

1. 서 론
2. 실험 방법
2.1. LT-FH 강재에 대한 용접
2.2. 선급 규격 굽힘 및 충격시편 제원 검토
2.3. 선급 입회용 굽힘 및 충격시험 준비
3. 결 과
3.1. 굽힘 및 충격시험용 시편 전경
3.2. 굽힘시편 가공 시 용접 비드 상부 단차 검토
3.3. 굽힘시험시 맞춤형 지그 설비의 사전 제작
3.4. 굽힘 및 충격시험 수행
4. 고 찰
4.1. PWHT 온도변화에 따른 강재의 미세조직 변화
4.2. 굽힘시험 후 굽힘강도, 응력-변위 검토
4.3. 용착금속 및 HAZ 관련 충격인성 결과치(FCAW ↔ SAW)
4.4. 용착금속 및 HAZ 관련 개별 충격결과치 비교(FCAW ↔ SAW)
4.5. 용착금속 및 HAZ 관련 미세조직 분석
4.6. 충격시편의 파단조직 및 연성파괴 분석
5. 결 론
1. 서 론
국내・외 선박 시장에서 친환경 정책에 부응하고 미세먼지 저감 등 국내 해양환경 오염 감소를 위해 액화석유가스(liquefied petroleum gas, LPG) 가스추진 선박이 속도를 내고 있다. 이유인즉, LPG 가스추진선이 수소나 전기 등 타 친환경 에너지 대비 실용성이 높고 인프라도 갖추고 있어 단기간 내 상용화할 수 있는 장점 때문이다.
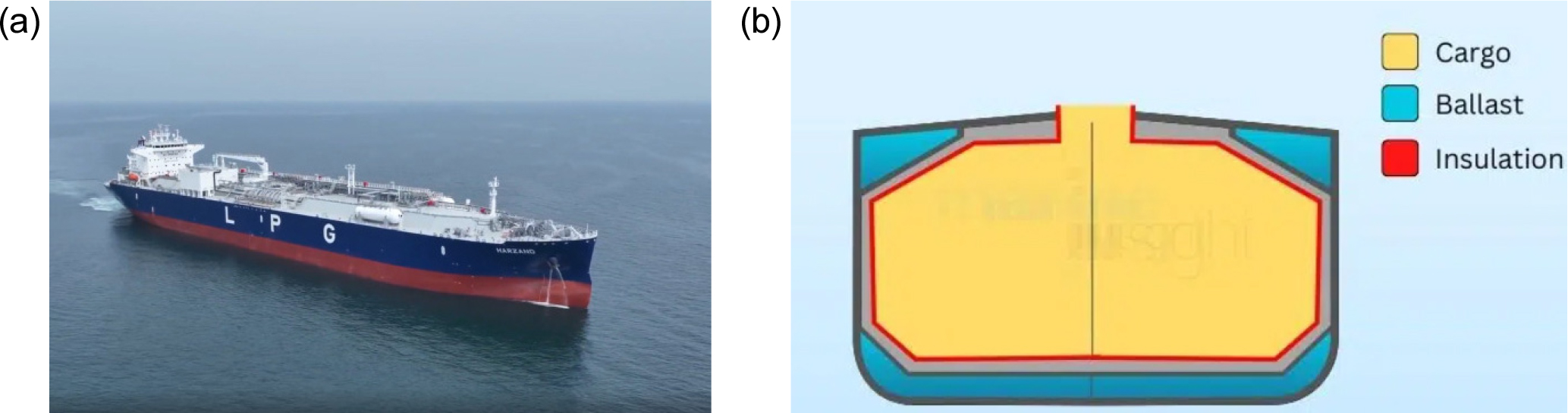
Fig. 1(a)는 LPG 선박의 주행 전경을 보여주고 있고, Fig. 1(b)의 경우 LPG 선박 내부에 설치되어 있는 가스 저장 탱크(cargo tank)의 개요도를 보여주고 있다. 특히 기존 선박유 대비 CO2 및 질소산화물 배출량이 적고, 황산화물, 미세먼지를 거의 배출하지 않아 국제적인 선박 배출가스 규제에 가장 적합한 연료로 평가받고 있다. 이와 같이 친환경 선박(eco-environmental vessel)에 대한 환경 규제 강화 추세 속에서 LPG 등 친환경 가스선박의 환경성과 경제성이 부각되면서 최근 들어 LPG 연료를 사용하는 선박에 대한 수요가 높아지고 있는 실정이다.
국제해사기구(International Maritime Organization, IMO)에서는 LPG선의 화물탱크에 사용되는 탄소망간강(여기서는 LT-FH를 의미함)의 용접부에 대해 설계온도와 모재두께에 따라서 -20 °C~-60 °C 사이의 온도에서 충격인성시험을 요구하고 있기 때문에, LPG 탱크 용접부의 저온 충격인성 확보는 용접 시공자의 주요 관심사가 되고 있다.1) 특히 DNV 선급 등이 LPG선의 탱크 용접부위에 대한 충격시험 온도를 -60 °C로 설정하였기에 제반 준비작업에 만전을 기하고자 하였다. -60 °C 시험온도는 상당 부분 저온에 해당하는 온도로서, 주어진 용접작업 조건(전류, 전압, 용접속도 등)을 준수하지 않을 경우 충격시험 시 취성파괴도 일어날 수 있는 조건에 해당한다.
본 연구에서는 조선 및 해양설비에서 광범위하게 적용이 이루어지는 반자동 아크 용접(flux cored arc welding, FCAW) 및 자동 아크 용접(submerged arc welding, SAW)를 이용하여 LPG선의 탱크 부위에 대한 용접을 수행한 후 용접부의 용착금속(weld metal) 및 열영향부(heat affected zone, HAZ)에 대해 관련된 시편을 제작하여 굽힘 및 충격시험을 하면서 굽힘강도(bend strength), 굽힘시편 절곡부 균열 유무, 충격인성 검토 및 LT-FH 강재의 미세조직(microstructure) 분석을 통한 연성파괴(ductile fracture) 여부를 검토하고자 하였다.2)
본 연구의 목적은 LPG선 탱크 용접부에 대해 FCAW 및 SAW 용접을 시행한 후 용접부에 대한 굽힘 및 충격시편(재질: LT-FH)을 제작하여 굽힘 및 충격시험을 수행하면서 여러 관점에서 개별 물성치를 비교 및 분석함에 있다.3) 선급이 요구하는 탄소망간강(LT-FH)에 대한 주요 물성치를 확보하기 위해 제반 요구사항을 준수하였으며 사전 준비작업을 하였다. 아울러 본 연구는 선급(여기서는 DNV)이 요구하는 주요 물성치를 확보한 후 용접 사양 절차서(welding procedure specification, WPS)를 기반으로 한 용접작업의 신뢰성(reliability)을 통하여 LPG선의 cargo tank 용접부에 대한 관련 작업을 보다 효율적으로 수행하는 데에 있다.
특기사항으로는 WPS에 준해서 용접작업 조건(전류, 전압, 용접속도)을 충족하지 못할 경우 LPG선의 탱크 용접부에 대한 굽힘시험 시 굽힘시편 절곡부(face/root)에서 미소 균열(micro-crack)이 발생하고, 저온 충격시험 시 용착금속 및 HAZ에 대한 충격치(J)가 작게 나오면서 30 J을 충족하지 못하는 사례가 본 연구 이전에 종종 발생한 적이 있었다. 이러한 측면에서 본 실험 결과 및 고찰을 통해서, LPG 가스추진선의 탱크 용접부에 대한 FCAW 반자동 용접 및 SAW 자동용접 시 사전 용접작업 조건의 중요성을 용접부에 대한 “물성시편 제작을 통한 굽힘 및 충격시험”을 통해 부각시키고자 하였다.
2. 실험 방법
2.1. LT-FH 강재에 대한 용접
우선 조선 및 해양설비에서 광범위하게 적용이 이루어지는 FCAW를 이용하여 용접작업을 수행하였으며, 재질은 LT-FH (선급 규격)의 탄소망간강을 사용하였다. LT-FH는 탄소함량이 약 0.06 % 수준인 탄소망간강으로서 탄소비율이 작기 때문에 재료에 용접성이 탁월하고, 우수한 강도와 경도를 부여하며, 내구성과 내마모성이 동시에 요구되는 LPG 가스추진선의 탱크용 소재로 적합하였다. LT-FH에서 LT는 저온용 강재(low temperature steel, LT)를 의미하는 등급에 해당되며, 통상 조선소에서 사용되는 LT-60은 -60 °C와 같은 특정온도에서의 충격시험 물성을 나타내는데 사용된다.
통상 LT-FH 강재는 니켈(nickel)과 같은 고가의 합금 원소 없이 탄소강에 미량의 합금원소를 추가하여 저온 충격인성을 높인 탄소망간강에 해당한다. 또한 상기 LT-FH 소재는 용접성이 우수하고 대량생산에도 효율적이며, 약 600 MPa 이상의 인장강도, 약 300 MPa 이상의 항복강도 및 대략 20 % 정도에 해당하는 연신율을 보여주는 탄소망간강 재질에 해당한다. 주어진 해당 강재의 화학성분 및 기계적 성질을 Table 1과 Table 2에 명시하였다.
Table 1.
The chemical composition of the applied LT-FH.
| Elements | C | Mn | Si | S | P | Ni | Mo | Cu | Nb |
| Contents (%) | 0.061 | 1.36 | 0.20 | 0.005 | 0.012 | 0.37 | 0.02 | 0.20 | 0.010 |
Table 2.
The mechanical properties in the given LT-FH steel.
| Property | Value | Material |
| Tensile Strength | 600 MPa above |
The prepared steel: LT-FH (Steel Grade: Classification Society) |
| Yield Strength | 300 MPa above | |
| Elongation | 20 % |
Table 3의 용접조건에서 보는 바와 같이 LT-FH 강재에 대해 FCAW 용접을 수행 시 전류(I)는 210~260 A, 전압(V)은 25~30 V, 용접속도(travel speed)는 15~16.5 cm/min의 WPS를 준수하였다. 플럭스 코어드 와이어는 AWS E81T1-K2C를 이용하였으며 용접 시 CO2 보호가스를 적용하였다. 특기사항으로 LT-FH 강재 용접작업과 관련하여, 150~250 °C의 예열처리가 사전에 요구가 되었고, 필요시 용접부 품질 확보를 위해 후열처리(post welding heat treatment, PWHT)도 수행을 하였다. PWHT의 경우 580 °C에서 50 min 유지 후 320 °C까지 100~260 °C/min 속도로 냉각하고 그 이후는 공냉하는 열처리를 하였다. 광학현미경(optical microscope, OM)을 이용하여 미세조직의 결과치 비교를 위해 620 °C에서도 동일한 과정을 반복하여 PWHT를 수행하였다.4,5)
Table 3.
