

1. 서 론
전통적인 경질크롬도금과 세라믹 코팅은 금속 표면에 증착시켜 내마모, 내열, 내식성 등을 필요로 하는 곳에 널리 사용되어 왔다.1,2) 그러나 크롬도금은 400 °C 이상 에서 사용하기 어려운 특성을 가지고 있을 뿐 아니라 도 금 과정에서 독성이 강한 발암물질인 Cr6+을 배출 시키 고 세라믹 코팅의 취성문제를 가지고 있다.1,2) 최근에는 고속화염 용사법(HVOF: high velocity oxy-fuel)은 미세분 말 소재를 부품표면에 코팅하여 마모나 부식 환경 등의 가혹한 분위기하에서 부품들의 수명 향상을 필요로 하는 자동차, 항공기 등의 산업 분야에 응용되고 있다.3) 세계 공기베어링(air bearing) 장치의 주된 생산 업체인 Westwind Air Bearing와 JEVCO International은 경질크롬도 금을 활용한 스핀들(spindle)을 도입함으로써 120,000RPM 이상의 공기베어링 장치를 생산하고 있다. 고속 회전체 의 축 부는 회전수가 증가할수록 고열이 발생하고 침식 마모가 심하여 점점 고가의 재질을 사용하게 되었다. 그 러나 금속 재질은 고온에서 열적 변형이 심하고 물리적 특성이 감소함으로써 원자재의 원가 상승에 비해서 그 수명 향상에 한계를 가지게 되었고 고온에서 축 부가 고 착되는 현상이 나타났다. 이를 개선하고자 Cr 경질 도 금을 수행 하였지만 도금에서도 역시 고착현상 및 코팅 탈락 등의 문제가 나타났다. 알루미늄 계열의 산화물의 경우에 부싱(bushing)과의 접촉이 발생하지 않을 경우에 축 부에 대한 내마모성 및 내열성이 우수하지만 공기베 어링 스핀들(air bearing spindle)이 시동(start)과 정지(shut off)시에 부싱과의 마찰이 잦아짐에 따라 그 충격을 견 디지 못하고 코팅이 탈락하기 때문에 코팅 고유의 특성 을 발휘하지 못하고 있다. 국내 일부 업체에서 적용하 고 있는 알루미늄 계의 용사 코팅은 Cr 경질에 비해 약 간의 내 소착 성은 우수하지만 내충격성이 약하기 때문 에 부품의 수명 향상에 별다른 기여를 하지 못하고 있 다. 이로 인해 국내의 전자 및 반도체 업체들은 세계 일 류의 제품을 생산하기 위해 고가의 수입 제품을 선호하 고 있다. 본 연구에서는 항공기 엔진 부품에 대한 용사 코팅 경험을 바탕으로 공기베어링 스핀들과 유사한 특 성을 필요로 하는 가스터빈 엔진부품에 적용하고 있던 WC계열 합금의 최적용사공정기술(optimal coating process, OCP)을 얻기 위해 3 수준의 4 공정인자(수소유속, 산소 유속, 용사거리 및 분말공급량)에 대하여 다구치 실험계 획법을 이용하여 수명연장을 위한 코팅 층의 최적 용사 조건을 제시하는 것을 목적으로 하였다.
2. 실험 방법
2.1. 시편 제작
본 실험에 사용된 모재는 접착층 없이도 코팅층과 강 한 접찹력을 가지며 부식환경에서 사용되는 Inconel718 소재를 사용하였다. 시험에 사용될 분말은 Table 1과 같 은 화학조성을 가지는 분무 건조(spray drying) 법으로 제조된 WC-CrC-Ni 분말이다. 코팅 공정은 전처리, 용 사 그리고 후처리로 하였고, 전처리 과정에서 모재를 60 Mesh의 Al2O3로 2-3초간 분사 처리를 하여 모재와 코 팅층간의 접착력을 증가 시키도록 하였다. 용사공정에서 는 용사조건을 산소와 수소가스 유속, 용사거리 그리고 분말의 공급속도에 변수를 두고 다구찌 실험계획법으로 Table 2와 같이 9가지 공정으로 용사 코팅을 하였다. 용 사장비는 JK3500을 사용하였으며 용사 시 용사속도는 3 mm/sec로 일정하게 유지 하였고, 용사분말의 이송가스 (carrier gas)는 아르곤 가스를 사용하였다. 시편의 냉각 은 외부의 냉각 장치 없이 공랭을 실시하였다.
