

1. Introduction
OLED(Organic Light Emitting Diode)는 유기물을 전 기적으로 여기시켜 발광시키는 소자로 저전력 구동, 자 체발광, 넓은 시야각, 높은 해상도, 천연색 실현, 빠른 응 답속도 등의 장점으로 인하여 다양한 정보표시장치와 여 러 가지 광원에 활용이 모색되고 있다. 특히 백색 OLED 는 가볍고 휨성으로 인해, 연색성이 우수하고 고휘도 특 성을 가질 경우, 다양한 형태의 설계기술로 고급 감성 조명을 구현할 수 있다. 그러나 지금까지 개발된 대부 분 백색 OLED들은 순백색 발광이 드물며, 높은 연색성 을 갖추기 위해서는 적·녹·청의 빛을 적절한 세기로 혼합해야 하지만 3-파장 발광의 혼합 세기를 적절히 조 절하기 어려운 문제점이 있다. 또한, 소자의 낮은 전류 밀도에 의한 저 휘도 특성과 경시 변화, 그리고 인가전 압 변화에 따른 색좌표의 불안정성 등의 문제점도 갖고 있다.
본 연구에서는 종래의 OLED 구조에서 가장 일반적으 로 사용되는 정공주입층(DNTPD)/정공전달층(TAPC) 대신 계면층으로 HATCN을 삽입한 DNTPD/HATCN/TAPC를 도입하고 전자주입층으로 LiF 대신 Cs2CO3를 사용하여 소자의 전류와 휘도를 높였으며, 순백색 발광을 얻기 위 한 발광층의 구조를 연구하였다. DNTPD와 TAPC 사이 에 얇은 HATCN 층의 삽입은 HATCN의 깊은 LUMO (lowest unoccupied molecular orbital) 준위(5.7 eV)로 인해 HATCN LUMO 준위가 전하의 생성과 재결합 준 위를 제공하여 전기쌍극자에 의한 정공의 이동을 촉진 시킨다.1-4) OLED 소자에서 전자주입층은 음극 전극과 유 기물의 직접적인 접촉을 제거하여 계면 특성을 개선하 며, 음극으로부터 전자주입을 원활히 하기위해 사용된다. OLED 제작에서 일반적으로 사용되는 LiF 전자주입층은 절연물질로 터널링(tunneling) 방식으로 전자를 주입하지 만, Cs2CO3는 반도체성 무기 물질로 전자전달층으로 사 용되는 유기물(Bphen 등)들의 LUMO 준위와 비슷한 크 기의 전자친화력(2.2 eV)을 갖는다. 이에 따라 Cs2CO3를 전자주입층으로 사용할 경우 음극으로부터 전자 주입이 터널링 뿐만 아니라 전도대를 통해서도 가능하므로 훨 씬 높은 소자 전류를 기대할 수 있다.5-7)
발광층(emission layer, EML)의 형성에서는 mCP를 3 색 발광의 공통 호스트로 사용하여 소자 제작에 필요한 재료를 단순화하였으며, 3색 발광의 도펀트로는 Ir(pq)2acac 를 적색 인광재료로, Ir(ppy)3를 녹색 인광재료로, FIrpic을 청색 인광재료로 사용하였다. mCP는 LUMO와 HOMO (highest occupied molecular orbital) 준위 사이 에너지 갭(energy gap)이 3.5 eV로 전자와 정공을 모두 잘 전달 할 수 있는 양극성(ambipolar) 캐리어 전달 물질이며, Ir(pq)2acac/Ir(ppy)3/FIrpic의 도펀트들은 각각 적색, 녹색, 청색 발광에 범용되고 있는 물질들이다.8-10) 발광층의 구 조 연구에서는 먼저 단일 발광층에 3색 도펀트를 함께 혼합한 구조와 적색/녹색 혼합 도핑층과 청색 도핑층을 분리한 이중 발광층에 대해 조사하였다. 나아가 이중 발 광층 구조에서는 적색/녹색 혼합 도핑층과 청색 도핑층 의 순차적 배치를 비교하였으며, 엑시톤(exciton) 형성의 주된 위치에 따라 청색 세기를 높이기 위한 최적 배치 를 알아보았다. 이후 청색 발광층이 전자전달층(Bphen) 과 이웃하는 이중 발광층 구조에서 Ir(pq)2acac의 도핑 농 도를 조절하여 순백색 발광을 실현하고자 하였다.
