

1. 서 론
2. 잔류응력의 해석이론
3. 실험방법
4. 결 과
4.1. 어닐링 상태
4.2. 래핑가공으로 발생한 잔류응력의 무방향성 확인
4.3. 랩핑가공 표면 아래의 잔류응력분포
5. 고 찰
5.1. 시료표면 법선방향의 응력성분 이 다이어그램에 미치는 영향
5.2. 응력구배와 회절선 위치결정법 및 다이어그램의 만곡(curvature)과의 관계
5.3. 가중평균 해석법을 이용한 잔류응력분포와 해석법과의 관계
5.4. 잔류응력의 지수함수분포 모델에 대한 법과 가중평균 해석법과의 비교
5.5. 응력값의 신뢰성 한계
6. 결 론
1. 서 론
전보1)에서는 표면층에 급격한 응력구배가 존재할 때 측정된 회절선은 비대칭으로 나타난다는 것에 대하여 보고하였다. 따라서 회절선 위치를 결정하는 피크법(peak method),2,3) 반가폭 방법(half-value breadth method),4,5) 중심법(centroid method)6,7) 등을 이용하여 측정한 결과 각각 다른 값을 나타내었다. 따라서 이와 같은 잔류응력 상태일 때 표면에서의 응력(변형률) 및 표면 아래의 응력(변형률) 구배를 파라미터로 한 가중평균 변형률과 편향되지 않은 관계에 있는 것은 회절선 중심위치에 대응하는 변형률이라는 것을 파악하였다. 또한 가중평균 변형률을 나타내는 관계식은 변형률이 에 대하여 선형적인 관계로는 될 수 없다는 것도 확실하게 파악하였다.
본 논문은 가중평균 해석방법(weighted averaging method)8)에 대한 유효성을 확인하기 위해 실험을 통하여 검토를 진행한 결과에 대하여 보고한다. 이 해석법을 검토하기 위하여 가장 간단하며, 현실적으로 제작이 가능한 재료로서 베어링강(STB2) 어닐링재료를 사용하여 래핑(lapping) 가공법9)을 선택하였다. 이 재료와 가공방법에 따라서 표면층에 무방위(등방 2축)로 급격한 응력구배를 갖는 잔류응력 상태가 나타날 것이라고 판단하였다. 이 재료를 사용하여 다이어그램에 대한 분포 거동과 피크법, 반가폭 방법, 중심법에 대한 차이점의 유무에 대하여 조사하였다. 그리고 시료 표면을 연속적으로 전해연마 하면서 그때마다 변형률을 측정하고, 가중평균 해석법을 이용하여 깊이방향에 대한 응력분포를 조사하였으며, 방법을 이용한 해석 결과와 비교 및 검토를 진행하였다.
2. 잔류응력의 해석이론
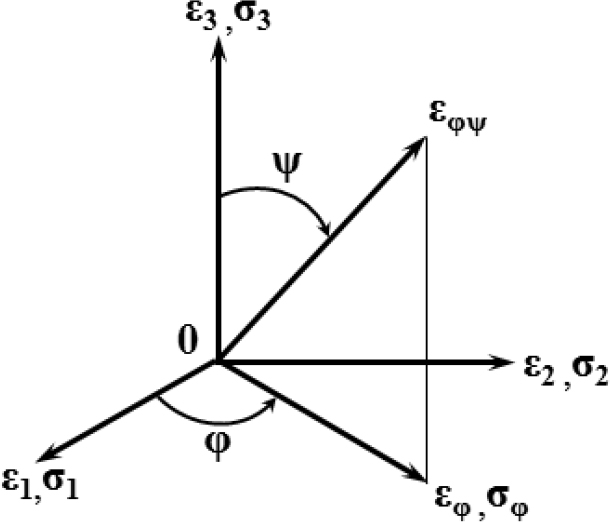
Fig. 1에서 주 응력축 , 를 시료 표면에, 을 표면의 법선방향으로 하였다. = 0에서 등이 깊이와 관계없이 일정하다고 가정하면
와 같이 되며, 이 관계식이 법의 기본식 이다.10) 그러나 이 깊이방향으로 응력구배를 가질 때 입사하는 X선 방향을 바꾸면 유효 침입 깊이가 달라지고, 자체가 의 함수로 되기 때문에 와 의 관계는 선형적으로 나타나지 않는다. 이와 같은 경우에 식 (1)을 적용시키는 것은 바람직하지 않으며, 전보1)에서 제안한 가중평균 해석법을 사용하여야 한다.
등방 2축 응력 상태에서 표면으로부터 직선적으로 변화하는 상태 에서 특히 = 0을 가정하고, 가중평균 변형률 을 응력성분으로 나타내면 측면경사법(side inclination method)에 대하여
로 나타낼 수 있다. 여기서 는 표면에서의 응력, 는 표면 아래의 응력구 배, 는 Bragg 각도, 는 선 흡수계수, 는 영률 및 는 포아송비 이다. 고찰 부분에서 문제가 될 수 있지만 으로 가정하여 식 (2)를 바꾸어 쓰면 다음 식으로 된다.
식 (2), 식 (3)에서 확실한 것과 같이 응력구배 가 존재할 때는 우변 제3항에 따라 는 에 대하여 비선형적으로 된다. 그리고 식 (2)와 식 (3)을 비교하면 은 우변 제1항 및 제2항의 에 관한 선형인 항만으로 나타나기 때문에 의 휘는 정도에는 영향을 주지 않고, = 0에서의 절편과 다이어그램의 평균 구배에 영향을 미친다.
