

1. Introduction
As high consumption of fossil fuel and global warming incurs serious environmental problems, the development of eco-friendly metallic materials and manufacturing process technology for simplification and high efficiency of component materials have been demanded to solve such problems in all industrial fields. Among such ecofriendly metallic materials, the hybrid materials which combine two or more metallic materials have been recently received much attention because the preferred properties of each material can be united. Such hybrid materials have certainly a boundary between different materials in the manufacturing processes, which is called as macro-interface. This macro-interface is physically and structurally a very sensitive region because it could have significant influences on the mechanical properties of hybrid materials.1-3) Therefore, a study of hybrid materials partially or totally containing the macro-interface is of interest and necessary. In general, such hybrid materials have been manufactured by bonding or welding technology such as roll bonding,4,5) diffusion bonding,6) explosive welding,7) extrusion cladding8) and spray deposition technique.9) However, these methods consequently give rise to low bonding strength and efficiency of hybrid materials and high cost for manufacture. Duo-casting technology has been recently known as a suitable method to produce hybrid materials with good interfacial bonding by adjusting basically the interface of liquid/liquid or solid/liquid during casting process.10-12) Recently, we have reported that the Al hybrid materials were successfully fabricated by duo-casting with applying electromagnetic stirring and the bending strength was improved by heat treatment.12,13) Before such additional treatments and subsequent heat treatments, however, it is basically much more important to control microstructure by using processing conditions during casting. In particular, casting speed is a fundamental factor for duo-casting adopted in this study, which can play a significant role in making microstructure refined.
In this study, therefore, the hybrid material consisting of Al-Mg-Si alloy and pure Al were duo-cast with different casting speeds and the effect of casting speed on the microstructural and mechanical properties was investigated. In addition, we focused on characterizing the fracture and deformation behavior of hybrid material based on the observation of deformed structure after tensile and bending tests.
2. Experimental Procedure
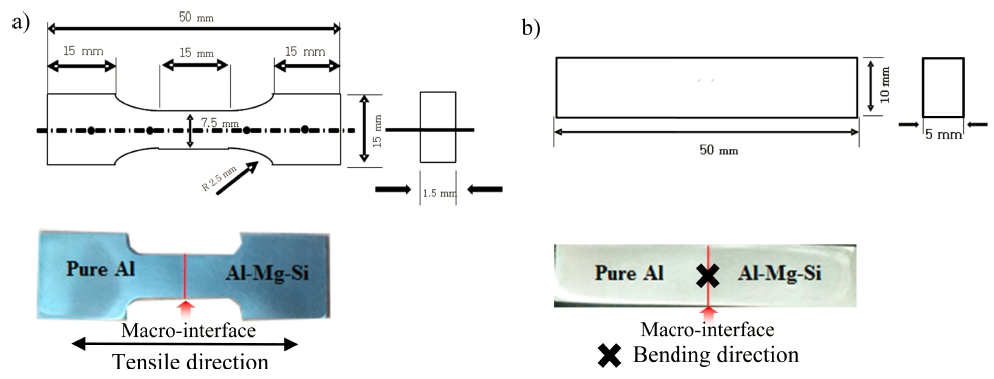
The commercial 6061 aluminum alloy (typically containing 0.8 ~ 1.2 wt%Mg and 0.4 ~ 0.8 wt%Si) and pure aluminum with a purity of 99.5 % were used for Al- Mg-Si/Al hybrid material by duo-casting. The casting temperatures of pure Al and Al-Mg-Si alloy were 1,013 K and 1,023 K, respectively. The molten pure Al and Al- Mg-Si alloy were solidified with passing through mold to down direction under the conditions of 60 and 80 mm/ min in casting speed (mold passing rate of molten metal). Much details of duo-casting equipment used in this experiment is presented in previous report.12) An optical microscope (OM) and a field-emission scanning electron microscope (FE-SEM) were used to observe the initial and deformed microstructures and fracture surface, respectively. Fig. 1 reveals tensile and bending specimens machined by wire cut discharge machining from the obtained hybrid material together with pure Al and Al- Mg-Si alloy. The tensile specimens with macro-interface vertical to tensile direction were prepared, whereas the bending specimens without notches included macrointerface vertical to bending direction signified as an x mark in Fig. 1(b). The tensile and 3-point bending tests were carried out at a strain rate of 5 × 10−2/sec and room temperature. In particular, the bending specimens were bended up to 90 degree as shown in Fig. 9. All tensile and bending properties were obtained from an average value of at least three specimens.