2.2. 코팅층의 특성 평가
코팅 층은 광학현미경, 주사전자현미경(scanning electron microscope: SEM, JSM-6510, JEOL), 에너지분산형 분광기(energy dispersive x-ray spectrometer: EDS, JAX- 860, JOEL) 및 X선 회절분석기(x-ray diffraction: XRD, X'Pert PRO MPD, PANalytical)를 이용하여 미세조직, 조 성 및 결정구조를 분석하였으며, 경도측정기(micro vickers hardness tester, Matsuzawa, MXT-70)로 코팅 층 단면 중심부에서 15회 측정한 후 측정치가 가장 큰 값과 작 은 값을 소거하고 평균값으로 경도 값을 산출하였으며, 광 학현미경을 사용하여 얻은 코팅 층의 조직사진을 영상 분석기(image analyzer)를 통해 분석하여 코팅 층의 기 공도를 얻었다.
OCP로 제조된 WC-CrC-Ni 코팅과 EHC (electrolytic hard chrome)의 마찰/마모시험 결과를 비교하였다. 마모 실험은 코팅의 초기 표면 거칠기의 영향에 민감하므로 코팅된 시편의 표면을 1 μm의 diamond paste까지 연마 하였다, 마찰/마모 특성은 왕복구동 방식의 마모시험기 (TE77 AUTO, plint & partners)로 시험하였다. 초고속 스핀들 표면에서 일어나는 마찰조건과 유사하게 하기 위 하여 상대재로는 직경 9.525 mm인 스테인레스볼(SUS304, 227 Hv)을 사용하였다. 마찰/마모시험조건은 상온, 250 및 450 °C의 고온에서 무윤활 상태로 거리 1.6 cm, 2.5 Hz 조건하에서 10 N의 힘을 가해 10분간 실시하면서 마찰 계수를 측정하였고, 마모시험 후 SEM과 표면 분석기 (surface profiler)로 마모흔과 마모형태 (깊이 분포)를 조 사하였다.
3. 결과 및 고찰
3.1. 코팅층의 분석
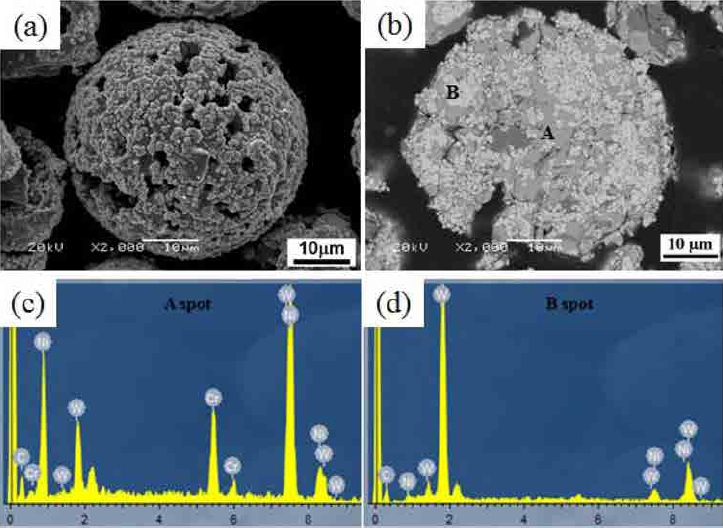
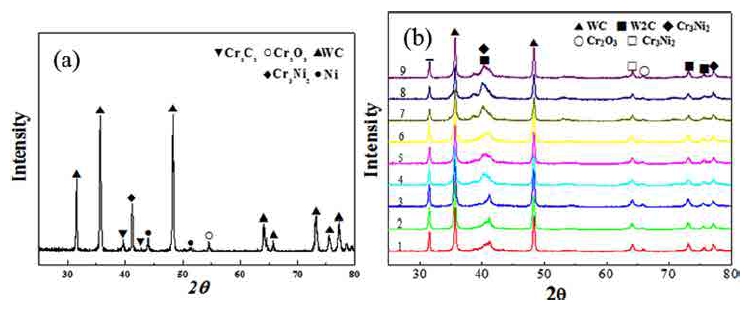
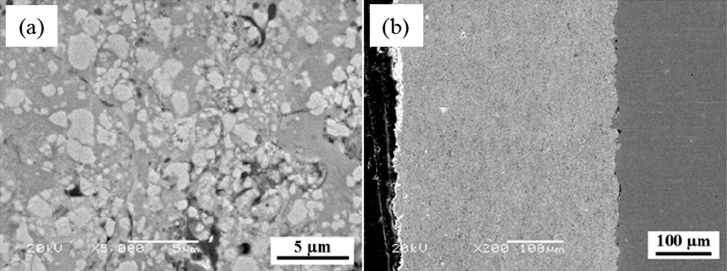