전보1)에서 상세하게 설명한 것처럼 식 (2), 식 (3)의 에 대응하는 것은 회절선의 중심위치에 대응하는 변형률 이다. 회절선의 중심위치 에서 Bragg의 관계식으로부터 격자상수 를 구하고, 무변형률 상태의 격자상수 을 알고 있다면
의 관계가 성립되므로, , 및 를 미지수로서 최소 자승법을 적용할 수 있다. 식 (3)을 이와 같은 3개의 미지수로서 정리하면
로 된다. 여기에서
이라고 하면, , 및 에 관한 선형방정식
을 구할 수 있다. 는 측정조건에서 주어진 양이다. 또한 는 측정값이고, 정규분포의 오차를 동반하며, 정확도는 모두 동일하다고 가정한다. 이것으로부터 최소 자승법을 사용하여 , 및 의 최대 확률값과 신뢰구간을 구할 수 있다.11)
3. 실험방법
큰 잔류응력을 발생시킬 목적으로 베어링강(STB2)을 시험편으로 선택하였다. 형상은 직경 30 mm, 두께 10 mm인 원판 형상이며, 미리 850 °C에서 30분 동안 진공 분위기에서 소성처리를 하고, 성형가공하여 잔류응력을 제거하였다. 이어서 시험편 단면에 Table 1의 조건으로 랩핑(lapping) 가공을 실시하였다. 유성기어장치(epicyclic gear)가 있는 평면 랩 원판(flat lap board)을 이용하여 시험편 끝단면에는 랜덤한 방위로 연속 가공을 진행하였다. 가공의 본질이란 결정립과 표면 사이에 전단력을 수반하는 방향성이 있는 가공이지만, 유성기어 장치기구에 의한 전단력의 작용은 평균화되어 0이 된다고 판단하였다. 랩 표면의 거칠기는 표면거칠기 측정기(Talysurf® i-Series PRO, AMETEK Taylor Hobson Co.)를 이용하여 측정한 결과 2.4 µm이었다. 그리고 전해연마(TenuPol-5, STRUERS Co.)를 실시한 후의 거칠기는 1 µm 이하 이었다.
Table 1.
Lapping conditions of this experiment.
| Lapping method | Plane lapping |
| Lapping compound | GC #600 |
| Lapping speed | 0.44 m/sec |
| Lapping pressure | 0.15 kg/cm2 |
| Lapping time | 30 min. |
| Lapping fluid | Machine oil |
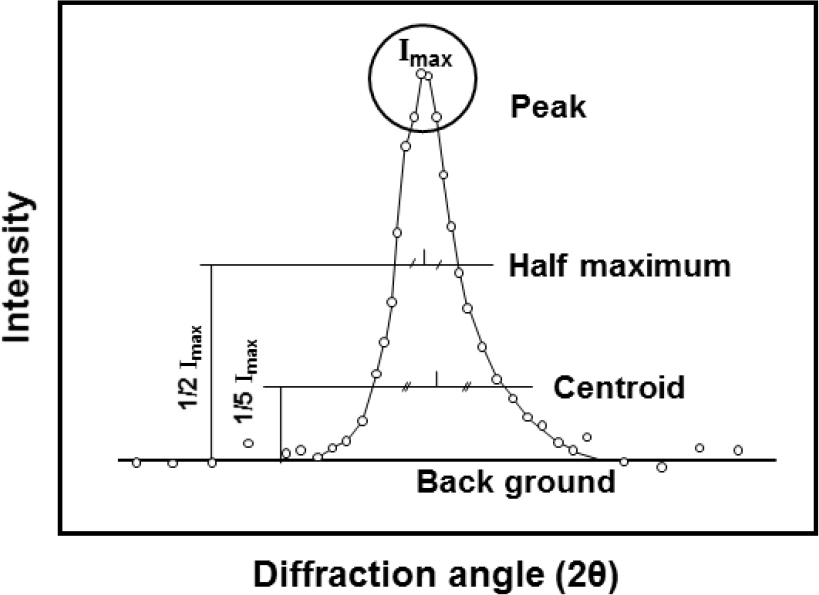
X선 측정조건은 Table 2와 같으며, 측면경사법을 사용하여 회절면은 (211)면을 이용하였다. 사용한 X선 측정장비는 JEOL사 제품인 JDX-35HS를 사용하였다. 그리고 2중선 분리 절차의 번거로움을 피하기 위하여 회절선 강도를 약간 낮춘 선을 사용하였으며, 이때 회절각은 126°이다. Fixed time방법을 이용하여 back ground에서 피크를 포함하여 회절선 그래프를 그렸으며, 측정값을 로렌츠형 인자로 보정한 후, 회절피크 양측의 back ground에서 여러 개의 점을 통과하는 직선을 구하여 back ground 강도를 제거하였다.
Table 2.
X-ray measurement conditions used in this experiment.
Fig. 2는 회절선 위치를 결정하기 위한 3가지 방법을 나타내었다. 피크 위치는 회절선의 최대 피크 부근에서 여러 개의 점을 이용하여 포물선 근사법으로 결정하였고, 중심위치는 전보1)에서 설명한 바와 같이 1/5 에 대한 2등분점에서 근사시켜서 결정하였다.
