

1. Introduction
Recently, the economic burden due to the depletion of the fuel energy source has become a serious problem in all industries. Because the value of fossil fuel resources is rising, in particular, the security of energy sources and the development of renewable resources have been received much attention. Furthermore, environmental pollution and global warming have caused to human, natural and environmental problems, and the regulation of total amount of pollutants has been strengthened. Therefore, in order to minimize the materials used and to maximize the utilization of resources, researches on hybrid materials and manufacturing process technology for simplification and high efficiency of component materials have been emphasized. In general, hybrid materials have been manufactured by bonding or welding such as roll bonding,1,2) diffusion bonding,3) explosive welding,4) extrusion cladding5) and spray deposition technique,6) which give rise to low bonding strength, high cost and low efficiency. Such hybrid materials have certainly a boundary between different materials in the manufacturing processes. This boundary is called as the macro-interface, which is physically and structurally a very sensitive region. A study of hybrid materials partially and selectively containing the macro-interface is of interest because the interface could have a great influence on the mechanical properties of hybrid materials.7-9) The electromagnetic duo casting technology has been recently developed to fabricate hybrid materials with good interfacial bonding by controlling the width and the gradient of the interface area with adjusting basically the interface of liquid / liquid or solid / liquid from the stage of casting.10-12)
In this study, therefore, we have applied the electromagnetic duo-casting to fabricate the hybrid material consisting of high efficiency aluminum alloy(Al-Mg- Si)13,14) and high elongation material(pure Al), and investigated the effect of heat treatment on its microstructural and mechanical characteristics. In addition, fracture and deformation behaviors of the hybrid material obtained were analyzed based on the deformed structure after tensile and bending tests.
2. Experimental Procedure
The hybrid material was fabricated by the electromagnetic duo-casting using commercial 6061 aluminum alloy(typically containing 0.8-1.2 wt%Mg and 0.4-0.8 wt%Si) and pure aluminum with a purity of 99.5 %. The casting speed of Al-Mg-Si/pure Al hybrid material was 80 mm/min with electromagnetic stirring and the pouring temperatures of pure Al and Al-Mg-Si alloy were 1013K and 1023K, respectively. The applied electromagnetic stirring current was 100Å. A schematic illustration of the electromagnetic duo-casting equipment used in this experiment is presented in previous report.12) The obtained hybrid material was annealed at 373, 573 and 773K for 1h, and T6 treatment(solution treatment at 773K for 1h + aging at 433K for 5h). The initial and deformed microstructures and fracture surface were observed by an optical microscope(OM) and a filed-emission scanning electron microscope(FE-SEM), respectively. Micro-hardness was measured by a Vickers micro-hardness test under a load of 500gf for 15sec.
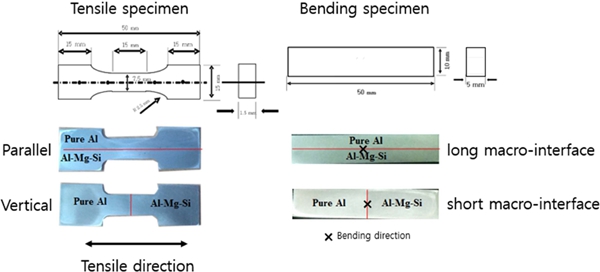
Fig. 1 shows the tensile and bending test specimens used in this study. The tensile specimen with a gauge length of 15 mm, a parallel width of 7.5 mm and a thickness of 1.5 mm, and the bending specimen with a length of 50 mm, a width of 10 mm and a thickness of 5 mm were fabricated by wire cut discharge machining from the obtained hybrid material. Two kinds of tensile specimens with macro-interface parallel and vertical to tensile direction were prepared. In addition, there were two bending specimens with long and short macro-interfaces to bending direction vertical to paper that is signified as an x mark in Fig. 1. The tensile and bending tests were conducted at a strain rate of 5 × 10−2/sec.
