

1. 서 론
최근, 에너지 고갈 문제, 지구환경 문제 등이 국내외 적으로 큰 문제로 대두되면서 자동차를 비롯한 여러 수송기기의 경량화와 관련된 연구가 많이 진행되고 있 다.1-12) 수송기기의 경량화의 접근 방법에는 여러 가지가 있을 수 있으나 가장 쉽게 접근할 수 있는 방법 중의 하나가 종래에 많이 사용하던 철강 재료의 대체 금속재 료로 비중이 철강 재료의 약 1/3에 불과한 알루미늄합 금1-8) 또는 약 1/4에 불과한 마그네슘합금9-12)을 사용하 는 것이다. 그러나 마그네슘합금의 경우는 소성가공성10) 과 내부식성11,12) 등 여러 기술적인 문제와 고 단가로 인 해 아직 사용에 제약이 많은 실정이다. 그러므로 유럽 을 비롯한 선진국에서는 주로 알루미늄합금을 자동차용 구조용 소재로 이미 많이 적용하고 있으며, 최근에는 그 적용 범위를 점차 확대해가는 추세에 있다. 그러나 알 루미늄합금을 수송기기 소재로 그 적용을 확대하기 위 해서는 강도의 향상과 동시에 성형성 개선 등 해결해야 할 과제가 많이 남아 있다. 그런데, 알루미늄 소재의 약 점을 보완하는 하나의 방안으로 다층 클래딩 복합판재 를 고려해 볼 수 있다. 이종 금속의 접합 판재인 클래 드(clad) 재료는 두 금속의 장점을 극대화시키기 위한 것 으로 일반적으로 압연접합공정(roll bonding process)에 의해 만들어진다. 이 공정은 압연에 의한 소성변형과 동 시에 접합이 달성되어야 하므로 압연 전 접합하게 될 부 위의 표면처리 공정과 압연 온도, 압연 압하율 등 압연 공정조건을 최적화하는 것이 매우 중요하다. 또한 압연롤 과 피가공 재료간의 마찰계수도 클래드 재료의 변형 및 조직 형성에 큰 영향을 미치는 것으로 알려져 있다.13) 그 러나 무엇보다도 클래드 재료에 있어서 가중 중요한 요 소는 구성하고 있는 재료일 것이다. 우선, 내식성이 우 수한 순 Al과 강도와 성형성이 비교적 우수한 5xxx계 (Al-Mg합금)Al합금의 조합을 생각해 볼 수 있다.13) 그러 나 이 경우는 두 재료 모두 시효경화 효과를 발휘할 수 없는 가공경화용 합금이므로 강도 향상에 어느 정도 한 계가 존재한다. 그러나 클래드 재료의 구성 재료 중에 열처리(시효경화)용 Al합금을 도입한다면 시효 처리를 통 하여 다양한 기계적 특성을 가진 클래드 재료를 설계할 수 있을 것이다. 따라서 본 연구에서는 대표적인 열처 리(시효경화)용 알루미늄 소재인 AA6061을 중간 삽입재 로 사용하여 순 Al과 복합화 시킴으로써 열처리 효과를 극대화하고자 하였다.
2. 실험 방법
2.1 압연접합(Roll-Bonding)
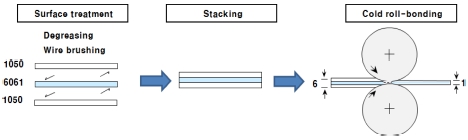
본 연구에서 사용된 재료는 화학조성이 Table 1과 같 은 시판용 AA1050과 AA6061판재로, 크기는 두께 2 mm, 폭 40 mm, 길이 300 mm였다. 또한, 두 재료 모두 압연 가공된 상태여서 400 °C에서 30분 동안 균질화 처 리를 실시한 후 출발재로 사용하였다. Fig. 1의 접합압 연공정 모식도에 나타낸 바와 같이, AA6061합금을 중 앙에 AA1050을 상하 양쪽에 위치시켜, 접합될 부위를 표면처리 후 적층하여 접합압연을 실시하였다. 접합압연 은 실온, 무윤활 조건에서 롤 직경 210 mm인 2단압연 기를 사용하여, 롤 주속 5.0 m/s에서 다 패스(multi-pass) 압연하여 최종 1.2 mm(총압하율 80 %)까지 압연을 진행 하였다.
