

1. 서 론
오늘날 다공질 세라믹스는 고온단열재, 촉매담체, 용융 금속의 여과, 디젤엔진의 배기가스로 부터 입자상의 제 거, 연료전지의 전극, 여러 산업공정에서 발생하는 고온 부식성 가스의 여과 등과 같은 환경 및 산업용 소재로 폭넓게 이용된다.1) 다공질 세라믹스의 성능은 주로 기공 률, 기공크기분포, 기공성상 및 골격구조의 특성에 의하 여 좌우되므로 조성 및 미세구조를 제어함으로써 특정 용도에 적합하도록 이러한 성질을 설계하여야 한다.
우수한 요구특성을 만족하는 재료를 제조하기 위하여 다양한 성형기술이 개발되고 있다. 습식성형기술의 일종 인 동결주조(건조)는 공정의 유연성과 경제성, 거의 없 는 건조수축, 폭넓은 기공제어, 비교적 높은 기계적 강도 등과 같은 장점으로 인하여 미세구조가 제어된 다공질 세 라믹스의 제조를 위하여 유용하게 이용될 수 있다.2,3) 이 공정기술은 슬립의 조제, 몰드 내부로 슬립의 주입, 동 결, 몰드의 제거, 분산매의 승화건조, 소결을 포함한다. 동 결주조용 슬립은 안정하고 분산이 잘 되어야 한다. 분산 매로는 물, camphene, naphthalene-camphor 또는 tertiarybutyl alcohol(TBA)이 사용될 수 있다.4) 이 공정에서는 동결조건과 분산매의 응고특성에 따라서 승화에 의한 동 결매체의 제거 후 독특한 기공구조 (예를 들면, 균질한 또는 방향성, 상호 연결된 기공채널 또는 기공크기 구 배를 갖는 열린 기공 등)를 갖는 다공질 미세구조를 얻 을 수 있다.5) 물 이외에, 고체상태에서 결정성 플라스틱 으로 존재하는 싸이클릭 탄화수소인 camphene은 무독성 의 환경 친화적이므로 용매로 널리 사용된다. 아울러 camphene은 적당한 용융온도(44~48 °C)를 가지므로 상온 에서 현탁액을 동결주조하는 것이 가능하다. 이것은 응고 할 동안 –3.1 %정도의 부피변화를 나타낸다.6) camphene 의 동결할 동안 온도구배가 존재하면 수지상의 결정이 생성되며, 이들 결정의 성장속도에 대해서는 광범위하게 연구되어 있다.7-9) 또한 다른 유기용매의 일종인 TBA는 물과 비교하여 높은 포화증기압(40 °C에서 6.4 kPa)과 낮 은 표면장력(40 °C에서 15.15 mN/m)을 가지므로 비교적 낮은 온도(< 40 °C)에서 쉽게 증발되며 건조수축이 작다.10) 아울러 TBA용매는 응고할 동안 2 %의 부피변화를 수반 한다.6)
산업폐기물의 재활용에 관한 개념이 종래의 저부가가 치 단순이용에서 폐기물에 함유되어 있는 유효성분을 효 율적으로 처리하여 통상적인 제조공정에서 적용되는 단 위조작을 통하여 새로운 물질을 합성함으로써 고부가가 치를 창출하는 방향으로 전환되고 있다. 석탄 화력발전 소에서 석탄의 연소 후 대용량으로 발생하는 fly ash(이 하 ‘석탄회’라 칭함)의 고부가가치 자원화는 특히 과학 자가 해결하여야만 할 중요한 과제중의 하나이다. 석탄 회는 다량의 미연소 잔유물질을 함유하고 있는 무기물의 미세한 입자들로 구성되어 있다. 석탄회의 화학성분은 원 탄의 종류에 따라 다소간의 차이가 있으나 그 주요 성 분은 알루미나(Al2O3)와 실리카(SiO2)이다. 따라서 석탄회 를 이용하여 산업용 세라믹소재로 널리 사용되고 있는 뮬라이트(mullite, 3Al2O3·2SiO2)의 합성이 가능하다.11)
본 연구의 목적은 고부가가치 자원화를 위하여 석탄회 의 재활용방안을 강구하고 혼합용매를 사용한 동결주조 기술을 이용하여 제어된 기공구조를 갖는 다공질 뮬라 이트/알루미나 복합체의 제조하고, 이들 최종물질의 미세 구조와 기계적 강도에 미치는 공정변수의 영향을 파악 하는 것이다.