4. 결 과
4.1. 어닐링 상태
Fig. 3은 850 °C에서 30분 동안 진공 분위기에서 어닐링 처리한 시험편의 다이어그램이다.
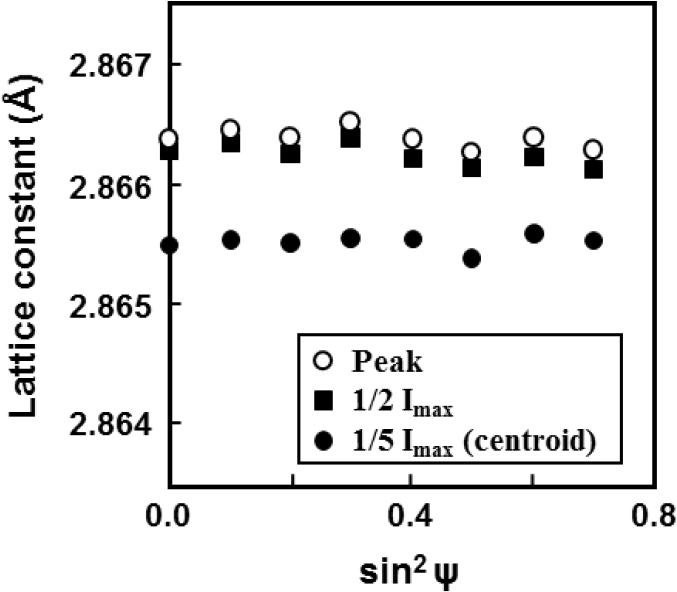
3종류의 회절선 위치결정방법 모두 거의 직선, 특히 수평관계를 나타내었기 때문에 각각의 평균값을 구하여 무변형률 상태의 격자정수를 로 하였다(Table 3). 식 (1)의 법을 이용하여 계산한 초기 잔류응력 값은 Table 3과 같이 거의 무응력이라는 것을 알 수 있다. 정확한 이유는 아직 파악하지 못하였으나, 선의 (211) 회절면은 어닐링 상태에서 이미 비대칭형태를 나타내었으며, 각 회절선 위치결정법에 따라서 차이가 확인되었다. 그러나 가 변경되더라도 위치결정법에 의한 차이는 거의 일정하였기 때문에 일반적인 오차로 처리하였다.
Table 3.
Initial lattice constants and initial stresses measured by three types of positioning methods.
| Method of location of diffraction line | Mean lattice constant (Å) | Initial stress (kg/mm2) |
| Peak (parabola) | 2.86642 | -1.2 ± 1.2 |
| HVB* (1/2 ) | 2.86629 | -1.8 ± 1.5 |
| Centroid (1/5 ) | 2.86557 | 0.4 ± 1.5 |
4.2. 래핑가공으로 발생한 잔류응력의 무방향성 확인
Fig. 4는 Table 1의 조건으로 래핑 가공한 표면에서 피크법으로 구한 다이어그램이다. 시료표면 도형(원)에 표시한 4개의 방위에 대하여 측정을 하였는데 각 방향에 대한 다이어그램은 완전히 일치하였으며, 잔류응력 상태가 무방위라는 것이 확인되었다. 그리고 다이어그램이 곡선으로 되어 있다는 사실로부터 표면 아래에 급격한 잔류응력 구배가 발생하고 있다고 추측된다. 이와 같은 결과로부터 단순화시킨 모델에 따른 식 (2) 또는 식 (3)을 적용시킬 수 있다는 것을 파악하였다.
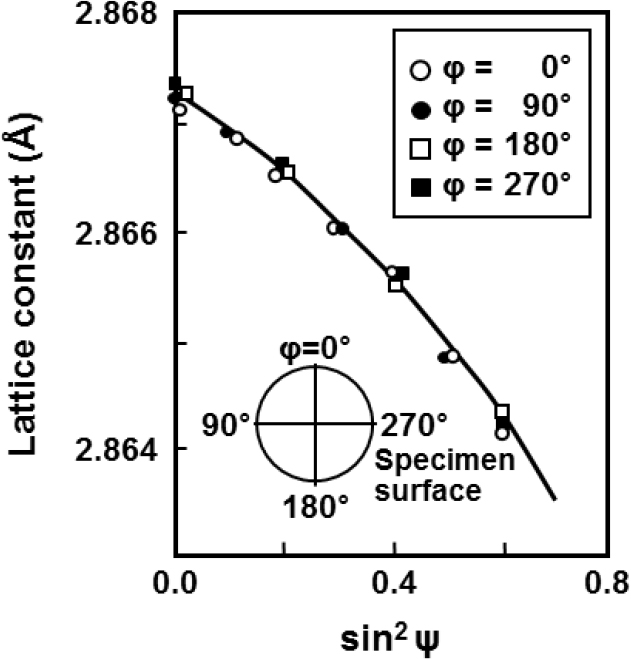
Fig. 4
diagram obtained by the peak method from the lapping surface under the conditions of Table 1.