2.2 압연 후 열처리
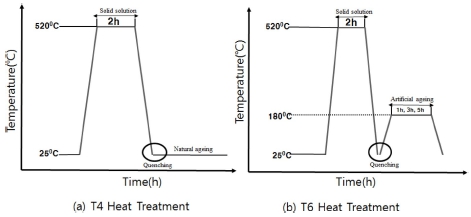
제조한 이종 층상 복합알루미늄합금판재에 대하여 T4 및 T6 열처리를 실시하였다. Fig. 2에 T4 및 T6 열처리 이력곡선을 각각 나타내었다. 용체화처리(solution treatment) 는 520 °C에서 2시간 실시하였으며 열처리 후 바 로 수냉(water quenching)하여 자연시효(T4) 및 인공시효 (T6)를 실시하였다. 자연시효는 상온에서 96시간, 120시 간, 816시간 후 시편을 채취하였으며, 인공시효는 180 °C 에서 1시간, 3시간, 5시간 유지 후 공냉(air cooling)하 여 시편을 채취하였다.
2.3 특성 평가
압연접합된 시편 및 시효처리된 복합알루미늄에 대하 여 광학현미경(Optical Microscope)에 의한 조직관찰을 실시하였다. 또한 기계적 특성 평가는 상온 인장시험 및 경도 측정을 통하여 실시하였다. 인장 시험편은 KS 5호 의 1/5 크기(평행부 폭 5 mm, 표점간 거리 10 mm)로, 인장축이 압연방향과 일치하도록 방전가공기로 잘라 준 비하였다. 인장시험은 Instron형 재료시험기를 사용하였으 며 실온에서 초기변형속도 8.3 × 10−4s−1의 조건에서 실시 하였다. 또한, 파단연신율은 인장시험 전과 후의 표점간 거리의 차이로부터 산출하였다. 경도시험은 마이크로 비 커스 경도계를 사용하여 300 g의 하중에서 10초간의 압 입시간으로 진행하였다.
3. 결과 및 고찰
3.1 광학현미경 조직
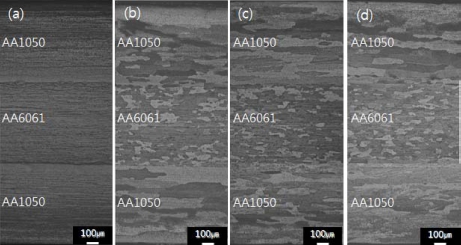
접합압연을 통하여 AA1050/AA6061/AA1050의 층상복 합알루미늄 판재를 성공적으로 제조하였다. 압연접합 후 와 T4 및 T6 열처리 후의 광학현미경 조직을 Fig. 3에 나타내었다. Fig. 3(a)에서와 같이 접합압연 후 열처리전 재료의 경우 각 판재간의 접합이 양호한 샌드위치형 AA1050/AA6061/AA1050 복합재료로 구성되어 있다. 자 연시효를 96시간한 시편(Fig. 3b)의 경우, 모든 부위에서 재결정이 발생하였으며, 특히 AA1050 부위에서는 결정 립 성장이 활발히 일어나 AA6061에 비하여 결정립 크 기가 매우 조대해져 있는 것을 관찰할 수 있다. Fig. 3(c), (d)에서와 같이 인공시효한 시편들의 경우도 시효 시간에 관계없이 자연시효 시편과 유사한 미세조직을 나 타내었다. 이와 같이 AA1050과 AA6061에서 결정립의 크기 차이가 현저한 것은 첨가된 합금원소의 영향 때문 이다. 비교적 합금원소가 많이 첨가된 AA6061의 경우, 가 공 시 불순물 부근의 변형에너지 축적이 용이하여 재결 정의 핵생성 사이트가 많아져 결과적으로 미세한 결정 립조직을 형성하게 된다.
