. 5(b)], 코팅 전 표면 가공을 통해 평탄면을 가지는 모재를 사용하였음에도 불 구하고 Al2O3 모재와 코팅층간의 접촉면에서 굴곡된 형 태로 치밀하게 결합된 계면이 관찰되었다. 이러한 표면 굴곡은 고온 용융코팅 시 계면에서 Al2O3 모재 성분이 YAS 프릿 융액으로 용해(dissolution)되어 형성된 미세구 조로 판단된다. 이를 바탕으로 용융코팅 도중 모재로부 터 코팅층 내로 Al2O3의 유입 및 모재에 의한 불균일 핵생성으로 인해 코팅 전 프릿과 코팅 후 코팅층 간 상 변화가 일어나는 것으로 추정되며 상변화 과정을 포함 한 용융 코팅 공정에 대한 연구가 수행 중이다.
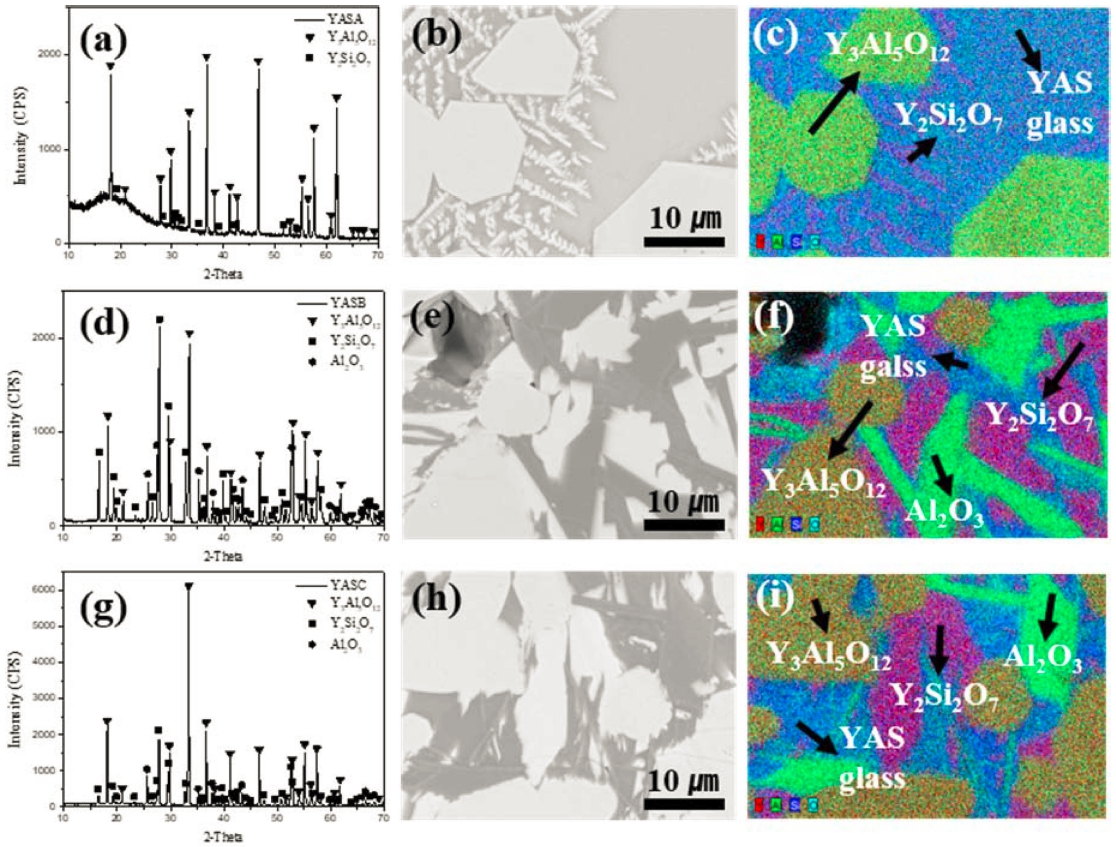
Fig. 3
XRD patterns and microstructure analysis of YASA, YASB and YASC coating layer. (a, b, c) YASA, (d, e, f) YASB and (g, h, i) YASC coating layer.