The welding condition in the given LT-FH steel.
| Assembly |
Material (mm) | Layer |
Current (A) |
Voltage (V) |
Speed (cm/min) |
Heat Input (kJ/cm) |
Welding Position | Pass No. |
|
V Butt welding |
LT-FH (18) | 1st | 210 | 25 | 15.0 | 17.8 | Flat | 5 |
| Remaining | 260 | 30 | 16.5 | 25.3 |
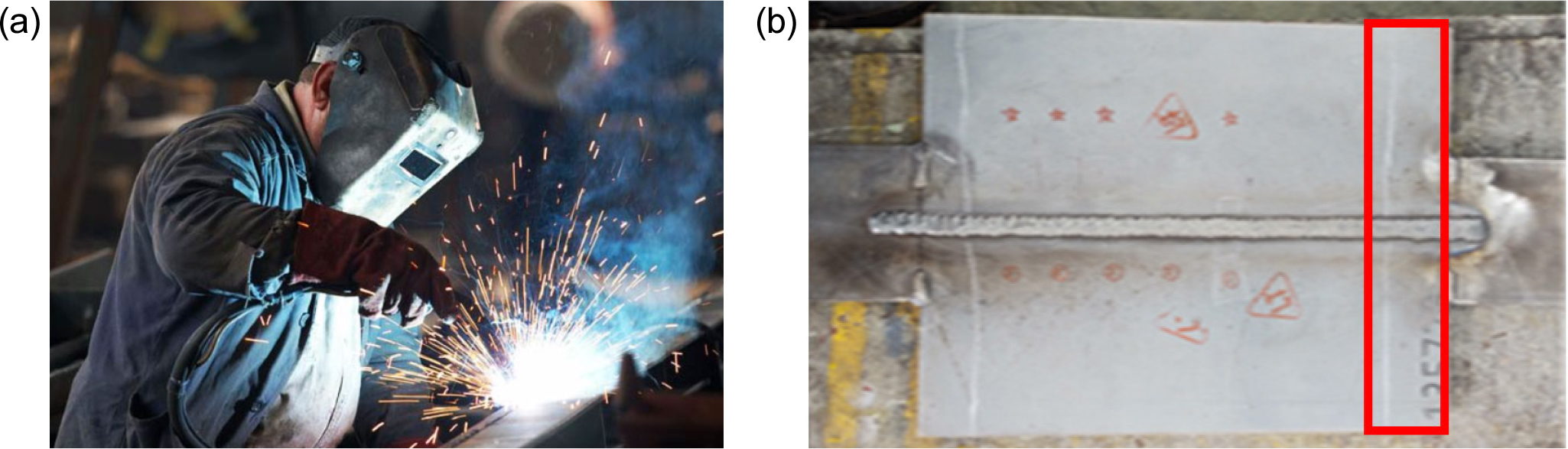
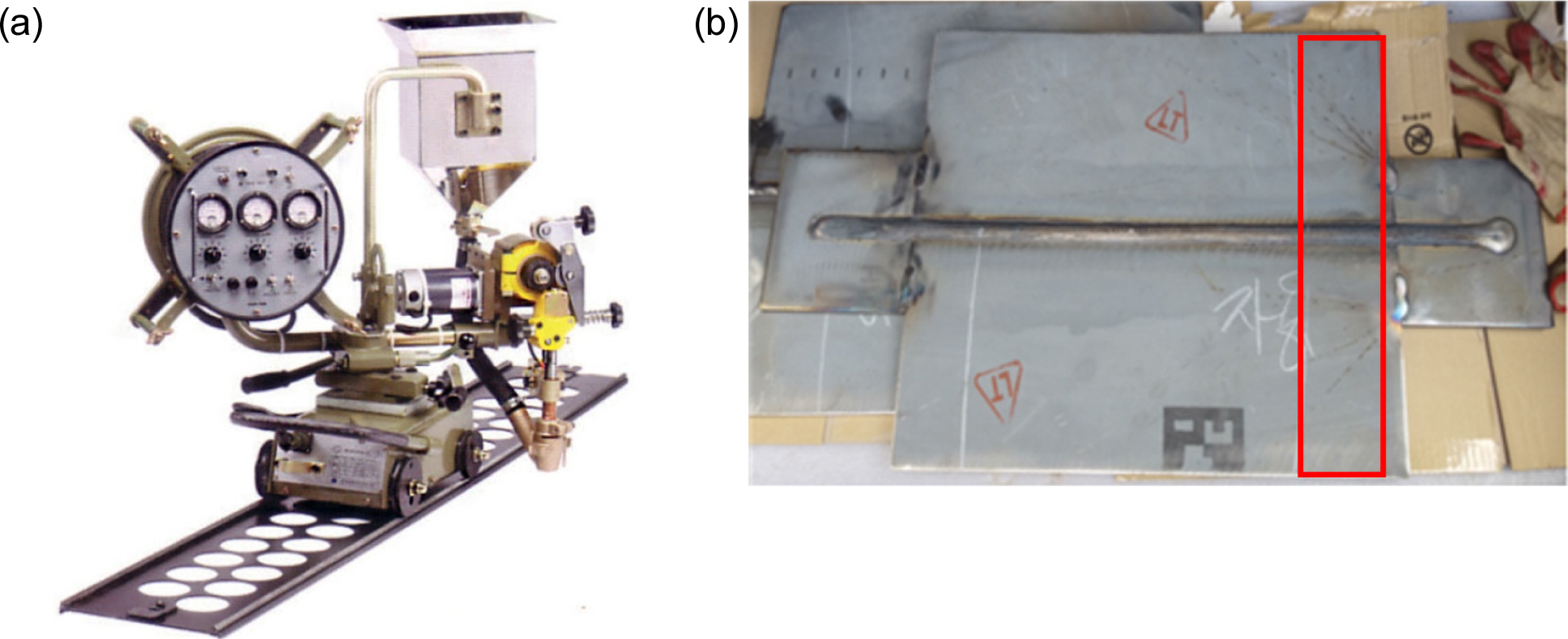
이 과정에서 굽힘 및 충격 물성의 결과치 비교를 위해 SAW 자동용접도 추가 수행하였다. SAW 용접작업을 수행 시 전류(I)는 310~350 A, 전압(V)은 31~35 V의 용접 조건으로 작업을 수행하였다. SAW 용접 시 극성은 직류 정극성(direct current electrode positive, DCEP)을 사용하였으며, 탄소망간강용 와이어는 EL-12를 이용하였고 와이어 직경(diameter)은 4.0 mm의 규격을 적용하였다. Fig. 2는 FCAW 용접전경[Fig. 2(a)] 및 용접 시편전경[Fig. 2(b)]을 보여주고 있고, Fig. 3은 SAW 장비 전경[Fig. 3(a)] 및 용접 시편전경[Fig. 3(b)]을 보여주고 있다.
여기서 400 × 500 × 18 T (mm) 크기의 주어진 LT-FH 강재의 절단 작업 시 100 mm는 용접 초기 작업 시에 내부결함이 많이 발생하므로 절단하고 나머지 부분(400 × 400 mm)을 사용하였다(Fig. 4 참조).
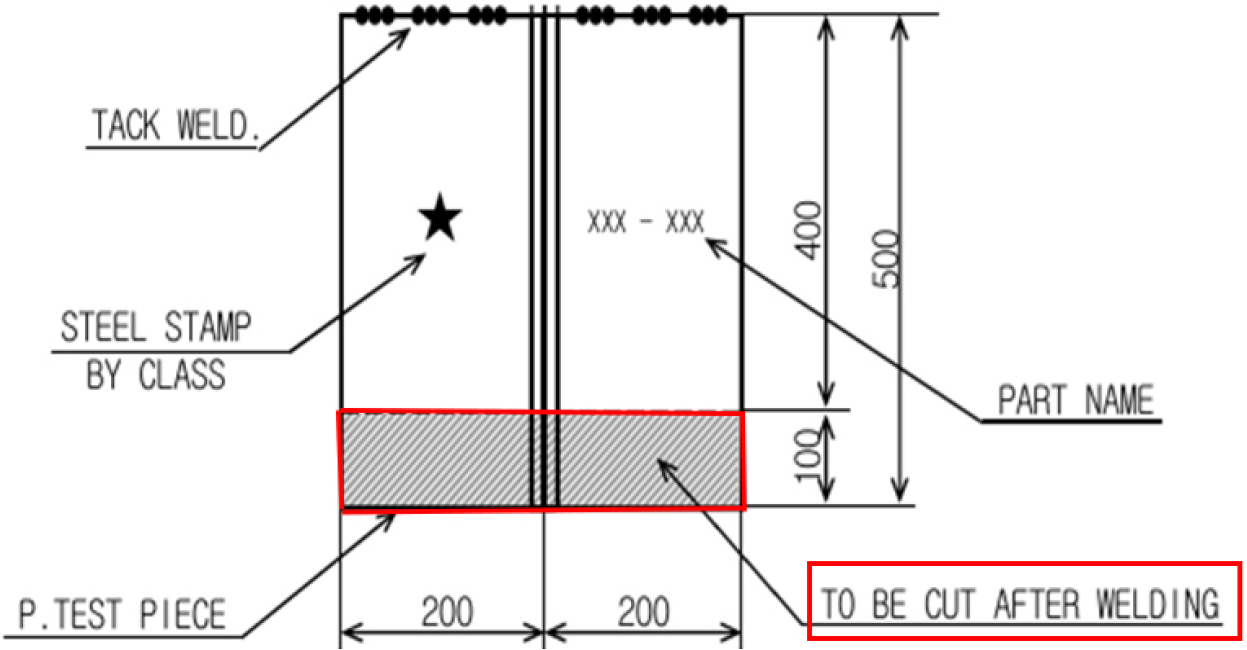
Fig. 5는 본 연구에서 적용한 LT-FH 강재에 대해 butt 용접부 V-개선 측면 형상을 보여주는 개요도이다.
LPG선 tank 용접 후 용접내부에 존재할 수 있는 용접결함을 검토하기 위해 비파괴 검사(non-destructive testing, NDT)를 시행하였고, 비파괴 검사(RT/UT) 합격 결과 성적서를 확보하였다. LPG 가스추진선의 탱크 부위에 대한 용접작업부의 경우 방사선 투과검사(RT) 및 초음파 탐상검사(UT) 결과서를 통해 내부 결함의 유무를 확인할 수 있었다.
2.2. 선급 규격 굽힘 및 충격시편 제원 검토
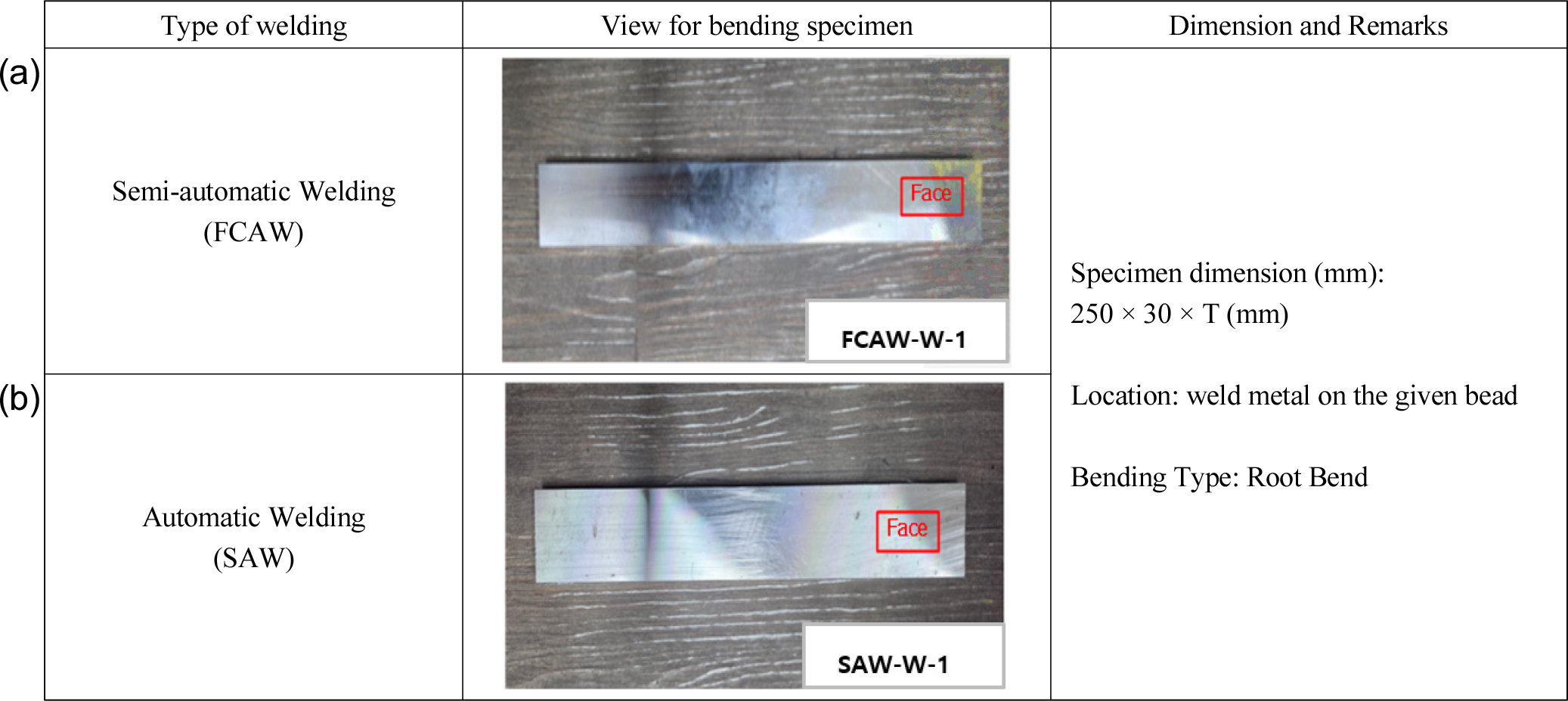
FCAW 및 SAW 용접 후에는 용착금속에 대한 굽힘시편을 제작하여 만능재료시험기(universal testing machine, UTM, 굽힘시험용 지그 설치)에 설치 후 상온에서 3점 굽힘시험(3-point bending test, root부)을 하여 비교하면서 목표로 하는 결과치를 얻고자 하였다. 본 연구에서 굽힘시험 시에는 용접비드 하단에 있는 root부에 미소 균열 등이 생기는 것을 확인하는 root bend 시험을 적용하였고, 선급의 요청에 의거하여 달리 face bend 시험을 수행하지는 않았다. 상기 Fig. 6에서 보는 바와 같이 DNV 선급이 요구하는 굽힘시험용 시편의 제원이 명시되어 있다. 본 연구에서 목표로 하는 굽힘시편의 폭은 30 mm를 요구하였으며, 두께의 경우 정밀가공 과정에서 제작되는 시편의 두께를 감안하여 별다른 허용한계(allowance limit)를 설정하지는 않았다.
