

1.서 론
모바일 기기의 성능의 포화와 캠핑 용품 등의 생활용 품의 수요가 증가 하면서 이들의 외장재를 심미적인 감 성을 부여하기 위해 여러 가지 코팅공정을 이용한 다양 한 제품이 출시되고 있다.
현재 가장 많이 쓰이는 아노다이징, 습식도금을 이용 한 스마트폰의 비려한 외장재도 훌륭한 특성을 보이고 있지만 최근에는 공정 중에 필연적으로 발생하는 폐수 와 유해 부산물로 환경적인 면에서 대책이 필요하다.
AIP (arc ion plating)과 같은 건식코팅에 의한 TiN 코팅은 고경도 내 마모 특성과 함께 황금색 간섭색을 낼 수 있어서 이미 식기류의 생활용품에 많이 쓰이고 있지 만 필연적으로 진공도를 유지하고 다양한 칼라를 구현 하기 위해서는 TiCN, TiAlN 등 타겟소재와 반응가스를 바꿔주어야 하기 때문에 경제성면에서 어려움이 있다.1)
DLC (diamond like carbon)은 CVD (chemical vapor deposition), PVD (physical vapor deposition) 공정을 이용하여 준안정상태인 탄소계 박막으로 graphite와 다이 아몬드, 그래핀 등이 혼합되어 고경도, 내마모, 고윤활, 내부식 특성을 가진 친환경 비정질 구조의 박막이다.2)
기존의 DLC (diamond like carbon) 코팅은 100 nm 이상의 후막코팅을 이용하여 주로 내마모 윤활특성을 활 용한 차량엔진의 피스톤링 코팅재와 윈도우 브러쉬의 코 팅으로 피스톤 외벽과 윈드실드와의 마찰력을 줄여주는 용도로 활용된 사례가 많다. 이때는 주로 검은색의 단 일색상 코팅으로 간섭색을 이용한 감성소재로서의 활용 은 한계가 있었다.
한편 DLC 코팅의 주요 구성원소가 카본이므로, 코팅 된 기판의 카본고용도에 따라 코팅특성이 영향을 받는 것으로 알려져 있다. 이에 따라 주로 카본고용도가 큰 철계 기판에 관한 물성 보고가 대부분이다.3)
그러나 최근에는 향상된 PECVD (plasma-enhanced chemical vapor deposition) 공정을 이용하여 200 °C 이 하의 기판온도를 유지하며 증착공정이 가능해졌다. 이는 기존의 건식코팅 공정에 비해 상대적으로 낮은 온도에 서 열 손상 없이 다양한 기판에 코팅이 가능하며, 대면 적이면서도 표면 요철이 있는 기판에도 적용이 가능한 것으로 보고되어 기존 습식과 건식공정에 비하여 유해 부산물의 배출감소와 경제성 확보 면에서 유리할 것으 로 기대된다.4)
DLC 박막은 나노급 두께에서 다양한 공정 조건에 대 한 잔류수소의 양에 따라 다양한 굴절율을 가지고 실제 구현색상과의 차이를 보이고,5) 하부 기판의 색상에 따른 표면산란 파장과 코팅막의 빛 간섭 효과에 대한 색상의 정량화를 위한 어려움 등의 문제를 지니고 있어 장치 부 품, 생활용품과 같은 제품을 대량으로 양산하는 경우, 칼 라 기능을 이용한 도입이 늦어지고 있다.
본 연구에서는 PECVD 장비를 써서 물성이 잘 알려 지고 탄소와의 고용이 없는 실리콘 기판을 이용하여 두 께조건을 달리하며 이때 구현되는 색상을 정량화하고, 이 때의 색상을 예측할 수 있는 모델을 확보하고자 하였다. 또한 DLC 박막의 성장에 따른 상변화와 내스크래치 정 도를 확인하여 실제 산업적 응용 가능성을 알아보았다.
2. 실험방법
본 연구에서는 지름 2인치 (100)인 단결정 실리콘 웨 이퍼를 기판으로 사용하여 시편을 제조하였다. DLC 증 착 전에 각 기판의 표면은 아세톤과 에탄올을 1:1 부피 비로 혼합한 용액에 담궈 세척하였으며, 세척시 10분간 초음파세척기를 이용하였다. 세척 후 질소가스를 이용한 에어건(air-gun)으로 잔여물을 제거하였고, 70 °C의 항온 건조기에서 12시간 건조하여 증착용 기판을 준비하였다.