2. 실험 방법
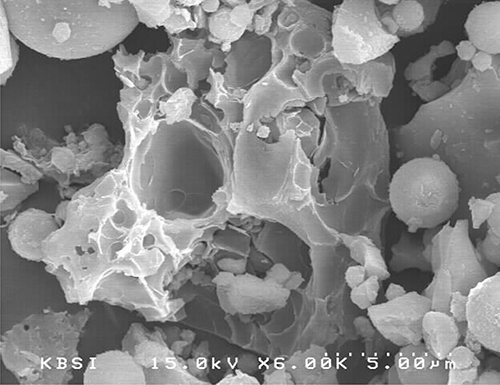
사용한 석탄회의 화학성분에 대한 XRF 분석결과를 Table 1에 나타내었다. 석탄회의 주요 화학성분(wt.%)은 53.83 SiO2와 23.29 Al2O3 이었다. 비표면적은 3.82 m2/ g, 응집입자의 크기는 42.1 μm (< 90 %)이었다. 입자성상 은 구상 및 판상에 가까운 형상이었으며(Fig. 1), 결정상 은 주로 규산염광물로 구성되어져 있었다. XRF 분석결 과를 근거로 하여 뮬라이트의 양론조성 (1.5)보다 알루 미나가 과잉인 Al2O3/SiO2(molar ratio) = 2.0가 되게끔 부 족한 양의 Al2O3(AES-11C, Sumitomo Chemicals, Japan) 를 석탄회에 첨가하였다. 조합분말을 에탄올을 분산매로 하여 24시간 ball milling하였다. 회전진공증발한 후, 건 조분말을 미분쇄하여 200 mesh 분급망을 통과시켰다.
Table 1.
Characteristics of as-received coal fly ash.
시약급의 camphene(C10H16, Aldrich Chemistry, USA) 과 TBA(C4H10O, Junsei Chemical Co., Japan), Darvan- C(R.T. Vanderbilt Co., USA), PVB(Aldrich Chemistry, USA), Dynol 604(Air Products and Chemicals, USA)를 각각 동결용매, 분산제, 결합재, 계면활성제로 사용하였다.
석탄회와 알루미나의 혼합분말을 적당한 양의 공정첨 가제를 함유하는 액상의 혼합용매(camphene/TBA = 90/10, wt.%) 속으로 투입함으로써 초기 고체함량 30, 40, 50 wt.%를 갖는 슬러리를 제조하였다. 혼합된 조합물질을 60 °C, 24 h ball milling한 후, 진공 하에서 자기교반 함 으로써 기포를 제거하였다. 제조된 슬러리를 원통형 폴 리에칠렌 몰드(지름 30 mm, 높이 15 mm) 속으로 주입 한 후, 액체질소를 이용하여 몰드의 하부로부터 상부방향 으로 슬러리가 응고되게끔 하였다. 탈형 후, 동결건조기 (TFD 5505, Il Shin Bio Base Ltd., Korea)를 사용하여 동결된 시편을 승화 건조 하였다. 유기물 첨가제를 제 거시키기 위하여 600 °C에서 하소한 후, 이어서 1300~ 1500 °C(가열속도 3 °C/min), 2h 동안 소결하였다.
반응생성물의 결정상을 XRD(D-MAX II, Rigaku)를 이용하여 분석하였다. 기공률과 부피밀도를 측정하기 위 하여 물을 매체로 하여 Archimedes법을 이용하였다. 만능 시험기(Model 6025, Instron, cross-head speed 1.0 mm/ min)를 이용하여 동결방향과 평행한 방향에서의 압축강 도를 구하고 주사전자현미경(SEM, JSM-500, Jeol)을 이 용하여 미세구조를 관찰하였다.