3.2 기계적 성질
Fig. 4에 AA1050, AA6061 출발재료와 압연접합된 층 상복합알루미늄판재의 두께방향으로의 경도분포를 나타내 었다. 그림에서와 같이 두 출발재료 모두 두께방향으로 비교적 균일한 경도분포를 나타내고 있으며 AA6061 합 금이 약 10 Hv 만큼 더 큰 경도값을 나타내었다. 또한 압연접합된 재료의 경도값은 출발재료에 비해 크게 증 가하였고, 두 재료 사이의 경도값 차이가 크게 감소하였 다. Fig. 5는 접합압연 판재의 열처리에 따른 두께방향 으로의 경도 분포 변화를 나타낸 것이다. 자연시효의 경 우(Fig. 4a), 층상복합재료의 경도는 모든 영역에서 감소 하며, AA1050 부위에서 감소폭이 더 컸다. AA1050 부 위에서 감소폭이 특히 더 큰 것은 용체화처리(어닐링) 시 에 재결정과 결정립성장이 발생하여 크게 연화되었기 때 문이다. AA6061에서도 동일하게 재결정으로 인한 연화 가 발생하지만 그 정도가 약하고 또한 시효경화가 일어 나 어닐링에 의한 경도 감소를 만회하므로 상대적으로 경도 감소가 작다. 그러나 3시간 이상의 인공시효의 경 우(Fig. 4b)는, 큰 시효경화 효과로 인해 AA6061 부위 에서 경도가 크게 증가하여 AA1050과의 경도 차이가 더 크게 벌어진다. Fig. 6은 출발재료, 접합압연재료, 시효 경화처리재료의 평균 경도를 정리하여 나타낸 것이다. 접 합압연재료, 시효경화처리재료 모두 출발재료에 비해 AA1050, AA6061 모두에서 경도가 증가하였다. AA1050 에서는 접합압연 후에, 그리고 AA6061에서는 5시간 인 공시효 후에 경도 증가 효과가 가장 컸다. 동일한 가공 열처리 공정을 거쳤음에도 이와 같은 상이한 결과가 나 온 것은 가공경화용 재료인 AA1050과 시효경화용 재료 인 AA6061의 특성을 모순 없이 그대로 잘 보여주는 결 과라 할 수 있다.
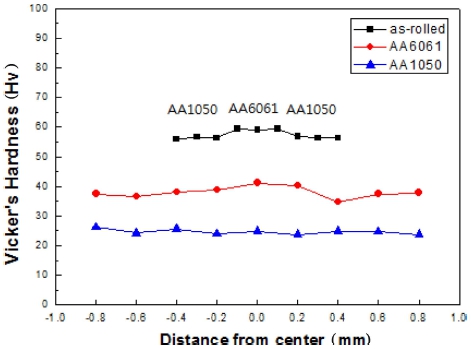
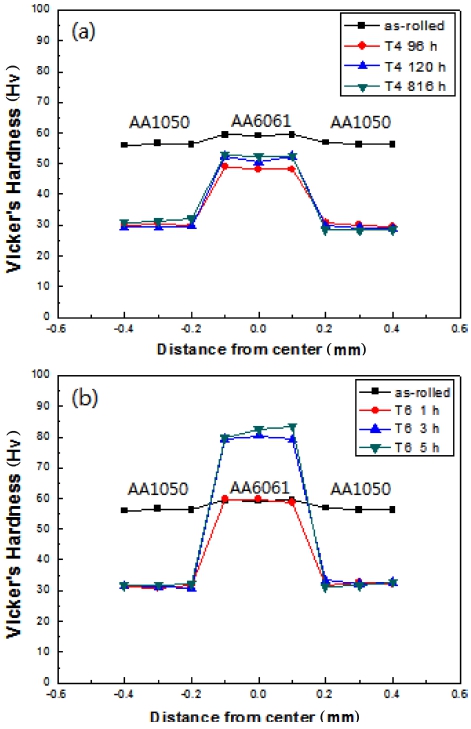
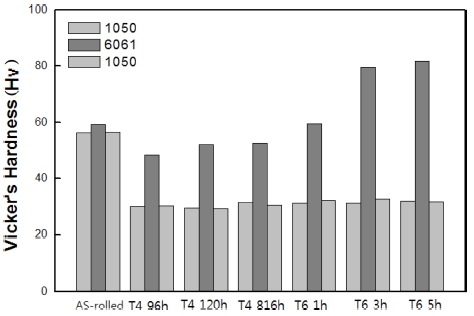
Fig. 7은 출발재료, 접합압연재료, 시효경화처리재료의 인장시험에 의한 nominal stress-nominal strain 곡선(Fig. 7a) 및 기계적 특성(Fig. 7b)을 정리하여 나타낸 것이다. 그림에서와 같이 출발재료인 AA1050, AA6061 모두 어 닐링된 상태이므로 강도가 비교적 낮고 연신율이 큰 전 형적인 s-s곡선을 나타낸다. 그러나 접합압연된 재료의 경 우는, 최대인장강도가 311 MPa로 출발재료 AA1050(83 MPa)에 비해서 약 3.7배, AA6061(159 MPa)에 비해서는 약 2배 증가하고, 파단연신율은 크게 감소하였다. 인공 시효처리된 재료의 경우는, 최대인장강도가 183 MPa로 출 발재료인 AA1050(83 MPa)에 비해서 약 2.2배, AA6061 (159 MPa)에 비해서는 약 1.2배 증가하나 연신율은 14 % 로 감소하였다. 자연시효 재료의 경우는, 최대인장강도가 179 MPa로 출발재료인 AA1050(83 MPa)에 비해서 약 2.1배, AA6061(159 MPa)에 비해서는 약 1.1배 증가하고 연신율은 25 %로 비교적 큰 값을 나타내었다. Fig. 7(b) 에서 출발 재료의 평균 인장강도(σ)는 다음과 같은 혼 합법칙(Mixture Rule)에 의해 구하였다.
