

1. 서 론
최근 도심지로의 인구 집중에 따른 토지의 효율성을 추 구하고자 대형 및 초고층 건출물에 대한 수요가 전 세 계적으로 증가하고 있다.1) 이에 따라, 초고층 및 초대형 건물에 적용되는 철강소재의 경우 사용 안정성 확보를 위해 점차 후육화 되고 있으며,2-4) 최근 구조부재의 단 면이 80 mm 혹은 100 mm 두께에 이르는 극후물 강재 까지 적용되고 있다.5,6) 강재의 극후물화는 강재의 용접 시, 용접부 (weld metal, WM)의 완충을 위해, 다층용접 이 요구되는데, 이는 WM 및 용접열영향부(heat affected zone, HAZ)에 수 차례의 입열을 반복적으로 허용하여 복 잡한 형태의 미세조직과 조직 내 결정립 성장 등을 야 기하여 기계적 물성의 저하를 초래한다.1,7) 또한, 예열 및 층간온도 유지 조건 하에서 수행되는 후물재 다층용접의 경우, 용접 시 소요되는 시간과 비용이 상당한 수준이 다. 따라서, 극후물 강재의 용접 시, 시공 생산성 및 효 율성 향상 측면에서 높은 입열량을 바탕으로 용접 pass 수를 저감시키는 대입열 용접에 대한 수요가 존재한다.7,8) 하지만 실제로 대입열 용접이 적용될 경우, 통상 입열 대비 높은 입열량에 의해 HAZ의 구 오스테나이트 결 정립 크기(prior-γ grain size, PAGS)가 조대해지고, 입계 페라이트(grain boundary ferrite), 페라이트 사이트 플레 이트(ferrite side plate) 및 베이나이트(bainite) 등의 미세 조직이 형성되어 기계적 물성을 크게 저하시키는 것으 로 알려져 있다.1)
일본의 경우, 건축구조물 부재의 용접 시 대입열 용접 을 적용하여 용접생산성을 향상시키되, WM 및 HAZ의 기계적 물성 저하를 최소화하여, 잦은 지진에 따른 건 축구조물의 WM/HAZ 피로파괴 및 저온균열에 대한 저 항성을 크게 높이기 위해 지속적인 노력을 기울여 왔 다.9-14) 특히, 1970년대부터 강재 내 TiN 석출물 형성에 따른 입계 pinning 효과9-11)를 시작으로, TiN 대비 열적 안정성이 뛰어난 미세 oxide/sulfide 형성12-14)을 통한 pinning 효과 극대화 전략 등을 통해 HAZ 결정립 크기 를 미세화 시키고자 노력해 왔다.
국내에서도 TiN 석출물 기반의 대입열 용접용 강재 가 개발15-16) 되었고, 입계 pinning 효율 향상에 대한 연 구16,17) 또한 지속적으로 이루어지고 있다. 이렇듯, 대형 철강사를 주축으로, 고기능 및 고성능의 강재 개발이 활 발히 이루어지고 있음에도 불구하고, 대입열 용접 후 WM/HAZ의 물성 저하 문제는 여전히 해결해야 할 기 술적 걸림돌로 작용하고 있다. 또한, 모재(base metal, BM)의 우수한 성능만으로 용접 HAZ의 특성을 향상시 키기에 한계점이 존재함을 인식하여 고성능의 모재 개 발과 함께, 우수한 물성보증을 위한 용접재료의 합금설 계에 대한 연구의 중요성이 높아지고 있다.18,19) 특히, 용 접재료 내 첨가되는 보론(B)의 경우, 용접 시 HAZ로의 확산과 이를 바탕으로 부가적인 입계 pinning 효과의 가 능성에 대해 보고20,21)된 바 있으나, B의 확산을 통한 HAZ 내 존재 형태 및 분포에 대한 명확한 분석결과와 논의가 이루어지지 않아, 그 실질적 활용에 대해 많은 의문점이 존재하고 있다.