본 연구에서는 낮은 구동전압(10 V 이하)에서 10,000 cd/m2의 고휘도 특성을 갖는 순백색 조명용 OLED 개 발을 목표로, 높은 전류주입과 다양한 발광층 구조를 갖 는 OLED들을 제작하고 이들의 특성을 평가하였다. 소 자 제작에서는 각각의 유기박막에 대한 적절한 두께 설 계가 중요하고, 전극과 유기물 사이의 계면상태도 우수 해야 한다. 나아가 유기물이 산소나 습기의 노출에 의 해 열화되는 것을 방지해야 한다. 실험에서는 ITO 전극 의 플라스마 처리에서부터 음극 전극의 형성까지 진공 상태의 in-situ 공정으로 소자 제작을 실시하였다.11)
2. Experimental Procedure
소자 제작을 위한 기판으로는 면저항이 12 Ω/□인 ITO 가 코팅된 유리기판을 사용하였으며, 아세톤을 사용하여 감광액을 완전히 제거한 후, 메탄올, 이소프로필 알코올, 탈이온수에서 순차적으로 초음파 세척을 하였다. 유기 박 막을 증착하기 위한 전단계의 마지막 과정으로 시편을 질소 분위기에서 100 °C, 10분간 건조시키고 glove 상자 로 이동하였다.
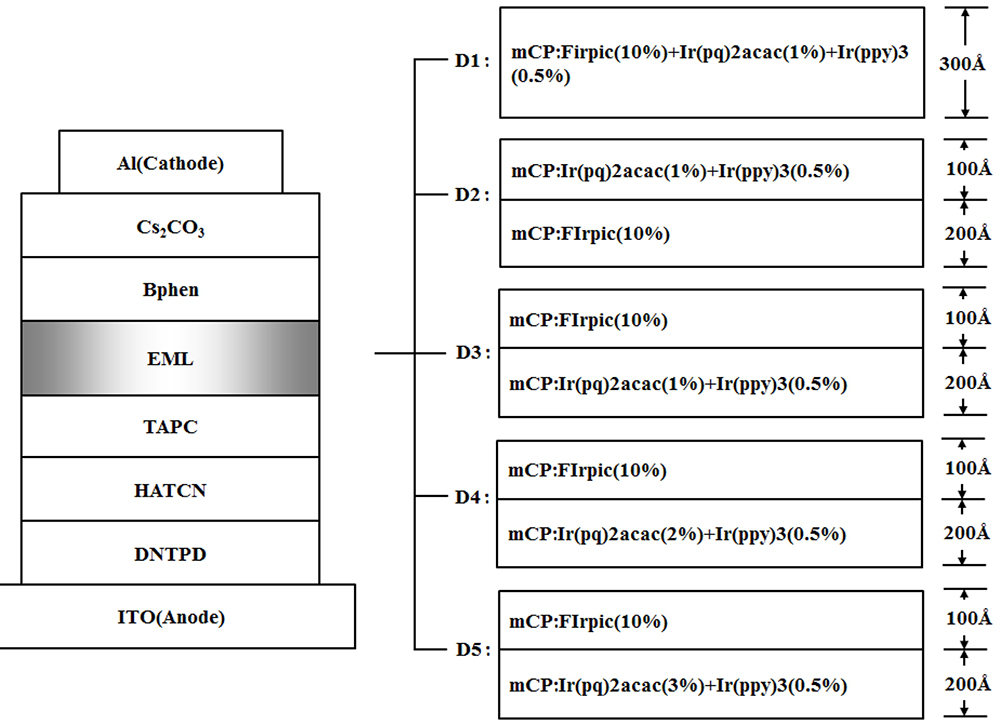
유기 박막의 증착 전에 시편을 glove 상자에서 플라 스마 처리실(Plasma Treatment Chamber)에 옮겨 2분간 플라스마(O2/Ar 혼합비 = 2/1, RF 전력: 100 W) 처리하 였다. OLED 제작에서 선행 플라스마 처리는 양극으로 부터 정공주입 장벽을 낮추고, 표면 오염제거 및 ITO와 유기막과의 접착력을 개선시켜 준다. 유기 박막과 금속의 형성은 모두 1 × 10–7 Torr 이하의 고진공 상태에서 in-situ 방식으로 증착하였다. 유기물 증착과정에서는 유기물 증 착실(organic chamber)에서 먼저 정공 주입층(hole injection layer, HIL)으로 500 Å 두께의 DNTPD와 중간층 (interfacial layer)으로 50 Å 두께의 HATCN, 그리고 정 공전달층(hole transport layer, HTL)으로 300 Å 두께의 TAPC을 순차적으로 형성하였다. 