

1. 서 론
스트론튬 알루미네이트(SrAl2O4)에 유로퓸(Eu)을 도핑한 SrAl2O4:Eu는 강한 녹색 발광, 우수한 잔광 특성, 그리고 화학적 안정성으로 인해 가장 널리 연구되고 있는 지속발광 및 기계발광 인광체 중 하나이다. 이 물질은 자외선 조사, 기계적 응력, 열 자극 등 다양한 외부 자극에 의해 발광할 수 있어, 응력 감지 센서나 안전 표지용 발광소재 등 다양한 응용 분야에서 활용 가능성이 높다. 특히 Eu2+ 이온은 4f65d1 → 4f7 전이에 의해 특유의 녹색 발광을 나타내며, 이러한 2가 상태의 유로퓸을 안정적으로 모체인 SrAl2O4에 도핑하기 위해서는 일반적으로 1,500 °C 이상의 고온 환원 분위기(H2-N2 또는 H2-Ar 환경)에서의 합성 과정이 필요하다.1,2)
그러나 이러한 고온 환원 조건은 합성 과정에서 여러 문제를 유발한다. 우선, 일반적으로 사용되는 알루미나 도가니(Al2O3 crucible)는 1,500 °C 이상의 고온 합성 분위기에서 화학적 안정성을 유지하지 못해, Al2O3가 용출되고 반응계에 유입되어 과량의 Al2O3이 반응물과 추가로 반응하여 2차상 등의 불순상이 형성될 수 있다.3) 이에 따라 고온에서도 안정한 탄소 도가니(carbon crucible)가 주로 사용되지만, 합성 중 도가니 표면의 탄소가 생성물 내부에 혼입되는 문제가 발생한다. 이러한 탄소 오염은 입자 표면 혹은 결정립계에 분포하면서 발광된 빛을 흡수하여 광양자효율(photoluminescence quantum yield, PLQY) 저하, 발광 균일성 감소, 재현성 저하 등의 문제를 초래한다.4)
일반적으로 이러한 탄소 불순물을 제거하기 위해 고온 대기 산화 처리가 사용된다. 이 방법은 높은 온도에서 잔존 탄소를 효과적으로 산화시킬 수 있으나, SrAl2O4:Eu의 경우에는 발광 중심과 모체 구조의 안정성을 유지하기 어렵다는 문제가 있다. 산화 분위기에서 Eu2+ 이온은 쉽게 Eu3+으로 산화되어 전자구조가 변화하며, 이로 인해 더 이상 발광 중심으로 작용할 수 없게 된다.5,6,7) 결과적으로, 고온 산화법은 일반적인 탈탄 공정으로서는 유효하지만, SrAl2O4:Eu 형광체의 광학적 안정성을 유지하기에는 부적합하다. 따라서 Eu2+의 도핑상태를 안정적으로 유지하면서 탄소 불순물만 선택적으로 제거할 수 있는 탈탄 공정의 개발이 필요하다.
본 연구에서는 이러한 문제를 해결하기 위해 극성 용매를 이용한 분산 탈탄(dispersion-induced decarburization, DID) 공정을 새롭게 제안하였다. 먼저 고온 산화 탈탄법의 한계를 실험적으로 규명하고, 이어서 극성 용매[증류수(distilled water, DI), 디메틸설폭사이드(dimethyl sulfoxide, DMSO, ≥ 99.9 %, Sigma-Aldrich), N,N-디메틸포름아미드(N,N-dimethylformamide, DMF, ≥ 99.8 %, Sigma-Aldrich), N-메틸-2-피롤리돈(N-methyl-2-pyrrolidone, NMP, ≥ 99.5 %, Sigma-Aldrich)]를 이용하여 물리적 분산 탈탄 공정을 수행하였다. 각 용매의 극성 지수 및 점도에 따른 정제 효율을 비교하고, 정제 전후의 결정 구조, 광양자효율, 색좌표를 체계적으로 분석하였다. 그 결과, 제안된 분산 탈탄 공정을 통해 SrAl2O4:Eu의 광학적・구조적 손상 없이 탄소 불순물을 효과적으로 제거할 수 있었으며, 최대 55.2 %의 광양자효율을 달성하였다. 결과적으로, 본 연구는 고온 환원 합성 과정에서 발생하는 탄소 오염 문제를 근본적으로 해결함과 동시에, SrAl2O4:Eu 형광체의 품질과 발광 효율을 크게 향상시킬 수 있음을 입증하였다.
2. 실험 방법
Eu 도핑된 SrAl2O4 (SrAl2O4:Eu) 분말은 고상 반응 합성법을 사용하여 합성되었다. SrCO3 (≥ 99.9 %, Sigma-Aldrich)와 Al2O3 (≥ 99.5 %, Sigma-Aldrich)를 화학양론적 비율로 혼합하여 SrAl2O4 모체를 제조하였다. Eu 도핑을 위해 Eu2O3 (순도 ≥ 99.9 %, Daejung Chemicals & Metals)를 첨가하였으며, 균일하게 혼합된 분말은 탄소 도가니에 담아 1,600 °C 고온 환원 분위기에서 5 % H2/95 % N2 혼합 가스를 공급하며, 가열 속도 5 °C/min으로 1,600 °C까지 승온하여 5 h 유지하였다. 합성 후 분말은 자연적으로 냉각되었으며, 몰탈과 페슬로 균일하게 분쇄하였다.
