

1. Introduction
The titanium aluminides, Ti3Al, TiAl and TiAl3 are currently receiving considerable attention because of their potential as lightweight, high temperature structural materials. 1-6) Titanium aluminides (1:1) base alloys show complicated microstructure, depending on alloy composition. The microstructure of the alloys primarily consists of TiAl-γ phase and Ti3Al-α2 phase. The microstructure of cast TiAl base alloys becomes equiaxed gamma grains, duplex structure of equiaxed γ grains and regions of lamellar structure consisting of γ and α2 thin plates and fully lamella structure, with a decrease of aluminum content from Ti-50 mol% Al.1) The fully lamellar structure or the duplex structure cannot decompose to fine grains only by heat treatment. Thus thermomechanical processing (TMP) is a most useful method for controlling microstructures in TiAl base alloys, and the extensive work has been conducted on TMP of TiAl base alloys.7-12) A prominent feature of the microstructure controlling by TMP is utilizing a precipitation, phase transformation, dynamical recrystallization and so on during the processing. Exact data of volume fractions of γ phase, α2 phase and/or β phase at high temperature are necessary, to control the microstructure of the alloys by TMP. The present work has been carried out to understand the fundamentals of the microstructure change on TMP and to evaluate the mechanical properties of binary Ti-Al alloys with controlled microstructures.
2. Experimental Procedure
Several binary Ti-Al alloys (43-52 mo1% Al) were prepared by arc-melting under an argon atmosphere and solution treated at 1470 K for 86.4 ks in a vacuum. Billets cut from solution treated materials were isothermally forged to the sum of a true strain of 3.0 in three sequential steps at 1470 K(first step), 1270 K(second and third steps) and at a strain rate of 1 × 10−3 s−1. The forging direction was turned for 90° at each step. The compression specimens with a cross-section of 5 × 5 mm and a height of 8 mm were machined from forged materials. Some specimens were annealed at 1440-1470 K for 3.6-421.2 ks. By these treatments the grain size was controlled to 5- 350 μm. The compression tests were carried out on special testing machine at a constant strain rate of 1 × 10−4 s−1 in an argon atmosphere. Microstructures of as-forged and annealed materials were observed by optical microscopy (OM; GX-51 OLYMPUS) and Scanning electron microscopy( SEM; JSM-890S JEOL).
3. Results and Discussion
3.1 Microstructures and Phase stability
Fig. 1 shows microstructures of solution treated and asforged materials revealing different morphologies depending on the alloy composition and the conditions of hot working. The microstructures of solution treated alloys consist of equiaxed γ grains (a) and dual phases structures of equiaxed γ grains and lamellar grains (b) and entirely lamellar grains (c). Forged alloys in the first step have fine γ grains by dynamical recrystallization (d) and duplex structures of recrystallized grains and non recrystallized lamellar grains (e, f). Forged alloys in the third step are almost entirely fine grains (g-i).
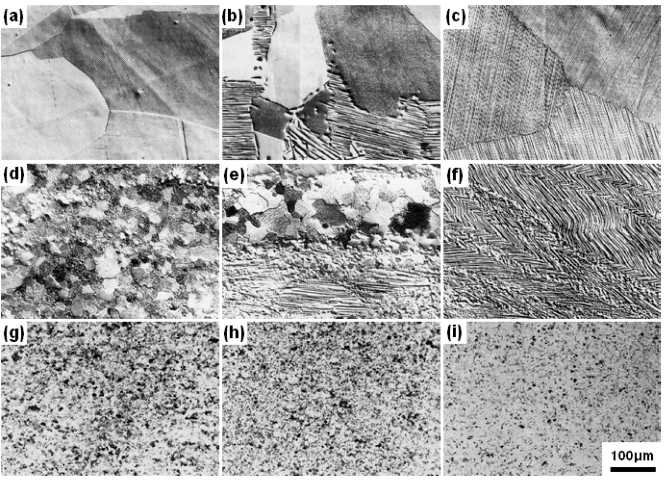
Fig. 1
Microstructures of Ti-Al alloys after solution treatment(upper: 1470 K, 86.4 ks) and the subsequent isothermal forging(middle: the first step, lower: the third step). Aluminum content of the alloys are: (a), (d), (g) 50 mol%Al, (b), (e), (h) 48 mol%Al and (c), (f), (i) 46 mol%Al respectively.