다음 과정으로 소자의 종류를 5가지(D1~D5)로 분류하고, D1에서는 mCP에 대 한 Ir(pq)2acac, Ir(ppy)3 및 FIrpic의 체적 비율을 각각 1%, 0.5%, 10%로 co-doping 하여 300 Å 두께의 mCP: [Ir(pq)2acac(1%)+Ir(ppy)3(0.5%)+FIrpic(10%)] 단일 발광 층을 형성하였고, D2에서는 청색 발광층과 적,녹색 발광 층을 분리하여 200Å-mCP:FIrpic(10%)/100Å-mCP:[Ir(pq)2 acac(1%)+Ir(ppy)3(0.5%)]의 이중 발광층을 형성하였다. D3~D5 소자에 대해서는 이중 발광층의 순서를 200ÅmCP:[ Ir(pq)2acac(x%)+Ir(ppy)3(0.5%)]/100Å-mCP: FIrpic(10%)로 하고 Ir(pq)2acac (x%)의 x 농도를 1%(D3), 2 %(D4), 3%(D5)로 변화시켰다. 전자전달층(electron transport layer, ETL)의 형성 단계에서는 500 Å 두께의 Bphen 을 증착하고, 전자주입층과 음극 전극으로로 10 Å 두께 의 Cs2CO3과 1200 Å 두께의 Al을 순차적으로 증착하였다.
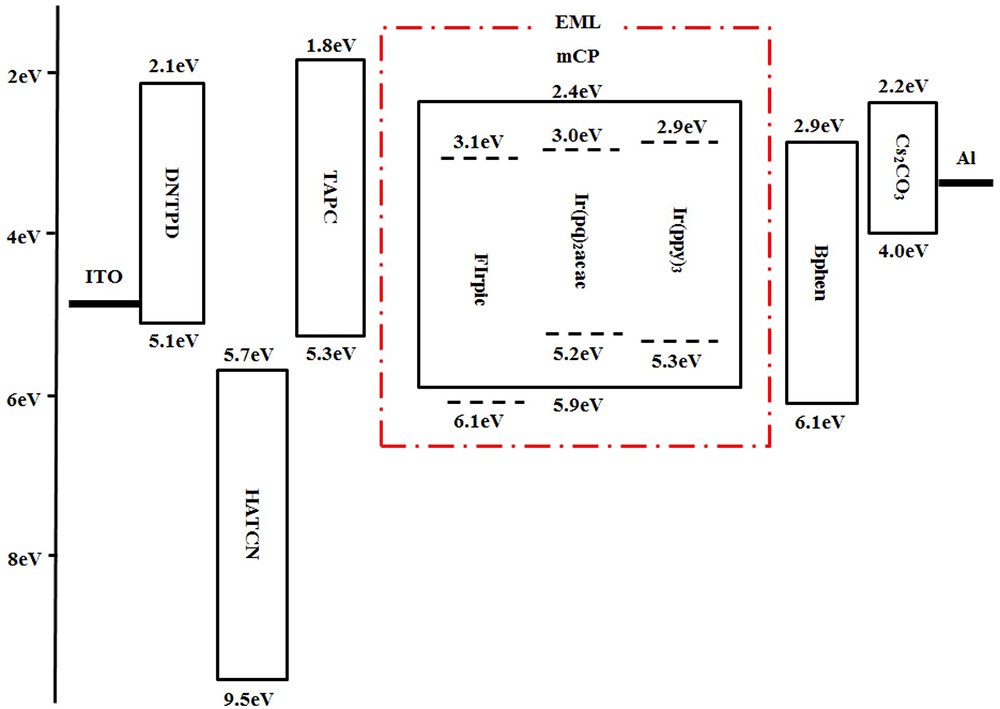
Fig. 1은 제작된 소자들을 구분하는 단면 구조이며, Fig. 2는 실험에 사용된 재료들의 에너지 다이어그램을 나타내었다.
3. Result and Discussion
mCP와 발광 재료들 사이에 호스트-도펀트 관계의 적 정성을 알아보기 위해 mCP의 PL(photoluminescence)과 발광 재료들의 광흡수 및 PL 특성을 측정하고, 그 결 과를 Fig. 3에 나타내었다.