3. 결과 및 고찰
석탄회와 알루미나가 혼합된 배치분말과 함께 1300, 1400 °C에서 소결한 동결주조물질의 XRD 회절패턴을 Fig. 2에 나타내었다. 소결체의 주된 결정상은 뮬라이트 와 코란담(corundum, alpha-Al2O3)으로 분석되었다. 전반 적으로 온도의 증가와 더불어 뮬라이트와 코란담의 회 절강도는 출발물질의 그것에 비하여 현저히 증가하였으 나 석탄회중에 존재하는 석영(quartz)을 포함하는 SiO2 결 정상은 1400 °C에서는 거의 확인되지 않았다. 소량의 규 산염광물들의 존재가 기대되나 상대적으로 많은 양의 유 리용융물의 생성과 그들 광물의 매우 약한 회절강도로 인하여, 그 이하의 온도에서도 뚜렷하게 감지되지는 않 았다. 가열 중 석탄회-알루미나 계에서 생성된 것으로 생 각되는 뮬라이트의 새로운 회절패턴, (100), (251), (122), (151), (002), (421)이 추가적으로 분석되었다. 1500 °C에 서 소결된 시편의 회절패턴은 뮬라이트 회절강도의 미 소한 증가를 제외하고는 1400 °C 소결체와 유사하였다. 이상의 XRD 분석결과를 근거로 하여 여분의 알루미나 가 첨가된 석탄회에서 뮬라이트의 생성을 다음과 같이 추 정할 수 있다. 첫째, 뮬라이트화 반응 이전에 존재하는 대부분의 SiO2 결정은 석탄회 중에 함유되어 있는 여러 가지 융제성분, 특히 알카리 산화물을 함유하는 Al2O3- SiO2 계에서 해당하는 공정온도 이상에서 SiO2가 풍부 한 융체로 전환한다. 둘째, 뮬라이트의 생성은 1300 °C 하에서 alpha-Al2O3와 SiO2-rich melt의 반응에 의해서 시작하며 소성온도의 증가와 더불어 생성된 뮬라이트는 증가한다. 셋째, 뮬라이트화 반응은 1400 °C 부근에서 완 료하며, 그 이상으로 온도 증가 시 결정성은 다소 증가 한다.
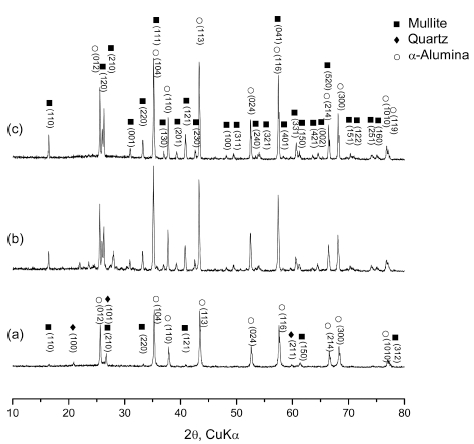
Fig. 2.
XRD patterns of the freeze cast materials before (a) and after sintering at (b) 1300 °C and (c) 1400 °C.
석탄회에 소량으로 존재하는 산화물, 특히 K2O와 Na2O 는 Al2O3-SiO2 계에서 보통 강한 융제 (저융점 액상의 생성)로 작용함으로 뮬라이트의 생성에 중요한 역할을 한 다.12) 이때 생성되는 액상의 양은 소성온도에 의존할 것 이며, 이 때 저융점 성분을 갖는 유리가 풍부할수록 그 것의 용융온도는 낮아지게 되고, 이것은 주어진 온도에서 점도를 감소시키는 요인으로 작용한다. 결과적으로 낮은 점도의 보다 많은 액상을 통하여 반응종의 확산속도는 빨 라지게 되고, 이로 인하여 뮬라이트의 생성속도 또한 증 가하게 된다.