따라서, 본 연구에서는 미세 TiN이 석출된 대입열 용 접용 후판 강재를 대상으로, 대입열 아크용접 시, TiN 이 HAZ 결정립 미세화에 미치는 효과를 규명함과 동 시에, 용접재료 내 첨가된 소량의 B이 HAZ로 확산되 어 존재하는 형태를 근거로, 대입열 용접을 위한 금속 학적 전략에 대해 학술적 관점에서의 논의를 진행하고 자 한다.
2. 실험방법
2.1 실험 재료
본 대입열 용접연구에 사용된 재료(BM)는 두 가지 건 축구조용 강재[일반재(SM490), 대입열용 개발재]로서 대 략 500 MPa급의 인장강도를 갖는 고강도 강재이다. 강 재의 비커스 경도는 260~290 hv 정도이며, 탄소당량 및 용접균열지수는 각각 0.5와 0.198 정도로, KS D 5994 의 규격 상한치를 만족한다. 개발재의 경우, 대입열 용 접이 적합하도록 강재 내 미세 TiN 석출물 형성을 목 표로 소량의 Ti 및 N을 첨가하였고, cementite의 형성 억제를 목적으로 Si을 소량 첨가하였다.
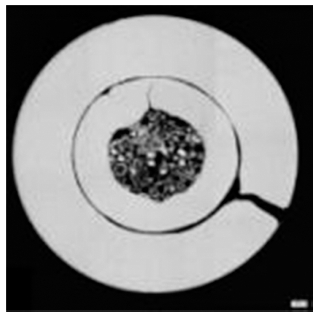
대입열 용접을 위한 용접재료의 경우, 용접 시 수분의 흡습을 방지하여 저온균열 저항성을 높이고자, seamless 타입으로 와이어를 제조하였고, Fig. 1에 와이어의 단면 형상을 나타내었다. BM과 WM의 물성 및 전기화학적 전위 차이를 최소화시키기 위해 용접재료의 주요 합금 조성은 B 및 Ti을 제외하고 모재의 성분과 유사하도록 설계하였다. 모재 및 용접재료의 화학적 성분조성은 Table 1에 자세히 나타내었다.

2.2 용접 방법
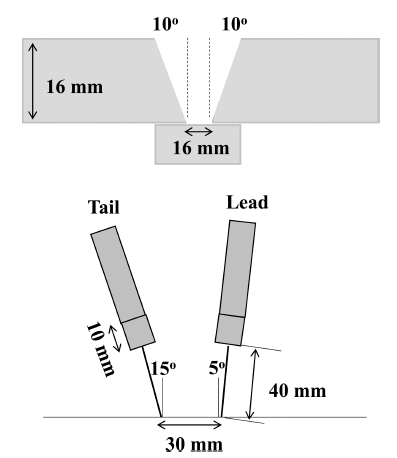
Fig. 2는 본 연구에 사용된 대입열 서브머지드 아크 용 접(submerged arc welding, SAW)의 개선각 및 루트갭 등의 용접 조건을 나타낸 간단한 모식도이다. 우선 모 재를 80 °C에서 예열한 후, tandem 용접으로, 선행 및 후행 토치를 30 mm의 간격으로 유지하여 하나의 용융 pool 내에 포함되도록 용접을 진행하였다. 선행토치의 경 우, 깊은 용입 형성을 위해 직류전류로 대략 108 kJ/cm 의 입열로 제어하였고, 후행토치의 경우 WM을 적절히 채워주기 위해 교류전류로 대략 95.5 kJ/cm의 입열로 제 어하여, 전체 3 pass 용접을 수행하였다. 추가적으로, 동 일한 입열 조건을 25 t 두께를 갖는 대입열용 강재에 1 pass 적용하였다. 용접 시, WM의 층간온도는 대략 150~200 °C로 유지하였다.