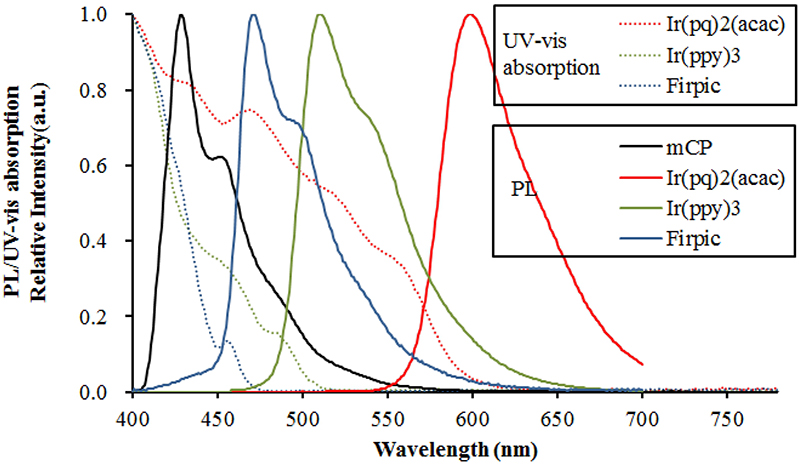
Fig. 3.
PL spectrum of mCP and optical absorption/PL spectra of the dopants[Ir(pq)2acac, Ir(ppy)3, FIrpic].
Fig. 3에서 mCP 호스트의 PL 스펙트럼과 FIrpic, Ir(ppy)3 및 Ir(pq)2acac 도펀트들의 흡수 스펙트럼이 400 nm에서 600 nm 영역에 걸쳐 넓게 겹쳐있어 mCP의 여기 에너지 가 FIrpic, Ir(ppy)3 및 Ir(pq)2acac의 도펀트들로 용이하 게 전이될 수 있는 적절한 호스트-도펀트 시스템을 구 성하고 있음을 볼 수 있다. 또한 FIrpic, Ir(ppy)3 및 Ir (pq)2acac의 PL 중심 파장은 각각 470 nm, 510 nm, 600 nm로, 백색 구현에 필요한 청, 녹, 적색의 기본 3색을 방출하고 있음을 확인할 수 있다.
제작된 소자들의 전기광학적 특성을 알아보기 위해, 외 부의 빛을 차단할 수 있는 암실에서 Polaronix M6100 테스트 장치와 CS-1000 분광계를 이용하여 전류밀도-전 압 특성, 휘도-전압-양자효율 특성, EL 스펙트럼 및 인 가전압에 따른 CIE 색 좌표 변화를 측정하였다. Fig. 4 는 인가전압에 따른 D1~D5 소자들의 전류밀도 곡선이다.
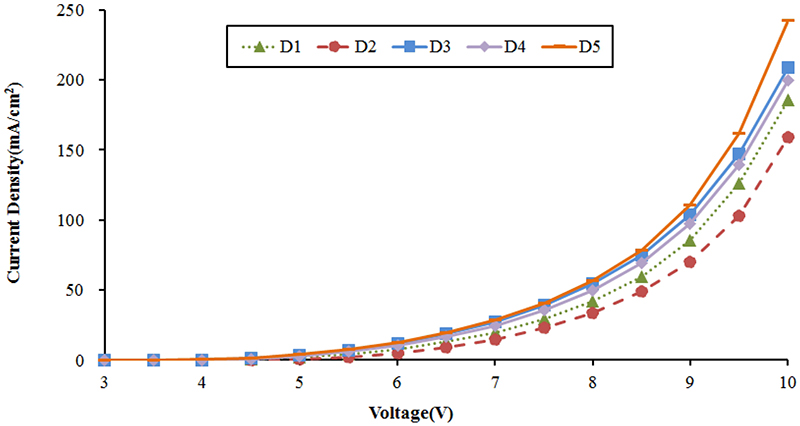
Fig. 4에서 소자의 전류밀도는 인가전압에 따라 모두 기본적으로 지수함수적 증가를 보였으며, mCP:[Ir(pq)2acac+ Ir(ppy)3]/mCP:FIrpic의 이중발광층을 갖는 D3 소자가 다 른 발광층 구조를 갖는 소자(D1, D2)보다 상대적으로 높은 전류밀도 특성을 나타내었다. mCP:[Ir(pq)2acac+ Ir(ppy)3]/mCP:FIrpic의 이중발광층을 갖는 소자의 높은 전 류밀도는 정확한 원인은 알 수 없으나 발광층에서 도펀 트들이 전하캐리어를 트래핑(trapping) 하는 것과 관련이 있을 것으로 판단된다. OLED에서 전류밀도는 소자의 휘 도 특성과 직접적인 관계가 있지만, 높은 전류밀도가 반 드시 높은 휘도 특성을 나타내는 것은 아니며, 소자 제 작에서는 전류효율과 발광색도 함께 고려해야 한다. Fig. 5에서는 제작된 D1~D3 소자들의 인가전압에 따른 휘도 특성과 양자효율을 나타내었다.