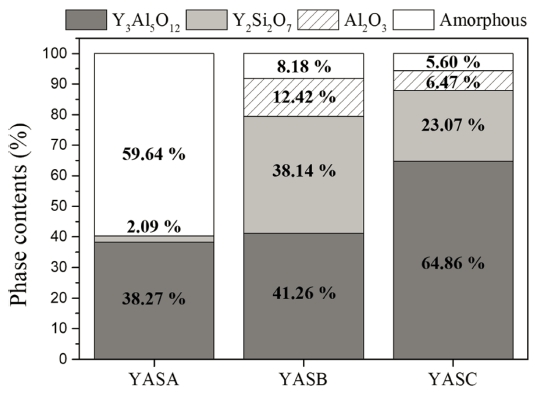
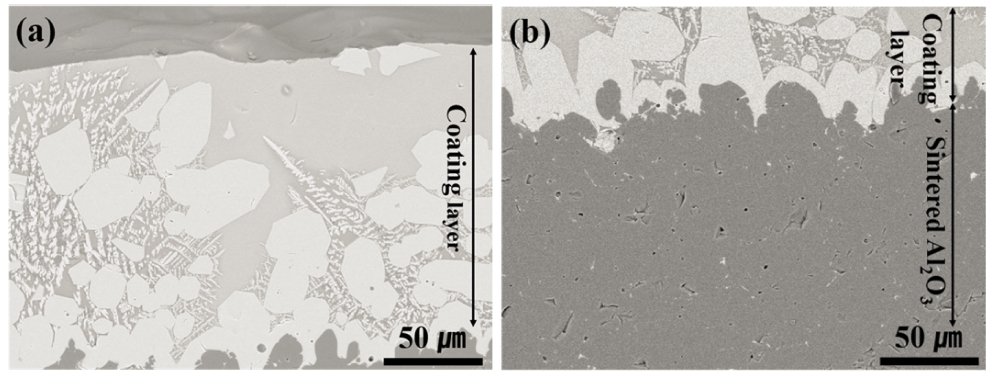
Fig. 5
Microstructure of (a) YASA coating layer, (b) interface between YASA coating layer and underneath parent Al2O3.
코팅층을 구성하는 각 상(Phase)의 플라즈마 식각 정 도를 관찰한 결과(Fig. 6), YAG 결정상 및 Y2Si2O7 결 정상보다 YAS계 비정질상 및 Al2O3 결정상이 플라즈마 식각 정도가 큰 것을 확인할 수 있었다. 이는 YAS계 비 정질상 및 Al2O3 결정상에 비해 YAG 및 Y2Si2O7 결정 상의 내플라즈마 특성이 우수하다는 것을 나타낸다. 이 를 바탕으로 코팅층 내 Al2O3 결정상을 제외한 YAG 및 YAG포함 Y계 결정상 함량과 플라즈마 테스트 후 식각 율을 비교한 결과(Fig. 7), Y계 결정상 함량 중에서도 YAG 결정상 함량의 경향이 각 조성의 식각율 경향과 일 치하는 것으로 관찰되었다. 이를 통해 Y계 결정상 함량 중 YAG 결정상함량이 코팅층의 내플라즈마 특성에 주 도적으로 영향을 미치는 것으로 판단된다. 또한, YAG 결 정상 함량이 증가함에 따라 내플라즈마 특성이 향상하는 경향을 나타내었는데, 이는 YAG 결정상이 불소계 가스 와 반응하여 상온에서 낮은 증기압을 가지는 AlF3와 YF3 화합물이 식각표면에 형성하기 때문으로 판단된다.6,9,13)
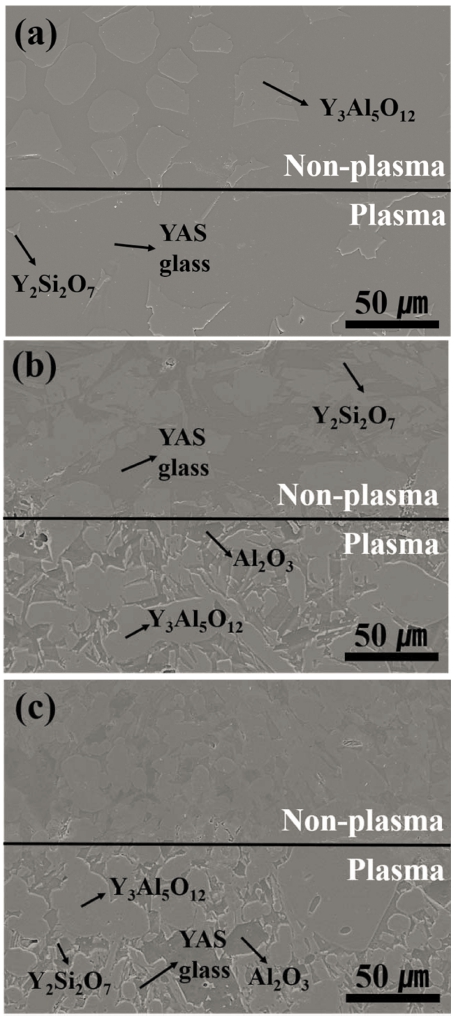
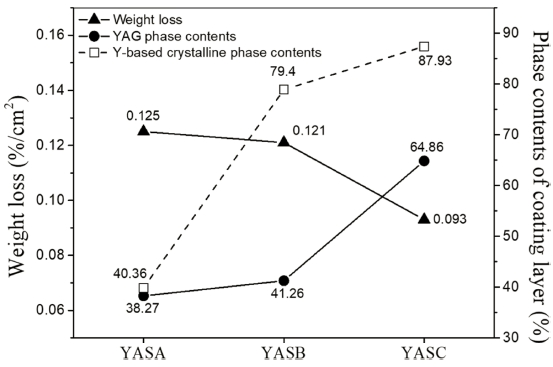
Fig. 7
Comparison of phase contents and weight loss after antiplasma test of YASA, YASB and YASC coating layer.
