

1. 서 론
최근 반도체 공정의 고집적화 및 선폭 초미세화의 기 술은 고밀도 플라즈마, 고청정도, 과도한 전기적 충격등 의 초극한 환경 하에서의 플라즈마 식각공정을 요구하고 있다. 특히, 화학적 반응성이 강한 F, Cl 또는 Br 등의 할로겐 원소를 포함하는 반응가스를 이용하는 플라즈마 식각공정은1-2) 웨이퍼 표면의 다양한 증착재료를 식각시 킴과 동시에 챔버 내부의 금속 또는 세라믹 부품들과의 화학적 및 물리적 반응을 통하여 부품 표면의 손상과 함 께 비휘발성 오염입자의 발생을 초래한다.3-5) 플라즈마 식 각공정 부품으로 주로 사용되고 있는 재료로는 양극산 화 알루미늄 합금, 석영(SiO2) 그리고 Al2O3 등이 있으 나, 이들 재료들은 할로겐 원소 라디칼에 대하여 매우 열악한 화학적 안정성을 나타낸다.3-5) 최근에는 이들 금 속 또는 세라믹 부품의 표면에 우수한 내플라즈마 저항 성을 나타내는 세라믹 소재의 코팅에 대한 관심이 크게 증가하고 있으며, 대표적으로 Y2O3 코팅이 널리 적용되 고 있다.6-14)
Y2O3는 높은 용융점(2,450 °C), 비교적 높은 열전도도 (13 W/mK) 및 유전율(14-18), 넓은 밴드 갭(5.5 eV), 우수 한 굴절율과 광투과율, 화학적 안정성 그리고 2300 °C 까 지의 결정학적 안정성 등의 특성으로 인하여14) 광전자 분 야 또는 화학적 안정성이 요구되는 분야에 적용되고 있 다. 특히 Y2O3는 높은 산소 친화력과 우수한 열역학적 안정성으로 인하여 고온의 용융 금속, 염 및 슬래그에 대한 저항성이 매우 우수한 것으로 알려져 있다.15-17) Y2O3 는 반도체 식각공정에서의 고밀도 CF4-O2 플라즈마 환 경 하에서 Al2O3 대비 월등히 우수한 플라즈마 침식 저 항성을 나타내는 것으로 알려져 있으며,6-13) 그 이유로는 Y2O3의 F 라디칼에 대한 우수한 화학적 안정성, 이트륨 의 높은 원자질량에 따른 높은 이온 충돌 저항성 그리 고 반응생성물인 YF3의 우수한 기계적 특성 등을 들 수 있다. 또한 소결 Y2O3 벌크 소재는 기공 또는 낮은 입 자간 결함 등의 구조적인 결함을 많이 포함하고 있는 플 라즈마 스프레이 Y2O3 코팅층과 비교하여 우수한 플라 즈마 침식 저항성을 나타내고 있다.11)
플라즈마 스프레이 공정은 고상 분말을 고온/고속의 플 라즈마 제트 내에 투입하여 짧은 시간 내에 용용시킴과 동시에 기판표면으로 고속 분사하여 수 십에서 수백 마 이크론 두께의 코팅층을 형성한다. 열원으로 사용되는 플 라즈마 제트의 온도가 최고 15,000 K 이상으로 매우 높 기 때문에 용융점이 높은 세라믹 재료의 코팅층 형성에 이용되고 있다. 이러한 플라즈마 스프레이 공정은 다른 표면개질방법들에 비하여 코팅소재와 공정조건에 대한 제 한이 적고, 대면적 코팅이 가능하고, 코팅층 두께 조절 이 용이하며, 기판에 미치는 영향을 최소화 할 수 있는 장점이 있다. 그러나 플라즈마 스프레이 세라믹 코팅층 은 미용융 또는 부분용융 액적들의 코팅층으로의 혼입 에 따른 마크로 기공의 형성과 적층액적의 급속 응고 및 냉각에 따른 낮은 액적간의 결합력 그리고 미세균열의 형성 등으로 인하여11,18-23) 벌크소재 대비 크게 열악한 기 계적 특성을 나타낸다. Y2O3 코팅층의 우수한 내플라즈 마 저항성을 확보하기 위하여서는 미세결함이 최소화된 치밀한 코팅층을 제조하여야 하며, 이를 위하여서는 코 팅층의 결함형성에 미치는 공정인자에 대한 체계적인 연 구가 필요하다.