3. Results
3.1 Microstructure
Fig. 2 shows the macrostructure photograph of hybrid material fabricated by the electromagnetic duo-casting. The right and left sides indicate the Al-Mg-Si alloy and pure Al, respectively and the macro-interface between them is shown. The hybrid material has non-uniform interface. According to our previous report,11) the Al hybrid material by duo casting without electromagnetic stirring showed relatively straight interface. Therefore, it is reasonably considered that the non-uniform interface is due to the influence of electromagnetic stirring in molten metal.
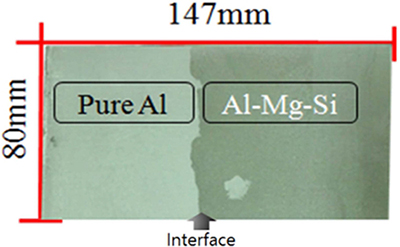
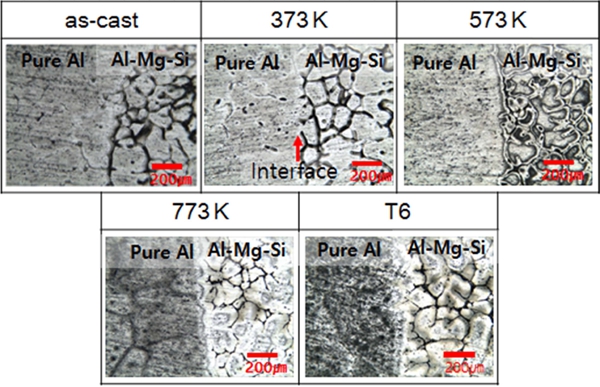
Fig. 3 shows OM photographs of the hybrid material annealed at 373, 573, 773K and T6 treated compared to as cast one. The as-cast hybrid material reveals the wellbonded interface and the equiaxed grains grown from the interface in Al-Mg-Si alloy. In general, the Al-Mg-Si cast alloy employed in this study has dendrite structure of primary α phase.11,13) However, the dendrite structure is changed to equiaxed grain structure by electromagnetic stirring in molten metal. The equiaxed grains grows after heat treatment as shown in Fig. 3.
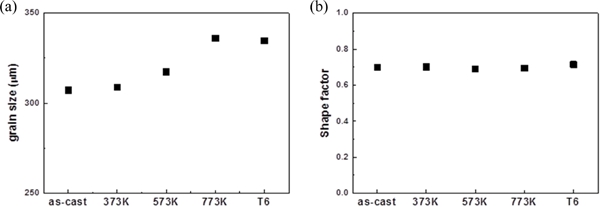
The size and shape factor of equiaxed grains in Al-Mg- Si alloy by heat treatment are quantitatively plotted in Fig. 4. The grain size of Al-Mg-Si alloy in as cast hybrid material is approximately 300 μm. As the heat treatment temperature increases, it increases and becomes approximately 335 μm at 773K. However, the T6 treated Al-Mg- Si alloy has almost the same grain size as one annealed at 773K. On the other hand, the shape factor of grains was unchanged with increasing temperature and T6 treatment. This indicates that the equiaxed grains formed by the electromagnetic stirring are growing with remaining in shape during heat treatment at 373~773K for 1h.
3.2 Mechanical Properties
The change of micro-hardness measured across the interface in the hybrid material after heat treatment at 373~773K and T6 treatment are shown in Fig. 5. In Fig. 5, the left side(pure Al) shows lower micro-hardness than the right side(Al-Mg-Si alloy). There also exists the increase region of micro-hardness in middle part, which is defined as the interface region in this study. The microhardness of pure Al remains unchanged after heat treatment, whereas the Al-Mg-Si alloy shows a little increase in micro-hardness after heat treatment of 773K for 1h that is similar to a general solution treatment condition15) to obtain solid solution strengthening. In addition, the T6 treated Al-Mg-Si alloy reveals one and a half times larger micro-hardness of approximately 90Hv compared to as cast one. This is considered to be attributed to precipitates(Mg2Si) formed generally in Al-Mg-Si alloy during aging.13,16) On the other hand, it is obvious that the width where the micro-hardness increases broadens with increasing heat temperature and T6 treatment. In particular, the T6 treated hybrid material has not only the widest width of approximately 60 μm but the largest increase of micro-hardness in the interface region, resulting from diffusion through near the interface during solution treatment and aging.