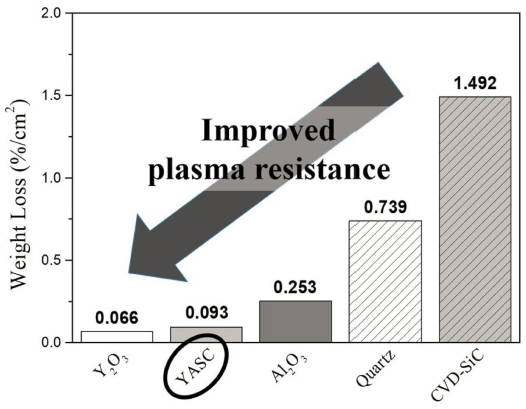
Fig. 8은 내플라즈마 소재로 많이 사용되고 있는 상용 Y2O3, Al2O3, Quartz, CVD-SiC와 YASC 코팅 세라믹스 의 식각율을 비교하여 나타낸 것이다. 각 소재의 식각율 을 비교해본 결과, YASC 코팅 세라믹스의 내플라즈마 특 성(식각율 0.093 %)은 CVD-SiC (1.492 %) 대비 16배이 고, Quartz (0.739 %) 대비 8배이었으며, Al2O3 (0.253%) 대비 3배의 향상된 성능을 나타내었다. 그리고 Y2O3 (0.066 %)의 70 %의 성능을 나타내어 YAG 결정상 함량 제어를 통해 기존 보고9)보다 내플라즈마 특성이 약 1.3 배 향상된 내플라즈마성 코팅층 제조가 가능하였으며, 수 행중인 상변화과정 연구를 통해 YAG 결정상 함량이 더 욱 증가된 내플라즈마 코팅층 제조가 가능할 것으로 판 단된다.
4.결 론
YAS계 프릿의 조성 및 상 제어를 통해 내플라즈마 특 성이 우수한 YAG 상함량을 증가시킨 YAS계 코팅층을 제조하고자 하였다. 이를 위해 상함량을 제어한 YAS계 프릿을 알루미나 모재위에 용융코팅하여 그에 따른 상 분석과 내플라즈마 시험 결과를 비교 분석하였다. 프릿 내 YAG 결정상 함량이 증가함에 따라 용융코팅 후 코 팅층 내 YAG 결정상 함량이 증가하고 비정질화도가 감 소하는 경향을 확인하였다. 또한, 모재의 영향으로 추정 되는 코팅전후 상변화가 관찰되었다. 용융코팅법을 통해 제조된 YAS계 코팅층의 내플라즈마 특성은 코팅층 내 Y계 결정상 중 YAG 결정상 함량이 주도적으로 영향을 미치는 것으로 판단되며, YAG 결정상 함량이 증가함에 따라 내플라즈마 특성이 높아지는 경향을 나타내었다. 제 조된 YAS계 코팅층의 내플라즈마 특성은 Quartz의 8배, Al2O3의 3배였으며, Y2O3 대비 70 %의 성능을 가지는 것을 확인하였다. 이를 통해 기존의 연구결과보다 내플 라즈마 특성이 약 1.3배 향상된 내플라즈마 코팅층 제 조가 가능하였다.