Fig. 2 shows influences of the isothermal forging and the subsequent annealing (1470 K, 3.6 ks) on the content of lamellar grain in the various alloys. By combination of the isothermal forging and the annealing, the lamellar grains disappear entirely in the alloys containing above about 50 mol% Al. However Ti-43 mol% Al alloy remains the lamellar grains of about 20 vol% by the processing. Fig. 3 shows relationship between grain size and aluminum content of the alloys which were annealed at 1470 K for 1.8 ks after isothermal forging.
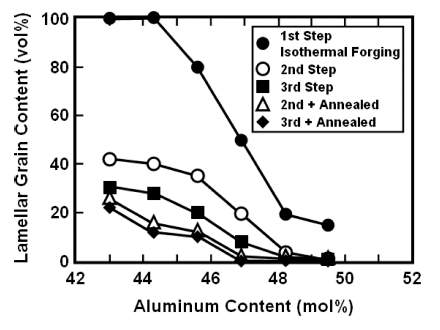
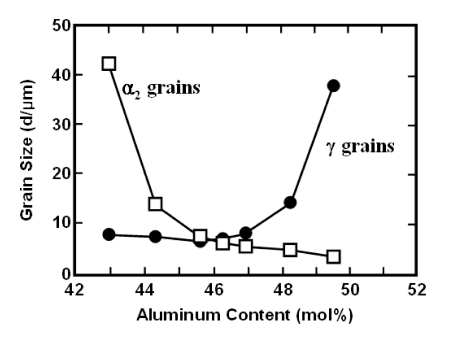
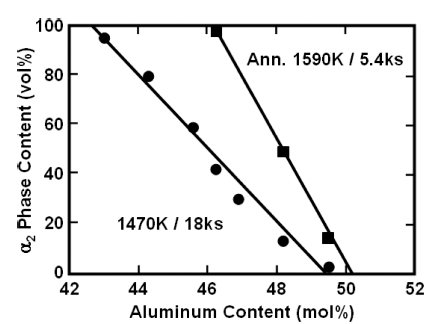
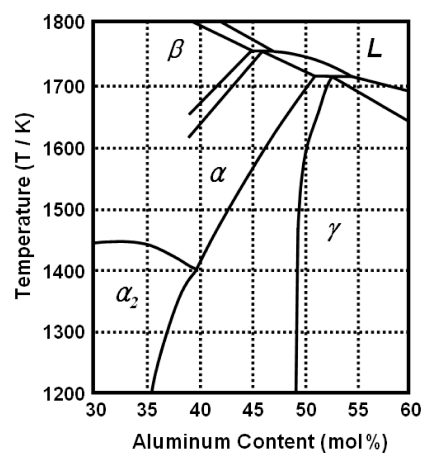
Fig. 4 shows examples of backscattered electron image for specimens rapidly cooled after heat treatments at 1470 K and 1590 K. α2 volume fraction was determined for these specimens and the results are shown in Fig. 5. From these results, the α transus temperatures were identified to be 1590 K in 46.3 mol% Al and 1470 K in 42.5 mol% Al. A central region of binary Ti-Al phase diagram shown in Fig. 6 in which McCullough’s diagram was modified a little.13) Fine dual phase structure of γ grains and α2 grains below 10 μm is obtained for Ti-46 mol% Al alloy. Large γ or α2 grains appear with deviation from aluminum content of 46 mol%. Difference from McCullough’s phase diagram that the transus curves of α and α + γ shift a little to Al-rich side in Fig. 6. The difference is considered to be caused by the heat treatment for a longer period in the present experiment.
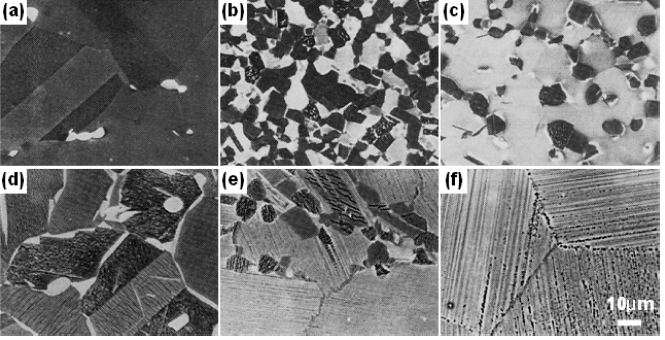
Fig. 4
Backscattered electron image of Ti-Al alloys rapidly cooled by argon gas jet after isothermal forging and subsequent heat treatments (upper: 1470 K, 18 ks, lower: 1590 K, 1.8 ks). Aluminum content of the alloys are: (a), (d) 50 mol%Al, (b), (e) 48 mol%Al and (c), (f) 43 mol%Al respectively. α2 phase is imaged light.