4.3. 랩핑가공 표면 아래의 잔류응력분포
Fig. 5는 동일한 시료에 대하여 2 µm 및 11 µm씩 전해연마한 면에 대한 다이어그램으로, 회절선 위치결정법에 따라 차이가 나타난 것을 알 수 있다. 위치결정법이 서로 다른 결정법에 따라서 뚜렷한 차이가 있는 것을 알 수 있으며, 표면 부근에서는 와 사이에 직선관계가 나타나지 않고 곡선화 되어 있는 것이 Fig. 4와 동일하다. 이것에 반하여 연마한 양이 많아지게 되면 곡선의 정밀도는 감소하며, 평균 구배도 작아지는 경향을 나타내었다. 이와 같은 결과는 표면 부근의 X선 침입깊이 범위 내에서 급격한 응력구배가 존재한다는 것이 뚜렷하게 되었다.
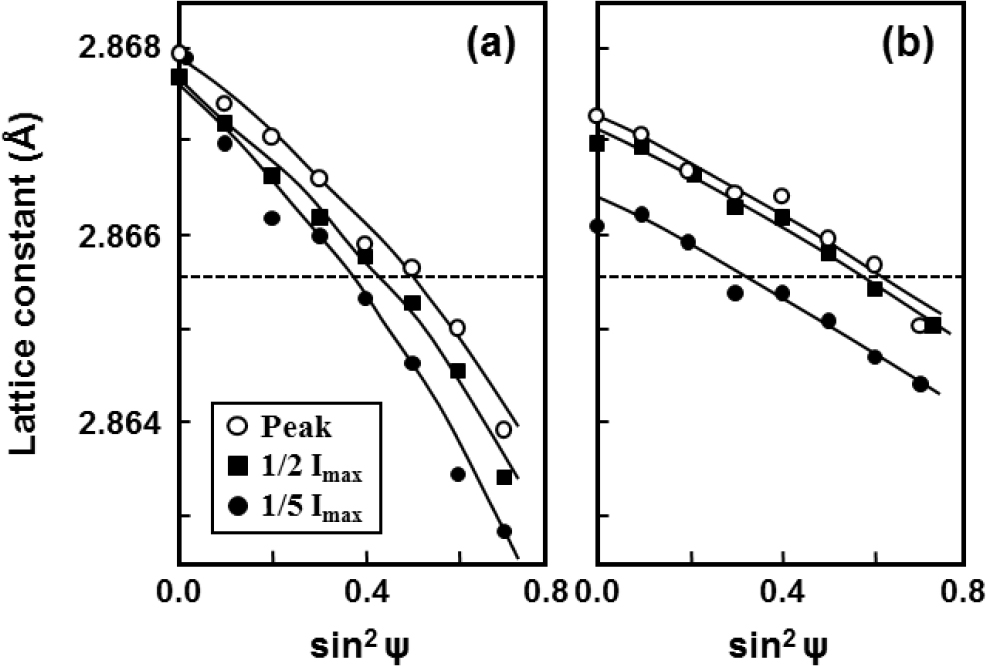
Fig. 5
A diagram obtained from an electro-polished surface, showing the method difference in the position of the diffraction lines. (a) 2 µm electro-polished surface, (b) 11 µm electro-polished surface. The dotted line is the mean lattice constant in the annealed state corresponding to the centroid position.
피크위치, 반가폭 위치 및 중심위치에서 계산된 응력값의 차이를 파악하기 위하여 Fig. 5의 데이터를 기초로 하여 법으로 해석을 실시하였다. 그 결과는 Fig. 6과 같이 표면의 깊은 곳에서는 차이가 거의 없었지만, 표면 부근에서는 피크법과 중심법과의 사이에 약 10 kg/mm2인 차이가 발생하였다. 따라서 급격한 응력구배가 있을 때는 회절선 위치 결정방법을 반드시 고려하여야 한다고 사료된다.
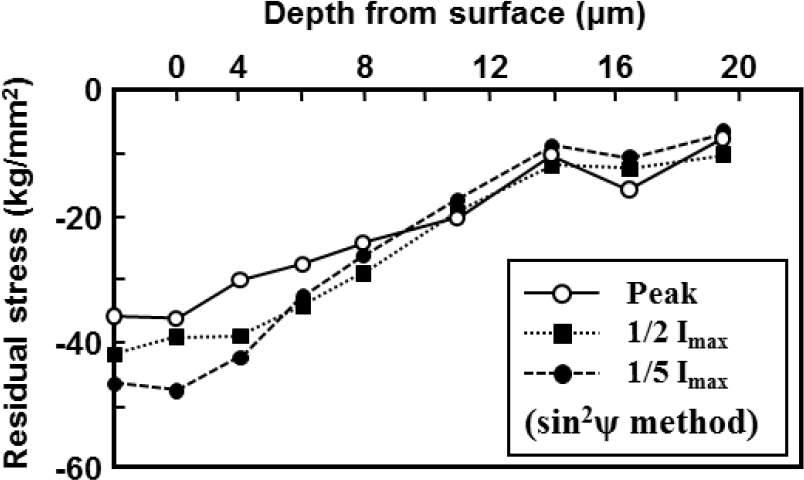
Fig. 6
Results of analysis using the method based on Fig. 5 to determine the difference in residual stress values at the peak, half-width, and center positions.
