

1. 서 론
21세기 들어 고에너지 관련 산업의 급속한 증가로 인 하여 초고온의 환경에서 좋은 강도를 가지는 재료에 대 한 수요가 날로 커지고 있다. 레늄은 유망한 내열 금 속중 하나로써 높은 융점(3180 °C), 높은 열충격 저항, 높 은 탄성계수(461~471 GPa), 전단 탄성률(155 GPa), 우수한 인장강도(1000~2500 MPa) 및 내마모성을 가지고 있는 물 질이다. 이러한 우수한 특성을 기반으로 레늄 및 이에 기반한 합금 등이 삭마와 부식으로부터 내열 부품 등을 보호하기 위한 코팅 물질로써 내열 구조체, 연소기, 추 진체 노즐 등에 적용되고 있다.1) 그러나 레늄 등의 소 재는 과학/기술, 산업적으로 중요하지만 세계적으로 자원 보존량이 적을 뿐 아니라 고융점으로 인해 제련, 가공 및 제조가 매우 어렵다고 알려져 있다. 이러한 내열 금 속을 적용하기 위한 방법으로는 일반적으로 화학 기상 증착법(CVD)이 일반적으로 많이 이용되고 있다.2-4) 그러 나 화학 기상 증착법으로 증착된 레늄은 내부 기공에 불 순물 가스를 포함하고 있어서 레늄 자체의 기계적, 물 리적 물성 저하를 야기하는 것으로 알려져 있다. 뿐만 아니라 증착된 레늄은 기둥형 구조 등의 특정한 미세구 조를 가지고 있어 세라믹 모재와의 접착력이 떨어진다. 이 외에도 여전히 화학 기상 증착법을 통한 내열 금속 코 팅은 높은 공정 가격, 낮은 생산성, 공정의 복잡성 등이 해결해야 될 주된 과제로 남아 있다. 이와 같은 약점을 보완하는 방법으로 확산 접합을 통한 이종 물질 간의 웰 딩 기술이 있다.5-8) 확산 접합의 장점은 접합 강도가 모 재와 같거나 비슷해서 재료 강도의 예측을 쉽게 할 수 있을 뿐 아니라 치수 변화가 거의 없어 기계 가공비가 절약되고 내식성, 내마모성, 전기적 특성의 개선도 가능 하다는 것이다. 확산 접합은 일반적으로 고온·고압 조 건에서 금속과 세라믹 접합계면에서 화학적인 반응에 의 해서 접합이 이루어지는 것으로써 모재에 따라서 다른 중간층을 도입하여 고온에서 열팽창계수 차이가 작은 중 간 물질 생성을 유도한다. 본 연구에서는 레늄 합금으 로써 텅스텐-레늄 합금(W-25 wt% Re)9-10)와 그래파이트 간의 티타늄을 중간층11-14)으로 하여 확산 접합을 진행하 고 산소-아세틸렌 토치 테스트를 통하여 계면의 상변화 및 안정성을 평가하였다.