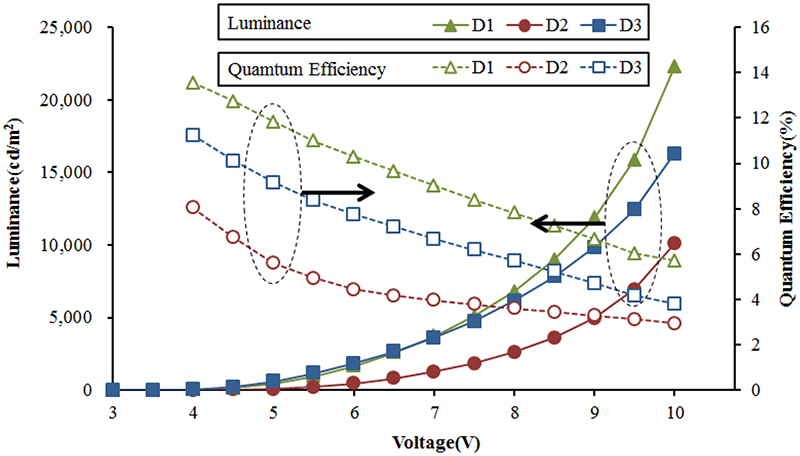
Fig. 5에서 휘도 특성과 양자효율은 단일발광층을 갖 는 D1 소자에서 전반적으로 가장 높게 나타났으며, mCP: [Ir(pq)2acac+Ir(ppy)3]/mCP:FIrpic의 이중발광층을 갖는 D3 소자가 mCP:FIrpic/mCP:[Ir(pq)2acac+Ir(ppy)3]의 이중발광 층을 갖는 D2 소자보다 우수한 휘도 및 양자효율 특성 을 나타내었다. 1,000 cd/m2 기준으로 한 구동전압은 D1 이 5.5 V, D2가 6.7 V 그리고 D3가 5.4 V로 나타났으며, 10 V에서 발광 휘도는 D1이 22,250 cd/m2, D2가 10,090 cd/m2, D3가 16,270 cd/m2 로 나타났다. Fig. 5에서 양 자효율은 인가전압에 따라 roll-off 현상을 보이는 데, 너 무 낮은 전압에서는 발광이 거의 일어나지 않으므로 4 V 이상에서만 양자효율을 나타내었고, 4 V에서 D1은 13.5 %, D2는 8.0 %, D3는 11.2 %의 양자효율을 나타내었다. 전압 증가에 따른 양자효율 감소는 높은 전류밀도 상태 에서 삼중항-삼중항 소멸(T-T annihilation)에 의한 엑시톤 소광(quenching) 현상에 기인하는 것으로 알려져 있다.12-13)
휘도와 양자효율 관점에서는 단일 발광층을 갖는 D1 소자가 가장 우수한 특성을 보이고 있지만 D1 소자는 순수 백색을 발광하지 않는다. Fig. 6에서는 D1~D3 소 자들의 EL(electroluminescence) 스펙트럼 특성을 인가전 압 10 V에서 나타낸 그림이다.