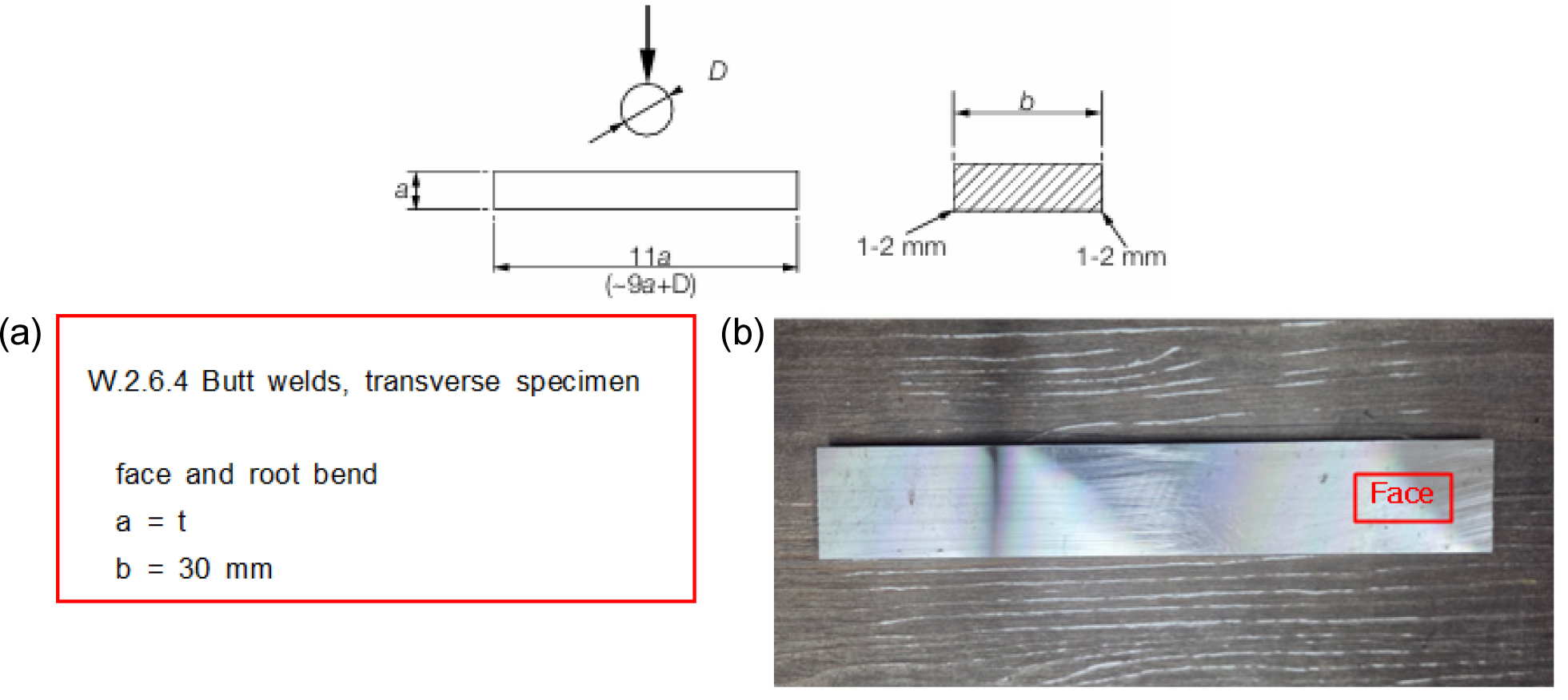
이와 같이 굽힘시편에 두께 제한을 두지 않는 이유는 용접 표면 비드상에 단차(mis-alignment)가 존재할 경우, 선반 혹은 밀링과 같은 정밀 가공장비를 이용하여 돌출부를 매끄럽게 정밀가공하는 와중에 두께(mm)에 대해 크게 제한을 두지 않는다는 것을 시사한다. 굽힘시험용 시편의 길이는 굽힘시험기의 지그 설비 제작의 다양성을 고려하여 250 mm로 사전 설정하였다. 이 과정에서 목표로 하는 굽힘시편의 제원(길이 × 폭 × 두께)은 250 × 30 × T (mm)로 설정되었다.
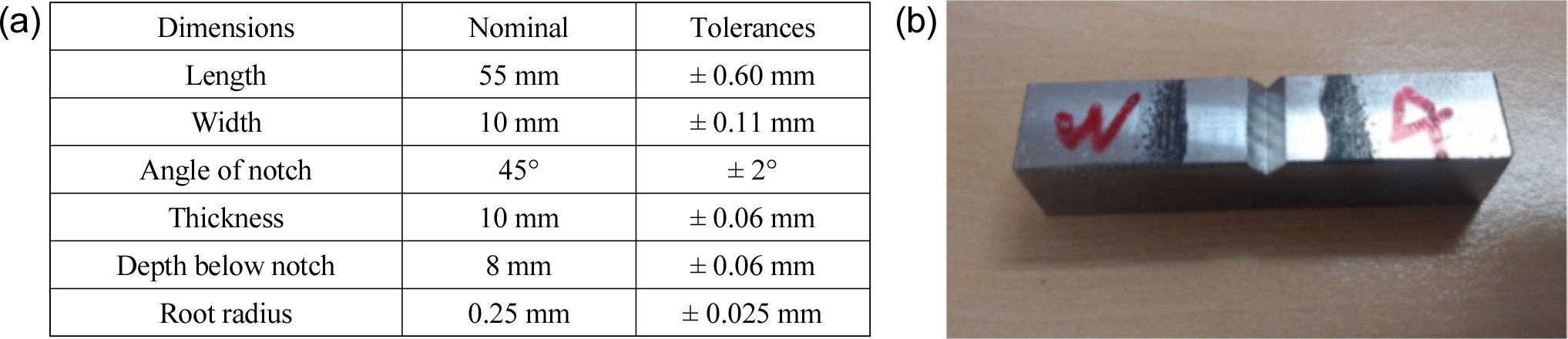
충격시편의 제원(길이 × 폭 × 두께)은 표준규격(standard dimension) 수치로서 용착금속의 경우 정밀가공을 통해 표면부로부터 1 mm 이하에서 노치가 중앙에 오도록 V-노치 홈을 시편 상부에 설정한 후 55 × 10 × 10 (mm)의 크기로 제작하였다. 동일한 방법으로, HAZ의 경우에는 55 × 10 × 7.5 mm의 제원으로 시편을 제작하였다. 용착금속 및 HAZ의 경우 길이와 폭은 동일하나, 두께에 있어 상이하므로 가공 시 각별한 주의가 요구되었다.
하기 Table 4 및 Fig. 7에 DNV가 제시한 충격시험용 시편 규격을 명시하였으며, FCAW 및 SAW 용접 후 용착금속 및 HAZ에 대해 개별로 규격 허용한계(allowance limit) 내에서 충격용 시편을 제작하는 것이 요구되었다. 용착금속과 비교 시, HAZ의 경우 시편 두께는 subsize (7.5 mm)로 제작이 요구되었다. 정밀가공 설비를 이용하여(선반, 밀링 등) 시편을 제작하는 과정에서 매끄러운 상태, 표면거칠기(조도) 등 우수한 품질상태로 제작할 수 있도록 관리하였다.
Table 4.
An individual dimension comparison of impact specimens for weld metal and HAZ.
| No. | Type of specimen | Dimension | Remark |
| 1 | Impact specimen for weld metal | 55 × 10 × 10 (mm) |
For the case of HAZ, thickness belonging to subsize |
| 2 | Impact specimen for HAZ | 55 × 10 × 7.5 (mm) |
2.3. 선급 입회용 굽힘 및 충격시험 준비
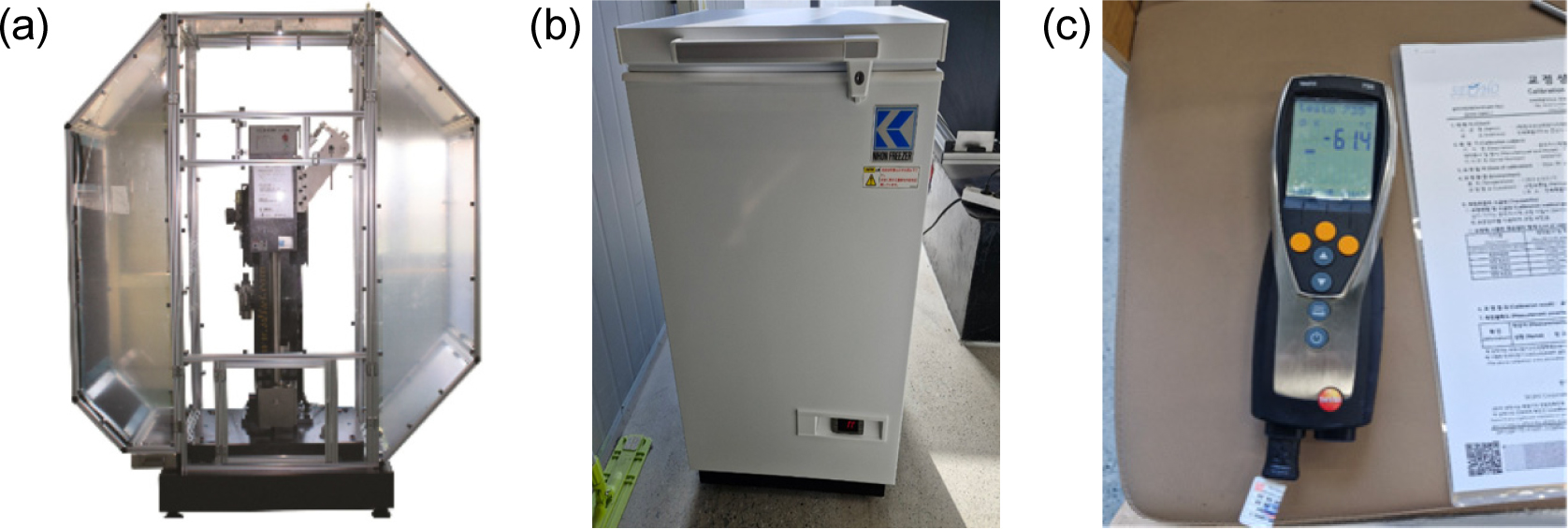
Fig. 8(a)에 굽힘시험 장비 전경이 보인다. 본 연구에서 굽힘시험에 이용되는 장비(INSTRON 5980)는 최대 하중 허용치가 25 t에 해당하며 3점 굽힘시험(3-point bending test, root부)이 가능하면서, 다양한 유형의 시험(인장, 굽힘 및 압축시험 등)을 수행하기에 적합하기에 본 굽힘시험용으로 적용하였다.