30 wt.% 고체함량을 가지고 1300~1500 °C에서 소결한 동결주조물의 미세구조를 Fig. 3에 나타내었다. 소결온도 에 관계없이 상호 연결된 기공채널을 갖는 수지상과 유 사한(dendrite-like) 미세구조가 넓은 범위에 걸쳐서 관찰 되었으나, 국부적으로는 TBA용매의 응고특성을13) 나타 내는 직선적으로 배열한 기공구조(Fig. 3(b), 하단 중앙 부분)도 확인되었다. 이러한 기공채널은 원형에 가까운 횡 단면을 가지며, 일반적으로 수용성 동결용매를 사용하여 얻어지는 편평한 타원형의 횡단면과는14-16) 구별된다. 동 결주조공정에 있어서 소결체의 기공구조는 궁극적으로 동 결할 동안 용매의 응고패턴에 의해서 결정된다. camphene 의 응고거동에 대해서는 잘 알려져 있으며, 적당한 온 도구배나 합금시스템에 있어서 용질의 농도구배가 존재 할 때 camphene은 응고 시 수지상을 생성한다.17) 본 연 구에서 행한 몰드의 하부에서 상부방향으로의 방향성 응 고의 결과, 응고방향에 평행하게 성장한 수지상 고체의 승 화에 의해서 생성된 기공채널이 수직절단면의 SEM사진 에서 관찰되었다(Fig. 3(c), (d)). 또한, 응고 시 camphene 과 TBA의 부피변화의 차이로 인하여 생성된 것으로 추 정되는 균열이 소결체에서 확인되기도 하였다(Fig. 3(d) 에서 좌우의 화살표 방향). 이러한 국부적인 미세균열의 생성은 고체함량의 증가나 응고속도의 감소 등으로 어 느 정도 억제시킬 수 있을 것이다. 한편, 소결온도의 증 가와 더불어 수축정도의 증가로 인하여 평균기공크기는 약 20-25 μm의 범위에서 감소하였으며, 부분적인 액상소 결로 인하여 기공채널을 둘러싸고 있는 골격구조는 비교 적 치밀하였다.
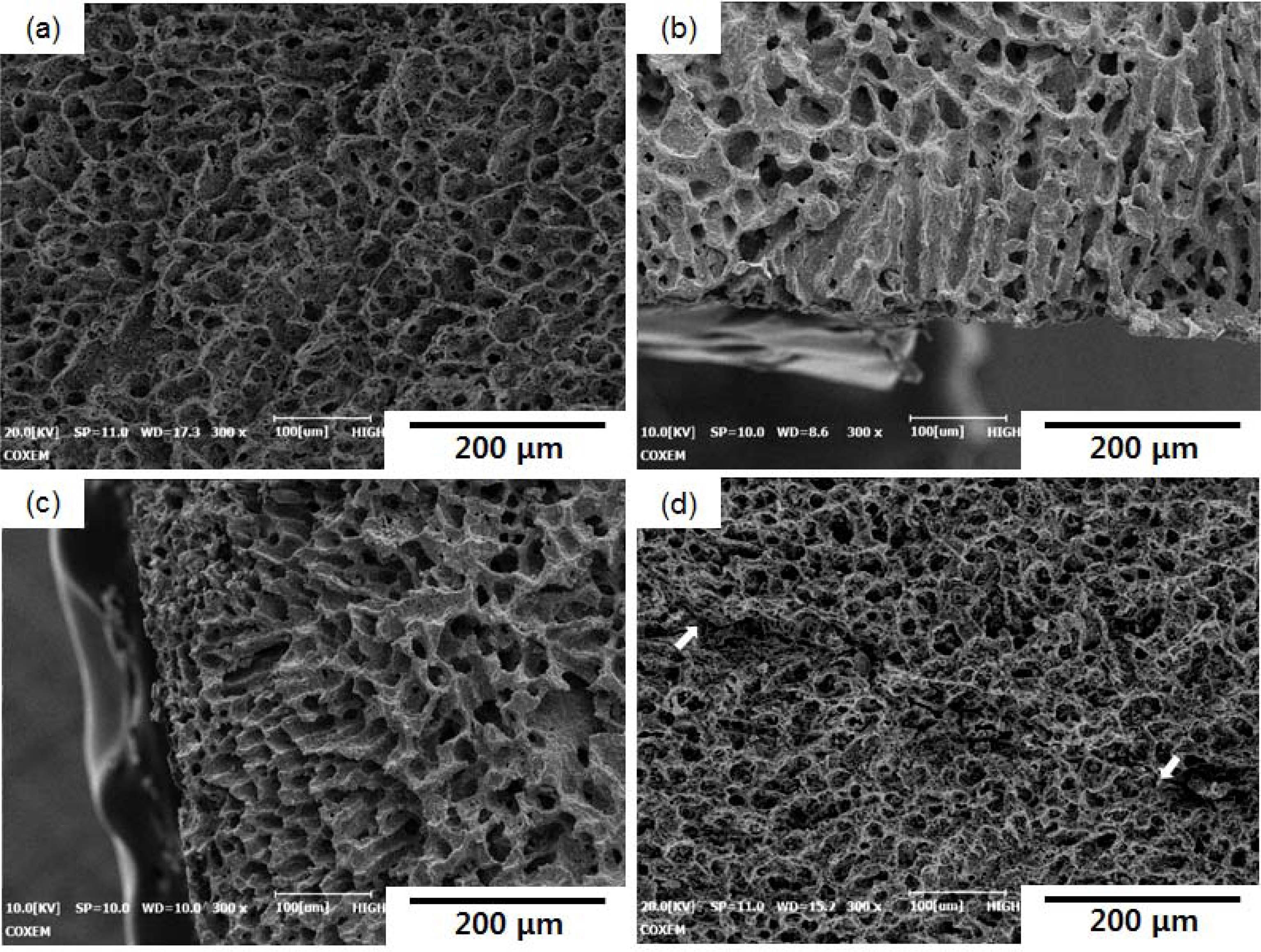