고온 산화 분위기 하 탈탄 과정의 경우, SrAl2O4:Eu 분말은 가열 속도 5 °C/min으로 800 °C까지 승온하여 대기 분위기에서 1 h 유지하였다. 극성 용매를 통한 분산 탈탄 과정의 경우, DI, DMSO, NMP, DMF 용매를 사용하였다. SrAl2O4:Eu 분말을 용매에 각각 0.5 g/mL로 분산시킨 후 10 min간 교반을 진행하였다. 완전히 건조시킨 후 해당 과정을 한 번 더 수행하였다.
합성된 SrAl2O4:Eu 분말은 X선 회절(X-ray diffraction, XRD)를 통해 상 구조 변화를 확인하였으며, 광발광(photoluminescence, PL) 스펙트럼을 통해 발광 특성 변화를 분석하였다. 구조 분석은 XRD (RIGAKU, Cu Kα 방사선, λ = 1.5406 Å)을 통해 수행하였으며, 측정 범위는 2θ = 10°에서 80°까지였다. 발광 특성은 형광 분광계(C13534-11 Quantaurus-QY Plus UV-NIR absolute PL quantum yield spectrometer, HAMAMATSU)를 이용하여 400 nm의 여기 파장에 따른 PL 스펙트럼 및 PLQY를 측정하였으며, 색채 휘도계(Minolta CS-100A)를 이용해 샘플의 휘도를 측정하였다. 휘도 측정 시 분말 시편의 준비 과정에서 발생할 수 있는 편차를 최소화하기 위해, 모든 분말은 2 g으로 계량하여 시편 홀더에 담은 후 표면을 평탄화하여 약 2 mm의 두께로 유지하였다. 여기 광원은 파장 365 nm, 출력 850 mW의 UV 펜을 사용하였으며, 시료 표면 위 약 10 cm 위치에서 수직 방향으로 5 s 동안 조사하였다. 휘도 측정 시 색채 휘도계는 시료와 약 30 cm 거리를 유지하도록 고정하고 동일한 측정 각도(수직 방향)에서 측정을 수행하였다.