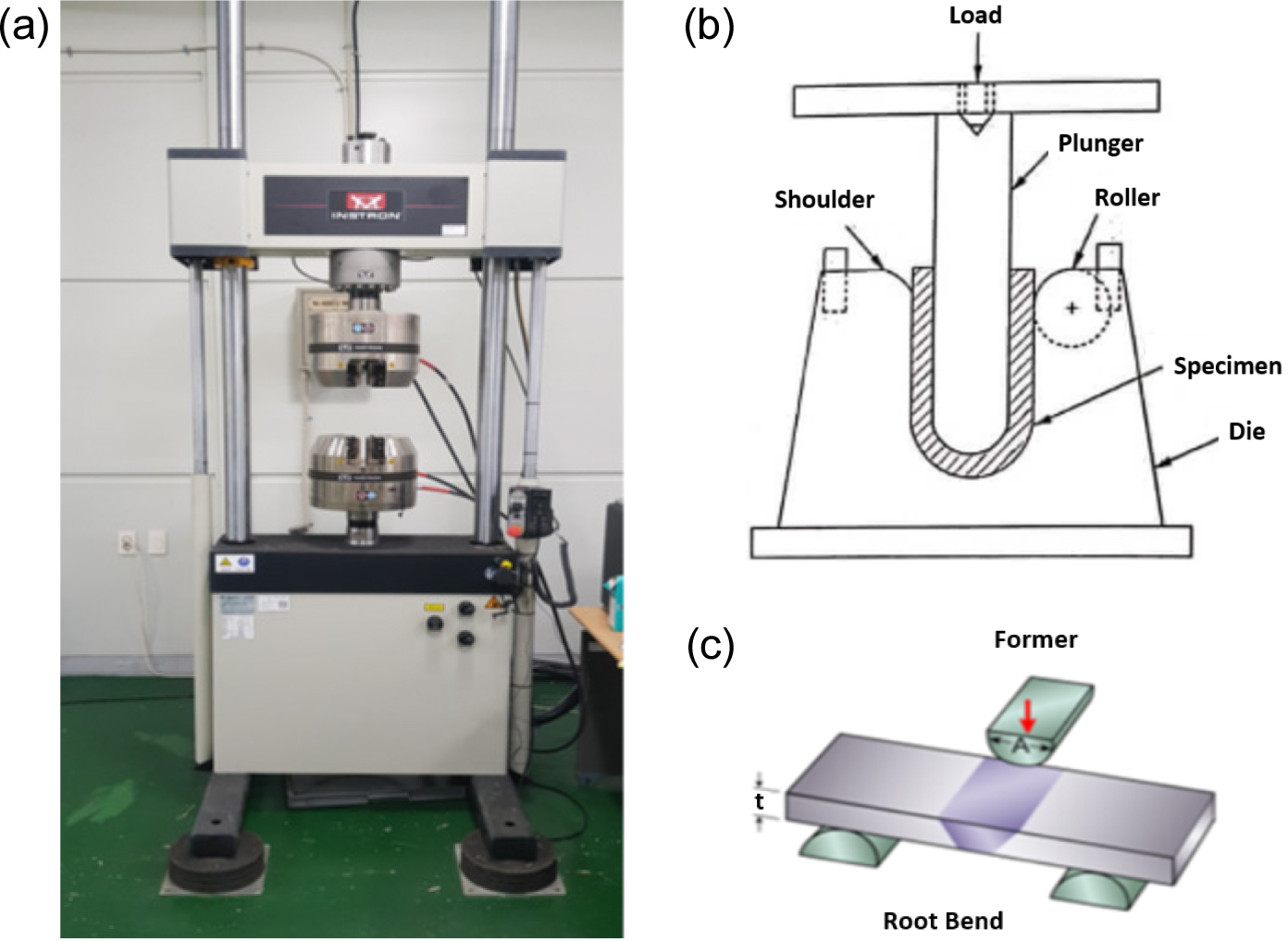
Fig. 8(b) 및 Fig. 8(c)에서 보는 바와 같이, 3점 굽힘시험 시에는 용접비드의 face부를 플런저로 눌러서 용접비드 하단에 있는 root부에 미소 균열 등이 생기는 것을 확인하는 root bend 시험을 적용하였다.
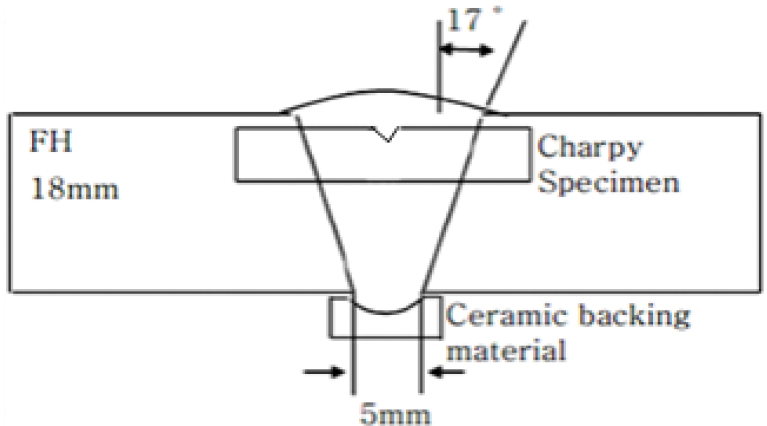
선급 입회하에 상온에서 굽힘시험을 먼저 시행하고, 이후 샤피(Charpy) 충격시험기를 통해 저온에서 충격시험을 실시하고자 하였다. 충격시험 시 특정 온도 조건에서 소재가 저온취성에 얼마만큼 저항하는가를 파악하면서 주어진 재료의 취약성을 평가하고자 하였다.6) 충격시험의 주요 목적은 주어진 재료가 갑작스럽고 강한 충격력에 얼마나 잘 견디는지를 평가하는 시험에 해당한다. 이를 통해 재료의 인성과 취성 특성을 파악하고, 조선 및 해양 관련 구조물의 안전성을 확보할 수 있다는 측면에서 중요한 의미가 있다.
용착금속 및 HAZ에 대한 충격시편을 제작하여 -60 °C에서 충격시험을 실시하여 목표로 하는 충격 물성수치를 얻고자 하였다. Fig. 9(a)에 충격시험용 장비에 해당하는 Charpy 충격시험기 전경이 보인다. 본 연구에서 충격시험에 이용되는 장비(PIB-750-EN)는 인성(toughness) 최대치가 750 J에 해당하며 시험 온도 범위가 70 °C에서 -140 °C 범주에 해당하기에 본 충격시험을 시행하기에 적합하였다. 충격시험 후에는 충격용 해머(hammer)가 자동으로 초기 상부 지점에 설정이 되면서 자동 설정이 가능하였다.7,8) 이 경우 충격시편 상태가 -60 °C의 항온을 유지하도록 충격시험 이전에 저온챔버를 준비하여 시편을 적정 요구 온도로 냉각(chilling)하는 과정이 수반되었다[Fig. 9(b) 참조]. 검교정된 온도계의 전경이 Fig. 9(c)에 보인다.
3. 결 과
3.1. 굽힘 및 충격시험용 시편 전경
FCAW 및 SAW를 이용하여 용접작업을 수행 후 용착금속에 대한 굽힘시편의 Face부 전경이 Fig. 10에 보여진다. 여기서 목표로 하는 굽힘시편의 제원은 250 × 30 × 10 (mm)로 설정이 되었으며, 정밀 가공용 장비를 이용하여 굽힘시편(root부)을 제작하였다.9,10)
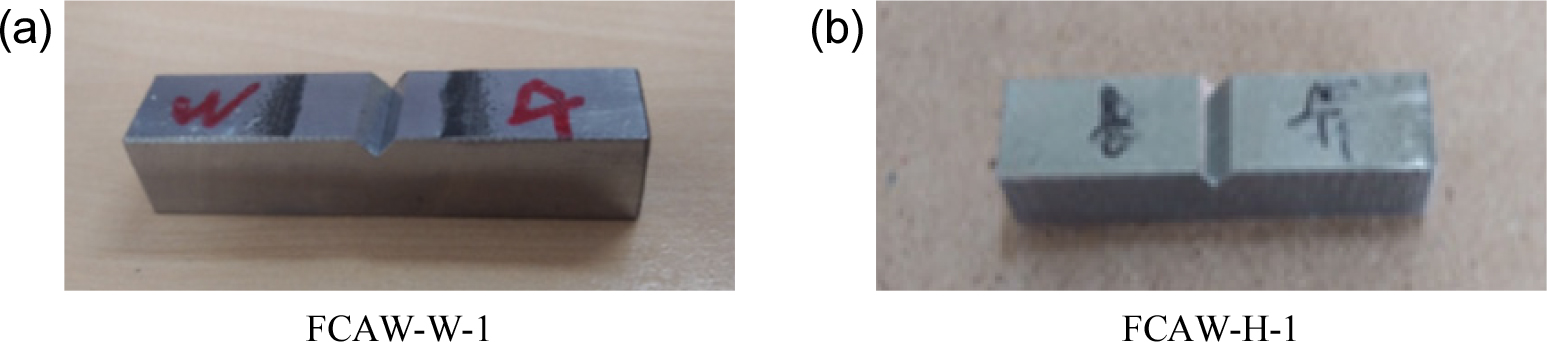
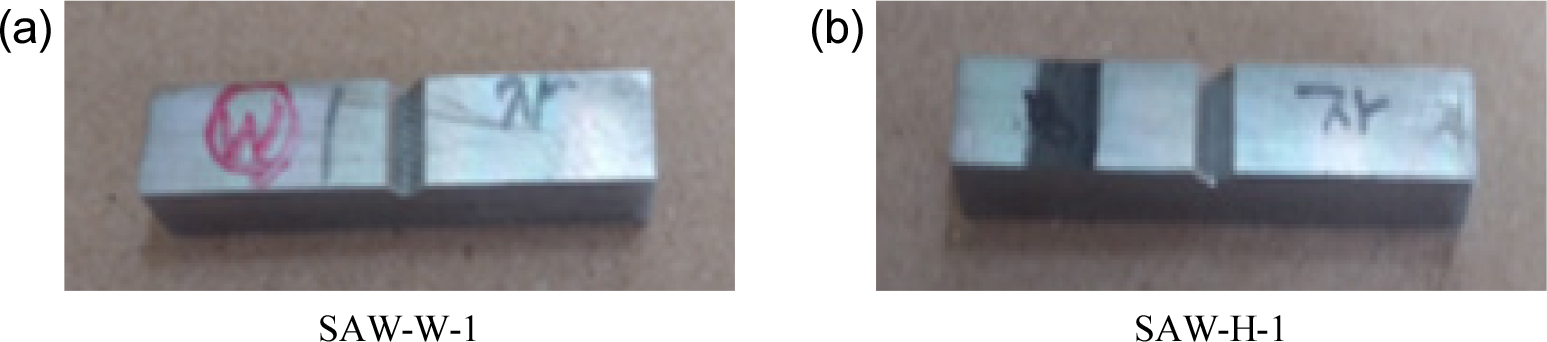
반자동 용접인 FCAW 및 자동용접인 SAW를 이용하여 용접작업을 수행 후 용착금속 및 HAZ에 대한 충격시편의 전경이 Fig. 11 및 Fig. 12에 보인다. FCAW의 시편 채취 작업과 관련하여, 용착금속의 경우 주어진 LT-FH 용접비드상에서 시편을 채취하였고, HAZ의 경우에는 용접비드로부터 10 mm 정도 떨어진 모재(base metal) 부위에서 시편을 채취하였다. 용착금속과 HAZ에 대한 시편 채취 시 번갈아가면서 순차적으로 채취작업을 하였다. 이 경우 기존 규격(용착금속 = 55 × 10 × 10 mm, HAZ = 55 × 10 × 7.5 mm)을 준수하여 충격시편을 제작하였다. SAW에 대한 시편 채취 작업의 경우에도, FCAW의 경우와 동일한 부위에서 채취한 후 시편을 제작하였다.11)
3.2. 굽힘시편 가공 시 용접 비드 상부 단차 검토
본 연구에서는 FCAW 및 SAW 용접 후 굽힘시편 제작 시 향후 굽힘시험 시 작업을 용이하게 하기 위하여 모재의 용접비드 상부에 불필요한 단차가 존재하지 않도록 각별히 유의하였다. Fig. 13(a)의 경우 불필요한 단차가 용접 비드 상부에 존재하는 것을 보여주는 전경에 해당한다. Fig. 13(b)의 경우 정밀가공 설비를 적용하여 표면가공한 굽힘시편 전경이다. 이 경우 정밀가공 설비를 이용하여(선반, 밀링 등) 굽힘시편을 제작하는 과정에서 시편의 매끄러운 상태, 표면거칠기(조도) 등의 우수한 품질상태로 굽힘시편을 제작할 수 있도록 관리하였다.12)

3.3. 굽힘시험시 맞춤형 지그 설비의 사전 제작
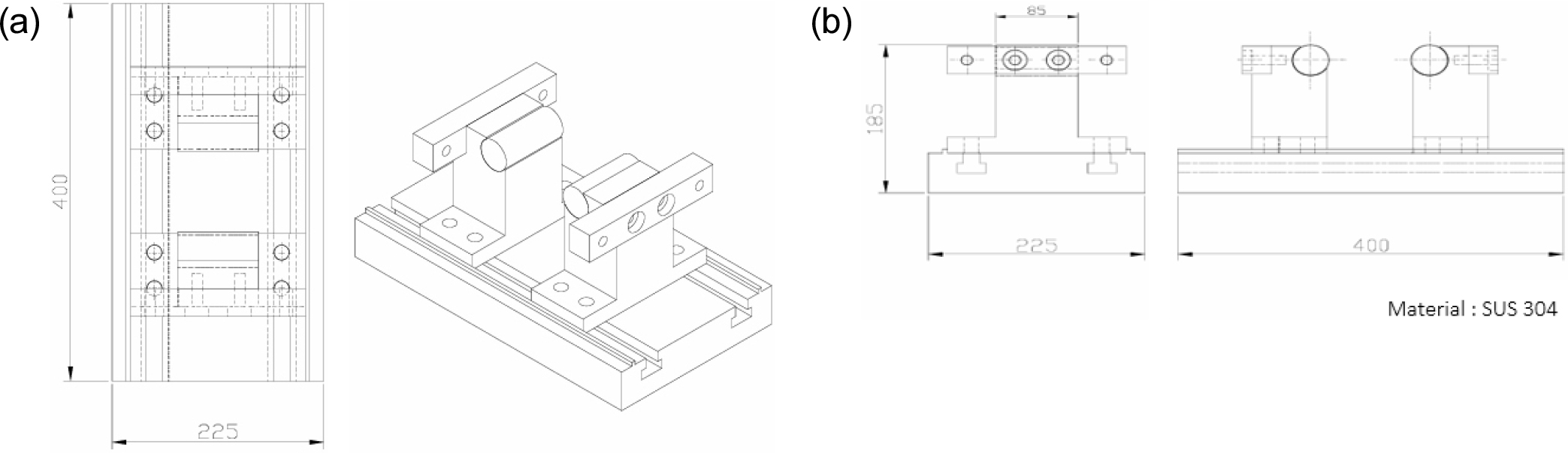
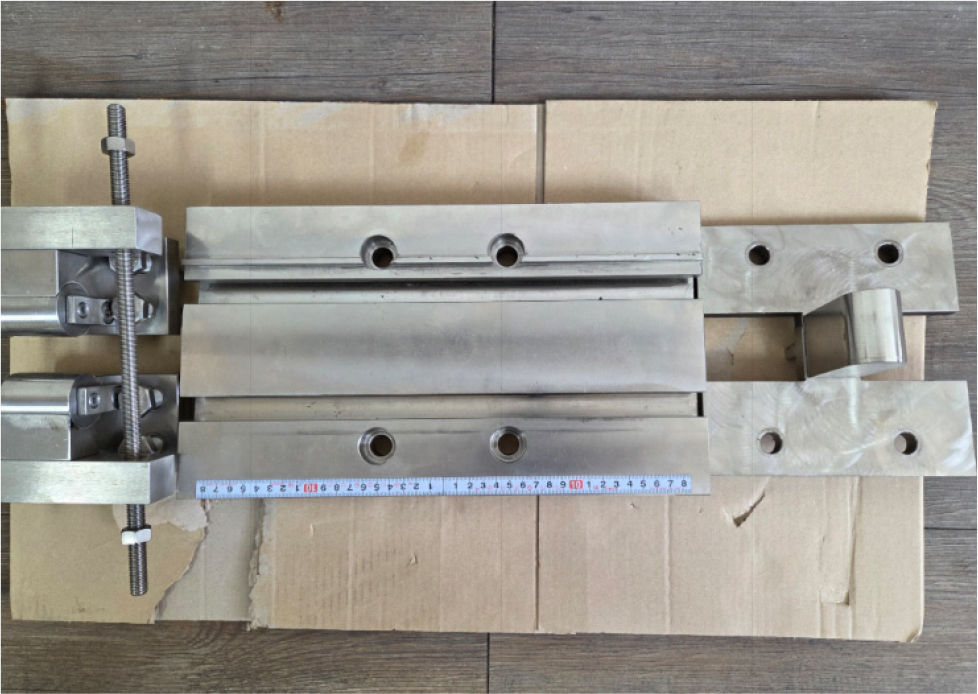
용접 후 굽힘시편 제작[제원: 250 × 30 × 10 (mm)]과 관련하여, 굽힘시험이 원활하게 진행되고 목표로 하는 굽힘 물성 결과(root부에 균열 미존재)를 확보하기 위해 지그설비(jig device) 설계 및 제작 준비를 하였다. 굽힘시편의 길이의 경우 기존 굽힘시험 규격과 비교 시 큰 수치(길이: 250 mm)에 해당되기에 외부 전문 용역기관에 의뢰하여 맞춤형 지그설비를 제작한 후 굽힘용 시험기(여기서는 만능재료시험기)에 설치하였다. 굽힘 시편을 상기 맞춤형 지그설비상에서 사전 시현하여 사전 굽힘시험(prior bending test)을 하였고, 지그설비에 대해 신뢰성을 확보하였다. Fig. 14에 용접 후 굽힘시편을 대상으로 맞춤형 지그설비의 설계도면(정면도, 평면도, 측면도)을 나타내었으며, Fig. 15에 설계도에 준해서 제작된 맞춤용 지그설비의 전경을 나타내었다.