2.3 미세조직 분석 및 기계적 물성 평가
대입열 tandem 용접 후, 일반재(steel A)와 대입열용 개발재(steel B) HAZ의 미세조직 형상을 관찰하기 위 해, 광학현미경(optical microscope, OM)을 활용하였다.
또한, 미세조직 내 석출된 석출물의 형상 및 조성을 분 석하기 위해, 투과전자현미경(transmission electron microscopy, TEM) 및 에너지 분산형 분광분석법(energy dispersive spectrometer, EDS)이 사용되었다. TEM 분석의 경우, 시편을 replica 기법을 통해 제작하였다. 이를 위 해, 연마된 시편을 AA 용액(890 ml methanol + 100 ml acetylacetone + 10 g tetramethylammonium chloride)에서 에칭하고 표면에 탄소 코팅을 실시한 후, AA 용액 내, 탄소 코팅 분리 시 코팅층에 접착된 석출물을 구리 grid 위에 옮겨 TEM으로 관찰하는 절차를 거쳤다.
용접재료 내 소량 첨가된 B 성분의 HAZ 확산에 대 한 가능여부 및 존재 형태를 확인하기 위해 이차이온질 량분석(secondary-ion mass spectroscopy, SIMS)을 활용 하였다. SIMS 분석의 경우, O2+를 primary ion source 로 활용하였으며 인가 전류 및 이온빔 충격에너지는 각 각 500 pA, 7.5 keV로 조대결정립 열영향부(CGHAZ)의 180 × 180 μm 영역 내 B, Ti, N 및 TiN, 이온을 검출 대상으로 하여 분석하였다.
두 시험편의 대입열 용접 후, 인장실험을 바탕으로 파 단 발생 위치를 확인하고자 하였다. 이를 위해 10-3/s의 stain rate로 인장실험을 실시하여 각 시편 별 도출된 항 복강도 및 인장강도를 비교하였다. 또한, 각 시편에 대 해, WM 및 HAZ의 충격인성을 평가하기 위해 WM, fusion line (FL), FL + 1~7 mm의 영역에서 시편을 획득 하여 노치 형성 후 0 °C 온도에서 샤르피 충격 실험을 실시하였다.
3. 결과 및 고찰
3.1 미세조직 관찰 및 석출물 분석
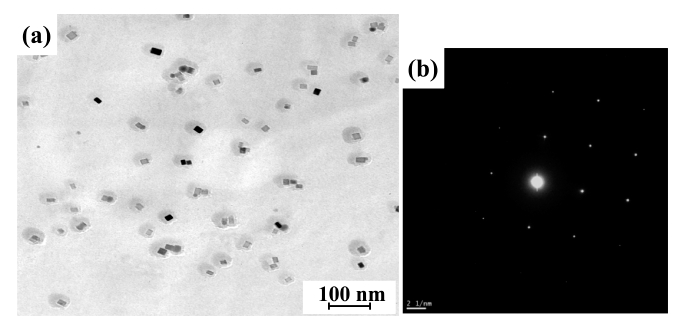
Fig. 3은 3 pass의 대입열 용접을 실시한 두 시험편 (steel A, steel B) WM의 거시적 관찰 사진[Fig. 3(a), (b)]과 Steel B에 1 pass의 대입열 용접을 실시한 사진 [Fig. 3(c)]을 나타낸다. 그리고 CGHAZ의 결정립 크기 및 형상을 OM을 사용하여 관찰하였고 그 결과를 Fig. 4에 나타내었다. Steel A와 B의 CGHAZ 길이는 각각 1.8 mm와 0.7 mm 정도이며, PAGS는 각각 330~450 μm 와 150~250 μm로 측정되었다. 즉, 일반재 대비 대입열 용 개발재의 결정립 크기가 상대적으로 미세하며, 전체 CGHAZ 면적이 좁은 것을 알 수 있다. 대입열 용접 특 성상, 결정립 크기가 조대하게 성장하며 전체 CGHAZ 면적이 높을 것으로 예상되나, 대입열용 개발재의 경우 CGHAZ 내 결정립 성장이 효과적으로 제어된 것으로 판 단할 수 있다. 이는 강재 내 형성된 미세석출물의 입계 pinning 효과에 따른 결과로 짐작되며, 이를 명확히 확 인하기 위해 TEM replica 분석을 수행하였고, 그 결과 를 Fig. 5에 나타내었다. 그림에서 확인할 수 있듯이, 미 세하게 분산된 석출물이 관찰되며 TEM의 회절패턴[Fig. 5(b)] 분석결과, 미세석출물은 70 nm 이하의 크기를 갖 는 TiN(Cubic, a = 4.231 nm)22)임을 알 수 있다. 즉, 미세 TiN의 석출에 기인한 입계 pinning 효과15,16,23,24)로 인해 대입열 용접 시에도 결정립 성장을 효과적으로 제어할 수 있었던 것으로 판단할 수 있다.