3. 결과 및 고찰
3.1. 고온 산화 분위기 하 탈탄 과정의 한계점 분석
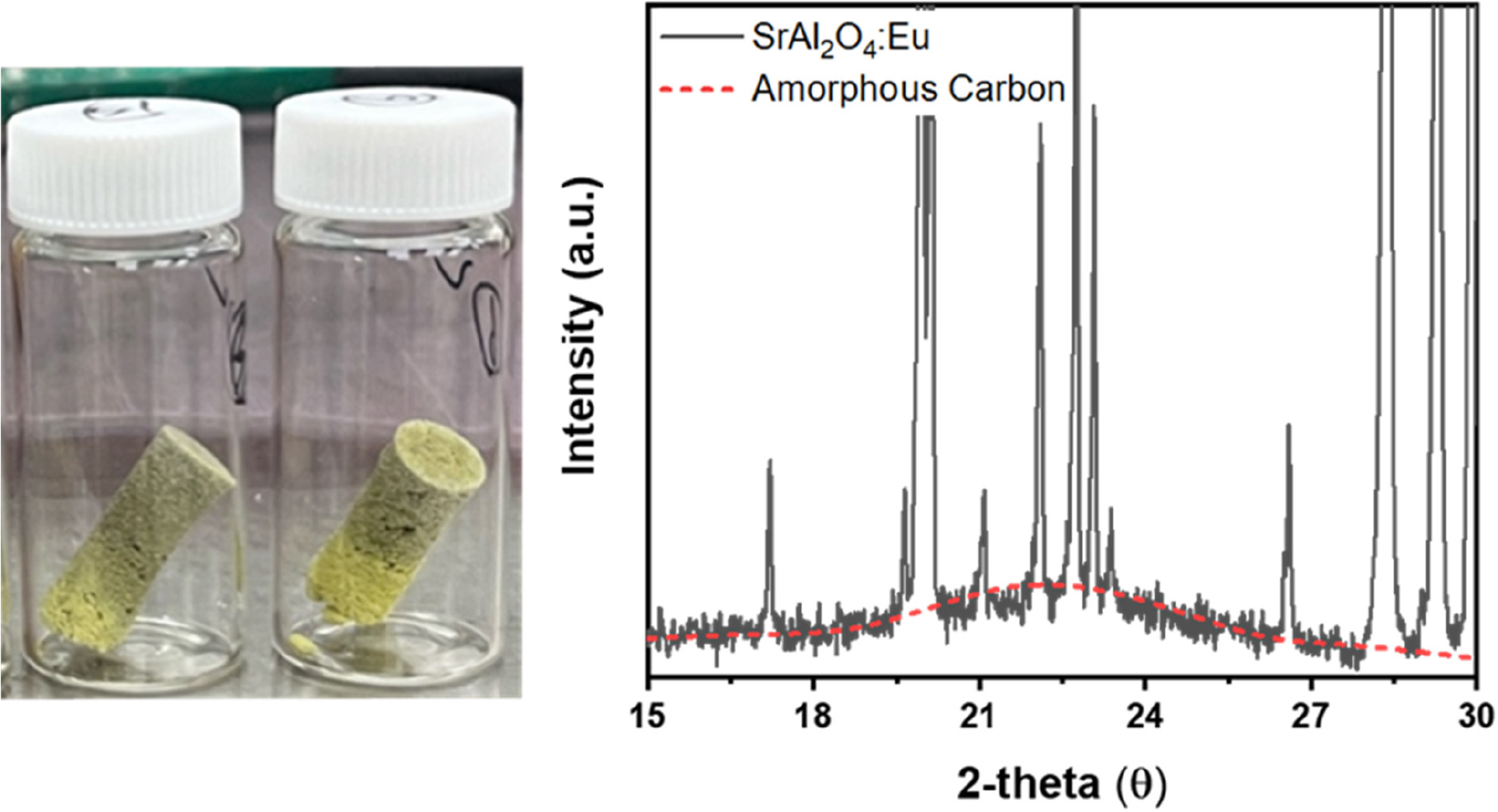
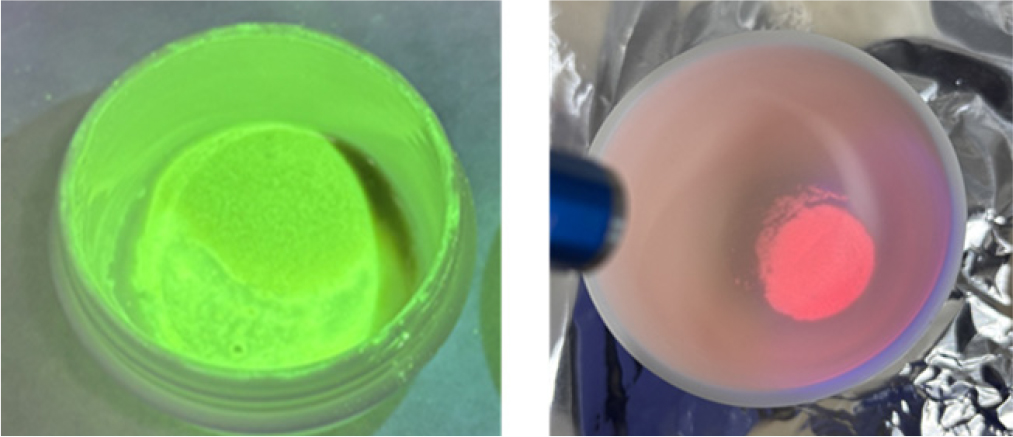
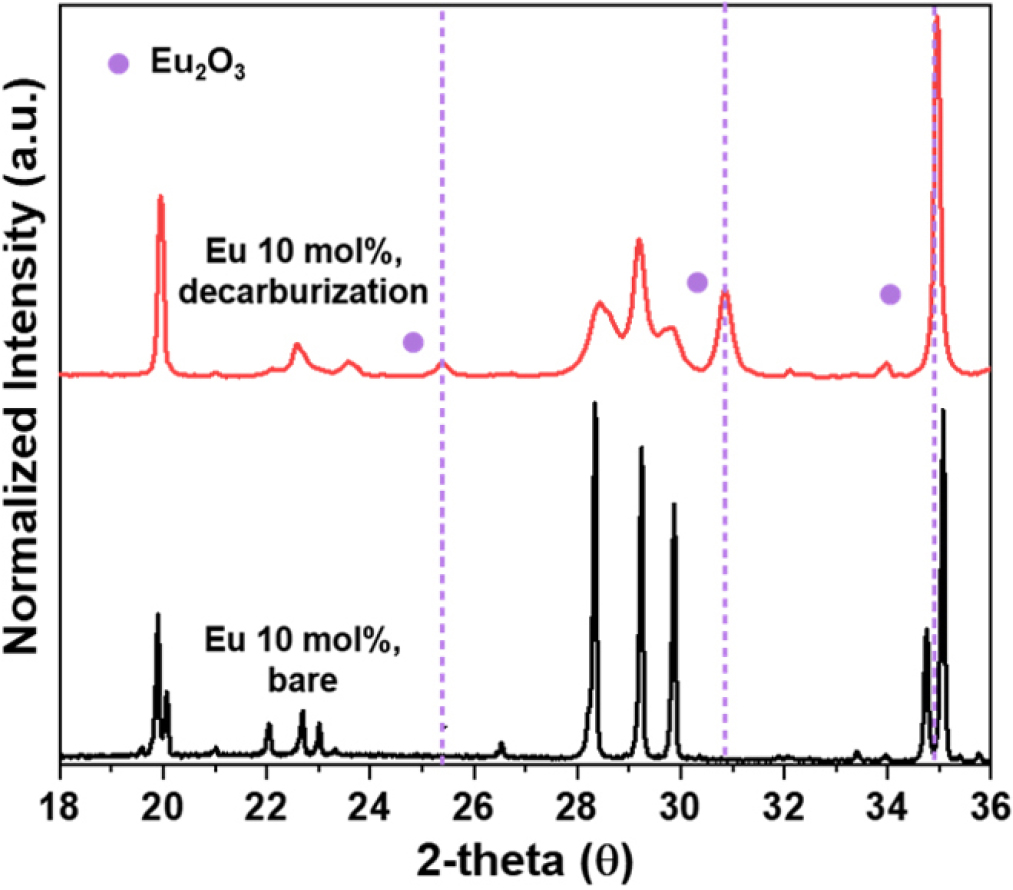
선행 연구에서 개발된 고순도 기계발광물질 합성법2)을 기반으로, 탄소 도가니를 사용하여 SrAl2O4:Eu 형광체를 1,600 °C, 5 % H2/95 % N2 혼합 가스 환원 분위기에서 합성하였다. 해당 과정을 통해 발광 특성이 향상된 SrAl2O4:Eu 형광체를 합성하였으나, 육안 관찰 및 XRD 분석 결과, 약 18°~27° 범위에서 비정질 탄소에 기인한 회절 피크가 관찰되었다(Fig. 1).8) 이는 고온 환원 분위기 하에서 탄소 도가니로부터 탄소가 혼입된 결과임을 알 수 있다. 본 연구에서는 우선적으로 일반적으로 사용되는 탈탄 방법인 고온 대기 산화 공정을 적용하여, 잔존 탄소를 이산화탄소(CO2) 형태로 산화시켜 제거하고자 하였다. 그러나 탈탄 공정 수행 후 SrAl2O4:Eu에서 관찰되던 520 nm 부근의 녹색 발광(SrAl2O4 모체 내 Eu2+의 4f65d1 → 4f7 전이)이 완전히 소실되고, 대신 Eu2O3의 610 nm 부근의 적-분홍색 발광(Eu3+의 5D0 → 7F2 전이)이 관찰되었다(Fig. 2). 