가중평균 해석법인 식 (2) 또는 식 (3)을 적용한 경우, 2.절에서도 언급하였듯이 의미 있는 것은 회절선의 중심위치에 대응하는 변형률이기 때문에 이하의 계산은 모두 중심법으로 정리하였다. Table 4는 = 0이라고 가정한 가중평균 해석법인 식 (2)를 이용하여 구한 과 , Table 5는 3축 응력상태와 관계있는 식 (3)을 이용하여 구한 , 및 의 값으로, 이 값들의 신뢰구간은 50 %이다. 이러한 결과를 요약하여 Fig. 7에 나타내었다. 그래프 내의 법 결과는 Fig. 6의 중심법으로 구한 값을 플롯 하였으며, 3가지 해석법의 구별이 뚜렷하게 되도록 하였다. Fig. 7(b)는 식 (3)의 해석에 따른 의 값으로, 표면 아래 10 µm 정도까지 약 –5 kg/mm2인 응력이 산출되었다. 물론, 는 표면 및 전해연마한 표면에서 반드시 0이어야 하므로, X선 침입 깊이 내에서의 평균값을 의미한다.
Table 4.
The and values obtained using the weighted averaging method assuming that = 0.
Table 5.
The values of , and obtained using Eq. (3) related to the triaxial stress state.
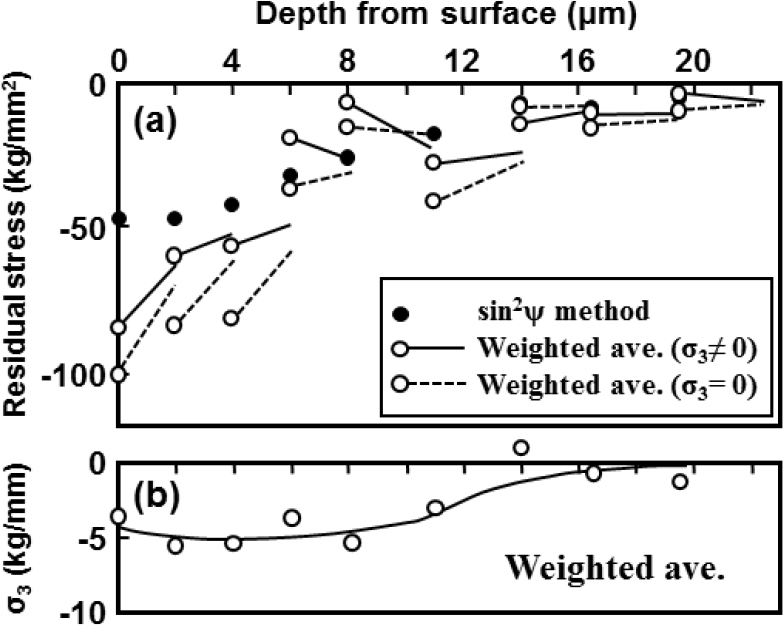
가중평균 해석법은 X선으로 측정한 표면에서의 응력값과 깊이방향의 응력구배를 동시에 구하는 방법이다. 이 해석법에서 가정한 것은 응력의 선형적인 분포를 가정하였기 때문에 응력구배의 변화가 완만하면 전해연마된 표면에서 측정값으로 해석한 결과는 연속적인 꺾인 선에 근사되어야 한다. 표면층 제거에 따른 응력분포의 재배열이 나타난다면 당연히 불연속적으로 될 것이지만, Fig. 7에서 구한 결과와 거의 유사한 응력분포모델로 계산한 결과, 재배열에 따른 응력값의 변동은 1 kg/mm2 이하로 완전히 무시할 수 있다는 것이 확인되었다. 동일한 그래프에서 2개의 가중평균 해석법의 식을 이용하여 구한 결과를 비교하면, = 0으로 한 것은 연속성이 나쁘고, 를 포함한 해석법의 식을 이용한 결과가 연속성이 우수한 것을 알 수 있다. 특히 6 µm 및 8 µm인 깊이에서의 불연속성은 회절강도 분포곡선의 측정에 오차가 있었기 때문이라고 판단된다. 이와 같이 판단한 이유로서는 응력구배가 (+)인 경우 의 분포는 Fig. 5와 같이 위로 볼록한 곡선이 되지만, 6 µm 및 8 µm인 깊이에서 중심위치로부터 구한 분포는 아래로 볼록하다. 그러나 동일한 깊이에 대한 피크 위치 및 반가폭 위치로부터 구한 분포는 거의 직선 또는 위로 볼록하였기 때문에 회절선의 1/5 부근의 측정값에 오차가 포함되어 있기 때문이다. 특히 당연한 것이지만, 응력구배가 존재하는 경우 법을 이용한 해석은 표면에서의 응력값을 부여해주는 것이 아니라, X선 침입깊이 내의 응력분포의 평균값을 부여해주는 것이므로 표면 부근의 값은 가중평균 해석법으로 구한 값보다 작은 값이 된다. 그러나 표면 아래에서 약 16 µm 이상인 응력구배가 확인되지 않는 깊이에서는 법으로 구한 결과와 가중평균 해석법으로 구한 결과는 일치하게 된다.
5. 고 찰
5.1. 시료표면 법선방향의 응력성분 이 다이어그램에 미치는 영향
Table 4, Table 5 및 Fig. 7의 결과로부터 가중평균 해석법에서 을 고려할지의 여부에 따라서 계산된 응력값에 확실한 차이가 발생하였다. 따라서 이 다이어그램에 미치는 영향을 상세히 조사하기 위하여 식 (3)을 이용하여 응력인자 , 및 를 여러 가지로 변화시켜서 을 시뮬레이션하였다. 선으로 Fe(211)면에 대한 측정을 고려하여 = 63°, = 25,000 kg/mm2, = 0.26, = 647 cm-1을 사용하고, 로 가정하였다.