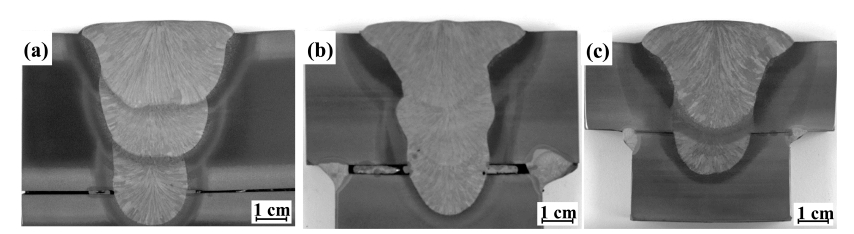
Fig. 3
Macrostructures of weld cross sections after SAW with a heat input of 200 kJ/cm: (a) Steel A, (b) and (c) Steel B.1)
3.2 석출물 성분분석 및 B 영향
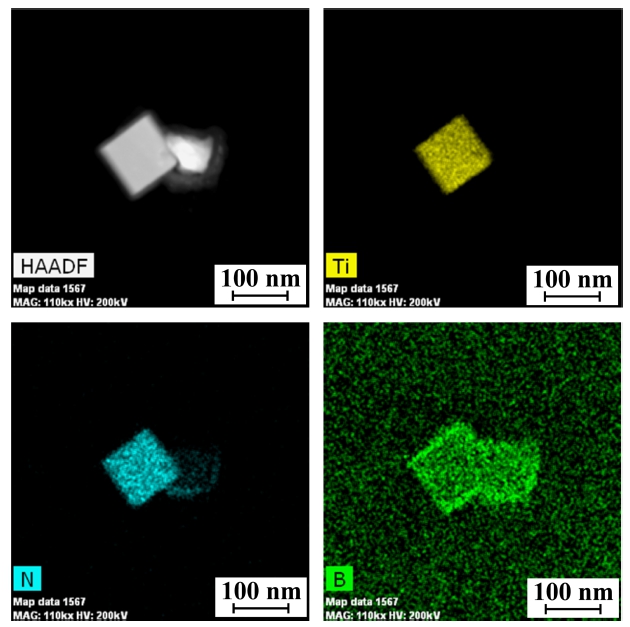
FL 인근 영역의 경우 1,400 °C 정도의 고온에 노출될 수 있고, 특히 대입열 용접의 경우, WM 및 WM 인근 영역은 고온에 노출되는 시간이 길기 때문에 CGHAZ 내 존재하는 TiN의 경우 고온에 용해되는 정도가 높을 것25) 으로 예상됨에 따라 상당부분 입계 pinning 효과가 제 한될 것으로 판단된다. 그럼에도 불구하고 CGHAZ 내 결정립 성장이 효과적으로 제어된 것과 관련하여, 결정 립 미세화에 영향을 미치는 부가적인 요인이 존재했을 것 으로 추측된다. 본 연구에서는 용접재료 내 소량 첨가 된 B이 CGHAZ로 확산하여 TiN과 함께 입계 pinning 에 복합적 영향을 미쳤을 것으로 예상하였고, 추가적으 로 실시한 EDS mapping 분석결과(Fig. 6), Ti 및 N이 검출된 석출물의 계면에 성분이 존재함을 확인하였다. 이 는 모재에 포함되었던 성분이 아닌, 용접재료에 첨가된 성분으로, 대입열 용접 시, B이 모재의 CGHAZ로 충분 히 확산 가능했음을 시사한다.