3.4. 굽힘 및 충격시험 수행
굽힘시험의 경우 시편 양끝을 지지하고 중앙의 한 점에만 하중을 가하는 3점 굽힘시험을 수행하였다. 시편을 시험 장비의 roller 위에 놓고 가운데 부분을 플런저로 누르면서 시험을 진행하였으며, 주어진 용접비드의 root부에 대한 균열 유무를 통해 연성(ductility)을 확인하고자 하였다.
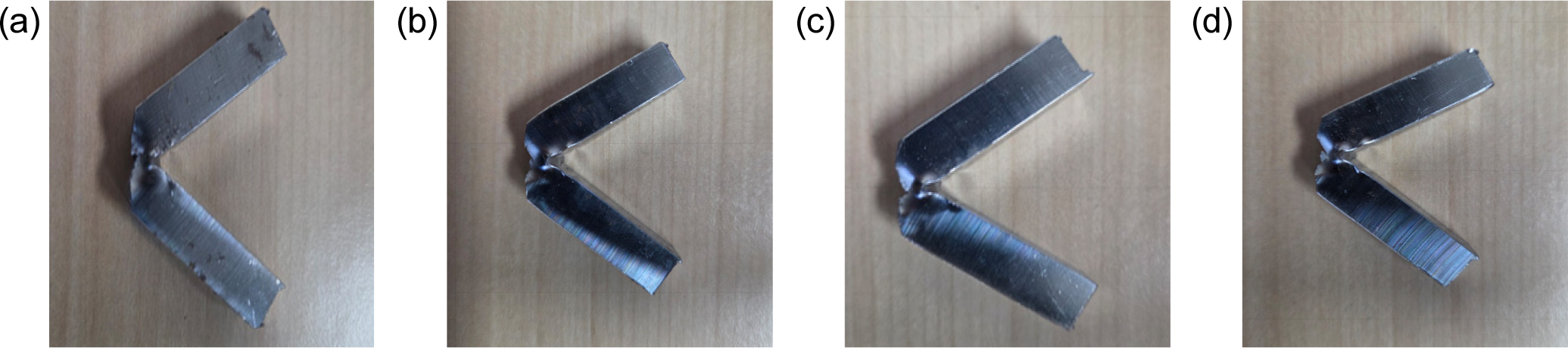
본 시험의 경우 만능재료시험기(INSTRON 5980)를 이용하여 굽힘시험을 수행하였다. 굽힘시편 제원이 250 × 30 × 10 (mm)라는 점을 감안하여 원활한 굽힘시험을 위해 맞춤형 지그설비를 적용하였다. Table 5에서 보는 바와 같이, FCAW 및 SAW 용접 후 제작한 굽힘시편(root부)에 대해 DNV 선급 입회하에 시험을 수행한 결과치를 제시하였다. Fig. 16에서 보는 바와 같이 굽힘시험의 초기(initial), 중기(intermediate) 및 말기(final) 단계에서 LT-FH용 강재의 굽힘이 원활하게 진행되고 있음을 알 수 있으며, Fig. 17에서 보는 바와 같이 굽힘시편 절곡부(root부)에서는 균열(crack)이 존재하지 않았다. 이 과정에서 굽힘시험 결과치(시편상 균열 미존재)와 연계하여 LPG선의 탱크 용접부 검사를 총괄하는 DNV 선급 감독관의 요구치를 충족하였다.
Table 5.
Bending test standard, method and results of given specimen for welding parts of LPG tank.
| No | Specimen | Test Type | Standard | Method | Result |
| 1 | FCAW-W-1 | Bending (W/D) | DNV-LPG-T | Bending Load (Root Part) | No crack found |
| 2 | SAW-W-1 | Bending (W/D) | DNV-LPG-T | Bending Load (Root Part) | No crack found |


굽힘시험 후에는 목표로 하는 충격인성 결과치를 확보하기 위해 Charpy 충격시험기를 통해 -60 °C에서 충격시험을 수행하였다. 충격시험 후에는 충격시편에 대한 체크 리스트 작성 및 분류를 하여 파단조직(fractured surface)을 관찰하기 위한 준비를 하였다. Fig. 18에서 보는 바와 같이 LT-FH 강재의 시편 파단부를 관찰하기 위해 FCAW 및 SAW 별로 분류하였다. 충격물성 확보와 연계하여 연성파괴 여부에 대해 검증을 하면서, 주사전자현미경(scanning electron microscope, SEM, Hitachi, S-2400)을 통해 탄소망간강의 미세 파단조직 관찰을 하였다(파단 충격시편상에 식별 번호 사전 표기).
4. 고 찰
4.1. PWHT 온도변화에 따른 강재의 미세조직 변화
LT-FH 강재(선급 규격)는 니켈과 같은 고가의 합금 원소 없이 탄소강에 미량의 합금원소(특히 망간 등의 합금 원소)를 첨가하여 저온(low temperature, LT) 충격인성을 높인 강재에 해당하며, 탄소망간강에 해당한다. 여기서 첨가된 망간은 강재의 내식성을 높여주고, 강도 향상에도 기여를 하기에 미세조직학적 측면에서 중요한 역할을 하는 합금 원소에 해당된다. 망간은 강의 탈산화 및 황화물의 개질에 있어서도 중요한 역할을 하며, 탄소와의 복잡한 상호작용을 가지고 있다.
하기 Fig. 19는 LT-FH 강재에 대해 580 °C에서 50 min간 가열 후 공냉하여 상온 미세조직을 광학현미경(1,000배 확대)으로 관찰한 것이다. LT-FH 강재의 경우 페라이트(ferrite)와 퍼얼라이트(pearlite)로 이루어진 미세조직을 관찰할 수가 있다. 공냉 후 상온상태에서 기지(matrix) 페라이트 결정립(백색)에 퍼얼라이트(흑색)가 공석 상태로 존재하고 있는 것을 알 수 있다. 퍼얼라이트의 경우 미세조직상으로는 검게 보이나, 페라이트(ferrite, α)와 시멘타이트(cementite, Fe3C)가 서로 번갈아 층을 이루는 공석(eutectoid) 조직에 해당된다.
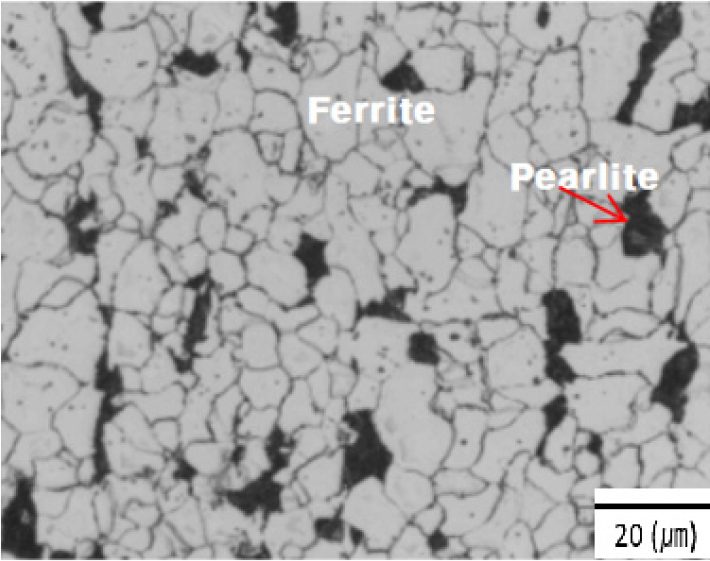
Fig. 20(a)는 LT-FH 강재에 대해 580 °C에서 50 min간 가열 후 공냉한 경우, (b)는 620 °C에서 50 min간 가열 후 공냉한 경우에 해당되며 광학현미경으로 관찰할 경우 페라이트 결정립이 다소 커진 것을 알 수 있다. 이는 열처리 온도 상승에 기인하여 조직이 연화되면서 페라이트(ferrite)의 결정립이 다소 성장한 것(적색 원형)을 알 수 있다.