Fig. 8(a), (b) 및 (c)는 각각 , 및 을 파라미터로 하였을 때의 결과이며, 각각의 경우에 대한 고정값은 그래프에 나타내었다.
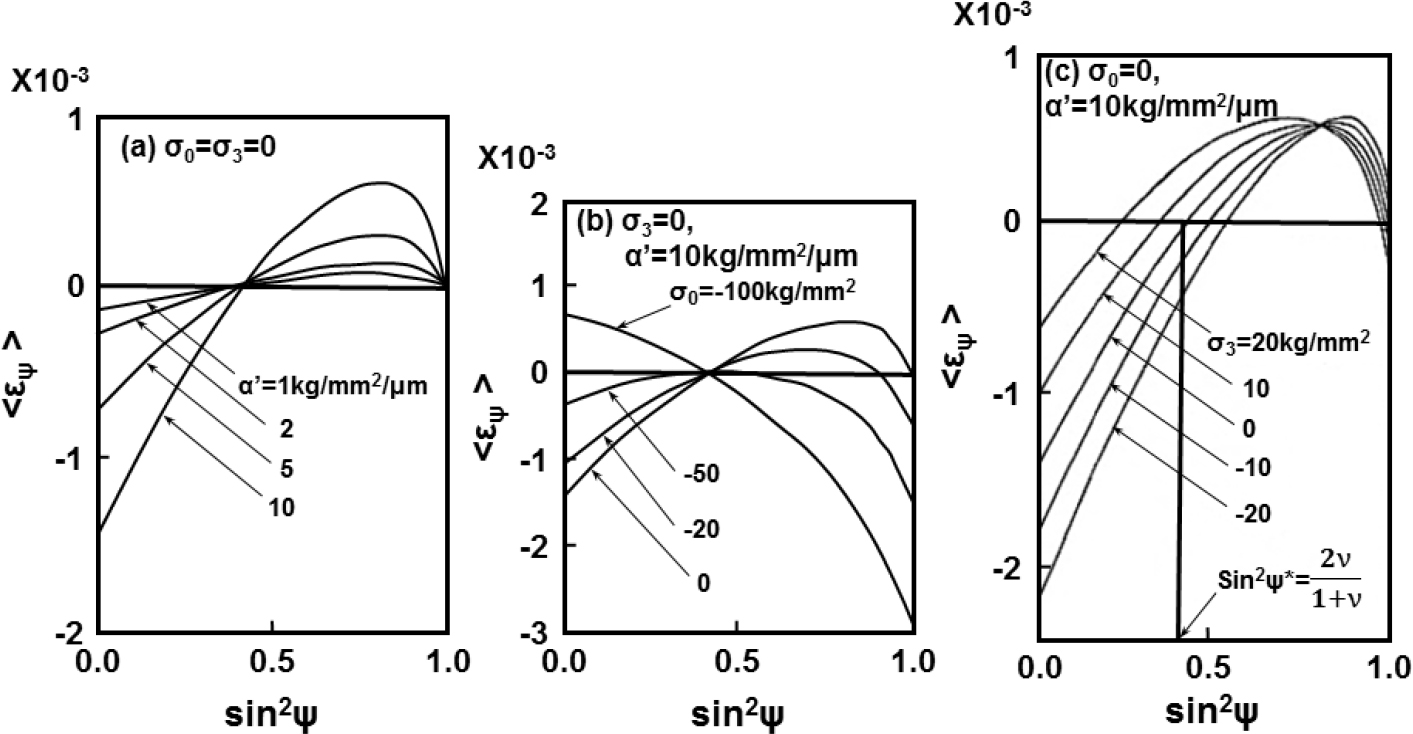
이 결과, = 0이면 , 의 값에 관계없이 ≒ 0.41에서 = 0이 된다. 이 값은 식 (1)에서 구할 수 있는 무변형률방향 의 값과 일치한다. 그리고 Fig. 8(c)에서 의 값이 변화하면 무변형률방향 의 값은 크게 변화하고, 이 변화에 따라서 = 0.41에 대한 변형률 도 크게 변동하는 것을 알 수 있다. Fig. 5(a)의 측정 결과는 = 0.41인 격자정수가 어닐링재료의 평균값12)에서 편향되어 있으며, 을 고려한 해석법인 식 (3)을 이용하는 것이 적절하다는 것을 의미한다. 따라서 해석결과 Fig. 7(a)에서도 확실하듯이 을 고려한 해석이 더욱 연속적인 꺾인 선으로 되는 것도 역시 식 (3)을 사용하는 것이 적절하다고 판단된다.
5.2. 응력구배와 회절선 위치결정법 및 다이어그램의 만곡(curvature)과의 관계
실험 결과로부터 급격한 응력구배를 나타내는 경우는 앞에서 기술한 3가지 방법으로 회절선 위치에 차이가 나타나는 것이 확인되었는데, 이것은 응력구배 에 따른 회절강도 분포곡선의 비대칭성에 원인이 있다고 판단된다. 당연한 것이지만 가 작을수록 비대칭도 작아지며, 3종류의 회절선 위치결정법의 차이도 없어진다. 그리고 다이어그램의 만곡(curvature)도 의 효과에 의한 것이며, 실험결과 및 해석결과를 종합하여 판단해 보면 응력구배가 2~3 kg/mm2/µm 이상으로 되면 가중평균 해석법과 법과의 차이가 뚜렷해지는 것이 확실하다. 잔류응력의 급격한 구배는 래핑 가공 이외에 연삭이나 절삭가공 등에서도 나타날 수 있다고 판단된다.