하지만, 고분해능의 TEM 분석은, 분석범위가 극히 국 부적인 영역으로 한정되어 미세조직 내 상의 일반적 분 포를 설명하기 어렵다는 단점이 있어, B의 존재 및 분 포에 대한 정보를 일반화시켜 논의하기 힘들다. 따라서, HAZ 내 상대적으로 넓은 영역을 대상으로 B의 존재 및 분포에 대한 분석을 위해 SIMS 분석을 추가로 진행하 여 그 결과를 Fig. 7에 나타내었다. 이차이온 질량을 측 정하는 SIMS 분석에서 TiN map의 경우 Ti과 N 이온 질량이 각각 48과 14로, 전체 62의 질량으로 검출된 성 분을 TiN이라 판단하는 방식으로 측정 하였다. EDS 분 석과 마찬가지로 TiN 및 B은 유사한 위치에서 검출되 었으며 1,400 °C 정도의 고온에서 열적 안정성이 다소 낮 을 것으로 예상되는 TiN 대비 B의 검출량이 높게 측정 되었다. 특히, B의 검출량이 높게 측정된 영역의 경우, 1,400 °C 인근 고온에서도 일부 잔존하여 검출이 되었다 고 판단되는 TiN의 검출량이 높은 영역과 동일한 위치 였음을 확인할 수 있었다.
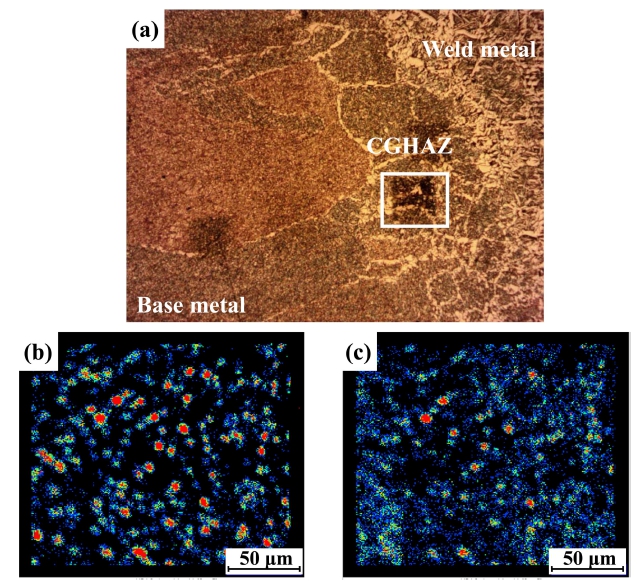
Fig. 7
SIMS analysis for CGHAZ of Steel B: (a) image with the region of interest indicated by the white box, (b) B map, (c) TiN map.
본 연구에 활용된 TEM, EDS 및 SIMS 분석만을 바 탕으로 CGHAZ 내 B의 정확한 존재 형태에 대한 명확 한 검증은 힘드나, Ti, N 및 TiN의 인근 영역에서 B이 검출된 내용을 바탕으로, 용접재료 내 포함되어있던 B 이 높은 입열량에 따른 고온 유지 시간 증가에 의해 CGHAZ로 일부 확산할 수 있는 구동력이 존재하였을 것 으로 판단할 수 있다. 또한, 모재 내 존재하던 TiN은 일 부 분해되어 확산해 온 B과 함께 BN 형태의 석출물을 형성하고 용융분해되지 않은 잔존 TiN 계면으로 몰려, TiN의 열적 안정성을 높이는 방식으로 입계 pinning 효 과를 향상시켰을 것으로 추측된다. 하지만 대입열 용접 시 CGHAZ 내 B의 정확한 존재 형태 규명 및 생성 메 커니즘 연구에 대해서는 추가적인 연구가 필요할 것으 로 사료된다.