Fig. 1과 같이 PECVD 장비(Ka-DLC 800, 한국진공) 를 이용하였으며, 증착공정이 이루어지기 전 초기 진공 도는 5 × 10−6 Torr, CH4와 Ar가스를 각각 3:1의 비율로 주입하였다. 이후 2 ~ 2.5 × 10−2 Torr의 진공도와 기판 온 도 130 °C 조건으로 증착공정을 진행하였다. DLC 코팅 막 형성은 800 × 800 × 600 mm 크기의 챔버를 이용하였 고 Φ 400 mm의 균일 증착 구간에서 DLC 코팅 시편 을 제조하였다. 코팅막 형성 시간은 2, 3, 5, 10, 30분 으로 조절하여 형성시켰으며, 이에 따른 두께의 변화가 나타나도록 하였다. 이때 30분 시편의 경우, 기판과의 박 리를 방지하기 위해 스퍼터링 방법으로 약 50 nm의 W 코팅을 한 뒤, 동일하게 DLC 코팅을 진행하였다.

제조된 DLC 코팅막 두께에 대한 확인은 FE-SEM (S- 4700, Hitachi) 장치를 이용하였다. 기판을 질소 용액으 로 급냉하여 절단하였으며, 깨끗하게 절단된 단면을 이 용하여 DLC층의 두께와 표면조도를 판단하였다.
각 증착두께에 따른 시료의 칼라는 디지털 카메라를 이용하여 직관적으로 판단하였다. 또한 UV-VIS-NIR (Shimadzu사 UV-3105PC모델)을 이용하여 가시광선대의 스펙트럼을 확인하였고, Color Analyzer 프로그램으로 Lab 색지수를 결정하였다.
DLC 코팅막에 대한 물성을 확인하기 위해 micro- Raman분광기(UniRaman, Unithink)를 사용하였다. 측정 범위 (Raman shift)는 1,000 ~ 2,000 cm−1, 광원은 532 nm 을 이용하였다. 1분 동안 노출하여 반복 측정하였고, 이 를 평균값으로 데이터를 수집하였다.
내스크래치 분석은 KS D 9535 규격에 따라 코팅 두 께가 다른 시료 표면에 다이아몬드 팁을 이용하여, 0 ~ 30 N까지 압입 하중을 일정하게 증가시키면서 측정하였다. 하중 변화에 대한 DLC 코팅막의 변형 및 박리, 모재의 노출 시점을 관찰하여 임계하중을 결정하였다.
3. 결과 및 고찰
Fig. 2에는 실리콘 기판 위에 증착시간(2, 3, 5, 10, 30분)에 따른 DLC 코팅막의 두께를 분석한 SEM 수직 단면 이미지를 나타내었다. (a)는 2 min 증착시간에 따 라 아일랜드 성장 없이 균일하게 평균 35.7 nm의 DLC 가 증착되었음을 보이고 있다. (b), (c), (d), (e) 각각 증 착시간 3, 5, 10, 30 min인 경우, 평균 DLC 두께 53.6, 59.5, 123.0, 385.0 nm로 성장함을 보였다. 전체 실험범 위에서 증착된 DLC 박막은 모두 평탄한 기판을 따라 균일한 박막이 형성되었음을 확인할 수 있었다. 이는 PECVD 특유의 컨포멀 코팅 특성과 잘 일치하였다.
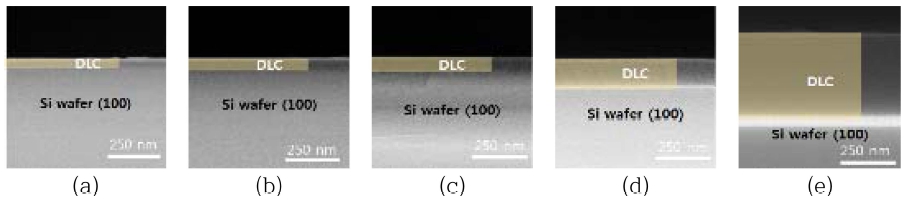
Fig. 2
Cross-sectional SEM images of DLC films/Si(100) with deposition time of (a) 2, (b) 3, (c) 5, (d) 10, and (e) 30 min.