본 연구에서는 플라즈마 제트에서의 분말 용융 특성에 따른 Y2O3 코팅층의 미세조직(특히, 미세결함) 형성 기 구에 대하여 조사하였다. 분말 용융 정도는 플라즈마 제 트와 주입 분말간의 열적 상호작용에 의하여 결정되므 로, 본 연구에서는 분말 주입 위치를 플라즈마 제트의 온도와 속도가 급변하는 플라즈마 건의 노즐 출구를 기 준으로 플라즈마 건의 내부 또는 외부로 달리하여 Y2O3 코팅층을 제조하였다. 서로 상이한 미세조직 특성을 갖 는 Y2O3 코팅층의 Vickers 경도와 스크래치 저항성의 평 가를 통하여 Y2O3 코팅층의 기계적 특성에 미치는 미 세조직 인자에 대하여 조사하였다.
2. 실험 방법
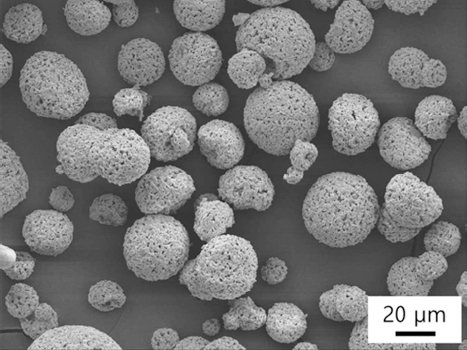
본 연구에 사용된 플라즈마 스프레이 코팅용 Y2O3 과 립분말은 99.99 %의 순도의 서브마이크론 원료분말(Terio Corp., China)을 이용하여 분무건조공정 및 후속 소결공 정으로 제조하였다. Y2O3 과립분말은 Fig. 1에서 보듯이 수 백 nm의 미세입자들의 응집으로 이루어진 구형의 agglomerated-sintered 분말이며, 약 10-50 μm의 입도분포 를 가지고 있었다.
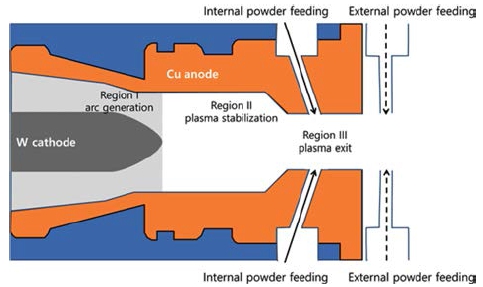
플라즈마 스프레이는 Praxair사의 SG-100 시스템과 Ar- He 혼합가스를 이용하여 대기 중에서 실시하였다. 플라 즈마 스프레이 코팅 기판으로 6061 알루미늄 판재를 사 용하였으며, 코팅층과 기판의 접착력을 증가시키기 위하 여 기판표면을 sand blasting 하였다. Fig. 2는 플라즈마 건의 단면 모식도이며, 플라즈마 건으로 주입된 Ar-He 분사가스는 양극과 음극에서 발생된 고에너지 DC 아크 에 의하여 고온의 높은 에너지 밀도의 플라즈마 상태로 변환되며, 이 후 노즐을 통한 외부로의 분출과정을 통 하여 고온, 고속의 플라즈마 제트를 형성한다. 기판 또 는 적층 표면에 유입되는 분말의 용융정도를 변화시키 기 위하여 본 연구에서는 플라즈마 제트로의 분말 주입 위치를 Fig. 2와 같이 플라즈마 건의 내부 또는 외부로 달리하여 Y2O3 코팅층을 제조하였다. 분말 주입 위치 외 의 다른 코팅공정변수는 동일하게 하였으며, 주요 공정 조건은 플라즈마 제트의 출력 34 kW, 노즐과 기판간의 거리 120 mm 그리고 분말공급양 약 15 g/min 이었다.
Y2O3 코팅층의 표면 및 단면 미세조직은 주사전자현 미경으로 관찰하였으며, 코팅층의 기공도는 500 배율에 서의 image analysis로 측정하였다. Y2O3 코팅층의 경도 는 micro-Vickers 경도기에서 200 g 하중 하에서 30회 측 정하여 평균값을 구하였다. Y2O3 코팅층의 건전성을 평가 하기 위한 방법으로 경면 연마된 Y2O3 코팅층과 Revetest scratch tester(CSM Instrument)를 이용하여 스크래치 시 험을 수행하였다. 스크래치 시험은 다이아몬드 압입자에 10-40 N의 하중을 인가하여 10 mm/min 이송속도에서 실 시하였으며, surface profilometer를 이용하여 코팅층 손 상영역의 최대 깊이를 측정하였다.