3.3 미세조직 분석 및 기계적 물성 평가
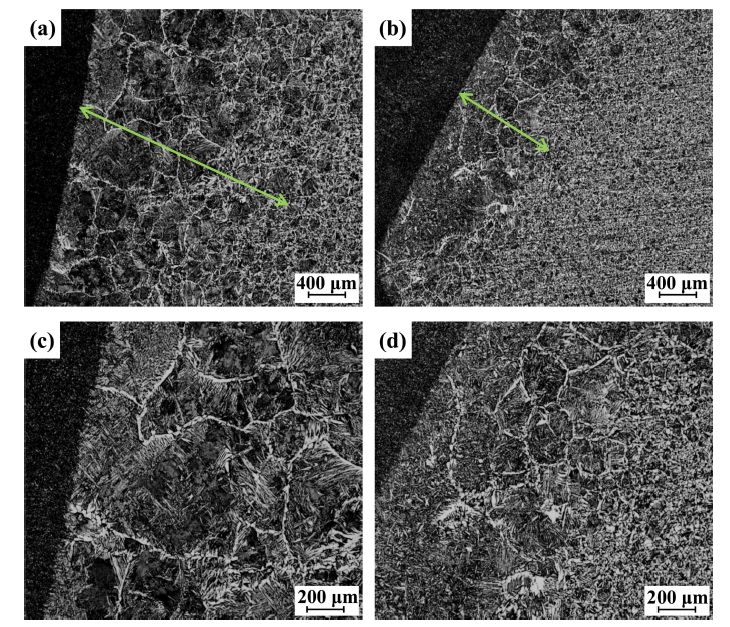
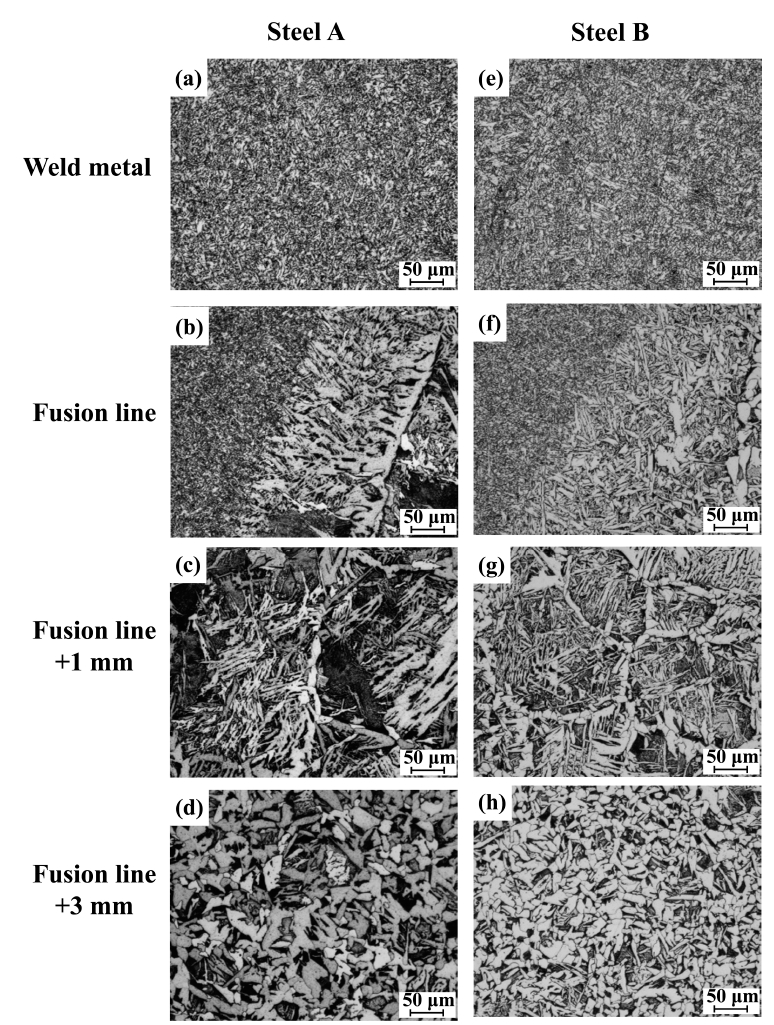
Fig. 8은 두 시험편을 대상으로의 WM 및 FL로부터 1 mm, 3 mm 거리에서의 미세조직을 OM으로 관찰한 결 과를 보여준다. 두 시험편에 적용된 용접재료는 동일하 므로, WM의 경우 fine acicular ferrite 조직으로, 동일하 게 구성되어 있었다. CGHAZ의 결정립 크기는 Steel B 가 Steel A 대비 미세하였고, Steel A를 구성하고 있는 미세조직은 grain boundary ferrite와 ferrite side plate, upper bainite으로 구성되어 있는데 반해, Steel B는 grain boundary ferrite와 ferrite side plate, intergranular ferrite 로 구성되어 있었다. 일반적으로, bainite 조직은 ferrite 조직 대비 전위밀도 및 내부응력이 높은 수준으로, 균 열전파속도가 빠르며, WM 및 HAZ의 기계적 특성을 저 해27)하는 것으로 알려진 반면, intergranular ferrite 조직 은 상대적으로 양호한 충격인성치를 보증하는 것으로 알 려져 있다.28)