FCAW 용접 후 용착금속부에 대해 품질 향상을 위해 PWHT를 수행하였다. PWHT의 경우 580 °C에서 50 min 유지 후 320 °C까지 100~260 °C/min. 속도로 냉각하고 그 이후는 공냉하는 열처리를 하였다. 620 °C에서도 동일한 과정을 반복하여 PWHT를 수행 후 미세조직을 관찰하였다. Fig. 20(c)는 580 °C를 기준으로 PWHT를 수행한 경우이고, Fig. 20(d)는 620 °C를 기점으로 PWHT를 한 경우에 해당한다.
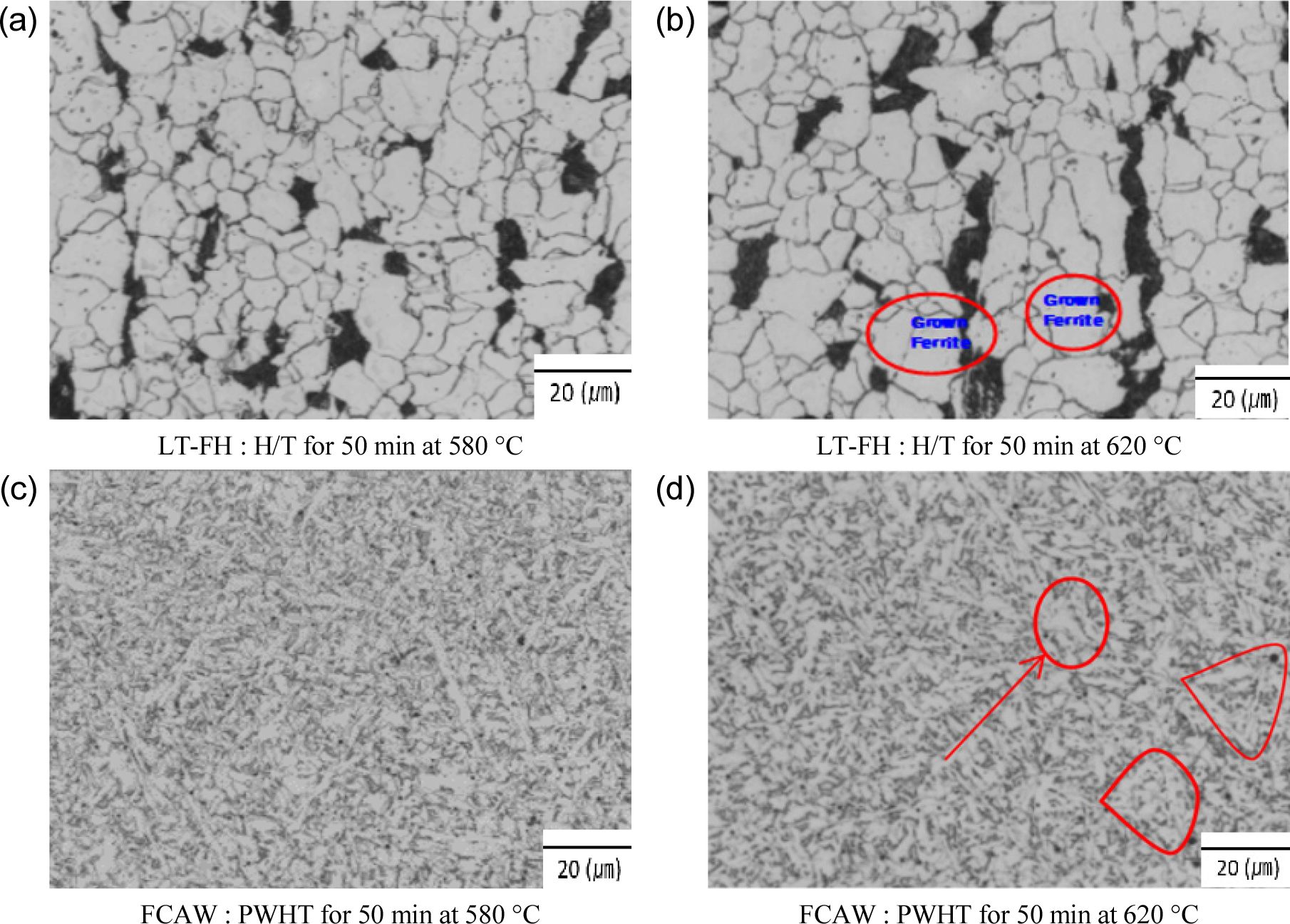
두 경우 미세조직상에서 침상 페라이트(acicular ferrite)가 기지를 구성하면서 퍼얼라이트 및 개재물들이 혼재되어 있는 복합조직을 보여주었다. 미세조직학적으로 조직을 구성하는 기지(ferrite) 및 복합 조직상들에 있어 큰 변화를 보이지 않았으나, PWHT를 수행하면서 열처리 온도를 올리게 되면 조직이 다소 연화가 되면서 연성이 증가하게 되므로 580 °C보다는 620 °C에서 페라이트의 결정립이 다소 커진 것(적색 화살표)을 알 수 있었다. 이와 같은 이유는 PWHT에 의해 페라이트의 크기가 성장하고, 전위밀도가 높은 침상 페라이트의 분율이 적어지면서 상대적으로 다각형 페라이트의 양이 많아지는데 기인한다고 판단된다.13)
4.2. 굽힘시험 후 굽힘강도, 응력-변위 검토
굽힘시험은 시편을 두 지지점 사이에 놓고 중앙에 하중(load)을 가해 굽히면서 재료의 굽힘강도 등을 측정하는 시험에 해당한다. 굽힘강도는 굽힘시험 중 외부에서 하중(load)이 가해질 때 영구적인 손상, 즉 재료가 파손되거나 영구적인 변형을 겪기 전에 견딜 수 있는 최대 굽힘응력을 의미한다.
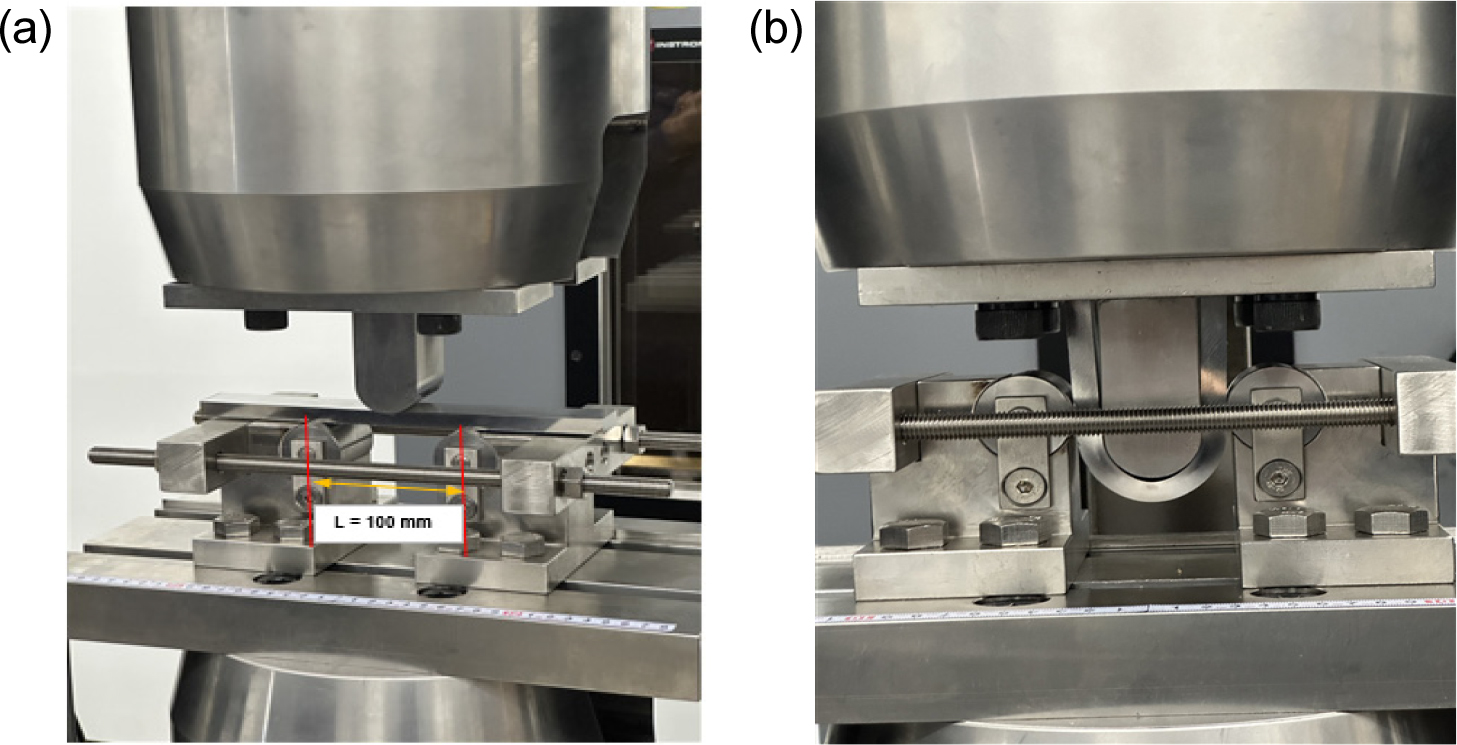
굽힘강도는 재료의 굽힘 저항(bend resistance)을 평가하는데 중요한 지표에 해당된다. 굽힘강도는 흔히 굴곡강도라고도 하며, 굽힘시험에서 재료가 영구적인 변형을 겪기 직전의 최대 굽힘응력으로 표현된다. 본 굽힘시험의 경우 주어진 굽힘시편에 대해 100 mm/min의 굽힘속도를 표준으로 하여 설정을 하였으며 주어진 속도로 시험을 진행하였다. Fig. 21(a)는 본 굽힘시편을 굽힘시험기에 장착했을 때 지지점 사이의 거리(스팬 거리: mm)를 보여주는 전경이며, Fig. 21(b)는 굽힘시편이 최종적으로 U자형(말굽형)으로 굽힘이 이루어진 전경을 보여준다.
굽힘시험 후 굽힘강도에 대한 결과치를 대상으로 분석 및 고찰을 하였다. 하기 Table 6의 경우 주어진 LT-FH 강재에 대해 FCAW 용접을 수행한 후 굽힘시험을 수행한 결과치에 해당한다. 본 시험의 경우 폭이 30 mm, 두께가 10 mm인 시편에 대해 플런저 최대 하중이 22.82 kN에 해당하였고, 최대 변위가 69.32 mm에 도달하였으며 굽힘강도는 1141.25 MPa임을 보여주고 있다(화살표로 표기함). Fig. 22는 굽힘시험 결과를 보여주는 굽힘응력-변위 곡선을 보여주고 있다.
Table 6.