또한 탈탄 공정 전후 형광체 분말의 XRD 분석을 진행한 결과(Fig. 3), 탈탄 공정 후 SrAl2O4:Eu 형광체 분말 내 탄소는 제거되었지만 새롭게 Eu2O3의 피크가 관찰되었다. 즉, 모체 격자 내 도핑되었던 Eu2+가 고온 산화 분위기의 영향으로 인해 Eu3+로 산화된 후 Eu2O3의 형태로 분리되었음을 의미한다. 또한 모체인 SrAl2O4의 주요 피크의 세기가 크게 줄고 반치폭이 증가하여, 모체의 결정구조가 붕괴되었음을 확인하였다. 따라서 고온 산화 분위기를 이용한 탈탄 과정은 SrAl2O4:Eu 형광체의 광학적・구조적 붕괴를 유발함을 확인하였다.
3.2. 극성 용매 분산 탈탄 과정 개발
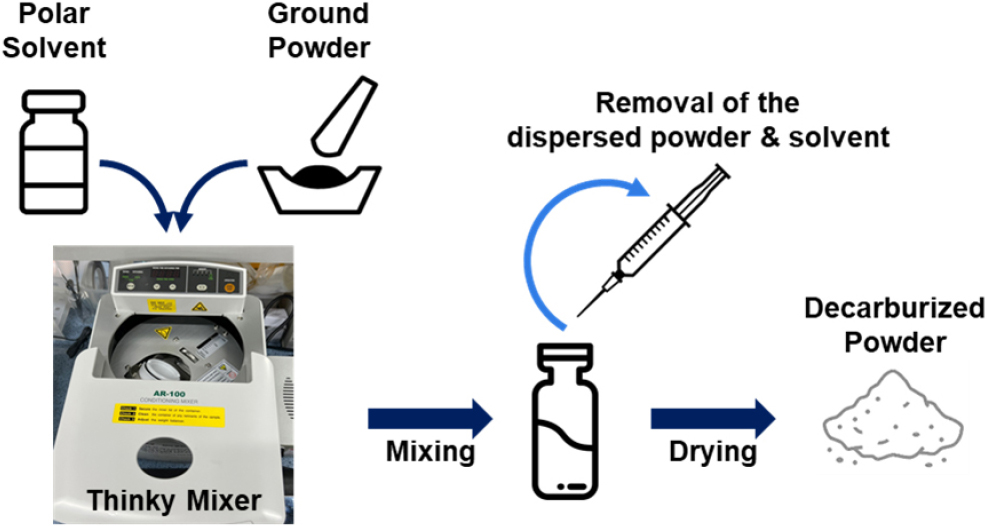
Fig. 4는 극성 용매를 이용한 분산 탈탄 공정의 개략적인 절차를 나타낸 모식도이다. 본 공정은 SrAl2O4:Eu 형광체 분말을 극성 용매 내에서 충분히 교반하여 표면에 부착된 탄소 불순물을 물리적으로 제거한 후, 일정 시간이 경과하여 상대적으로 밀도가 큰 형광체 입자가 침전되면 상층액(supernatant)을 제거함으로써 정제된 분말을 획득하는 과정으로 구성된다.
효율적인 분산 및 탄소 불순물 제거를 위해 극성 용매의 사용이 필수적이다. 극성 용매는 높은 유전상수와 극성 분자 구조를 지니고 있어 형광체 입자 표면의 탄소 불순물과 강한 전기적 상호작용을 형성한다. 이러한 상호작용은 형광체 표면과 탄소층 간의 결합력을 약화시켜, 탄소 불순물이 용매 내로 탈착・분산되는 과정을 촉진한다.9) 극성 용매 후보군으로는 높은 극성 지수를 가지는 DI, DMSO, NMP, DMF를 선정하였으며, 각 용매의 극성 지수 및 점도는 Table 1에 요약하였다.