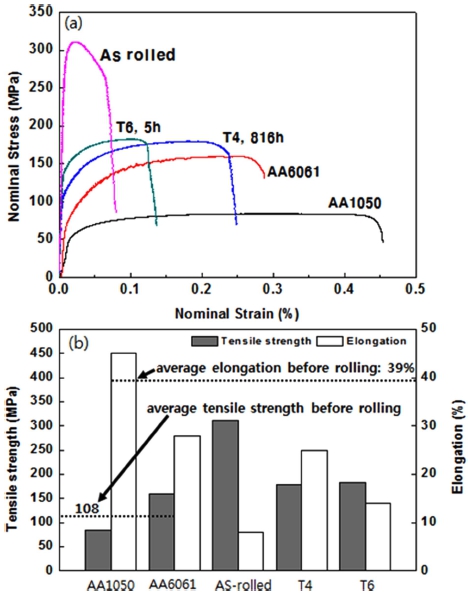
Fig. 7
The variation of nominal stress-nominal strain curves (a) and the mechanical properties (b) of the rolled and heat-treated samples.
여기서, σ1050와 σ6061는 각각 AA1050와 AA6061의 인 장강도를 나타내고, 또한 X1050와 X6061는 각각 AA1050 와 AA6061의 체적분율을 나타낸다. 접합압연 전 출발 재료의 두께는 6 mm로 X1050= 0.67, X6061= 0.33이므로 각 값을 대입하면, 출발 재료의 인장강도(σ)는 108MPa이 된 다. 그러므로 접합압연재료, 시효경화처리재료 모두 출발 재료에 비해 AA1050, AA6061 모두에서 강도가 증가하 였다. AA1050에서는 접합압연 후에, 그리고 AA6061에 서는 5시간 인공시효 후에 강도 증가 효과가 가장 컸다.
4. 결 론
냉간접합압연을 통하여 AA1050/AA6061/AA1050 층상 복합판재를 성공적으로 제조하여 그 결과를 다음과 같 이 요약할 수 있다. 제조한 복합층상판재를 자연시효 및 인공시효처리했을 때, AA1050, AA6061 모두에서 재결 정조직을 나타내었으며 재결정립의 크기는 AA1050에서 더 조대하였다. 또한, AA1050와 AA6061 두 재료 모두 접합압연 및 시효경화처리에 의해 경도 및 강도가 증가 하였으며, AA1050에서는 접합압연 후에, AA6061에서는 5시간 인공시효 후에 경도 및 강도 증가 효과가 가장 컸 다. 특히, 접합압연된 층상복합재료의 인장강도가 311 MPa로 가장 컸는데, 이것은 출발재료 AA1050(83 MPa) 에 비해서 약 3.7배, AA6061(159 MPa)에 비해서는 약 2배에 해당되는 값이다. 결론적으로 AA1050과 AA6061 을 사용한 접합압연을 통하여 다양한 기계적 특성을 가 진 AA1050/AA6061/AA1050 층상복합판재를 제조하는 것이 가능함을 확인할 수 있었다.