2. 실험 방법
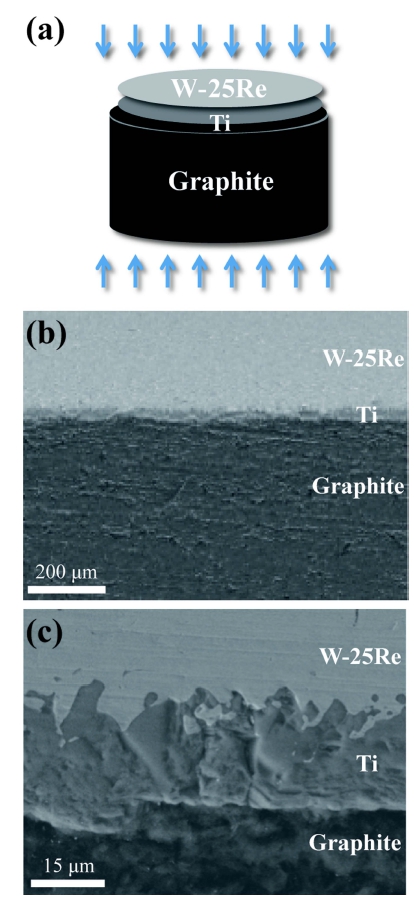
본 연구에 사용된 재료는 텅스텐-레늄 합금(75 wt% W- 25 wt% Re)과 시판용 티타늄(Ti) (순도 99.99 %, 알파 에이사), 그래파이트이다. 고온 압축 성형을 위해 텅스텐 -레늄 합금, 티타늄, 그래파이트의 지름과 두께는 각각 15 mm/250 μm, 15 mm/25 μm, 18 mm/1 cm로 준비하였다. 고온 프레스를 통하여 제조되는 텅스텐-레늄 합금, 티타 늄, 그래파이트로 이루어진 접합체의 실험 과정을 나타 내는 모식도는 Fig. 1(a)에 나타내었다. 고온 프레스를 진 행하기 전 레늄 표면의 얇은 산화층과 불순물을 제거하 기 위하여 30 wt% 염산 용액에 약 5분간 에칭시키고 아 세톤으로 세척하였다. 고온에서 텅스텐-레늄 합금과 성형 몰드와의 반응을 막기 위해 몰드 표면에 질화붕소를 코 팅하였다. 고온 프레스는 1600 °C에서 25 MPa, 2시간, 아 르곤 분위기 하에서 10 °C/min의 승온 및 냉각 속도를 가지며 그래파이트 성형로(ASTRO, Thermal Technology, Santa Barbara, CA)에서 진행하였다. 제조된 접합체는 산 소-아세틸렌 토치를 통하여 내산화 및 내삭마 테스트를 진행하였으며 1.3:1의 산소:아세틸렌의 비율을 가지며 30 초간 시편의 텅스텐-레늄 표면에 불꽃을 4 cm의 거리를 두고 조사하였다. 접합 계면의 상변화 및 원소 분포는 SEM(XL30, Philips, Netherlands), XRD(D/MAX-RB 12 KW, RIGAKU, TOKYO, JAPAN) 등을 통하여 분석하 였다.
3. 결과 및 고찰
Fig. 1(b)는 제조된 접합체를 두께방향으로 잘라 접합 면을 주사 전자현미경을 통하여 관찰한 것이다. 전면적에 걸쳐 큰 기공, 균열 없이 안정적인 미세조직을 보이며 접 합이 성공적으로 이루어진 것을 확인할 수 있다. Fig. 1(c) 는 형성된 접합체의 계면을 고배율로 나타낸 것으로 티 타늄의 두께는 초기 25 μm에서 접합 후 약 20 μm로 약 20 % 줄어든 것을 확인할 수 있다. 텅스텐-레늄 합금과 티타늄 간의 불규칙한 계면 역시 고온 열처리 중에 생 성되는 텅스텐-레늄-티타늄 액상에서의 확산 반응에서 기 인하였을 것이라 판단할 수 있다.
Fig. 2에 고온 프레스를 통하여 제조한 접합체의 계면 에 대하여 두께방향으로의 텅스텐, 레늄, 티타늄, 탄소의 각각의 원소의 상대적 분포를 나타내었다. 텅스텐-레늄 합 금에서 텅스텐과 레늄이 각각의 분율인 75 wt%, 25 wt% 에 해당함을 알 수 있으며 이외의 원소에 대해서는 나 타나지 않았다. 접합 후 각 계면에 대한 원소 분율은 산 소-아세틸렌 토치 테스트 이후의 계면과 함께 비교 분 석할 것이며 이를 Table 1에 나타내었다. 텅스텐-레늄 합 금과 티타늄 간의 계면에서 상대 분율이 교차하는 것을 통하여 점진적인 원소 분포가 이루어져 있음을 확인할 수 있다. 또한 티타늄 층에서는 텅스텐, 레늄 뿐만 아 니라 탄소 역시 그래파이트 층으로부터 확산되어 접합 을 이루고 있다는 것을 확인할 수 있다. 그래파이트로 부터 확산된 탄소가 텅스텐-레늄 합금/티타늄 계면으로 갈 수록 그 분율이 점점 줄어들고 있음을 확인할 수 있으 며 이는 티타늄/탄소 간 확산 접합이 활발히 이루어졌 음을 알 수 있다. 이러한 결과를 종합해 볼 때 고온에 서의 열처리 동안 각각의 계면을 통해 텅스텐, 레늄, 티 타늄, 탄소 등이 확산하였고 이를 통해 전체적으로 균 일한 접합이 이루어졌음을 알 수 있다.