Table 1.
Polarity index and viscosity of polar solvents.
| Solvent | Polarity index | Viscosity (cP) |
| DI (distilled water) | 10.2 | 0.89 |
| DMSO (dimethyl sulfoxide) | 7.2 | 1.99 |
| NMP (N-methyl-2-pyrrolidone) | 6.7 | 1.65 |
| DMF (N,N-dimethylformamide) | 6.4 | 0.796 |
각 용매에 대해 Eu 1 mol% 도핑된 SrAl2O4의 분산 탈탄 과정을 진행한 결과, DI를 통해 분산한 SrAl2O4:Eu (DI-SAO:Eu) 형광체 분말은 육안상으로 구분 가능할 정도로 하얗게 변한 것이 확인되었고, DMSO, DMF, NMP를 통해 분산한 SrAl2O4:Eu 형광체 분말의 경우 DI-SAO:Eu 형광체 분말에 비해 살짝 어두운 빛이 도는 것을 확인하였다(Table 2). 해당 시료에 대해 광양자효율 측정을 진행한 결과, DI-SAO:Eu 형광체 분말이 31 %의 가장 높은 광양자효율을 기록했다(Fig. 5). 이는 DI와 DMF가 DMSO 및 NMP에 비해 낮은 점도를 가져 분산 효율이 높으며, 특히 DI가 DMF보다 높은 극성을 가지므로 입자 표면의 탄소 오염층을 보다 효과적으로 제거할 수 있었던 결과로 해석된다. 반면, NMP와 DMSO는 상대적으로 높은 점도를 가지므로 분산 효율이 제한되어 탈탄 효과가 낮게 나타났으며, 이에 PLQY도 낮은 값을 보였다. DMF의 경우, 극성은 낮지만 점도가 낮아 DI 다음으로 우수한 성능을 보였다. 이러한 결과는 탈탄 효과가 용매의 극성 기반 표면 상호작용과 점도 기반 분산성 차이가 동시에 작용한 결과로 이해된다. 가장 우수한 정제 효과를 보인 DI-SAO:Eu 시료에 대해 분산 탈탄 전후의 결정 구조 변화를 XRD 분석을 통해 확인하였다. Fig. 6에서 볼 수 있듯이 분산 탈탄 이후 약 18°에서 27° 사이에서 관찰되던 비정질 탄소 관련 회절 피크가 소멸되었으며, 이는 분산 탈탄 공정을 통해 탄소 불순물이 효과적으로 제거되었음을 명확히 보여준다. 