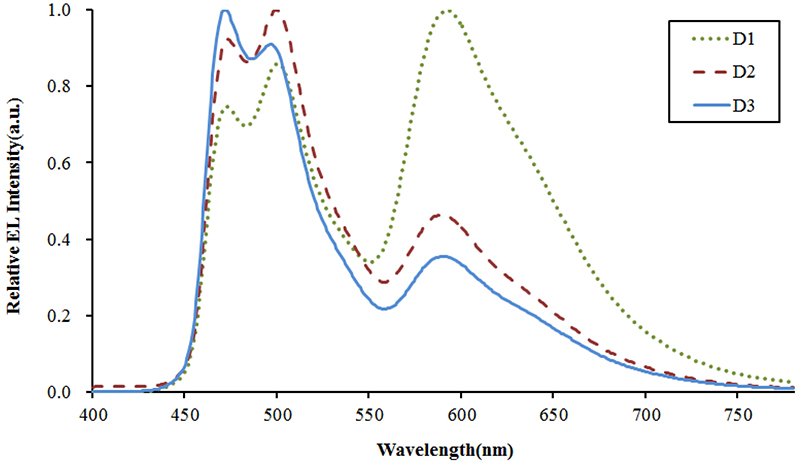
Fig. 6에서 제작된 소자들의 발광 중심파장은 472~473 nm, 495~500 nm 그리고 589~595 nm 범위에서 청, 녹, 적색의 3색 피이크를 보이고 있으며, 소자 종류 및 인 가전압에 따라 다소 변화를 보이고 있다. D1에서 청색 발광 세기의 상대적 감소는 발광층에서 혼성 도핑에 의 해 청색 도펀트의 삼중항 에너지가 녹색과 적색 도펀트 의 삼중항 에너지로 전이에 의한 결과로 생각된다. 기 본 3색의 혼합에서 청색 발광의 상대적 감소는 단일발 광층의 혼합도핑 구조로는 순색 백색을 구현하기 어렵 다. 이에 따라, 본 연구에서는 청색 발광과 적,녹색 혼 합발광을 분리한 이중발광층 구조에서 백색 발광을 구 현하고자 하였으며, 청색 발광층과 적,녹색 혼합 발광층 의 순차적 배치 적합성을 알아보기 위해 D2와 D3 소 자를 제작하였다. D2와 D3의 EL 스펙트럼은 적색 발광 의 세기에 비해 청색과 녹색발광의 세기가 증가함을 Fig. 6에서 관찰할 수 있다. D2와 D3의 EL 스펙트럼 차이 를 살펴보면, D2에서는 녹색 발광이, D3에서는 청색 발 광이 우세하게 나타나고 있는 데, 백색 발광 실현을 위 해서는 청색 발광이 우세한 것이 바람직하다. 나아가 D3 는 D2에 비해 휘도와 효율 특성도 우수함으로 청색 발 광층이 전자전달층에 이웃하는 D3 구조가 백색 OLED 구현에 바람직함을 알 수 있다.
Fig. 7은 D1~D3 소자들에 대한 CIE 색좌표를 보여 주는 것으로, 인가전압(6~10 V)에 따라 D1은 CIE 색 좌 표 값이(x = 0.41~0.45, y = 0.41)로, D2의 경우(x = 0.30~ 0.40, y = 0.40~0.41)로, D3의 경우(x = 0.27~0.29, y = 0.35 ~0.37)로 나타났다.
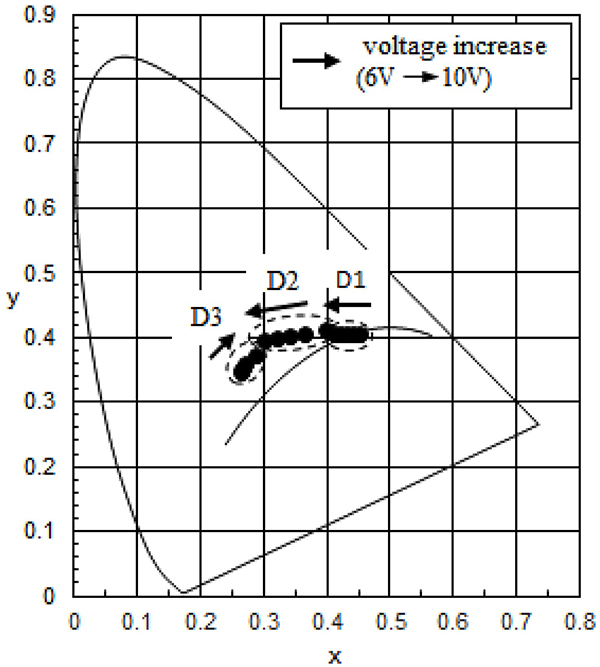