Fig. 3은 Fig. 2의 미세구조에서 얻은 두께를 증착시 간에 따라 그린 그래프이다. 초기 5분까지는 핵생성과 성 장 단계를 거치면서 느리게 선형적으로 성장하다가 이 후 성장에 알맞은 조건이 되어 10분 이후 까지 급격한 성장추이를 보이고 30분 이후에는 성장률이 둔화되는 일 반적인 PECVD 증착 추세를 보이고 있다. 이는 E. Oliveira 등6)이 DLC 코팅할 때 rate가 일정해 지는 것 을 보고한 바와 일치하는 결과였다.
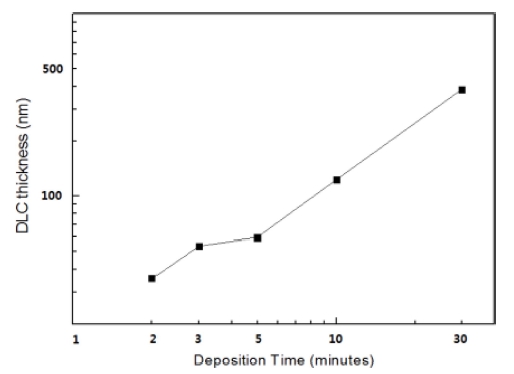
Table 1에는 실리콘 위에 증착시간을 달리하여 PECVD 방법으로 DLC를 증착한 시료 이미지를 나타내었으며, 좌 측부터 2, 3, 5, 10, 30분인 시료의 이미지이다. 이후 UV-VIS-NIR를 이용하여 분석한 각 시편의 Lab 지수와 각 시편의 두께에 대한 예상 Lab 지수도 함께 나타내 었다. 결국 증착시간을 조절하여 5가지 다채로운 색을 확 보할 수 있었으며, 35.7 nm 색과 123 nm 색이 비슷하 고, 53.6 nm와 385.0 nm의 색상이 비슷한 것을 확인하 여, DLC 박막의 코팅 색상의 주기성을 확인하였다. 일 반적인 실리콘 기판위의 산화막 두께에 따른 간섭색은 이미 많은 연구가 진행되어 박막의 반사율에 따라 주기 성을 가진 파스텔톤의 다양한 간섭색이 나온다는 보고 와 잘 일치한다.7)
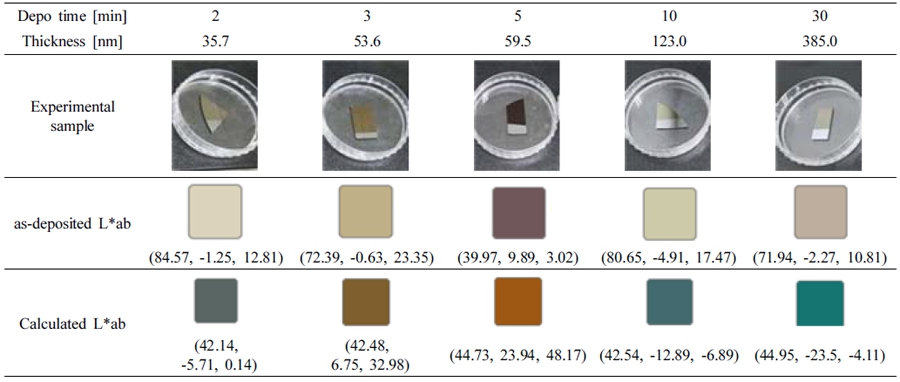
실제측정 값에 의한 Lab외에 아래 줄에는 Yu 등7)이 보고한 비교적 간단한 모델로 추정한 Lab 결과를 나타 내었다. 이 모델은 Fig. 4의 간단한 모식도와 같이 공 기중에 입사된 빛 Pi가 DLC 박막의 두께에 따라 Pr이 라는 R·Pi의 곱으로 표현됨을 식 (1)과 같이 나타낼 수 있다.
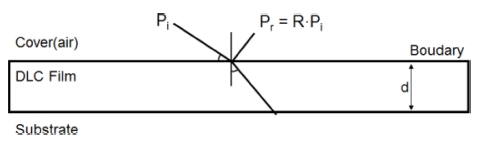
반사광의 스펙트럼은 입사광의 스펙트럼과 반사율의 곱 으로 나타낼 수 있다.