또한 본 연구진은 분산 탈탄 공정의 효과를 정량적으로 확인하기 위해 원소 분석(elemental analysis, EA)을 수행하였다. 분석 결과, 분산 탈탄 이전 SrAl2O4:Eu 분말 내 잔류 탄소 농도는 약 0.234 mol% 수준으로 나타났으나, DI 기반 분산 공정을 적용한 이후 약 0.031 mol%로 감소하였다. 이는 약 87 % 수준의 탄소 제거 효율에 해당하며, 극성 용매 기반의 분산 공정이 형광체 입자 표면에 잔존하는 탄소 불순물을 효과적으로 제거함을 명확히 입증한다(Table 3).
Table 2.
Dispersion-induced decarburization results of SrAl2O4:Eu (1 mol%) with different polar solvents.
| Solvent | DI | DMSO | DMF | NMP |
| Figure |  |  |  |  |
| PLQY | 31 % | 27 % | 29.2 % | 25.3 % |
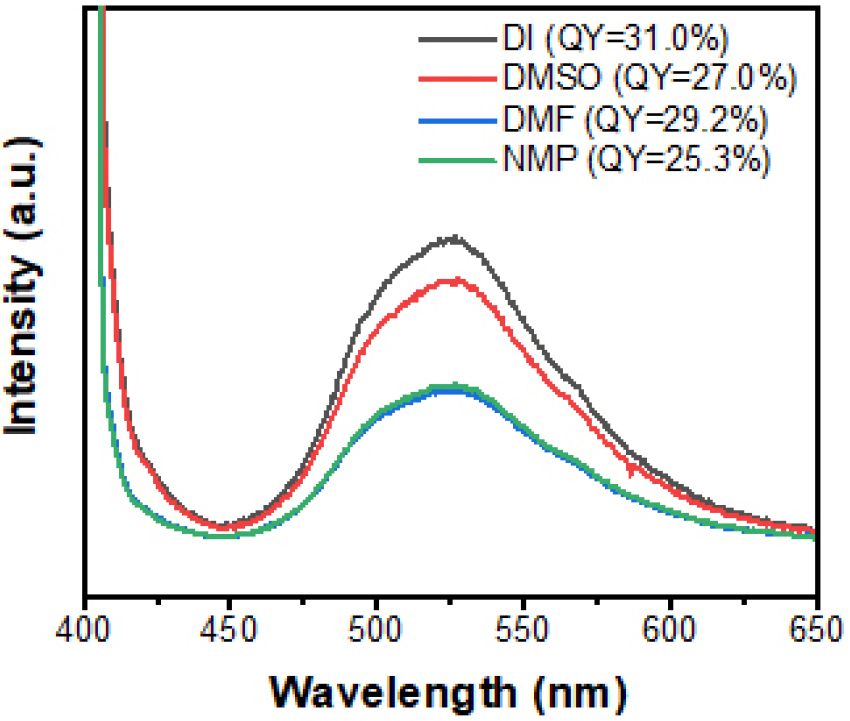
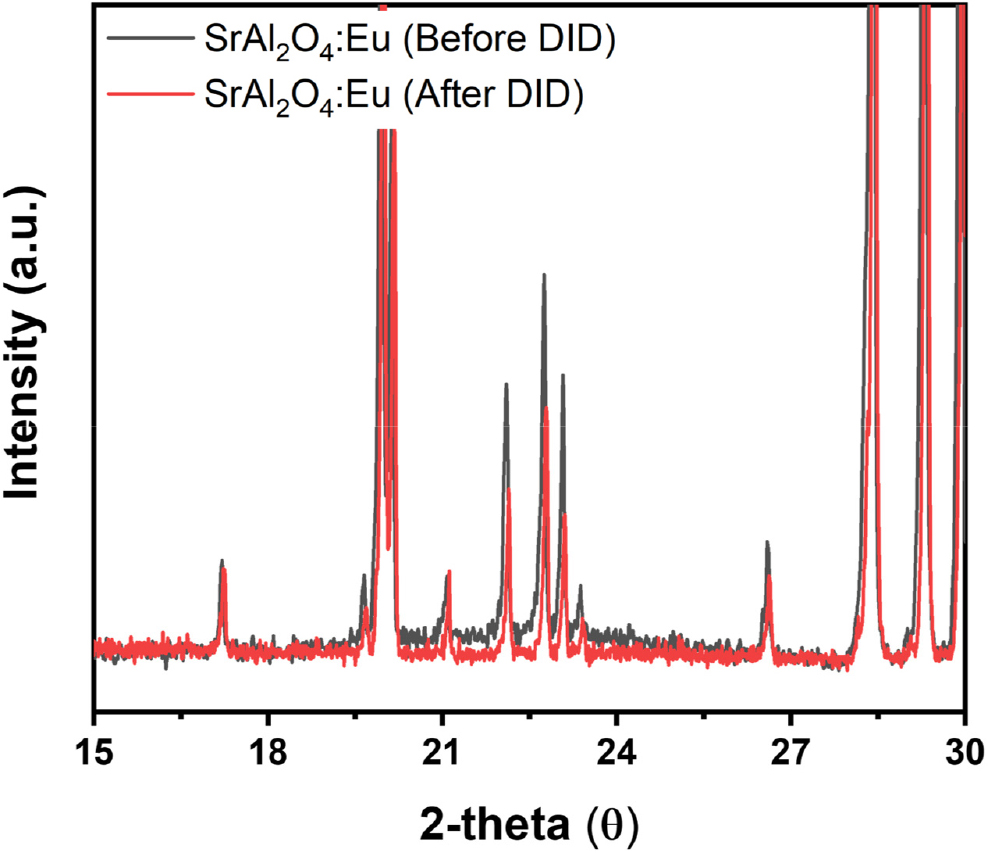
Table 3.
Carbon content of SrAl2O4:Eu before and after DID treatment measured by EA analysis.
| C content (mol%) | |
| Before DID | 0.234 |
| After DID | 0.031 |
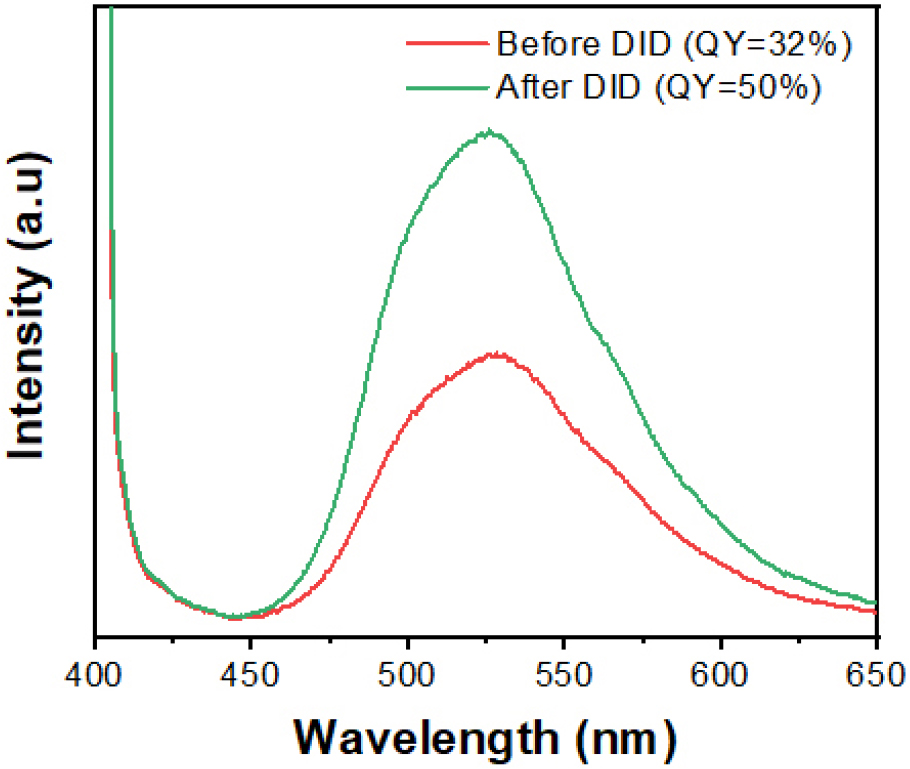
DI를 이용한 분산 탈탄 공정의 재현성을 검증하기 위해 Eu 5 mol% 도핑된 SrAl2O4:Eu 시료에도 동일한 공정을 수행하였다. Table 4에 나타난 바와 같이, 분산 탈탄 후 시료는 자외선 조사(365 nm) 하에서 뚜렷하게 밝은 형광을 나타냈으며, 광양자효율 또한 공정 전 32 %에서 공정 후 50 %로 크게 향상되었다(Fig. 7).