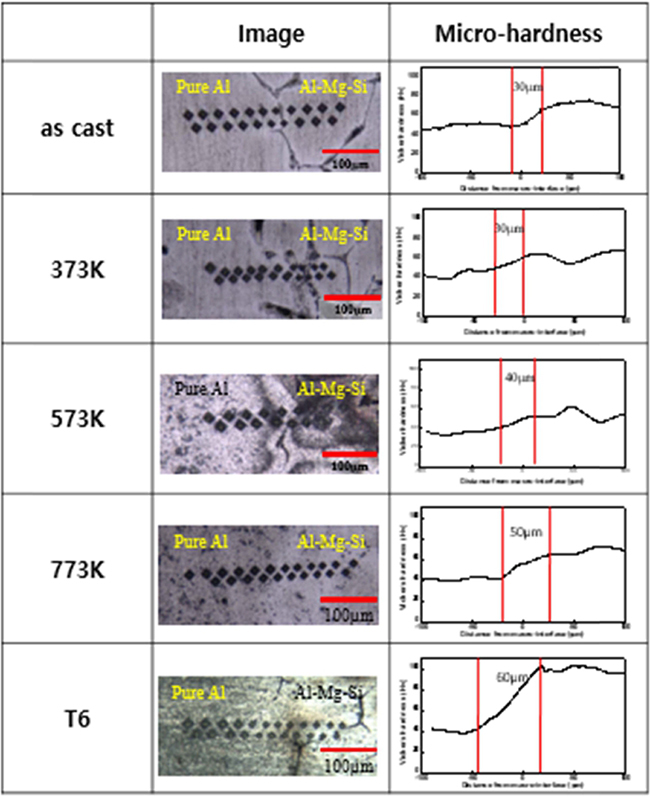
Fig. 5
Change of micro-hardness in the vicinity of interface in Al-Mg-Si/Al hybrid material after heat-treatment.
The tensile stress-strain curves of hybrid material with macro-interface parallel (a) and vertical (b) to tensile direction respectively are shown in Fig. 6. Regardless of heat treatment, the hybrid material specimens with macro-interface parallel to tensile direction show large work hardening and then drastic drop occurring when the hybrid material preferentially fractures in Al-Mg-Si alloy as shown in photograph of Fig. 6(a), and subsequently large deformation which is concurrent with the gradual fracture of pure Al side. In this study, therefore, the value after this large deformation was adopted as total elongation of the hybrid material. On the other hand, all specimens with macro-interface vertical to tensile direction shows similar tensile behavior of small work hardening and large deformation regardless of heat treatment. This is due to the preferential and continued deformation in pure Al up to fracture as shown in photographs of Fig. 6(b) and Fig. 8. Tensile strength, 0.2 % proof stress and elongation of the hybrid material obtained from Fig. 6 are plotted in Fig. 7.
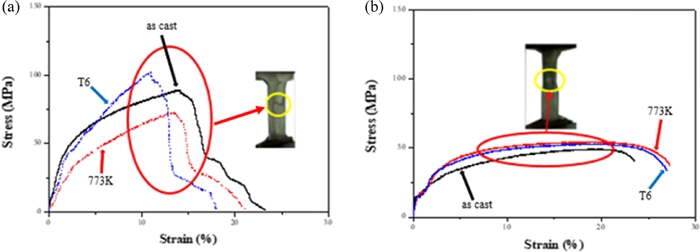
Fig. 6
Tensile stress-strain curves of Al-Mg-Si/Al hybrid material with macro-interface (a) parallel and (b) vertical to tensile direction.