3. 결과 및 고찰
Fig. 3는 동일한 플라즈마 제트 출력에서 분말 주입 위 치의 변화에 따른 Y2O3 코팅층의 표면 형상을 나타낸 것이다. 플라즈마 건 내부에서의 분말 주입에 의하여 제 조된 internal feeding 코팅층은 용융된 액적들의 퍼짐에 의하여 형성된 얇은 두께의 splat 들로 이루어진 적층 표 면을 보이고 있으며(Fig. 3(a)), 코팅층의 표면 거칠기(Ra) 는 약 3.5 ± 0.5 μm를 나타내었다. 반면에 플라즈마 건 출구에서의 분말 주입에 의하여 제조된 external feeding 코팅층에서는 용융 액적들의 적층에 의한 얇은 splat의 형성과 함께 상당량의 부분 용융 액적들의 적층을 확인 할 수 있으며, 이들 부분 용융 액적들은 주위의 완전 용 융 splat들과 비교적 우수한 결합상태를 유지하고 있다(Fig. 3(b)). External feeding 코팅층은 부분 용융 액적들의 적 층으로 인하여 internal feeding 코팅층과 비교하여 상대 적으로 높은 Ra = 5.2 ± 0.7 μm의 표면 거칠기를 나타내 었다. 플라즈마 건에서 방출된 플라즈마 제트는 대기 공 기와의 산란에 의하여 열 및 운동에너지의 급속한 감소 를 초래하므로18,20) 분말 주입이 플라즈마 건의 외부에서 행하여지는 external feeding은 Y2O3 분말의 용융효율을 크게 감소시키는 요인으로 작용한다. Internal feeding은 플라즈마 건의 밀폐된 좁은 공간에서 고온의 플라즈마 제트로 직접적으로 분말을 주입하게 되므로 Y2O3 분말 의 높은 용융효율을 얻을 수 있으며, 결과적으로 완전 용융된 액상상태로 대부분의 액적이 기판 표면에 도달 하게 된다. Fig. 3(a)의 불규칙적으로 넓게 펴진 splat은 완전 용융된 액적의 적층에 의하여 형성된 것이다.
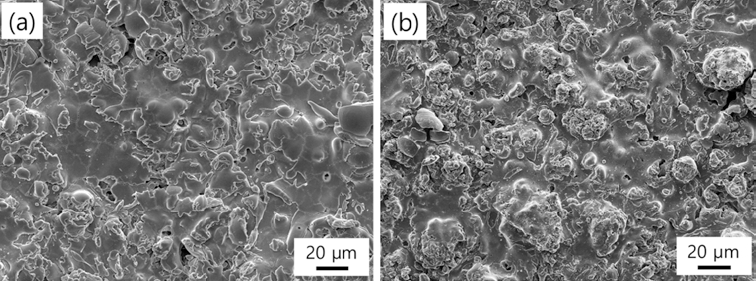
Fig. 3
Surface morphology of plasma-sprayed Y2O3 coatings: (a) internal feeding and (b) external feeding.
Fig. 4는 internal feeding과 external feeding의 Y2O3 코팅층의 단면 미세조직과 파단면을 나타낸 것이며, 플 라즈마 제트로의 분말 주입 위치의 변화에 따른 기판 표 면에 도달하는 액적의 용융정도의 차이에 의하여 Y2O3 코팅층은 뚜렷한 미세조직 차이를 보이고 있다. 완전 용 융된 액상상태의 액적들에 의하여 형성된 internal feeding 코팅층의 미세조직은 수 μm 두께의 splat 들의 연속적 인 적층으로 이루어진 층상구조를 나타내고 있으며, 불 규칙 형상의 마크로 기공, splat 경계 기공층 그리고 미 세균열 등의 다양한 결함들을 포함하고 있다(Fig. 4(a)). 적층표면에 평행한 방향의 얇은 기공층이 splat 경계면 의 일부 영역에서 뚜렷하게 생성되어 있으며, 또한 일 부 splat 들은 적층표면에 수직한 방향으로의 미세균열 들을 포함하고 있다. 이러한 splat 경계 기공층과 미세 균열의 생성은 고온의 액상 Y2O3 splat들이 적층표면에 서 급속히 냉각되는 과정에서 수반하는 과도한 열적수 축에 따른 결과로 사료된다. 플라즈마 제트에서 완전 용 융된 액적들은 고속으로 적층표면에 충돌함에 따라 액 상 퍼짐에 의한 얇은 두께의 splat을 형성하며, 적층과 동시에 기판으로의 급속한 열전달에 의하여 응고된다. 적 층표면에서의 액적의 냉각속도는 105-8 K/s으로 매우 빠 른 것으로 알려져 있으며,18-20) 이 때 고온의 액상 Y2O3 splat은 큰 응고수축과 고상수축을 수반한다. 액적의 온 도가 높을수록 적층표면에서의 확대된 액상 퍼짐으로 인 하여 splat의 두께는 얇아지게 되며, 이는 splat의 냉각 속도 증가와 함께 열적수축 증가를 초래하므로 결국 splat 의 계면분리와 균열생성의 빈도를 증가시킨다. Fig. 4(b) 의 internal feeding 코팅층의 파단면은 취약한 splat 경 계면에서의 계면분리에 의하여 파괴가 진행됨을 보여주 고 있으며, 이로부터 코팅층을 구성하는 얇은 splat들은 낮은 결합력을 가짐을 알 수 있다.