Table 4.
Powder emission under UV of SrAl2O4:Eu (5 mol%) before and after DI-water-based dispersion-induced decarburization.
| Before DID | After DID | ||||
| UV irradiation | Before | After | Before | After | |
| Figure |  |  |  |  | |
| PLQY | 32 % | 50 % | |||
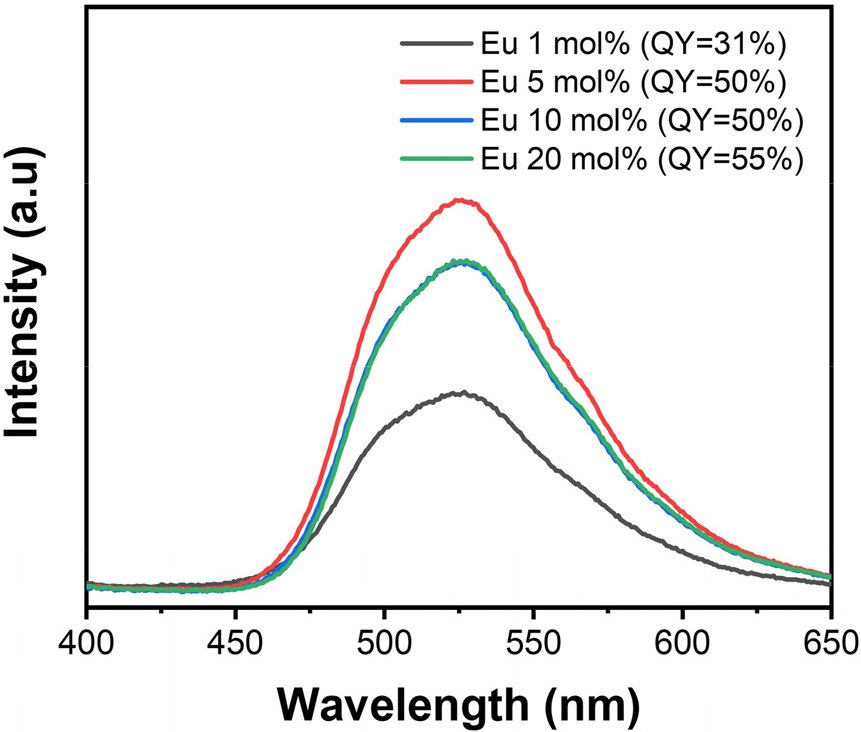
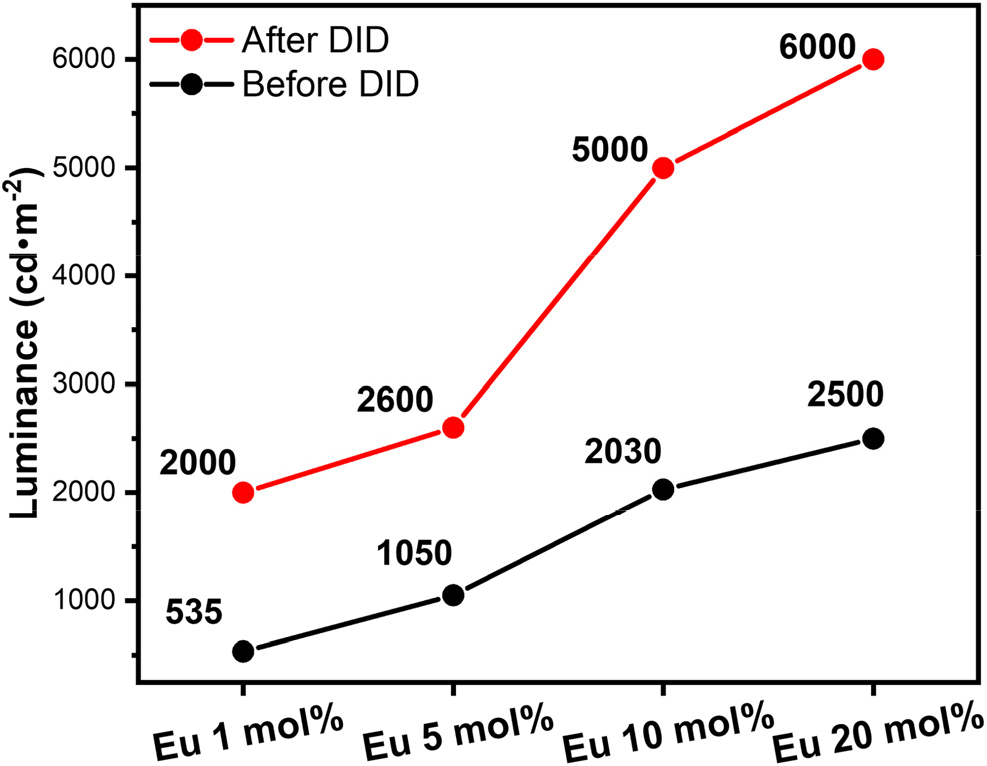
또한 본 연구진은 이전 연구에서 SrAl2O4:Eu 형광체의 발광 효율을 Eu 도핑 농도(1, 5, 10, 20 mol%)에 따라 분석하였으며, 특히 20 mol% 수준에서 가장 우수한 발광 성능을 보임을 확인한 바 있다.2) 이에 따라 본 연구에서는 선행된 도핑 조건을 기반으로, 동일한 DI 기반 분산 탈탄 공정을 적용하여 분말 정제의 효과를 검증하고자 하였다. 해당 시료에 대해 광양자효율을 측정한 결과, 모든 Eu 도핑 농도에서 분산 탈탄 전 대비 각각 크게 개선된 발광 효율을 확보할 수 있었으며, 특히 DI 처리된 20 mol% 시료에서 55.2 %의 높은 광양자효율을 달성하였다(Table 5, Fig. 8). 또한, 해당 시료에서 휘도를 측정한 결과, 분산 탈탄 전 2,500 cd・m-2에서 공정 후 6,000 cd・m-2로 크게 향상되었다. Eu 도핑 농도 1 mol%, 5 mol%, 10 mol%에서도 탈탄 처리에 따른 2배 이상의 휘도 증가를 보였다(Fig. 9). 이는 높은 Eu 도핑 농도에서 발광 중심인 Eu2+ 이온의 밀도가 증가함과 동시에, 분산 탈탄 공정을 통해 형광체 표면의 탄소 불순물이 제거되어 광흡수 손실이 억제된 결과로 해석된다. 따라서 극성이 높은 DI를 이용한 분산 탈탄 공정은 형광체 합성 과정 중 포함되는 탄소 불순물을 효과적으로 제거함과 동시에, 고순도 순수상의 확보를 통해 발광 효율 및 휘도를 동시에 향상시킬 수 있음을 입증하였다.
Table 5.