분말은 고경도의 WC 입자가 자용합금 역할을 하는 Cr 과 Ni 기지 내에 혼합된 형태를 가지며, Fig. 1에 분말 의 SEM 이미지와 EDS 결과를 나타내었다. XRD 분석 결과 분말에는 Cr3C2, Cr2O3, WC, Cr3Ni2, Ni 결정상이 존재하고 있으며, 분말의 평균 입도는 15~30 μm 이다. 분말은 최고 약 3,500 °C의 고온화염에 의해 용해 혹은 부분 용해되며, 이들 액적(splat)은 최고 약 1,000 m/s의 고속으로 기판에 증착된다.3-7) 다구찌 실험계획법에 의한 공정으로 제조된 WC-CrC-Ni 코팅의 XRD 결과를 Fig. 2에 나타내었다. XRD 결과 WC, Cr2O3, Cr3Ni2 결정상 과 분말에서 존재하지 않은 W2C 상이 나타났다. 초고 속화염용사 동안 액적이 고온의 화염 속을 0.1-1 ms 비 행하는 동안 분말내 금속탄화물(WC)의 일부가 열분해 온 도 이상에서 금속과 흑연으로 분해가 일어났기 때문이 라 사료된다.4,5,6) Fig. 3에 고속화염용사법 의해 제조 된 코팅시편의 단면과 표면의 SEM 결과를 나타내었다. 코팅 의 두께는 약 350~400 μm이다. 모재에 60 mesh의 Al2O3 로 분사(blasting)결과 실제 표면적이 증가하여 모재와 계 면이 치밀하게 나타나는 것으로 보아 접착력이 양호할 것으로 사료 된다. 단면과 표면미세구조를 조사한 결과 다공성의 코팅이 형성 되었다. 이는 WC의 열분해로 인 하여 생성된 탄소가 과잉 공급된 산소와 반응하여 산화 탄소 가스를 생성하고, 이 가스가 코팅층을 통하여 탈 출하였기 때문이다.8-10)
3.2. 코팅층의 특성
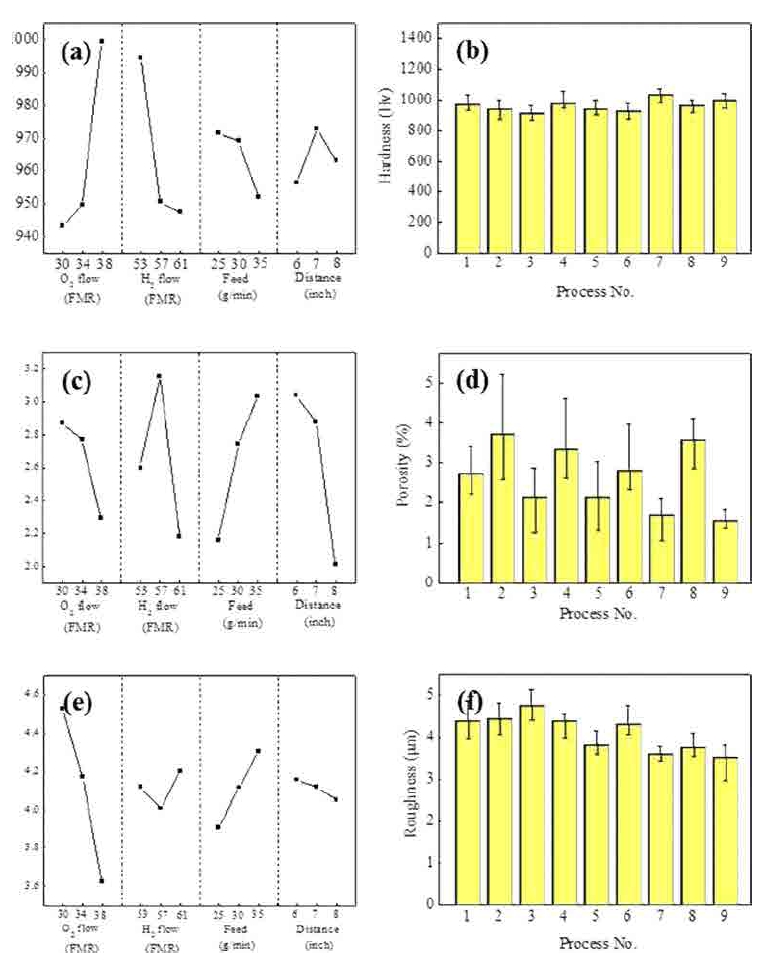
직교배열표에 따라 제작된 WC-CrC-Ni 용사코팅의 시 험편의 경도, 기공도 및 표면 거칠기를 측정하고 공정 변수와의 관계를 알아보기 위하여 실험결과 값을 목적 함수식에 대입하여 S/N (signal/nosise) 비를 구하고 분 산분석을 실시하였고, 그 결과를 Fig. 4 나타내었다. 경 도는 913~1033 Hv 분포로 일반기계부품에 사용되는 200- 500 Hv 경도의 금속 소재보다 약 2배 이상 높은 경도 를 나타내었고, 7번 공정인 산소유속 38 FMR (flow meter per reading), 수소유속 53 FMR, 용사거리 8" 그 리고 분말공급 30 g/min 일 때 가장 높은 경도 값인 1033 Hv를 나타내었다. 