3.2 Influence of the composition and microstructure on proof stress
Fig. 7 shows the true stress-strain curves for the asforged alloys. Work hardening is large at room temperature, but it hardly took place at 1070 K and 1270 K because of the dynamical recrystallization.14) Fig. 8 shows an influence of the alloy composition for asforged alloys on the proof stress. The greatest effect of the alloy composition on the proof stress is observed at room temperature in as-forged alloy.
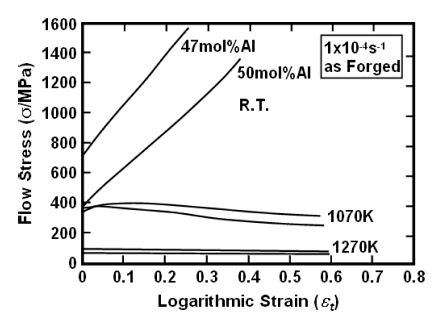
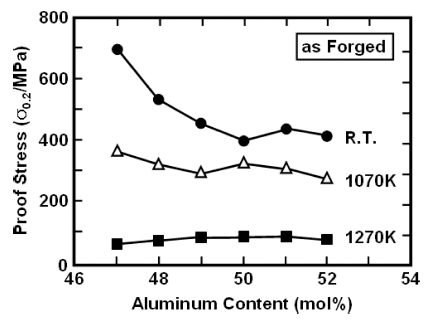
Fig. 9 shows grain size dependence of the proof stress. Showing that the data scatter from the Hall-Petch relation (σ = σ0+ kyd−1/2). The proof stress varied considerably from the regression line, being sensitive to the alloy composition or the volume fraction of α2 phase. The values ky are 0.76 MPam1/2 at room temperature, 0.01 MPam1/2 at 1070 K and −0.30 MPam1/2 at 1270 K. The values σ0 are 247 MPa at room temperature, 314 MPa at 1070 K and 191 MPa at 1270 K respectively. The value ky at room temperature in the present experiment is about 1/2 of the value reported by Vasudevan et al.15) It is in good agreement with other intermetallics.16)
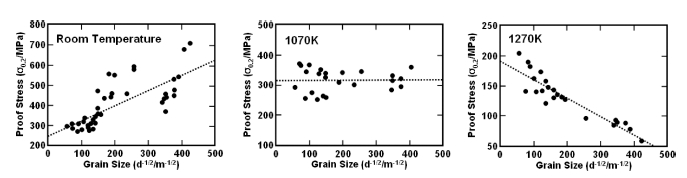
Fig. 10 shows the relationship between the proof stress and the α2 content of as-forged alloys having essentially the same grain size(about 5 μm). Although the proof stress at room temperature increased with increasing the α2 content, at 1270 K it had the maximum value in the γ phase alloy. According to the multiple regression analyzing, it was found that the volume fraction of α2 phase and the grain size had a remarkable influence on the proof stress at room temperature. However, these variables are ineffective for the proof stress at 1070 K, although the grain size is effective for the proof stress at 1270 K.
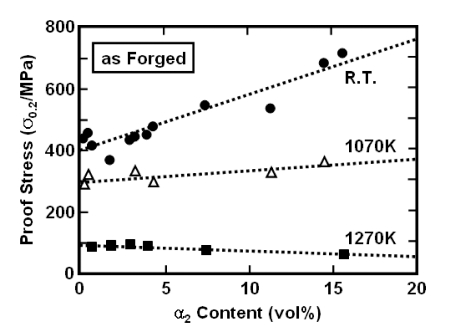
It should be noted that the α2 phase in the alloys does not increase the proof stress at high temperatures. These observations indicate that the improvement of both the proof stress at high temperatures and the room temperature ductility should be achieved for slightly Tirich TiAl base alloys.
4. Conclusions
1) By the thermomechanical processing Ti-46 mol% Al alloy can be controlled to homogeneous fine structure consisting of both γ grains and α2 grains below 10 μm.
2) The transus curve of α and α + γ shifted to more aluminum-rich side than that of McCullough’s phase diagram.
3) The proof stress at room temperature is strongly influenced by the α2 content of the binary Ti-Al alloys as well as the grain size. The proof stress at 1270 K depends mainly upon the grain size.