PLQY before and after DI-water-based dispersion-induced decarburization with varying Eu doping levels.
| Eu 1 mol% | Eu 5 mol% | Eu 10 mol% | Eu 20 mol% | |
| Before DID | 27 % | 32 % | 43 % | 43 % |
| After DID | 31 % | 50 % | 50 % | 55.2 % |
4. 결 론
본 연구에서는 SrAl2O4:Eu 형광체 합성 과정에서 탄소 도가니로부터 유입되는 탄소 불순물로 인해 발생하는 발광 특성 저하 문제를 해결하기 위하여, 극성 용매를 이용한 DID 공정을 새롭게 제안하였다.
우선적으로 기존의 고온 대기 산화 탈탄법을 적용한 결과, SrAl2O4:Eu 모체의 결정 구조가 붕괴되고 발광 중심인 Eu2+이온이 Eu3+으로 산화되어 Eu2O3상으로 분리됨을 확인하였다. 이러한 결과는 고온 산화법이 탄소 제거에는 효과적이나, 발광 중심의 손실 및 모체의 구조적 불안정성을 초래하여 SrAl2O4:Eu 형광체의 광학적 특성을 유지하기 어렵다는 한계를 보여준다.
이에 반해, 제안된 극성 용매 기반의 분산 탈탄 공정은 모체의 구조적 손상 없이 탄소 불순물을 효과적으로 제거할 수 있음을 입증하였다. 극성이 높은 DI, DMSO, NMP, DMF를 이용한 분산 실험 결과, DI를 사용한 경우 가장 높은 정제 효율과 광양자효율을 나타내었다. Eu 5 mol% 도핑 시료의 DI 기반 분산 탈탄 공정을 통해, 탄소 관련 피크의 소멸과 함께 광양자효율이 32 %에서 50 %로 향상되었으며, Eu 20 mol% 도핑 시 최대 55.2 %의 광양자효율과 6,000 cd・m-2의 휘도를 달성하였다.
이러한 결과는 극성 용매를 이용한 분산 탈탄 공정이 SrAl2O4:Eu 합성 시 불가피하게 발생하는 탄소 오염 문제를 근본적으로 해결할 수 있는 비파괴적 정제 기술임을 의미한다. 또한, 본 연구에서 제시된 공정은 SrAl2O4:Eu뿐만 아니라 고온 환원 분위기에서 합성되는 다양한 산화물 및 기계발광 인광체의 품질 향상에도 적용 가능한 보편적 탈탄 전략으로 활용될 수 있을 것으로 기대된다.