D1의 전체적 발광색은 오렌지 색이며, D2는 녹색 우 세로 인한 greenish white 색을 보이고 있으며, D3는 청 색 우세로 인한 bluish white 색을 나타내고 있다. D2에 서 녹색이 우세하고, D3에서 청색이 우세하게 나타나는 것은 발광층에서 엑시톤의 주된 형성 영역이 정공전달 층보다는 전자전달층에 가까운 곳에 위치하고 있음을 보 여준다. 인가전압이 증가함에 따른 색좌표는 x-좌표가 D1 과 D2에서는 왼쪽으로 청색 이동을, D3에서는 오른쪽으 로 적색 이동함을 볼 수 있는 데, 이중발광층 구조에서 D2와 D3 색좌표 이동의 반대적 현상은 전계 변화가 캐 리어 이동도에 영향을 주어 엑시톤 형성의 중심 위치가 전자전달층 부근 영역에서 정공전달층 방향으로 다소 이 동하는 결과로 생각된다. D3 소자는 D2 소자에 비해 색 좌표의 안정성에서도 우수한 장점을 갖고 있으나, 청색 우세 발광에 의한 완전한 백색 좌표(x = 0.33~0.35, y = 0.33~0.35)를 얻지 못하고 있으므로, D3 구조로부터 Ir (pq)2acac의 적색 도펀트 농도를 1 %에서 2 %와 3 %로 증가시킨 D4와 D5 소자를 제작하고 이들의 특성을 비 교하였다. Fig. 8은 Ir(pq)2acac 농도에 따른 D3~D5 소 자들의 휘도 및 양자효율 곡선을 보여주고 있다.
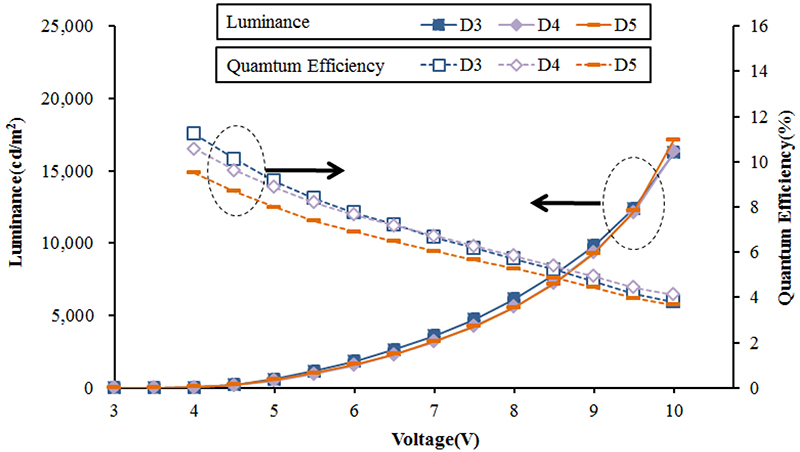
Fig. 8에서 D4와 D5 소자의 10 V에서 휘도는 16,320 cd/m2와 17,160 cd/m2 로 나타났고, 4 V에서 양자효율은 10.6 %와 9.5 %로 나타나 D3와 큰 차이가 없는 전계발 광 특성을 보였다. Ir(pq)2acac의 농도에 따른 다소의 휘 도 및 양자효율의 변화는 구동전류의 미세한 차이에서 비롯된다. Fig. 9는 D3~D5 소자들의 EL 스펙트럼을 비 교한 그림이다.