3. Results
Macrostructures of the Al-Mg-Si/Al hybrid material obtained with different casting speeds of 60 and 80 mm/ min are shown in Fig. 2. The hybrid material consists of pure Al part, Al-Mg-Si alloy part and macro-interface between them. The macro-interface was uniform and straight without relation to the casting speed. According to our previous report,11) the Al hybrid material by duo casting showed relatively straight macro-interface. This indicates that the macro-interface on the Al-Mg-Si/Al hybrid material is optically well bonded by duo-casting with different casting speeds.
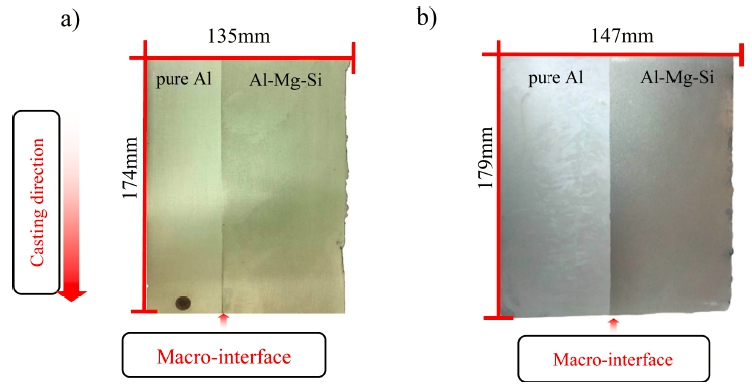
Fig. 2
Macroscopic viewing of the Al-Mg-Si/Al hybrid material produced with (a) 60 mm/min and (b) 80 mm/min in casting speed.
Fig. 3 shows the microstructures of hybrid material produced with different casting speeds. The hybrid material reveals the well-bonded interface and the dendrite shaped primary α phases in Al-Mg-Si alloy side. In general, it is well known that the cast Al-Mg-Si alloy employed in this study has dendrite structure of primary α phases.11,14) On the other hand, the dendrite structure is unchanged as the casting speed increases. The grain size in pure Al, the size and shape factor of primary α phases in Al-Mg-Si alloy measured from Fig. 3 are quantitatively plotted in Fig. 4. In the hybrid material produced with casting speed of 60 mm/min, the grain size of pure Al and size of primary α phases in the Al-Mg-Si alloy are approximately 2,000 μm and 300 μm, respectively. However, as the casting speed increases, pure Al has no significant difference in grain size whereas the Al-Mg-Si alloy shows the decrease of approximately 30 μm in size of primary α phases regardless of near and far positions from interface. The shape factor of primary α phases in the Al-Mg-Si alloy is almost same with increasing casting speed. This indicates that changing of casting speed has an effect on only size of primary α phases with remaining in shape.
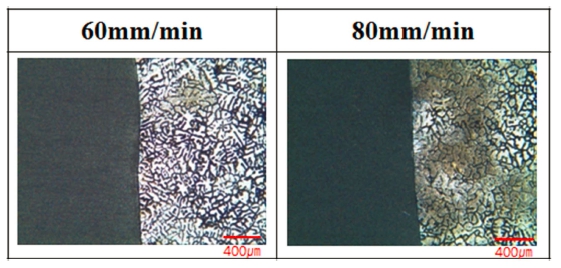
Fig. 3
Microstructures of the Al-Mg-Si/Al hybrid material produced with different casting speeds of 60 and 80 mm/min.