Fig. 8에서 확실하게 나타난 것처럼 Sakakibara et al.13)도 지적한 것과 같이 의 응력구배에 따른 다이어그램의 만곡성 효과는 < 0.5에서는 작고, > 0.5에서는 뚜렷해진다. 따라서 가중평균 해석법을 적용하기 위해서는 가능하다면 을 광범위하게 하는 것이 필요하다.
5.3. 가중평균 해석법을 이용한 잔류응력분포와 해석법과의 관계
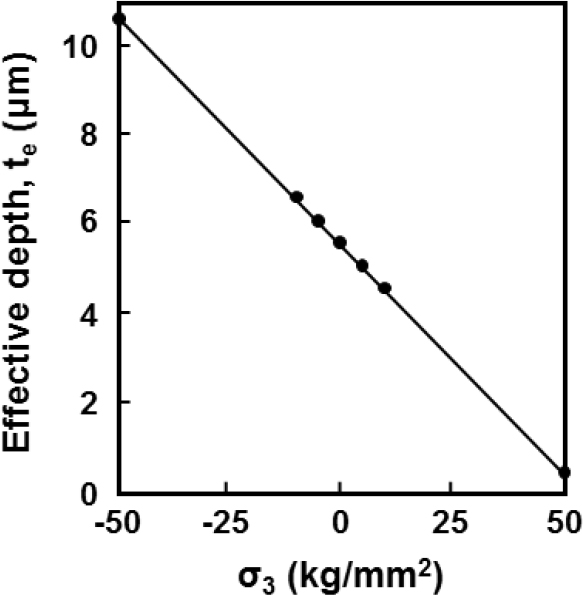
가중평균 해석법으로 구한 결과가 얼마나 응력분포에 기여할지의 여부를 해석법인 식 (1)을 이용하여 검토할 수 있다. Iwanaga et al.14)이 보고한 것처럼 표면에서 깊이방향으로 선형적으로 변화하는 응력분포모델을 가정하고, 식 (2) 또는 식 (3)을 이용하여 다이어그램을 구하였다. 이것을 식 (1)인 해석법을 이용하여 평균 구배에 따라서 응력값으로 환산하였다. 그리고 가정한 응력분포모델에서 응력값이 몇 µm인 깊이에 상당하는 응력값인지의 여부를 확인하고, 이 깊이 를 유효깊이라고 정의한다. 본 실험조건을 부호화하여 의 값을 0에서 0.7까지 0.1씩 8개점을 정하면, = 0으로 하였을 때는 표면응력값 , 또 응력구배 에 관계없이 유효깊이는 = 5.6 µm이지만, ≠ 0이라고 가정하면 Fig. 9처럼 유효깊이는 에 따라서 변화한다.
그리고 Fig. 7(b)로부터 가중평균 해석법인 식 (3)을 사용하면 = 0~10 µm인 깊이 범위에서 ≒ -5 kg/mm2를 구하였다. 이때의 유효깊이는 Fig. 9에 따라서 = 6.1 µm이 된다. Fig. 7의 실험 결과를 보면, 표면( = 0)에서의 법으로 계산한 응력값은 약 –50 kg/mm2이며, 이 응력값은 식 (3) ( ≠ 0)의 응력분포에 대하여 약 6~7 µm인 깊이의 응력값과 거의 일치하였다. 그리고 식 (2) ( = 0)인 경우에는 약 10 µm인 깊이의 응력값과 일치하였지만, Fig. 9의 ≒ 5.6 µm과는 일치하지 않았다. 이 결과 및 5.1.절의 결과로부터 가중평균 해석법인 식 (3)은 표면응력값 과 표면 아래의 응력구배 을 더욱 정확하게 부여하고 있다고 판단된다. 을 반드시 고려해야 한다는 결과로부터 가공층의 잔류응력 상태에 대하여 X선을 이용하여 구할 때에는 3축 상태의 응력해석15,16)을 도입할 필요성이 있다고 판단된다.
5.4. 잔류응력의 지수함수분포 모델에 대한 법과 가중평균 해석법과의 비교
가중평균 해석법인 식 (3)은 표면 아래의 잔류응력이 깊이 에 대하여 선형적으로 의존한다는 가정하에서 주어졌지만, 실제로 가공표면층에서는 복잡한 분포로 되어 있다고 판단되기 때문에 가장 간단한 분포로서 다음과 같이 지수함수적인 분포를 가정하고, 가중평균 해석법과 해석법을 비교하였다.
이때의 가중평균 변형률은
로 나타낼 수 있다.