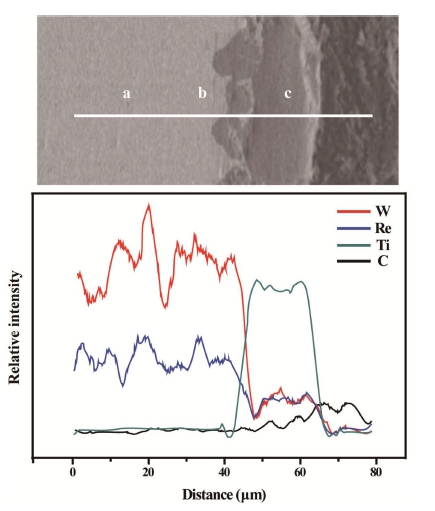
Table 1
Quantitative elemental compositions of the W-25Re/Ti/ Graphite interfaces for the indicated positions(a-f) in Fig. 2 and Fig. 4(b).
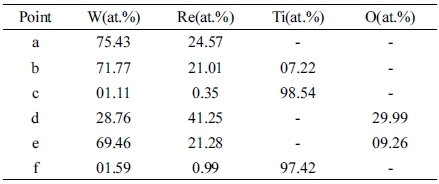 |
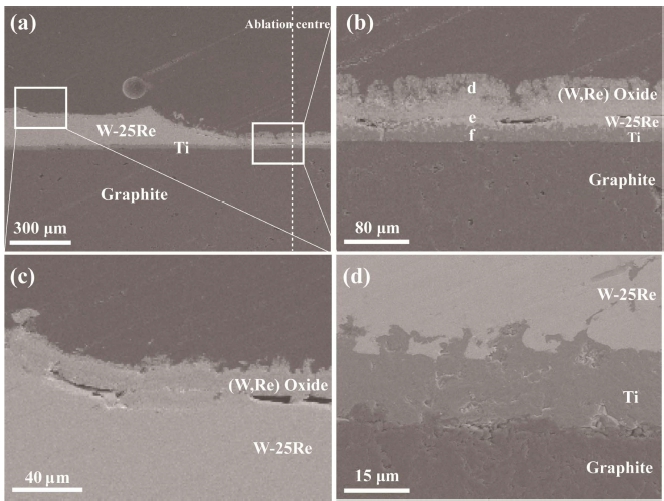
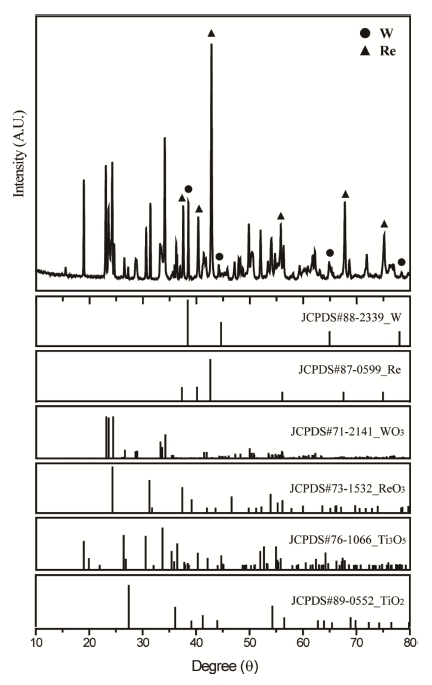
확산 접합을 통해 제조된 텅스텐-레늄/티타늄/그래파이 트 접합체의 고온에서의 내열성 및 계면 안정성 등을 평 가하기 위하여 산소-아세틸렌 토치를 이용하여 약 30초 간 실험을 진행하였고 이에 대한 전후 사진과 온도-시간 그래프를 Fig. 3에 각각 나타내었다. 토치 테스트 진행 후 바깥쪽 접합체 홀더 부분에 밝은 노란색의 물질이 생성 되었음을 확인하였고 이는 산소와 고온에서 반응 후 생 성되는 텅스텐 산화물 등으로 판단된다. 산소-아세틸렌 토 치는 초기 약 3000 °C의 고온의 불꽃이 생성됨을 Fig. 3(c)를 통하여 확인할 수 있다. 산화물 생성 및 삭마가 진행됨에 따라 접합체의 표면을 구성하는 물질의 방사 율이 달라져 측정되는 표면의 온도가 점차 감소하여 30 초가 지난 후 약 2600 °C에 도달하였다. Fig. 4는 토치 테스트 진행 후 각각의 계면에 대한 SEM이미지를 나 타낸다. 토치의 불꽃이 직접적으로 조사한 중심부와 상 대적으로 낮은 온도에 노출된 주변부에 따라서 큰 차이 를 보이고 있음을 Fig. 4(a)를 통해 알 수 있다. 직접적 인 삭마가 이루어진 부분(Fig. 4(b))에 대해서는 표면에 텅 스텐-레늄 산화물이 약 40 μm 두께로 형성되어 있으며 이 는 산화물 혹은 산화 후 녹은 산화물(Tm·WO3: 1473 °C, Tm·ReO2: 1000 °C, Tm·ReO3: 400 °C, Tm·Re2O7: 360 °C) 의 지속적인 삭마가 일어나 생긴 결과로 판단된다. 텅 스텐-레늄 합금은 30초 테스트 후 250 μm에서 약 20 μm의 두께로 감소하였으며 약 7.66 μm sec−1 의 삭마 속도를 나타냈다. 