일반적으로 용사층의 경도값은 연 료가스와 산소의 비가 가장 큰 영향을 주는 변수이다. Fig. 4에서 보듯이 산소유속과 수소유속이 가장 큰 영향 을 주는 것을 알 수 있다. 분말 공급의 증가는 분말에 의한 열의 흡수로 분말온도를 낮추어 열분해를 감소시켜 경도를 높이는 효과를 나타내지만 경도에 대한 영향은 가 장 적은 것으로 나타났다. 기공도는 각 조건에 따라 1.5~ 3.7 % 까지 분포를 나타냈고, 9번 공정인 산소유속 38 FMR, 수소유속 61 FMR, 용사거리 7" 그리고 분말공급 25 g/min 일 때 가장 작은 기공도를 나타내었고, 모든 공 정변수가 거의 비슷하게 영향을 주는 것을 알 수 있었 다. 마지막 표면 특성인 표면 거칠기는 전체구간에 대 한 평균값(centerline average roughness, Ra)은 각 조건 에 따라 3.53~4.75 μm 까지 변화를 나타냈고, 기공도와 같은 9번 공정인 산소유속 38 FMR, 수소유속 61 FMR, 용사거리 7" 그리고 분말공급 25 g/min 일 때 가장 작 은 표면 거칠기를 나타내었지만, 거의 모든 공정변수가 영향을 주지만, 표면 거칠기는 산소 유속이 표면 거칠 기에 가장 큰 영향을 주는 것을 알 수 있다.
3.3. 최적 용사 코팅공정 도출
Table 2와 같은 실험계획법으로 제작된 시편의 표면특 성을 측정하였고, 각 특성별 분산분석을 통해 Table 3과 같은 각 표면특성에 대한 최적공정을 선정하였다. 코팅 층의 내 마모 특성은 경도, 기공도 및 표면 거칠기 복 합적으로 작용하겠지만 인자들 간의 상반된 결과가 발 생하여, 연구의 목적인 내마모성 향상을 고려하여 경도, 기공도 그리고 표면 거칠기 순으로 최적공정의 우선순 위를 설정하였다. 경도 결과를 바탕으로 모든 특성에 있 어 가장 큰 기여도를 보인 산소의 유량 38 FRM, 수소 유량 53 FRM, 용사거리 7" 그리고 분말 공급율 25 g/ min 이 최적코팅공정이다. 도출된 최적공정으로 용사한 코팅층의 표면특성 및 마찰마모 특성을 평가 하였다.