입사광의 스펙트럼 Pr(λ)는 정확한 비교를 위해 물체 의 색을 비교할 때 사용되는 표준광원 D65의 데이터를 이용했으며 색분포의 정도는 CIE xyz 1964 색좌표계를 이용하여 계산하였다. 이때 반사율은 다음과 같이 식(2) 로 주어진다.
ηs, ηf, ηc은 각각 substrate, film, cover (air)의 임피던 스이다.
임피던스(η)은 와 N = n − ik의 곱이고, k0 = 2π/λ 이다. 이때 a는 자유공간에서의 임피던스이고 N 은 물질의 복소굴절율, k0는 자유공간에서의 파수이다.7) R(λ)를 구하기 위한 광학적인 실리콘과 DLC의 n, k는 Mednikarov 등8)의 데이터를 이용하였다.
CIE 색공간에서는 XYZ의 요소로 구성되어있는데 이 변수들은 다음 주어지는 CIE color-matching equation에 의해 계산된다.
K는 정규화 상수이고 다음과 같이 주어진다.
식 (5, 6)으로 계산된 XYZ로 변환식을 이용하여 최 종적으로 Lab를 결정하였다.9)
이렇게 계산된 결과는 Table 2 하단부와 같고 실험값 과의 일치도를 고려하면 다른 다양한 DLC두께에 대해 서 간섭색을 예상할 수 있음을 의미한다.
그러나 코팅색의 기판 자체 광학적 물성과 DLC 박막 자체의 물성에 따라 민감하게 변화하므로, 예상한 색과 실제 색의 차이가 발생하였다. 이러한 차이는 코팅된 DLC 박막의 공정조건에 따른 정확한 광학적 밴드갭을 고려하지 않은 오차에서 나타난 차이로 판단하였으며, 이 는 Yu 등7)이 코팅된 박막의 광학적 밴드갭에 따라 나 타나는 간섭색이 상이하다는 보고와 일치한다.
따라서, 제시한 모델로 예측한 값과 실제 값이 차이는 있지만, 제시된 모델을 이용하여 목표한 색상을 얻기 위 해서는 공정조건에 맞는 기판과 DLC의 광학적 지수값 의 확보와 나노급 두께를 제어할 정도의 정밀한 공정 제 어가 필요하였다.
Fig. 5에는 5가지 두께조건에서의 마이크로 라만 봉우 리 변화를 나타내었다. (a)의 각 두께별 결과를 보면 전 체 두께에서 1,300 ~ 1,700 cm−1에서 유사한 모양의 봉 우리가 발생하는 것을 확인하였다. 이러한 그래프는 D. Tallant 등10)이 보고한 CVD로 제작한 DLC 박막의 그 래프와 동일한 결과였다.
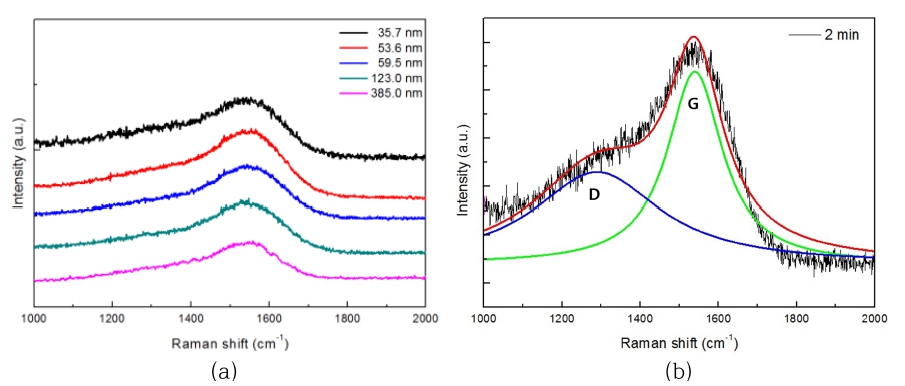
(b)에는 DLC 2 min(두께 35.7 nm) 시편의 라만 봉우 리는 구조적 결함(defect)을 의미하는 D-band 봉우리 (~ 1,350 cm−1)과 sp2 결합을 의미하는 G-band 봉우리 (~ 1,580 cm−1)로 피팅하여 나타내었다. 비교가 쉬운 D- band와 G-band의 최댓값 강도(intensity)를 비교하기 위 해 I(D)/I(G)로 나타내면 0.476 값을 확인할 수 있다. 동 일한 방법으로 나머지 3, 5, 10, 30 min 시편에 대한 I(D)/I(G)은 각각 0.462, 0.342, 0.319, 0.339로 크게 변 화하지 않았다. 