직접적으로 삭마가 이루어지지 않은 부 분의 경우(Fig. 4(c)), 표면의 텅스텐-레늄 산화물이 훨씬 고르게 형성되어 있음을 확인할 수 있으며 남아있는 텅 스텐-레늄 합금 역시 150 μm 이상 남아 있어 3.33 μm sec−1 이하의 삭마 속도를 나타냈다. Ti-C 간의 계면은 큰 변화 없이 접합이 유지되고 있었다. 각각의 계면에 대한 상 변화 및 안정성을 평가하기 위하여 고온 삭마 테스트 전(Fig. 2(a))과 후(Fig. 4(b))의 각각의 계면에 대 한 EDS 분석을 진행하였고 원소 분율을 Table 1에 정 리하였다. 고온 삭마 실험을 수행하기 전 포인트 a의 경 우 텅스텐-레늄 합금의 기존 분율과 일치하였으며 삭마 후 산화물이 생성되어 포인트 d 및 e에서 볼 수 있듯이 산 소의 분율이 증가하였다. 직접적으로 삭마가 진행된 부 분인 포인트 d가 산화가 시작되는 부분인 포인트 e에 비 해 산소의 분율이 약 3배 정도 높은 것을 확인할 수 있 었으며 이는 직접적으로 산소와 반응하여 완전 연소하 여 텅스텐-레늄 산화물을 만들었을 것이라 생각된다. 또 한 포인트 d에서 텅스텐의 분율이 포인트 e에 비해 급 격하게 떨어져 있는 것을 관찰할 수 있다. 텅스텐 산화 물의 녹는점이 레늄 산화물의 녹는점에 비해 높음에도 불구하고 이러한 결과가 나타난 것은 산화 반응속도의 차이가 그 원인이라고 생각된다. 산화물 생성 후 액상 의 삭마 혹은 산화물의 고상 입자가 떨어져 나가는 삭 마 등을 고려해볼 수 있는데 텅스텐이 레늄에 비해 현 저히 감소하는 양상으로 미루어 볼 때, 텅스텐의 산화 속도가 레늄의 그것에 비해 현저히 높으며 주로 고상 입 자의 깎임에 의해 일어난 결과라고 사료된다. 텅스텐-레 늄 합금 표면에 대한 XRD 측정 결과를 Fig. 5에 나타 냈다. 표면에는 삭마되지 않은 텅스텐 및 레늄과 산소 와 고온에서 반응으로 생성된 텅스텐 산화물, 레늄 산 화물 등이 관찰되었다. 삭마가 직접적으로 일어나 텅스 텐-레늄 합금이 산화된 후 삭마가 일어나 완전히 소비 된 부분에 대해서는 티타늄 층까지 불완전한 산화가 진 행되어 Ti3O5 및 TiO2 등의 다양한 티타늄 산화물 역시 측정되었지만 티타늄/그래파이트 계면에 큰 영향을 미치 지는 않았다. 