Fig. 3.
SEM micrographs of cross-sections (a) vertical, (b) parallel, (c) and (d) vertical to the macroscopic camphene/TBA ice growth direction; sintered at (a) 1300 °C, (b) 1400 °C, (c) 1400 °C and (d) 1500 °C for 2 h with solid loading of 30 wt.%.
Fig. 4에서 볼 수 있는 바와 같이, 골격구조는 다각형 의 응집입자들과 막대형상의 결정들로 구성되어져 있었 다. 뮬라이트의 안정한 결정구조는 근사적인 격자상수 a = 0.755 nm, b = 0.769 nm, c = 0.288 nm(JCPDS card no. 15-776)을 갖는 사방정계다. 따라서, 뮬라이트의 결정성 장은 다른 축에 비하여 c 축에 평행한 결정학적 방향으 로 보다 빨리 일어날 수 있다. 이 경우에 있어서 특히 보다 높은 온도 하에서 다량의 액상의 존재는 뮬라이트 의 이방성 성장을 촉진시킬 수 있다.18)
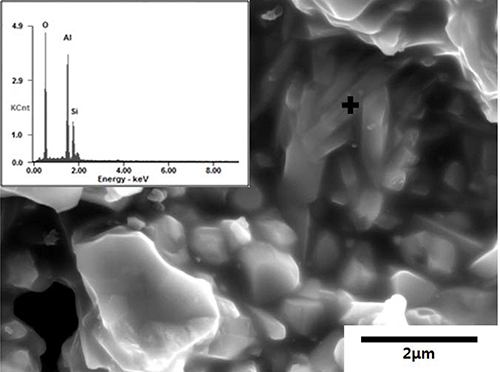
Fig. 4.
EDS spectrum on rod-shaped mullite formed in the cast body (Al2O3/SiO2 = 2.0, molar ratio) of coal fly ash mixed with alumina powder after sintering at 1400 °C for 2 h with 40 wt.% solid loading; this showing ion concentration (wt.%) of 42.41 O, 38.23 Al and 13.96 Si on a spot “+”.