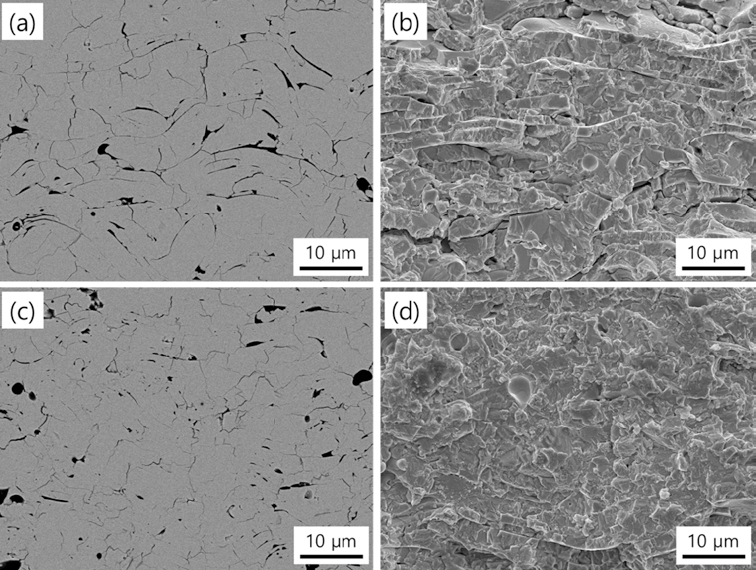
Fig. 4
Cross-section SEM (back-scattered) microstructure and fracture surface of Y2O3 coatings: (a), (b) internal feeding and (c), (d) external feeding.
Y2O3 분말의 용융정도가 낮은 external feeding은, Fig. 3(b)에서 보았듯이, 완전 용융 액적들의 적층 외에도 상 당량의 부분 용융 액적들이 함께 적층되는 특징을 가지 고 있다. 부분 용융 액적의 적층이 과도할 경우 적층표 면의 공극을 채움에 있어 필요한 액상 양 및 유동이 부 족하게 되어 코팅층 내에 많은 양의 기공을 형성하는 문 제점이 있다.18,19,22) 본 연구의 external feeding Y2O3 코 팅층은, Fig. 4(c)에서 보듯이, internal feeding 코팅층의 1.5 area% 보다 다소 낮은 약 1 area% 내외의 기공도를 나타내고 있으며, 이는 부분 용융 액적들이 적층표면의 공극을 채우기 위한 충분한 액상 양을 함유하고 있음을 의미한다. External feeding Y2O3 코팅층의 미세조직은 부정형 입자들의 결합으로 이루어진 등방성 granule 구 조를 나타내고 있으며(Fig. 4(c)), internal feeding 코팅 층에서 흔히 관찰되었던 splat 경계 기공층과 splat 내부 균열은 거의 존재하지 않았다. Fig. 4(c)의 불명확한 splat 들 간의 경계는 splat들 간의 결합력이 비교적 우수함을 의미하며, 이는 Fig. 4(d)의 파단면에서의 크게 감소된 splat 층상 분리의 결과로부터 확인할 수 있다. 완전 용 융 액적에 비하여 낮은 온도의 부분 용융 액적은 적층 표면에서 극히 제한된 범위의 액적 퍼짐에 의해 폭이 좁 고 두꺼운 반구형의 splat을 형성한다. 부분 용융 액적에 의해 형성된 splat은 두께가 얇은 액상 splat에 비하여 상 대적으로 느린 냉각속도를 나타내므로 과도한 열적수축 의 결과로 형성되는 splat 경계 기공층과 splat 내부 균 열과 같은 코팅층 결함을 최소화할 수 있다. Fig. 4(d)의 external feeding 코팅층의 파단면은 비교적 우수한 splat 들 간의 결합력으로 인하여 splat 경계면의 계면박리가 크게 감소된 파괴 양상을 나타내고 있다.