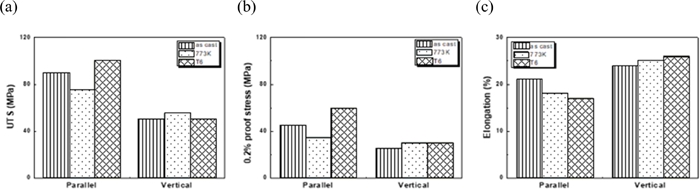
Fig. 7
Tensile properties of Al-Mg-Si/Al hybrid material ; a) UTS, b) 0.2 % proof stress, c) Elongation.
The as-cast hybrid material specimen with macrointerface parallel to tensile direction has tensile strength and 0.2 % proof stress of approximately 90 and 45 MPa, respectively, and elongation of approximately 21 %. However, the tensile strength and 0.2 % proof stress are improved to approximately 100 and 60 MPa, respectively, by T6 treatment, while the elongation is reduced to 17 %. This is because the Al-Mg-Si alloy aging-hardened by precipitates during T6 strongly and preferentially contributes to the strengthening of hybrid material with macro-interface parallel to tensile direction. In addition, the hybrid material specimen heat-treated at 773K shows the lowest tensile strength and 0.2 % proof stress, which is considered to be due to the grain growth in Al-Mg-Si alloy as shown in Fig. 4(a). On the other hand, the hybrid material specimen with macro-interface vertical to tensile direction shows rather similar tensile properties of pure Al, which is due to the preferential deformation and fracture in pure Al as shown in Fig. 6(b) and Fig. 8, and the heat treatment has no large influence on the tensile properties.
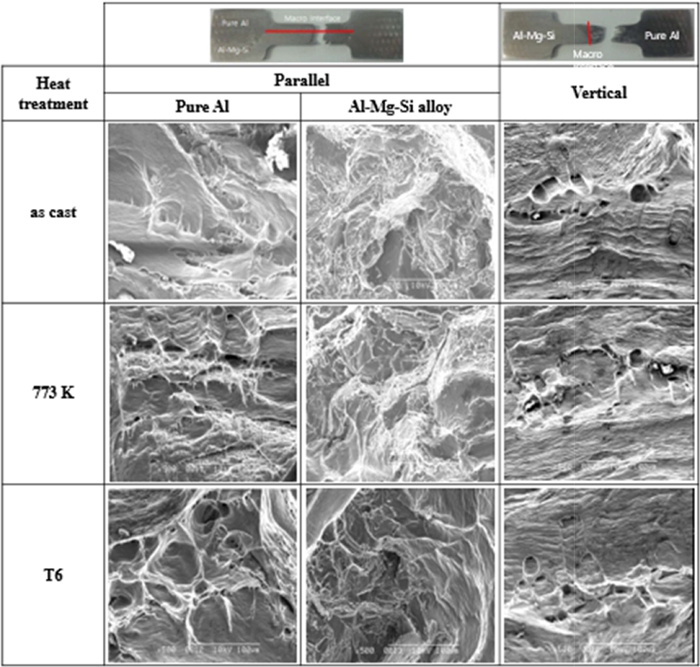
Fig. 8 shows fracture surfaces of the hybrid material specimens after tensile test. In case of the hybrid material specimen with macro-interface parallel to tensile direction, the fracture surfaces of both pure Al and Al-Mg-Si alloy were observed. In the fracture surface of pure Al, the typical dimple structure is observed regardless of heat treatment. The Al-Mg-Si alloy reveals brittle fracture surface indicating the fracture through grain boundary. After heat treatment, in particular, the fracture surface becomes much brittle. On the other hand, the hybrid material specimen with macro-interface vertical to tensile direction fractured in only pure Al reveals severely deformed fracture surface.
Bending strength of hybrid material specimen with short and long macro-interfaces to bending direction was shown in Fig. 9. The bending strength of as-cast hybrid material specimen with long macro-interface to bending direction is approximately 175 MPa, while the T6 treated one has about 255 MPa. This corresponds to the increase of tensile strength and 0.2 % proof stress in hybrid material specimen with macro-interface parallel to tensile direction, resulting from the aging hardening in Al-Mg-Si alloy. In the hybrid material specimen heat-treated at 737K, it is in between as-cast and T6 treated one, which is considered to be due to solid solution hardening unlike tensile strength and 0.2 % proof stress affected by grain growth. On the other hand, the bending strength of hybrid material specimen with short macro-interface to bending direction is lower than that with short macro-interface, and it is not affected by heat treatment.