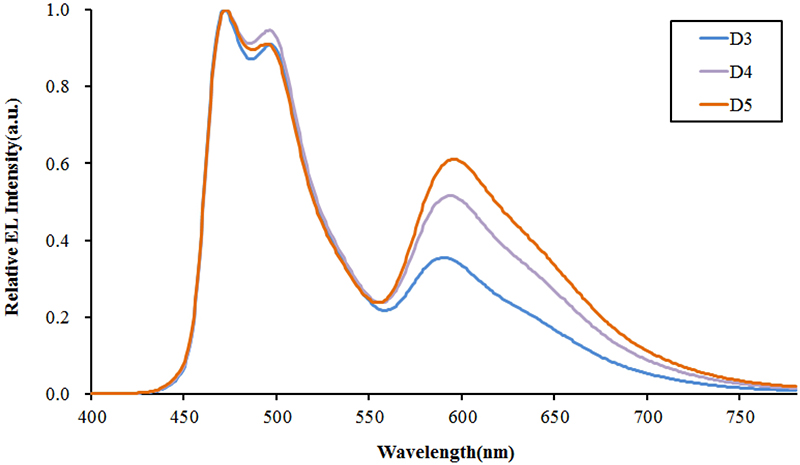
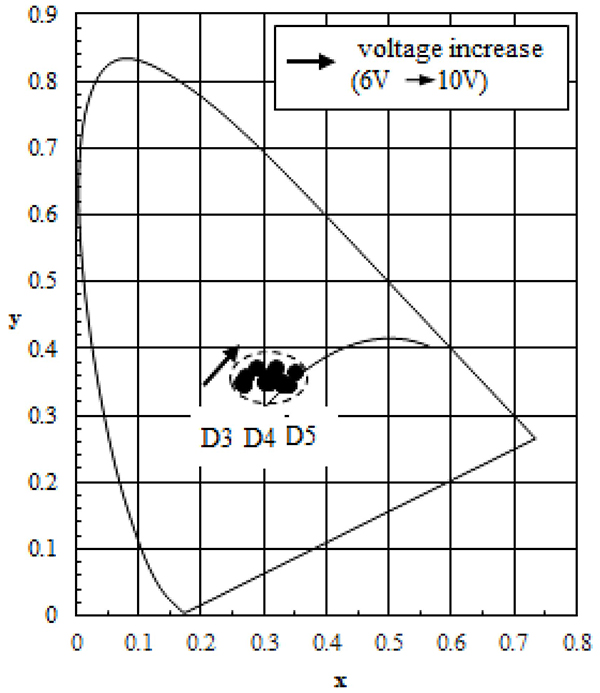
Fig. 9에서 Ir(pq)2acac의 농도가 증가할수록 적색 발광 의 상대적 세기는 증가하고 있음을 볼 수 있다. Fig. 10 은 D3~D5 소자들의 인가전압(6~10 V)에 따른 CIE 색 좌표를 비교한 그림이며, 이 그림에서 D3~D5 소자들은 전압 증가에 따라 모두 매우 안정적으로 미세하게 적색 방향으로 이동됨을 볼 수 있다. Fig. 10에서 D4의 CIE 색 좌표 값은(x = 0.31~0.32, y = 0.35~0.37) 범위로, D5 의 CIE 색 좌표 값은(x = 0.34~0.35, y = 0.35~0.37) 범 위로 나타나고 있으며, D5의 발광색은 이상적 백색에 근 접한 발광 특성을 보여주고 있다.
4. Conclusion
본 연구에서는 mCP의 단일호스트에 Ir(pq)2acac, Ir(ppy)3, FIrpic를 각각 적, 녹, 청색의 도펀트로 사용하여 발광층 의 구조에 따라 5 종류(D1~D5)의 3색 발광 OLED를 제작하였다. 실험 결과, 단일발광층에 3종의 도펀트를 혼 합한 D1 구조에서는 높은 휘도와 발광효율을 얻을 수 있었으나 청색 감소에 의한 백색 발광을 얻기가 어려웠 고, 청색 발광층과 적,녹색 혼합 발광층을 분리한 이중 발광층 구조에서는 엑시톤의 형성이 전자전달층에 가까 이 있어 청색 발광층이 전자전달층에 이웃하는 mCP: [Ir(pq)2acac+Ir(ppy)3]/mCP:FIrpic 구조가 백색 발광의 실 현에 적합한 구조임을 확인하였다.
mCP:Ir(pq)2acac+Ir(ppy)3/mCP:FIrpic 이중 발광층 구조 에서는 Ir(pq)2acac의 도핑 농도를 1~3 %로 변화시켜 적 색광의 세기를 조절하였으며, Ir(pq)2acac가 3 %로 도핑된 D5 소자에서 거의 순수한 백색광을 얻을 수 있었다. D5 의 경우 10 V에서 17,160 cd/m2 의 고휘도 특성을 나타 내었으며, 6~10 V의 넓은 인가전압 범위에서 안정된 CIE (x = 0.34~0.35, y = 0.35~0.37) 값을 나타내었다.
백색 OLED를 개발하기 위한 본 연구의 방법은 독창 적이며, 특히 D5 소자는 높은 휘도와 색 안정성, 그리 고 빛의 기본 3색 발광이 뚜렷하여 백색 OLED를 이용 하는 천연색 디스플레이 제작에 적합한 광원으로 사용 이 가능하다. 또한, 발광 스펙트럼이 자연광에 가까워 연 색성이 우수함으로 OLED 조명기술에서 백색 광원으로 활용도 기대된다.