플라즈마 제트로의 분말 주입 위치에 따른 Y2O3 코팅 층의 미세조직학적 특성과 단면 미세조직으로부터 측정 한 Vickers 경도를 Table 1에 종합하였다. 분말 주입 위 치에 따라 Y2O3 코팅층의 기공도는 1-2 area%로 유사하 였지만, 코팅층의 미세결함 형태와 그 양의 차이로 인 하여 Vickers 경도의 큰 차이를 나타내고 있다. Fig. 5는 Y2O3 코팅층의 Vickers 경도 데이터를 이용하여 Weibull plot으로 나타낸 것이다. Internal feeding Y2O3 코팅층은 약 335 ± 36 Hv로 비교적 낮은 Vickers 경도를 가지는 반면에 external feeding Y2O3 코팅층은 508 ± 17 Hv의 상대적으로 높은 증가된 경도를 가진다. Internal feeding 코팅층의 낮은 경도는 splat 경계면의 기공층, splat들 간 의 낮은 결합력 그리고 splat 내부 균열 등의 다양한 결 함에 기인한다. 특히 Internal feeding 코팅층의 Vickers 경도 데이터는 268~385 Hv의 비교적 넓은 분포와 2개 이상의 Weibull modulus로 표현되는 bimodal 경도 분포 를 나타내고 있다. 이러한 bimodal 경도 분포는 Y2O3 코팅층의 불균일한 미세조직에 기인하며, Vickers 인덴터 에 포함되는 미세결함 영역이 많을수록 낮은 경도를 나 타낸다. External feeding 코팅층의 경도 데이터는 높은 평균 경도와 30 이상의 높은 Weibull modulus를 나타내 고 있으며, 이로부터 Y2O3 코팅층에 존재하는 미세결함 의 크기가 비교적 작고 균일하게 분포되어 있음을 알 수 있다.
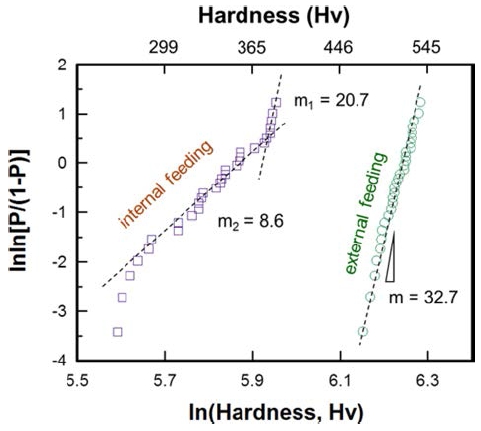
Table 1.
Microstructural characteristics of Y2O3 coatings.
| Internal Feeding | External Feeding | |
|---|---|---|
| Deposition mode | Splatted lamellae | Particulated grains |
| Surf. Roughness (Ra, μm) | 3.5 ± 0.5 | 5.2 ± 0.7 |
| Porosity (area%) | 1.5 ± 0.4 | 1.0 ± 0.3 |
| Hardness (Hv, 100gf) | 335 ± 36 | 508 ± 17 |
Y2O3 코팅층의 스크래치 저항성을 평가하기 위하여 마 이크로 다이아몬드 압입자에 10-40 N의 하중을 가하여 스 크래치 시험을 수행한 후 Y2O3 코팅층의 손상영역의 최 대 깊이를 측정한 결과를 Fig. 6에 나타내었다. Internal feeding Y2O3 코팅층의 스크래치 손상 깊이는 압입자의 하중이 증가함에 따라 선형적으로 증가하는 경향을 나 타내었다. External feeding 코팅층은 20 N까지 미약한 스크래치 손상을 나타내었으며, 이후 30 N 이상의 하중 에서 스크래치 손상 깊이가 다소 증가하는 경향을 나타 내었다. 이와 같은 Y2O3 코팅층의 스크래치 저항성은 앞 서 살펴본 코팅층의 Vickers 경도 결과와 일치하고 있 으며, splat 경계 기공층의 존재와 splat들 간의 낮은 결 합력이 Y2O3 코팅층의 스크래치 저항성을 감소시키는 주 된 인자임을 알 수 있다. Fig. 7은 압입자 하중 30 N에 서 스크래치 시험 후의 Y2O3 코팅층의 손상영역을 나