이러한 결과는 PECVD로 제작한 DLC 박막은 두께에 상관없이 D-band와 G-band가 공존하고 있는 혼합상으로 형성되는 것을 의미한다.11) 또한 2, 3 min까지는 D-band가 상대적으로 많이 형성된 것을 확인 할 수 있으며, 이후 증착된 시편에서는 D-band 비율이 일정해 지는 것을 확인할 수 있었다. 일반적으로 DLC 박막의 경우 I(D)/I(G)의 비가 0.5 이하일 때 DLC의 물 성을 가지고 있다고 말한다.12) 각 봉우리의 강도(intensity) 를 통한 I(D)/I(G)의 비교값으로부터 본 연구에서 제조 된 모든 시편의 박막이 증착 시간과 무관하게 DLC 물 성을 가지고 있음을 확인할 수 있었다. 또한, DLC 막 이 형성되는 2분, 3분의 시간에서의 막 구조는 핵생성 (nucleation)과 구조를 형성하는 초기 배아(embryo) 상태 가 혼재하여 구조내의 결함이 5분 이후 시간에 비하여 많이 존재하게 됨으로 D-band 봉우리의 비가 크게 나 타난 것으로 알 수 있었다.
따라서 증착시간에 따라 두께가 증가하여도, 급격한 I(D)/I(G) 분율 변화 없이 균일한 DLC 박막이 형성되는 것을 확인할 수 있었다.
Table 2에는 스크래치 테스터를 이용해 두께별 DLC 박막의 부착력을 확인한 결과를 나타내었다. 박막이 완 전히 탈락되는 위치를 임계 하중(critical load, LC)이라 지칭하여, 박막 탈락이 일어났을 때의 힘을 박막의 부 착력으로 보았다. 분석 결과, 두께와 무관하게 약 19 N 정도의 유사한 LC 값을 가지는 것을 확인할 수 있었다. DLC 박막은 막이 형성될 때, 구조적 혼재로 인한 스트 레스가 내부응력으로 크게 작용하여 박막의 부착력에 영 향을 주는 것으로 알려져 있다.13) 또한, DLC 박막에서 의 내부응력은 박막 내부의 탄소간의 결합에 의해 결정 되는데,14) 앞에서 분석한 라만 결과로부터 제조된 DLC 박막 샘플들의 구조적 구성이 모두 유사함을 알 수 있 었다. 따라서, 나노급 박막의 두께에서는 내부응력의 차 이가 크게 나타나지 않는 것을 확인하였다. 산업계에서 상용화를 위해 사용되고 있는 박막의 부착력은 대략 15 N 이상의 부착력을 요구한다. 물론 상황에 따라 부착력 의 요구조건은 상이하다. 본 연구에서 제조된 DLC 박 막의 부착력이 평균 19.5 N으로 나타나서 박막형성시 부 착력이 우수하게 이루어지고 있음을 확인할 수 있다.
4.결 론
PECVD를 이용하여 130 °C 저온에서 2 ~ 30분 공정 시 간을 조절하여 35 ~ 385 nm의 균일한 두께를 가진 나 노급 DLC 박막을 제조할 수 있었다. 실리콘 기판위에 구현된 색은 베이지-퍼플-그레이가 가능하였고, 이는 단 순한 반사광만을 고려한 모델을 이용한 예측과 비교적 일치하였다. PECVD 공정으로 제작된 DLC 박막의 두 께에 따른 I(D)/I(G) 피크 강도는 큰 차이 없이 약 0.30 을 유지하는 특징이 있었다. 내스크래치 성능을 나타내 는 임계하중은 평균 19.5 N을 보여 기존의 통상적인 금 속도금막에 비해 나노급 DLC 박막이 더 우수한 내구성 을 가질 수 있었다.