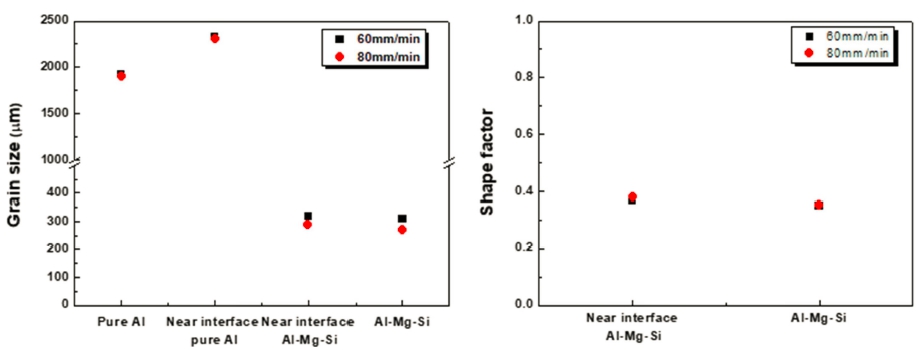
Fig. 4
Results of (a) grain sizes in hybrid material and (b) shape factors of primary α phases in Al-Mg-Si alloy.
The tensile properties of hybrid material compared to pure Al and Al-Mg-Si alloy are shown in Fig. 5. At the casting speed of 60 mm/min, the pure Al and Al-Mg-Si alloy have UTS of approximately 60 and 140 MPa, 0.2 % proof stress of approximately 35 and 95 MPa and elongation of approximately 30 and 5 %, respectively. On the other hand, the UTS and 0.2 % proof stress of hybrid material are similar to pure Al. However, the elongation is approximately 25 % which is slightly smaller than pure Al. This is considered to be due to the limited deformation in pure Al side during the tensile test. As the casting speed increases, there are no large meaning by difference in tensile properties for pure Al while the Al-Mg-Si alloy shows the increase of UTS and 0.2 % proof stress and the decrease of elongation. This is considered to be due to the size decrease of primary α phases in Al-Mg-Si alloy resulting from the high cooling rate by high casting speed. Recently, we reported that the dendrite shaped primary α phases in the Al-Si alloy become smaller as the cooling rate increases without changing the shape.15) On the other hand, the hybrid material has no great difference in tensile properties even at higher casting speed of 80 mm/min.
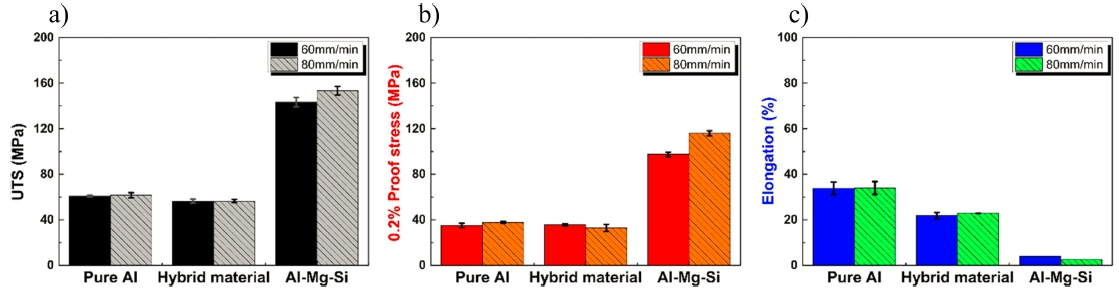
Fig. 5
Tensile properties of the Al-Mg-Si/Al hybrid material, pure Al and Al-Mg-Si alloy: (a) UTS, (b) 0.2 % proof stress and (c) elongation.