출발물질과 제조공정에 따라서 뮬라이트의 구조는 이 론적으로 일반식 Al4+2xSi2-2xO10-x에서 sillimanite(x = 0.00) 와 aluminum oxide(x = 1.00) 사이의 어느 조성을 가질 수 있다.19) EDS 분석에 의해서 결정된, 1400 °C 소결에 서 얻은 막대형상의 뮬라이트 결정(Fig. 4에서 점 “+”) 의 Al2O3/SiO2(molar ratio)는 약 1.03이었다. 이 결과는 뮬라이트의 양론조성에 비하여 알루미나 결손을 의미한 다. 다수의 소량의 산화물을 함유하는 Al2O3-SiO2 system 에서 다량의 융체의 존재 하에서 생성되고 성장한 막대 형상 뮬라이트의 조성은 흔히 SiO2-rich를 나타내는 것 으로 보고되어 있으나,18,20,21) 이에 대한 이유는 명확하 지 않다. 그러나 이는 주사전자현미경에 있어서 EDS 분 석 및 뮬라이트 결정화학의 한계에 기인할 수도 있다. 또 다른 가능한 이유로 소성온도 하에서 생성된 융체의 조성이 3/2-mullite에 비하여 알루미나의 함량이 낮거나 석탄회 중에 함유되어 있는 미량의 불순물 성분에 의한 알루미늄 이온의 치환을 들 수 있다.
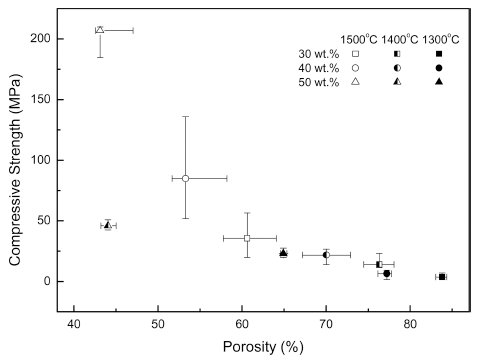
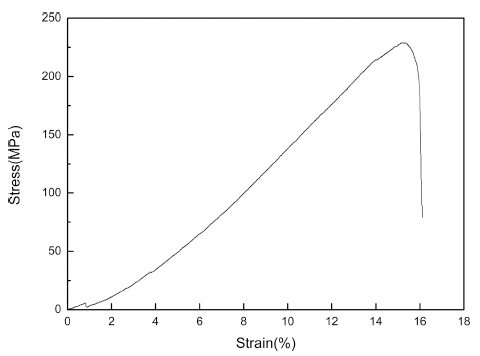
다공질 세라믹스의 압축강도는 주로 제조공정에 의하 여 결정되는 기공률, 기공형상 및 크기, 기공 벽(pore wall)의 두께 및 밀도를 포함하는 여러 인자에 의하여 영 향을 받는다. 이들 인자들은 서로 의존적이며, 이 경우 압축강도에 미치는 모든 인자의 영향을 고려하는 것은 사실상 어렵다. 일반적으로 다공질 물질의 압축강도는 이 들 인자 중에서 기공의 정도에 의해서 크게 영향을 받 는다. 본 연구에서는 기공률과 압축강도에 미치는 중요 한 공정변수인 고체함량과 소결온도의 영향을 조사하여 Figs. 5와 6에 각각 나타내었으며, 아울러 기공의 정도 와 압축강도의 상관관계는 Fig. 7에 나타내었다. 고체함 량과 소결온도가 증가할수록 기공률은 감소하였다. 동결 주조용 슬러리에 있어서 초기 농도의 증가는 사용된 용 매의 감소를 의미하고, 따라서 승화 후 보다 낮은 기공 률과 보다 높은 밀도를 유발한다. 또한, 소결온도의 증가 는 건조물질의 수축의 정도를 증가시키고, 그 결과 기공 률은 감소한다. 전반적으로 압축강도는 기공률에 반비례 즉, 상대적으로 낮은 기공률이 높은 압축강도를 나타내 었다. 기공률 또한 이에 따른 압축강도의 크기는 슬러 리의 초기농도보다 소결온도에 더 의존하였다. 폭 넓은 압축강도(3.88~206.8MPa)를 갖는 동결주조물이 기공률 83.8~43.1 %에서 얻어졌다. 어떤 시편의 경우 즉, 초기 고 체함량 50 wt.% 동결건조물의 1500 °C, 2 h 소결 후, 파괴 시까지 약 15.5 % 정도의 탄성변형을 가지고 ~230 MPa의 상당히 높은 압축강도 나타내었다(Fig. 8). 석탄회/알루미 나 슬러리를 이용한 동결주조 다공질 뮬라이트/알루미나 복합체의 압축강도에 대하여 다수의 보고가22-26) 있다. 용 매로 TBA를 사용한 경우 ~23MPa(기공률 67 %),22) 물 을 사용한 경우 ~41MPa(기공률 46 %),23) TBA를 사용한 동결/젤 주조의 경우 ~64.3MPa(기공률 61.2 %),24) TBA 를 사용한 동결-젤 주조/고분자 스펀지법의 경우 ~45MPa (기공률 61.6 %),25) 용매로 camphene을 사용한 동결주조 의 경우 80.4 MPa(기공률 31.2 %)26) 등이 있다. TBA 또 는 camphene만을 사용한 경우에 비하여 이들의 혼합용 매를 사용하여 얻은, 특히 보다 낮은 기공률에서의 높 은 압축강도는 가압방향에 있어서 존재하는 기공구조의 이 방성에 의존하는 것으로 추정되지만, 이의 규명을 위 하여는 좀 더 체계적인 연구가 요구된다.