5.3.절과 같이 의 값을 0.1씩 0부터 0.7까지 주어서 를 구하고, 이것에 따라 가중평균 해석법인 식 (2) 및 법인 식 (1)을 이용하여 구한 응력값 결과를 Fig. 10에 나타내었으며, Table 6에는 = 100 kg/mm2로 하여 식 (8)의 지수 을 여러 가지로 선택하였을 때 = 0에 대한 가중평균 해석법에 따른 초기 응력값 , 초기 구배 과 법에 따른 응력값 을 모델값과 같이 나타내었다. 이 결과, 지수 에 따라서 초기 구배 이 클수록 가중평균 해석에 의한 와 의 계산값은 모델값과 편차가 크지만, 역시 법으로 구한 값보다 정확하다는 것을 알 수 있다. 가중평균 해석법은 다이어그램의 만곡을 이용하여 표면층 제거 방법을 사용하지 않고 표면의 응력값과 표면 아래의 응력구배를 구하는 방법이다. 특히 10 µm 정도인 표면층에 대한 잔류응력분포를 구할 때는 본 분석방법이 유용하다고 판단된다.
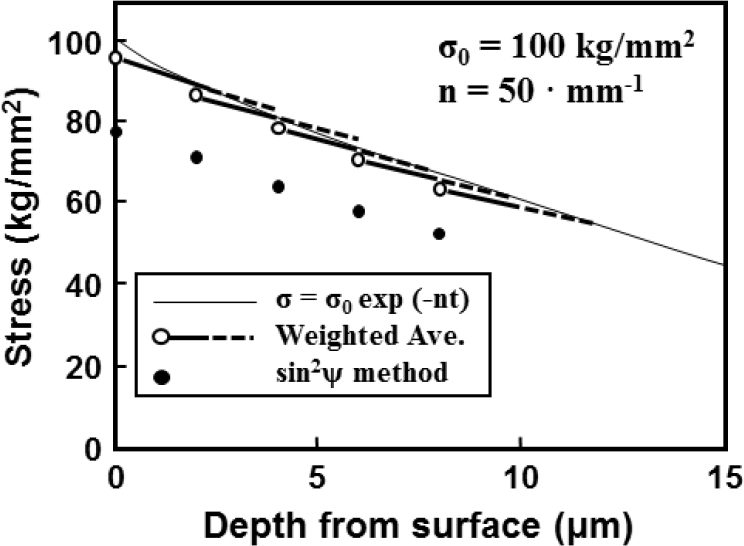
Table 6.
Comparison with weighted averaging method, method and model value at exponent is changed in various ways.
| (mm-1) | Stress (kg/mm2) | Stress gradient (kg/mm2/µm) | |||
|
Model |
WAM* | method |
Model |
WAM* | |
| 10 | 100 | 99.5 | 94.7 | -1 | -0.8 |
| 50 | 100 | 96.1 | 78.3 | -5 | -3.1 |
| 100 | 100 | 88.8 | 64.5 | -10 | -4.3 |
| 200 | 100 | 74.8 | 47.8 | -20 | -4.7 |
| 500 | 100 | 49.0 | 27.0 | -50 | -3.9 |
5.5. 응력값의 신뢰성 한계
Table 4 및 Table 5의 가중평균 해석법 결과는 50 % 신뢰구간을 나타냄에도 불구하고, 큰 오차를 수반한다. 이것은 주로 가중평균 해석법에서는 요구되는 미지수가 많기 때문이라고 판단된다. 그리고 중심위치를 결정하는 1/5 법으로서 회절강도가 작고, 분포곡선의 구배가 작은 부분을 사용하는 것도 원인이라고 생각되며, 정밀도 측면에서는 아직 더 검토할 부분이 남아 있다. 그러나 Fig. 6과 같이 약 10 kg/mm2/µm인 응력구배를 나타내는 경우도 5 kg/mm2의 오차를 허용하지 않는다면 충분한 반가폭 위치에서 중심위치에 근사할 수 있다는 것을 알 수 있다.
특히, 본 논문에서는 고려하지 않았지만 가공층 내에 존재하는 집합조직에 의해서 측정값이 가중평균 변형률의 식으로 표현되는 곡선에서 편향되는 것도 충분히 생각할 수 있다.
6. 결 론
가중평균 해석법의 유효성을 확인하기 위하여 래핑 가공한 베어링강(STB2) 어닐링재료를 시험재료로서 X선을 이용하여 측정한 결과, 다음과 같은 결론을 도출하였다.
(1) 베어링강(STB2) 어닐링재료를 래핑 가공하면 표면층에 무방위적인 급격한 구배를 갖는 잔류응력 상태가 나타나며, 가중평균 해석법 검토에 유효한 것을 파악하였다.
(2) 급격한 응력구배가 있으면 다이어그램은 만곡하고, 회절강도 분포곡선이 비대칭으로 되어 피크법, 반가폭 방법, 중심법 사이에 차이가 나타났다. 이러한 현상은 응력구배가 2~3 kg/mm2/µm 이상에서 뚜렷하게 나타났으며, 이와 같은 때에는 중심법을 이용하여 회절선 위치를 결정하고, 가중평균 해석법을 적용하면 표면의 응력값과 표면 아래의 응력구배를 더욱 정확하게 구할 수 있다.
(3) 응력구배가 문제가 될 때는 다이어그램의 만곡은 > 0.5인 영역에서 뚜렷하게 나타나므로, 가능하다면 경사각 를 크게 하는 것이 필요하다.
(4) 래핑 가공층 일 때는 가중평균 해석법에 을 고려하면 더욱 정확한 값을 구할 수 있다. 등방 2축 잔류응력 상태일 때 의 존재 유무는 0.4에 대한 변형률의 유무로서 파악할 수 있다. 일반적으로 가공표면층의 잔류응력 상태를 평가할 때는 3축 응력해석을 진행할 필요가 있다.