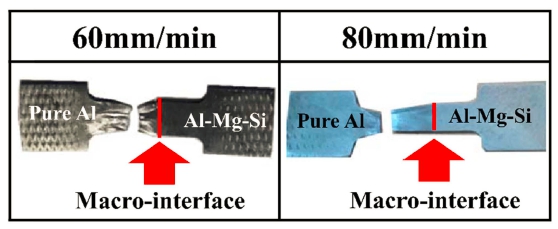
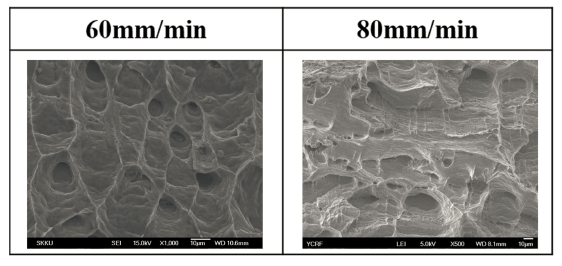
Fig. 6 and 7 show the tensile specimens and fracture surfaces of hybrid material after tensile test. Regardless of the casting speed, the hybrid material specimen with macro-interface vertical to tensile direction is fractured in only pure Al side and the severely deformed pure Al is apparently observed. In addition, the fracture surfaces represent severely deformed dimple structure indicating ductile fracture in pure Al side. In other words, this indicates that pure Al preferentially leads to deformation in the hybrid material and the bonding strength of macrointerface can endure the tensile stress during tensile test.
Bending strengths of the hybrid material compared to pure Al and Al-Mg-Si alloy are illustrated in Fig. 8. The Al-Mg-Si alloy shows much higher bending strength compared to pure Al and hybrid material and the bending strength increases with increasing casting speed resulting from the decrease in size of primary α phases. The bending strength of hybrid material is approximately 100 MPa regardless of different casting speeds, which is almost same to pure Al. This corresponds to unchanging of tensile properties in hybrid material according to casting speed.
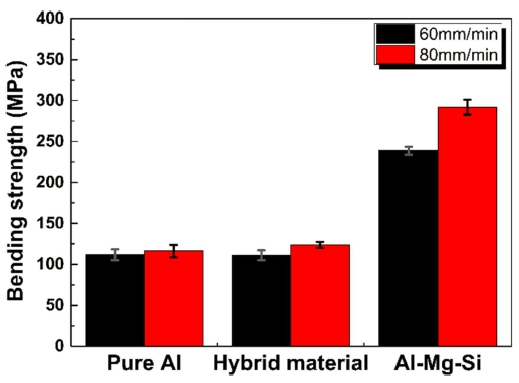
Fig. 8
Effect of casting speed on bending strength of the Al-Mg- Si/Al hybrid material, pure Al and Al-Mg-Si alloy.
Fig. 9 shows the macroscopic photographs of bending specimens in hybrid material after bending test. In the hybrid material with macro-interface parallel to bending direction, the deformation occurs in only limited pure Al side and there is no fracture of specimen without relation to different casting speeds. From Fig. 10 showing the deformed microstructure in hybrid material compared to pure Al and Al-Mg-Si alloy after bending test, at both 60 and 80 mm/min in casting speeds, the Al-Mg-Si alloy is fractured by crack propagating between primary phases whereas there is no fracture in pure Al. In addition, debonding on micro-interface is not observed in the deformed microstructure of hybrid material even after bending test. This indicates that the bonding of macrointerface is well maintained during bending deformation.