3.4. 최적 용사 코팅층의 표면특성
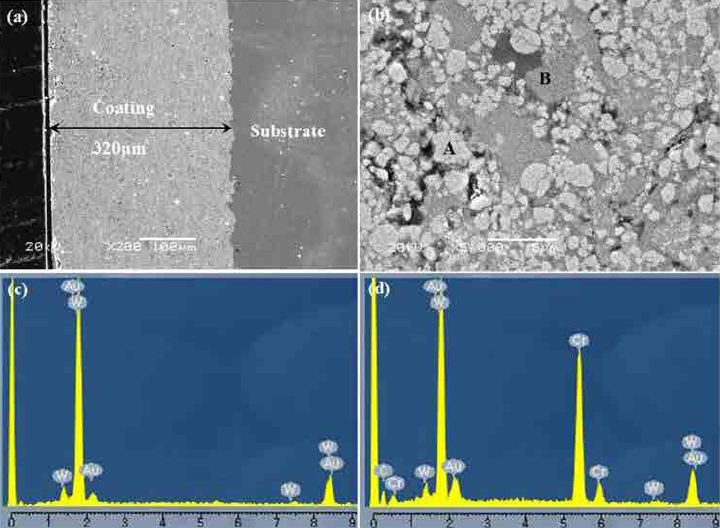
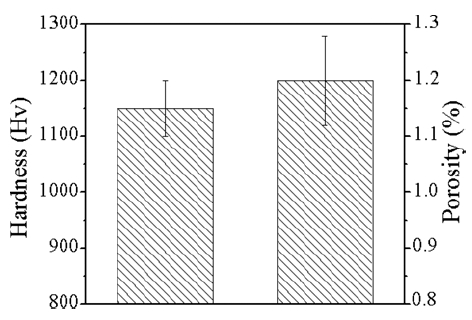
최적용사코팅공정으로 재조한 코팅층의 단면과 표면미 세구조의 SEM, EDS 결과를 Fig. 5에 나타내었다. 단면 분석 결과 모재와 계면이 매우 치밀한 320 μm 코팅층 이 생성되었다. 코팅층 Ni, Cr의 접착제 기지에 WC 입 자가 분산되어 있고 용융된 용적들 사이에 포집되어 있 던 가스가 방출되면서 생성된 미세한 기공이 존재하였 다. Fig. 6에 코팅 층의 경도와 기공도 분석 결과를 나 타내었다. 최적용사공정으로 제조된 코팅의 경도는 1,150 Hv로 다구찌 공정의 최고값인 1033 Hv 보다 117 Hv (11 %) 증가 하였다. 기공도는 1.2 %로 다구찌 공정 최 소값인 1.5 % 보다 0.3 % 감소하였다.
3.5. 온도에 따른 마찰/마모특성 평가
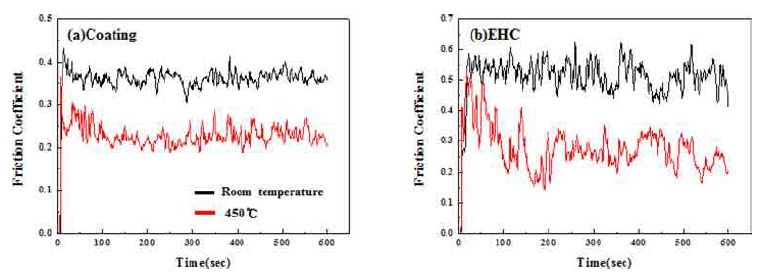
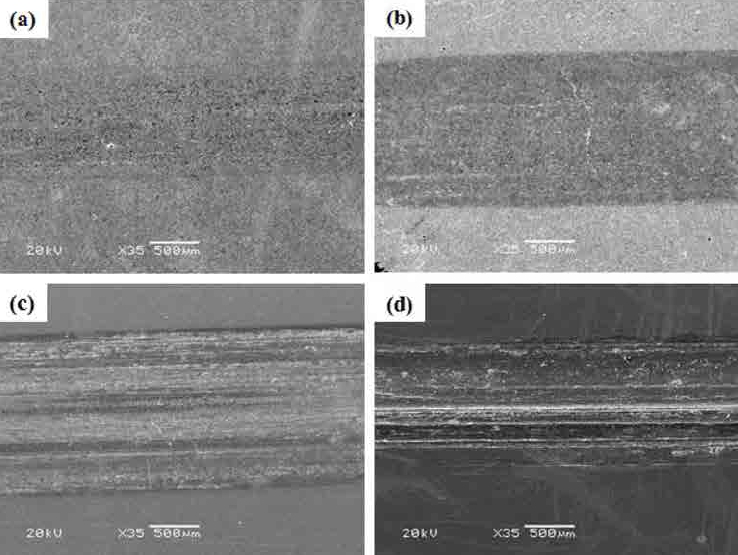
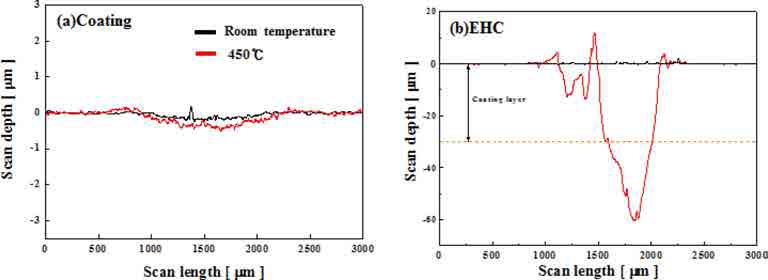
Fig. 7과 같이 WC-CrC-Ni 코팅의 마찰계수는 상온에 서 0.36 ± 0.05 그리고 450 °C에서 0.23 ± 0.05로 EHC의 마찰계수 0.52 ± 0.07 및 0.28 ± 0.07 보다 상온과 고온에 서 모두 낮게 나타났다. 이는 융점이 낮은 Cr, Ni 및 이 들이 고용체가 마모실험에서 취성이 강한 산화물을 형 성하고 부서지면서 고체 및 액체 윤활제 역할을 하기 때 문이다.9,10) 온도가 증가 할수록 감소하였다. 두 시편 모 두 마찰계수가 온도가 상온에서 450 °C로 증가함에 따라 감소하였다. 정상상태의 마모에서는 고경도의 WC 입자 가 저경도의 상대재와 연삭마모가 주된 역할을 하며, 금 속마모 분말은 윤활제 역할을 하여 코팅의 마찰계수를 작게 만든다. Fig. 8과 9에 마모흔과 마모 깊이 관찰 결 과를 나타내었다. WC-CrC-Ni 코팅의 마모 흔과 마모 깊 이는 EHC 보다 상온과 450 °C에서 모두 작게 나타난 다. 