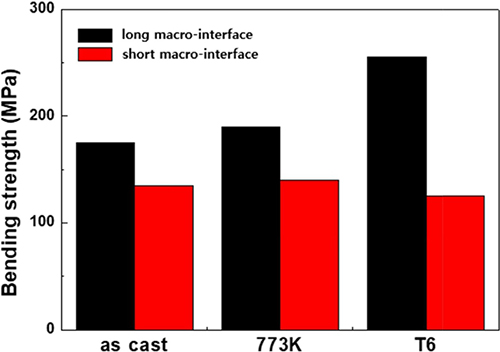
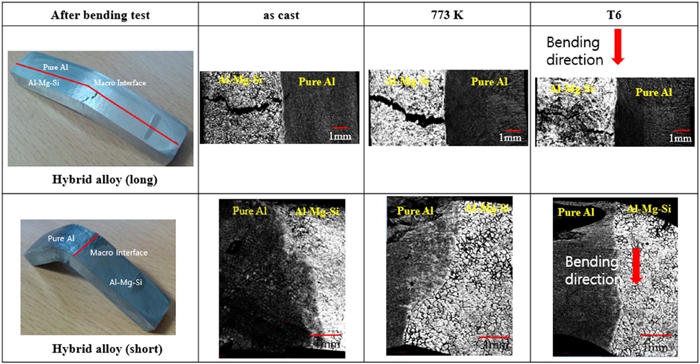
Fig. 10 shows microstructure of the deformed bending specimens. The hybrid material specimen with long macro-interface to bending direction shows the crack propagating between equiaxed grains in only Al-Mg-Si alloy, and there is no crack in pure Al. However, in the hybrid material specimen with short macro-interface to bending direction, the limited deformation is observed in pure Al, and the specimen is not fractured in this study.
From above results, there was the limited deformation in pure Al and no fracture of the macro-interface in the Al-Mg-Si/Al hybrid material after tensile and bending tests, which well corresponded to the previously reported results on not only bi-materials consisting of weak metal and composite7,8) but Al-Mn/Al-Si hybrid material12). Accordingly, it is apparent that the interface of Al-Mg-Si/ Al hybrid material fabricated by the electromagnetic duocasting is sufficiently well bonded and remains even after heat treatment. In addition, the mechanical properties of Al-Mg-Si/Al hybrid material could be improved by strengthening the Al-Mg-Si alloy through heat treatment.
4. Conclusions
The hybrid material consisting of Al-Mg-Si alloy and pure Al was fabricated by the electromagnetic duocasting, and the heat treatment effect on microstructure and mechanical properties was investigated. The hybrid material had non-uniform interface between Al-Mg-Si alloy and pure Al and the equiaxed grains in Al-Mg-Si alloy. The grain size increased with increasing heat treatment temperature, while there was no change in the shape after heat treatment.
The increase of micro-hardness occurred in the vicinity of interface, and the increase region became wide with increasing the heat treatment temperature. In particular, the widest increase region and the largest increase of micro-hardness were shown after T6 treatment.
The T6 treated hybrid material with macro-interface parallel to tensile direction had higher tensile strength and lower elongation compared to as-cast and as-annealed one. However, in case of vertical macro-interface to tensile direction, the hybrid material showed similar tensile properties regardless of heat treatment, which results from the preferential deformation in weak pure Al.
The bending strength of hybrid material with long macro-interface to bending direction was higher than that with short macro-interface, and it was improved by heat treatment. In addition, the fracture occurred only in Al- Mg-Si alloy, whereas, in case of hybrid material with short macro-interface, there was no fracture due to the limited deformation in pure Al.