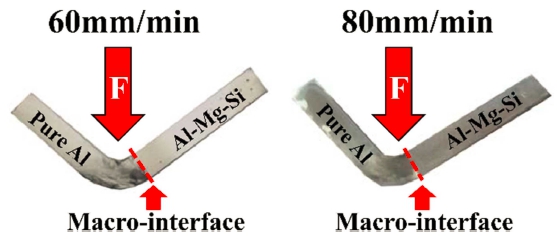
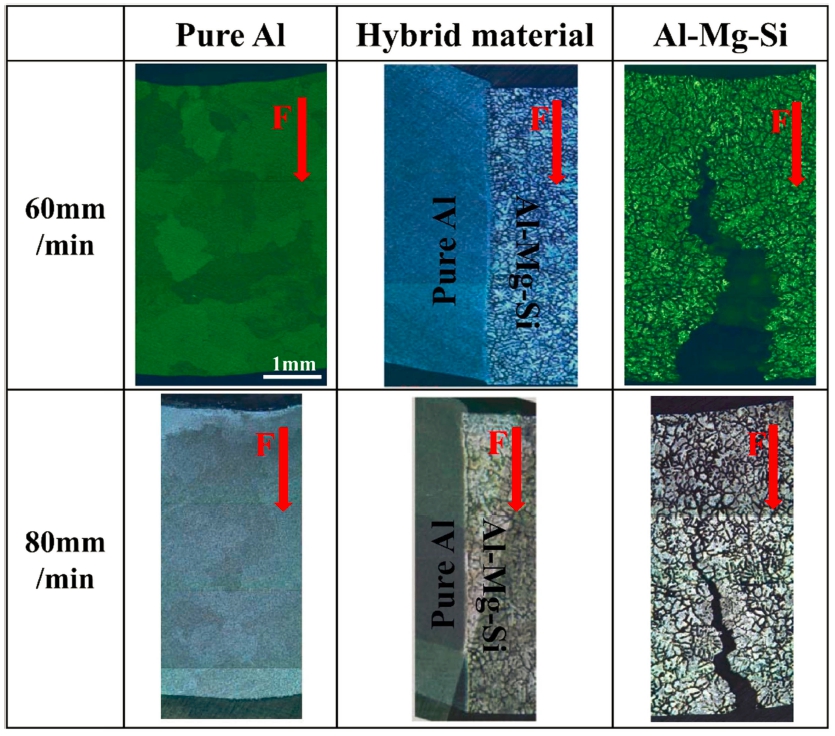
Fig. 10
Microstructures of the deformed bending specimen of hybrid material compared to those of pure Al and Al-Mg-Si alloy specimens. F is the applied bending direction.
Consequently, the tensile and bending strengths in hybrid material produced by duo-casting with casting speed of 60 and 80mm/min are similar to those of pure Al except elongation which is slightly smaller than pure Al. This is reasonably recognized because the hybrid material is preferentially deformed and fractured in the limited pure Al side as shown in Fig. 6 and 9. In addition, the interface between pure Al side and Al-Mg- Si alloy side in hybrid material is sufficiently well bonded to endure the tensile and bending deformations in this study. This results also correspond to the previous reports on bi-materials with macro-interface between metallic materials and composites1,2) as well as Al hybrid alloys.11-13) Accordingly, it is evident that the casting speed ranging in this study for duo-casting has no significant effect on the bonding of macro-interface and mechanical properties of hybrid material.
4. Conclusions
The Al-Mg-Si/Al hybrid material was fabricated by duo-casting with different casting speeds of 60 and 80mm/min. The effect of casting speed on microstructure and mechanical properties was investigated. The hybrid material had uniform and straight macro-interface between pure Al side and Al-Mg-Si alloy side regardless of different casting speeds, while the size of primary α phases in Al- Mg-Si alloy side decreased with increasing the casting speed to 80 mm/min without change in the shape. The decrease in size of primary α phases caused to the increase of UTS and 0.2 % proof stress and decrease of elongation and increase of bending strength only in Al- Mg-Si alloy. However, the hybrid material showed no differences in tensile and bending properties with changing the casting speed. In addition, the hybrid material was preferentially deformed and fractured only in pure Al side during tensile and bending tests despite the different casting speeds. This indicates that the macro-interface in hybrid material was well-bonded under the casting speeds of 60 and 80 mm/min.