뿐만 아니라, bainite 조직의 경우, ferrite 조직에 비해 취화현상을 유발하는 내부 임계수소농도가 낮은 수준으 로, 용접 시 수분 흡습에 따른 저온균열 민감도가 높은 것으로 평가된다.29) 또한, 선행연구에서, intergranular ferrite의 분율이 높을수록 취화현상을 유발하는 내부 임 계수소농도가 증가되어 일정량의 수소유입에도 불구하 고, 파단 시 연성파면을 형성한다고 보고된 바 있다.28) 특히, 용접 후 저온균열을 유발하는 내부 확산성수소를 제거하는 후열처리공정을 실시함에도 불구하고 bainite 경 우, ferrite 조직 대비 수소확산속도가 느리며,29) 가역수 소의 트랩 site로 분류되는 ferrite/cementite 계면30-34)의 분율이 높아 표면부식반응에 기인한 수소취성에 취약하 게 나타난다.
두 시험편 WM/HAZ 내 형성된 미세조직을 바탕으로 기계적 물성을 평가하기 위해 인장시험 및 충격인성평 가를 실시하였다. Fig. 9는 용접 후 두 시험편 각각의 인장실험 후 파단 된 시험편의 사진을 보여준다. Steel A 및 B의 파단 발생부는 각각 시편의 가장 취약부로 판 단되는 모재의 CGHAZ 부근에서 발생되었다. Table 2 는 Steel A와 B의 인장실험 후 측정된 물성치를 나타 내며, Steel B의 경우 측정된 항복강도(yield strength, YS) 및 인장강도(tensile strength, TS)가 각각 380.56과 564.07 MPa로, Steel A의 물성치(YS: 364.95 MPa, TS: 546.76MPa) 보다 높게 측정되었다. 이는 Steel B CGHAZ 의 조직 내 석출된 TiN 및 B의 입계 pinning 효과에 따른 결정립 미세화에 기인한 결과라 판단된다.