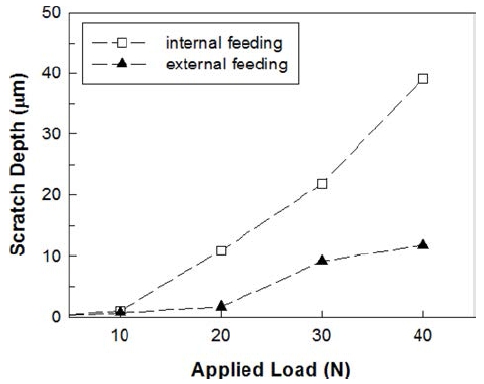
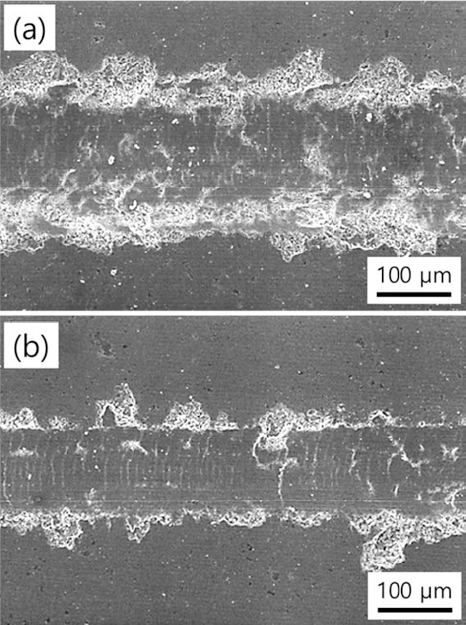
Fig. 7
Scratch damage morphology of plasma-sprayed Y2O3 coatings at 30 N: (a) internal feeding and (b) external feeding.
타낸 것이다. Internal feeding Y2O3 코팅층은 external feeding 코팅층에 비하여 넓은 스크래치 손상 폭과 주변 영역에서의 상당한 손상을 보여준다. 압입자가 지나간 영 역에서 코팅층의 일부 탈락도 관찰되며 일정한 간격의 균열도 발견된다. External feeding 코팅층에서도 동일한 유형의 스크래치 손상형태가 존재하고 있지만 코팅층의 손 상 정도가 상대적으로 크게 감소한 형태를 보여주고 있 다. Y2O3 코팅층의 할로겐 가스에 대한 플라즈마 식각 저 항성은 코팅층 치밀하고 splat 경계 기공층이 적을수록, 그 리고 경도가 높을수록 향상된다고 알려져 있다.7,11,12) 따 라서 미세결함 분율이 적고 경도가 높고 스크래치 저항 성이 우수한 external feeding 코팅층이 internal feeding 코팅층보다 우수한 플라즈마 식각 저항성을 나타낼 것 으로 사료된다.
4. 결 론
본 연구에서는 플라즈마 제트에서의 분말 용융 특성에 따른 Y2O3 코팅층의 미세조직(특히, 미세결함) 형성 기 구, Vickers 경도와 스크래치 저항성에 대하여 조사하였 다. 적층표면에 유입되는 Y2O3 액적의 용융정도는 플라 즈마 제트로의 분말 주입 위치, internal feeding 또는 external feeding, 에 따라 크게 변화하였다. Internal feeding Y2O3 코팅층은 완전 용융 액적들의 적층에 의하여 형성 된 splat 층상구조와 과도한 액상 splat 들의 급속냉각에 의하여 다량의 splat 경계 기공층과 splat 내부 균열 등 의 미세결함을 포함하고 있었다. 반면에 external feeding Y2O3 코팅층은 부분 용용 액적들의 적층 증가로 인하여 감소된 미세결함의 입자적층 미세조직과 비교적 강한 splat들 간의 결합력을 나타내었다. External feeding 코 팅층은 internal feeding 코팅층에 비하여 크게 향상된 Vickers 경도와 스크래치 저항성을 나타내었으며, 이는 크 게 감소된 코팅층 미세결함 때문이다. 이상의 결과로부 터 Y2O3 코팅층의 건전성과 내구성을 향상시키기 위하 여서는 완전 용융 액적과 부분용융 액적의 혼합적층을 통하여 코팅층 미세결함 형성을 최소화하여야 한다.