Bending test standard and method of given specimen for FCAW welding performed.
| Specimen | Width (mm) | Thickness (mm) | Max. displacement (mm) | Max. Load (kN) | Bend Strength (MPa) |
| FCAW-W-1 | 30 | 10 | 69.32 | 22.82 | 1,141.25 |
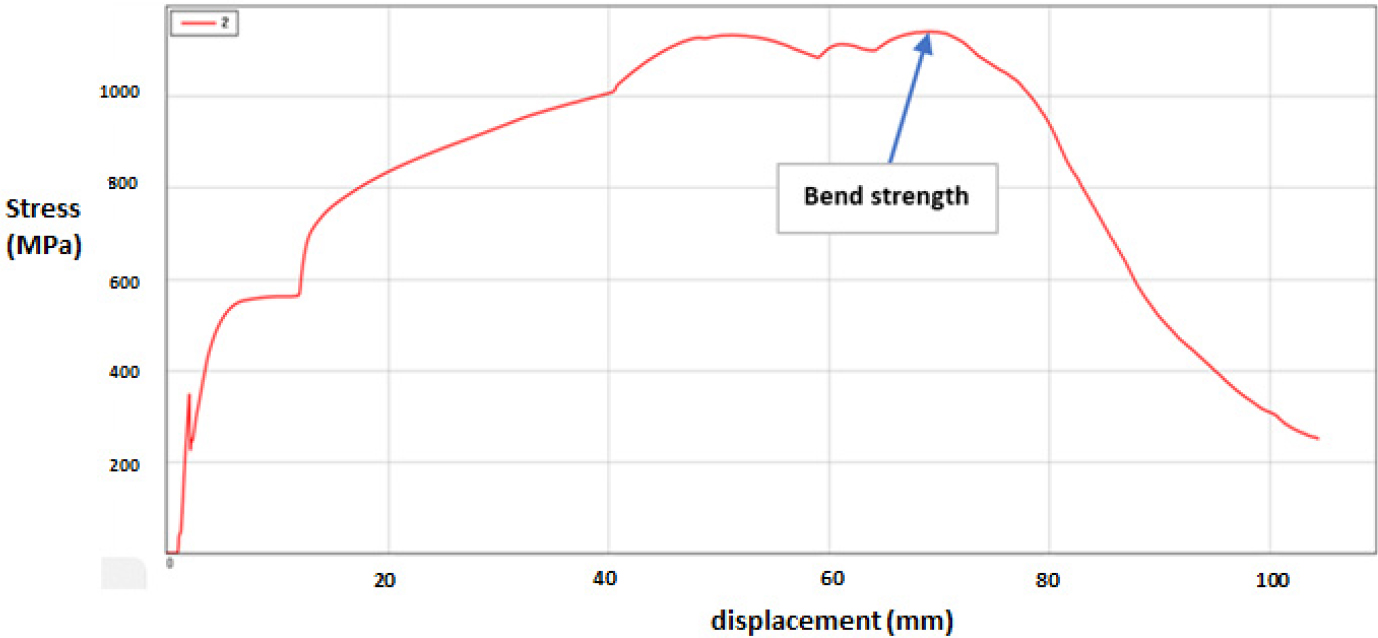
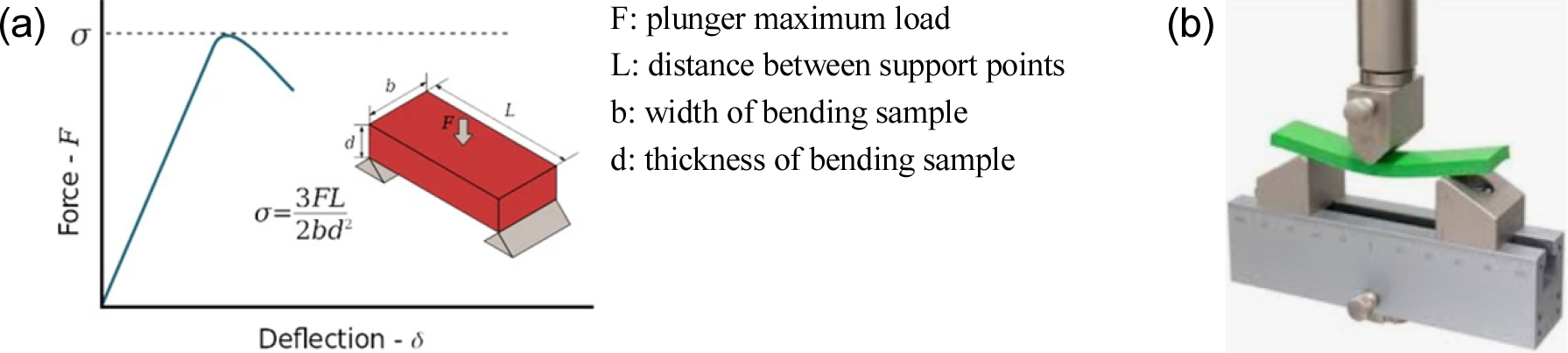
Fig. 23은 굽힘시편 제원[폭 × 두께(mm)] 및 지지대 사이의 거리(스팬 거리: mm)에 대하여 굽힘시험 중 플런저 최대하중(load)이 가해졌을 때 굽힘강도치를 예상하는 계산식이다. 실제 굽힘시험에서 최대 하중이 22.82 kN에 해당할 경우, 재료의 굽힘강도는 대략 1,141.2 MPa 결과치를 보여주었다. 여기서 지지대 사이의 거리(L = 100 mm), 폭(b = 30 mm) 및 두께(d = 10 mm)를 주어진 산출식에 대입하고, 외부 최대 하중(F)을 22.82 kN이라고 가정할 경우 산출식에 의거하여 굽힘시험을 수행하였을 경우 예상되는 굽힘강도는 대략 1,105 MPa이 예측된다.
상대적으로 SAW 용접을 수행한 후, 주어진 LT-FH 강재의 최대 하중은 23.5 kN에 해당하였으며, 재료의 굽힘강도는 1,183.5 MPa의 수치를 보여주었다. 동일한 방법을 적용하여 하기 예상되는 굽힘강도 공식에 해당 수치를 개별 적용할 경우, SAW 용접 후에 예상되는 굽힘강도 수치는 1,175 MPa에 해당되었다.
4.3. 용착금속 및 HAZ 관련 충격인성 결과치(FCAW ↔ SAW)
탄소망간강에 해당되는 LT-FH 강재를 적용하여 FCAW 및 SAW 용접 후에 목표로 하는 선급요구치, 충격인성 결과치는 -60 °C에서 30 J 이상이었으며 모든 충격시편에 대해서 목표로 하는 수치를 충족하였다. 이는 LPG 가스추진선의 탱크부위에 대한 용접작업 시 WPS에 준해서 작업이 적절히 수행되었으며 작업 조건(전류, 전압, 용접속도 등)을 잘 준수한 것으로 평가가 되었다.
Table 7에서 보는 바와 같이 FCAW 반자동 용접 후 용착금속에 대한 충격시편은 114에서 127 J에 해당하는 충격수치(충격인성)을 보여주었다. HAZ의 경우에도 160에서 168 J에 해당하는 충격수치를 보여주었으며 용착금속보다 상대적으로 높은 수치를 보였다. FCAW에 대한 충격인성의 경우 신뢰성 확보를 위해 소수점 1째 자리까지 숫자를 명시하였다. 비교 용접인 SAW 자동용접의 결과치도 Table 7 우측에 보인다.
Table 7.
Results of impact value in test specimens for welding parts of LPG tank.
본 연구에서 FCAW 및 SAW 두 가지 용접 공정에 대해서 시편을 제작하고, -60 °C 저온 환경에서 충격 물성(충격 인성)을 비교분석 하였다. 특기사항으로는, WPS에 준해서 용접작업 조건(전류, 전압, 용접속도) 을 충족하지 못할 경우 LPG 가스추진선의 탱크부에 대한 용접작업 후 충격시험 시, 용착금속 및 HAZ에 대한 충격치(J)가 작게 나오면서 -60 °C의 저온 충격시험에서 30 J을 충족하지 못하는 사례가 본 기술개발 과제 이전에 종종 발생한 적이 있었다. 이러한 측면에서, LPG 선의 탱크 용접부에 대한 FCAW 및 SAW 용접작업 시 사전 용접작업 조건의 중요성을 용착금속 및 HAZ에 대한 충격시편 제작 및 관련 시험을 통해 부각시키고자 하였다.
4.4. 용착금속 및 HAZ 관련 개별 충격결과치 비교(FCAW ↔ SAW)
Fig. 24에서 보는 바와 같이 충격하중이 가해졌을 때 충격인성(J)의 경우에 FCAW 용접 후 W1~W3은 114~127 J의 충격인성을 보여주었고, H1~H3의 경우 160~168 J에 해당하는 충격인성을 나타내면서 HAZ가 높은 수치를 보여주었다. FCAW 용접 후 충격인성(J)은 외관상 두드러진 비교치를 보여주지는 않았고 비교적 완만한 물성거동을 보여주었다. 탄소망간강에 해당하는 LT-FH 소재는 약 600 MPa 이상의 인장강도 및 300 MPa 이상에 해당하는 항복강도와 연계하여 대략 20 % 정도에 해당하는 연신율을 보여준다는 측면에서 FCAW 용접작업시 HAZ의 경우 모재의 물성치를 상당 부분 반영하고 있음을 알 수 있다.
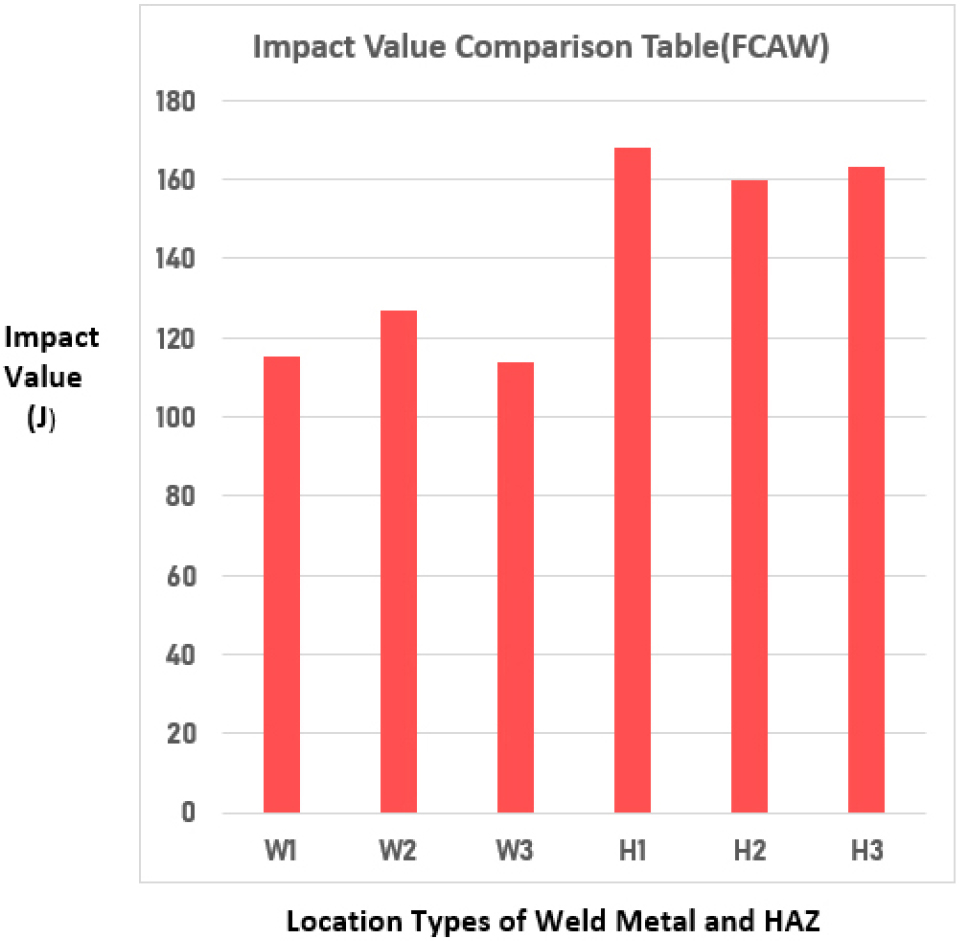
Fig. 25에서 보는 바와 같이 충격인성(J)의 경우에 SAW 용접 후 W1~W3이 236~246 J에 해당하는 높은 물성치를 보여준 반면, H1~H3의 경우 130~133 J에 해당하는 수치를 나타내면서 용착금속이 상대적으로 높은 충격인성을 보여주었다.