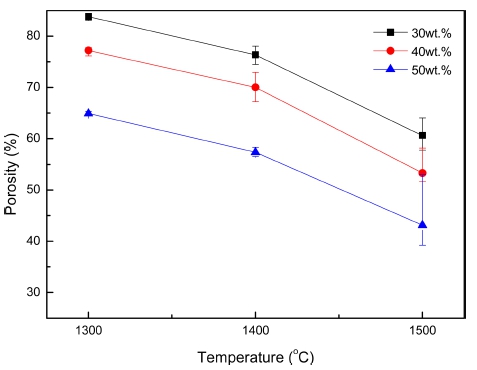
Fig. 5.
Apparent porosities of porous mullite/alumina composites sintered at 1300-1500 °C with solid loading of 30-50 wt.%.
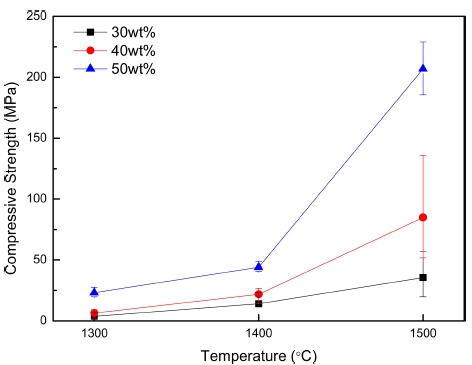
Fig. 6.
Compressive strength of porous mullite/alumina composites sintered at 1300-1500 °C with solid loading of 30-50 wt.%.
4. 결 론
제어된 기공구조를 갖는 고강도의 다공질 뮬라이트/알 루미나 복합체가 혼합용매, camphene/TBA(90/10 wt.%)에 첨가된 석탄회/알루미나 슬러리를 이용한 동결주조공정에 의해서 제조되었다.
1) 반응소결과정 중 알루미나와 용융 실리카가 반응하 여 규산질 융체의 존재 하에서 생성된 막대형상의 alumina-deficient(Al2O3/SiO2 = 1.03, molar ratio) 뮬라이 트 입자를 확인할 수 있었다.
2) 다공질 소결체는 넓은 범위에 걸쳐서 camphene solvent의 응고방향에 대하여 평행하게 성장한 상호 연 결된 수지상의 기공채널과 TBA solid의 승화 후 좁은 범위에 걸쳐서 국부적으로 생성된 일축배향성 기공채널 로 구성되어져 있었다. 이 때 기공채널은 거의 치밀한 골격구조에 의해서 둘러싸여져 있었다.
3) 기공의 정도와 기공채널의 지름은 초기 슬러리의 농 도 및 소결온도가 증가할 때 감소하였다. 아울러 기공 률(83.8~43.1 %)의 감소와 더불어 소결체의 압축강도 (3.88~206.8 MPa)는 증가하였다.
4) 제어된 기공과 향상된 압축강도를 갖는 다공질 세 라믹복합체의 제조를 위하여 석탄회의 재활용을 위한 이 공정기술은 대단히 효과적인 것으로 확인되었으며, 더구 나 요구특성에 부합하는 재료를 얻기 위하여 적당한 공 정변수를 선정하는 것이 용이함을 알았다.