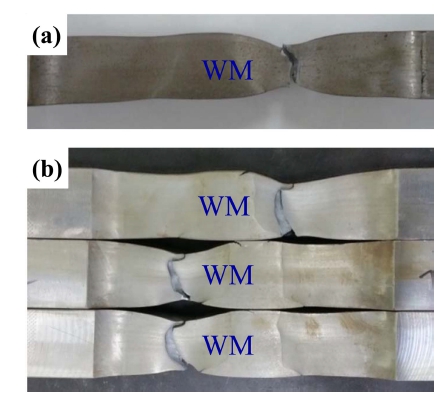

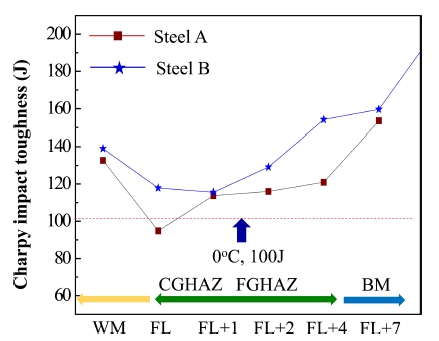
Fig. 10은 용접 후 두 시험편을 대상으로 WM 및 FL 로부터 각 거리 별 충격인성을 측정의 결과를 나타낸다. 산업체 내 건축용 강재로 적용함에 있어 WM 및 HAZ 에 요구되는 충격인성 값은 0 °C에서 100 J 이상임을 감 안할 때, Steel B의 경우, WM로부터 BM에 이르기까지 전 영역의 충격인성 값은 요구조건을 만족한데 반에, Steel A의 경우, 주된 취약부위로 파단이 발생된 CGHAZ 에서 측정된 충격인성 값은 대략 90 J로, 요구하는 인성 값에 미치지 못하였음을 알 수 있다. Steel A 대비 Steel B CGHAZ의 결정립이 미세하며, Steel A 내 존재하는 upper bainite 대신, Steel B 내에는 intergranular ferrite 조직이 형성된 데에 따른 결과로 판단된다.
4. 결 론
건축물이 대형화 및 초고층화됨에 따라 건축용 강재의 높은 용접생산성을 확보하기 위해, 후물 강재를 대상으 로 한 대입열 용접의 수요가 증가하고 있다. 하지만, 통 상 입열 대비 대입열의 용접은 고온 유지 시간이 길며 WM/HAZ의 기계적 물성치가 크게 감소된다. 따라서, 본 연구는 대입열 용접 시, 높은 입열량에 의해 야기되는 결정립 조대화를 억제하기 위해, 대입열 용접용 강재 내 석출된 TiN 및 WM 내 첨가된 B이 CGHAZ 내 입계 pinning 효과에 미치는 영향을 분석하였다. 주요 실험결 과는 다음과 같이 요약할 수 있다.
1) 미세조직 관찰 결과, 일반 강재(steel A) 대비 대입 열 용접용 강재(steel B)의 CGHAZ가 좁고 결정립이 미 세함을 확인하였다. TEM 분석 결과, 미세조직 내 70 nm 이하의 TiN 석출물이 분포되어 있음을 확인되었다.
2) EDS 및 SIMS 분석결과, B이 용접재료로부터 HAZ 쪽으로 확산하여 Ti 및 N이 석출된 계면부에 존재함을 확인하였다. 따라서, B은 분해된 TiN 쪽으로 몰려 BN 을 형성함과 동시에 잔존 TiN의 열적 안정성을 향상시 킨다 추측되었다. 하지만, B의 정확한 분포 형태 및 생 성 메커니즘의 추가 연구가 필요할 것이라 사료된다.
3) Steel A 및 steel B의 WM, FL, FL 인근 영역의 미세조직 관찰결과, steel A는 B 대비 상대적으로 PAGS 가 크며, Steel B 내 형성된 intergranular ferrite와 달리 미세조직 내 upper bainite를 형성하였다. 인장시험결과, Steel B의 항복 및 인장강도가 높게 측정되었고 충격인 성평가 결과, Steel B는 WM, FL 및 FL 인근 전 영역 의 인성 값이 요구치를 만족한 반면 Steel A는 FL 인 근 CGHAZ에서 요구되는 인성 값을 만족하지 못했다.