티타늄 계면에서의 텅스텐-레늄 분율이 삭 마 후 늘어나 있는 것을 확인할 수 있지만 이는 고온 에서 일어나는 활발한 확산에 의한 것이며 티타늄 중간 층이 산화로 인한 기공, 열충격으로 인한 크랙 등이 없 이 안정적으로 접합면을 이루고 있음을 알 수 있다. 이 를 통해 산소 분위기 2500 °C 이상의 극한 환경에서 텅 스텐-레늄 합금의 표면부의 산화가 이루어지지만 성공적 으로 티타늄 계면 및 그래파이트를 토치 불꽃으로부터 보호하는 것을 알 수 있다.
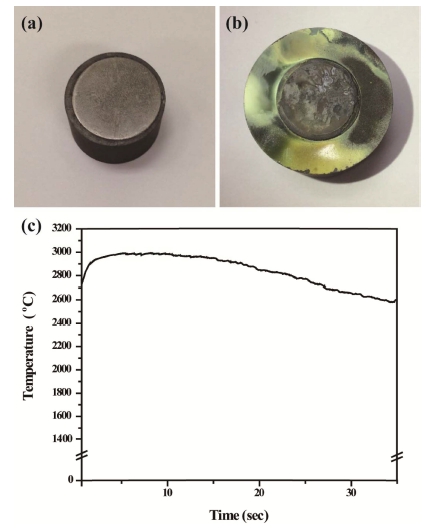
Fig. 3
The photo images of (a) the hot-pressed W-25Re/Ti/Graphite joint, (b) after oxy-acetylene torch test, and (c) temperature profile of torch test.
4. 결 론
고온 프레스 공정을 통해 텅스텐-레늄 합금/티타늄/그 래파이트 접합체를 제조하였으며, 접합 계면의 미세 구 조 및 원소 분포 등을 체계적으로 조사하였다. 계면 EDS 를 통하여 텅스텐, 레늄, 티타늄, 탄소가 각각의 계면을 통하여 균일하게 확산 접합이 이루어져 있음을 확인하 였다. 확산 접합을 통해 제조된 텅스텐-레늄/티타늄/그래 파이트 접합체의 고온에서의 내열성 및 계면 안정성 등 을 평가하기 위하여 산소-아세틸렌 토치 테스트를 진행 하였다. 2500 °C 이상의 토치 불꽃을 직접적으로 접합체 텅스텐-레늄 합금부에 조사한 중심부에서 텅스텐 산화물 이 일차적으로 생성된 후 레늄 산화물의 생성 및 삭마 가 이루어지는 것을 확인하였다. 텅스텐-레늄 산화물이 삭 마되며 소비된 후 표면에서 일부 티타늄 산화물 등이 관 찰되었으나 티타늄/그래파이트 계면은 안정적으로 접합 계 면을 유지하고 있었다. 결과적으로 산소 분위기 2500 °C 이상의 극한의 환경에서 텅스텐-레늄 합금이 그래파이트 를 30초간 성공적으로 보호함으로써 본 연구 결과는 산 화하기 쉬운 세라믹 모재를 보호하는 내열 금속 코팅 기 술을 고온 프레스 공정을 통하여 확보할 수 있음을 의 미한다.