상온에서의 마모 깊이는 모두 매우 작게 나타나서 상온에서의 내마모 특성이 우수한 것으로 나타났다. 450 °C에서 WC-CrC-Ni 코팅은 마모흔과 마모 깊이가 증 가 하였지만, 홈이 발생하지 않았다. 그러나 EHC의 경 우 약 60 μm 깊이의 홈이 발생하였는데 이는 450 °C에 서는 접촉부의 온도가 증가하여, 소착이 발생하여 마모 량이 급격히 증가한 것으로 보이며, 30 μm EHC 층이 모두 제거되어 내마모성을 위한 EHC의 특성이 사라졌 다고 할 수 있다. WC-CrC-Ni의 마모 흔은 크기는 상온 에서 보다 450 °C에서 증가하였지만, EHC는 반대 현상 이 나타났다. EHC의 경우 고온에서 금속산화물이 많이 형성되어 금속산화물에 의한 윤활이 크기지만, 대부분이 비금속 세라믹인 WC-CrC-Ni에서는 고온에서의 표면경 도의 감소로 연삭마모가 그리고 두 미끄럼면간의 접착 력 증가로 인한 응착마모가 증가하기 때문이다.
4. 결 론
WC-CrC-Ni 분말의 HVOF 용사 코팅을 한 결과 다음 과 같은 결론을 얻을 수 있었다.
1) WC-CrC-Ni 분말의 직경은 15~30 μm이며, 9가지 다구찌 프로그램 공정으로 제조된 코팅 평균 두께, 표면 경도, 기공도 및 조도는 각각 350~400 μm, 965~1033 Hv, 1.5~3.7 %, 3.52~4.75 μm이다.
2) 다구찌실험계획법에 의한 내마모성 WC-CrC-Ni 코 팅의 최적용사코팅공정은 산소 유속 38 FMR, 수소유속 53 FMR, 분말공급율 25 g/min과 용사거리는 7"이다.
3) WC-CrC-Ni 코팅의 마찰계수는 상온에서 0.36 ± 0.05 그리고 450 °C에서 0.23 ± 0.05로써 EHC 보다 작게 나탔으며, 온도 증가에 따라 감소한다.
4) EHC는 450 °C에서 피트 모양의 홈이 발생하였지 만, WC-CrC-Ni 코팅은 상온과 450 °C 모두에서 피트 모양의 홈이 발생하지 않아 내마모성 향상을 위한 표면 처리방법으로 적합하다.