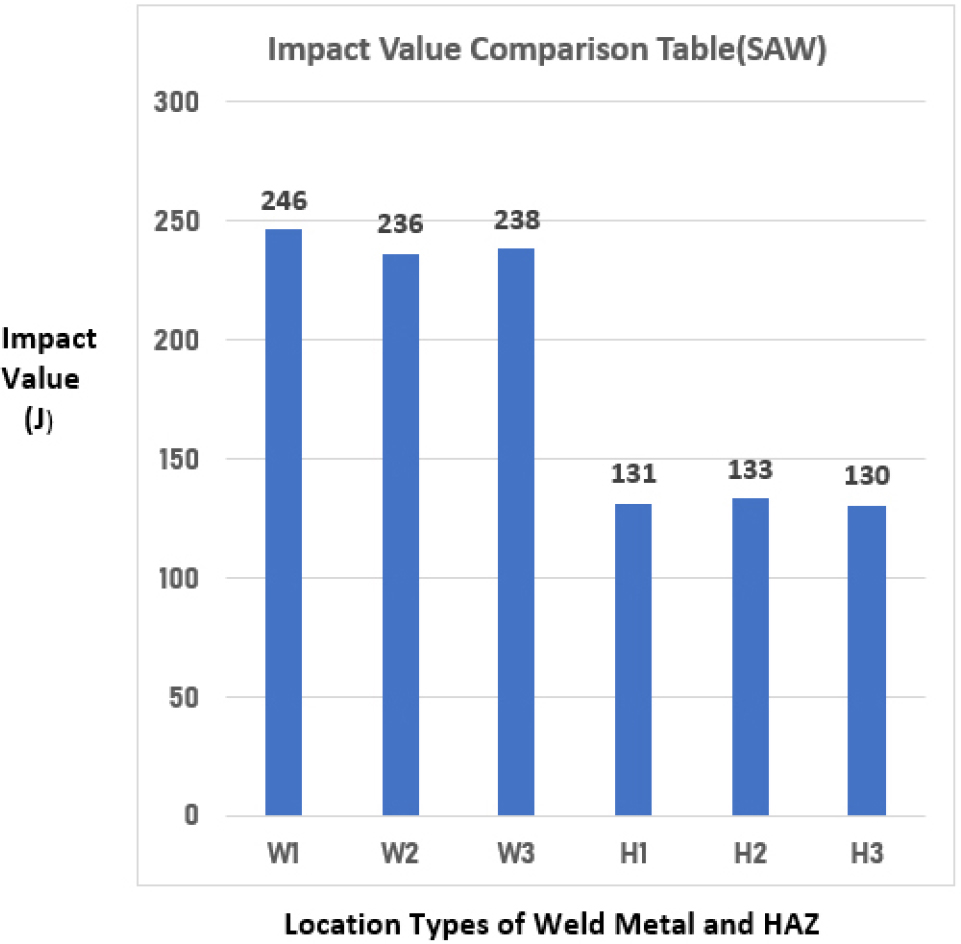
SAW 용접의 경우 용착금속의 충격인성(J)은 외관상 두드러진 물성치를 보여주면서 HAZ의 충격인성(J)보다 대략 2배에 해당하는 물성 거동을 보여주었다. 이는 SAW 자동용접시 적용된 전류(I), 전압(V)의 용접 조건에 기인하여 용접 와이어가 모재에 충분히 용융되어 녹아 들어가면서 아크가 발생되고 용착금속의 용융이 안정적으로 이루어졌다고 볼 수가 있다. SAW 용접시 전류(I)는 310~350 A, 전압(V)은 31~35 V, 입열량(heat input)은 25~30 kJ/cm의 용접 조건으로 WPS에 의거하여 작업을 수행하였다. SAW 용접 시 와이어는 EL-12 (와이어 직경: 4.0 mm)를 이용하였고, 극성은 직류 정극성을 적용하였으며 이 과정을 통해 용착금속의 경우 안정적인 용접결과를 얻었다고 사료가 된다.
Fig. 26에서 보는 바와 같이 충격인성에 해당하는 충격치(J)의 경우에 자동용접인 SAW (청색표기) 용접작업 후에 W1~W3이 236~246 J에 해당하는 높은 충격물성치를 보여준 반면, H1~H3의 경우 130~133 J에 해당하는 충격치를 나타내면서 용착금속이 상대적으로 높은 수치를 보여주었다.
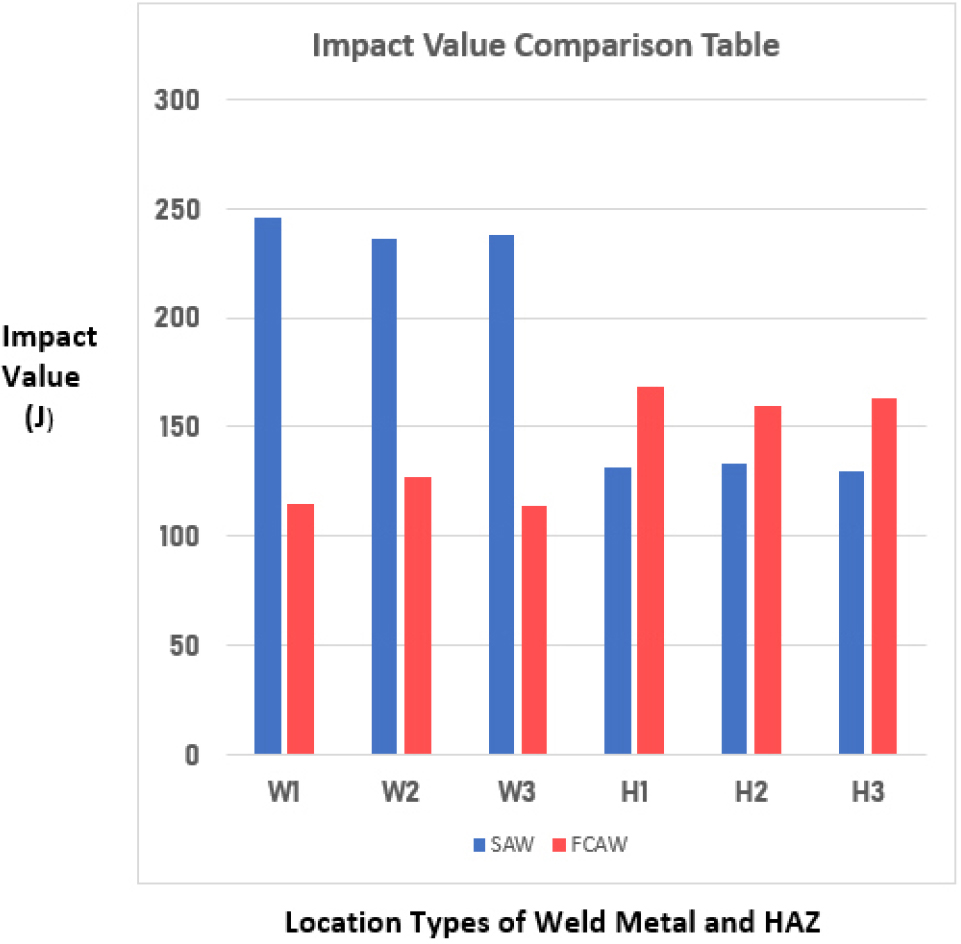
SAW 용접의 경우 용착금속의 충격치(J)는 외관상 두드러진 물성치를 보여주면서 HAZ보다 대략 2배에 해당하는 물성 거동을 보여주었다. 이는 SAW 용접 시 주어진 용접 조건(전류, 전압, 용접속도)에 기인하여 용접 와이어가 모재에 충분히 용융되어 녹아 들어가면서 아크가 발생되고 용접시 용착금속의 용융이 안정적으로 이루어졌다고 볼 수 있다. SAW 용접시 LT-FH 강재에 대해 와이어는 EL-12 (와이어 직경: 4.0 mm)를 이용하였고, 극성은 직류 정극성을 적용하였으며 이 과정을 통하여 특히 용착금속의 경우 안정적인 용접물성을 얻었다고 사료가 된다.
반면에, FCAW 용접(적색표기)을 수행할 경우 SAW와 비교시, HAZ에 대해서 상대적으로 비교우위에 해당하는 충격인성을 보여주었다. 이는 본 연구에서 주어진 탄소망간강(LT-FH)의 물성치를 충격시험 시 모재에 인접한 HAZ가 안정적인 분위기에서 상당 부분 반영하면서 -60 °C의 저온에서 충격이 이루어진 것을 알 수가 있다.
4.5. 용착금속 및 HAZ 관련 미세조직 분석
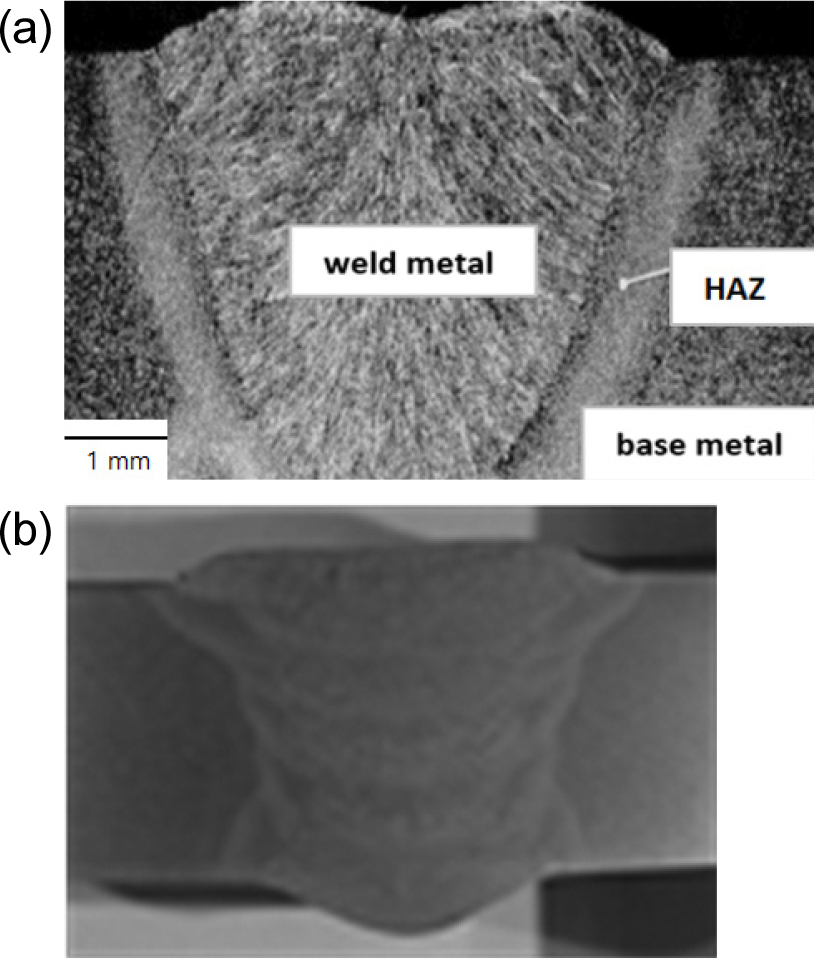
상기 Fig. 27(a)의 경우 FCAW 반자동 용접이 이루어진 용접비드 부위에 대해 50배 크기로 확대를 하여 용착금속 및 HAZ를 대상으로 하여 관찰한 OM 사진에 해당한다. Fig. 27(b)의 경우 본 연구에서 적용한 LT-FH 강재에 대해 butt 용접부 V-개선 측면 단면부에 대한 형상을 보여주는 매크로(macro) 사진이다. 조직학적 측면에서 모재를 기반으로 하여 HAZ가 용착금속과 인접하여 존재한다는 것을 알 수 있었으며, LPG 탱크에 대한 FCAW 용접작업 중에 접합부위에 해당하는 용착금속 및 HAZ의 물성치에 많은 관심을 기울였다.
4.6. 충격시편의 파단조직 및 연성파괴 분석
Fig. 28에서 보는 바와 같이 FCAW의 경우, 시편 파단 후 OM을 이용하여 파단부를 관찰한 결과 충격시편에 대해 파괴 직전까지 소성변형(plastic deformation)이 일어난 흔적(적색 화살표 방향)이 남아 있었고 연성파괴 양상(적색 원형으로 표시)을 보여 주었다. 아울러, FCAW 용접에 대해 개별 충격시험 후 충격시편의 파단조직에 대한 미세조직을 분석하기 위해 개별 충격 시험편에 대해 SEM을 통해 미세조직학적 검토 및 고찰을 하였다.
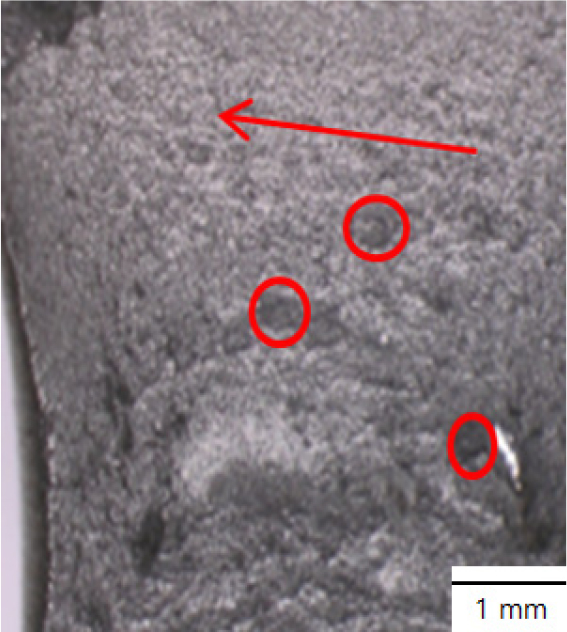
Fig. 29 SEM에서 보는 바와 같이 시편 파단부를 2,000배로 확대하여 관찰한 결과 LT-FH 강재를 적용하여 용접작업을 수행한 후 충격시편에 대해 파괴 직전까지 균열에 선행하여 소성변형이 일어난 흔적이 남아 있었으며, 소성변형이 계속되면서 미세한 기공이나 공동(void)이 형성되고, 이들이 성장해 균열로 연결되는 연성파괴가 일어났다.
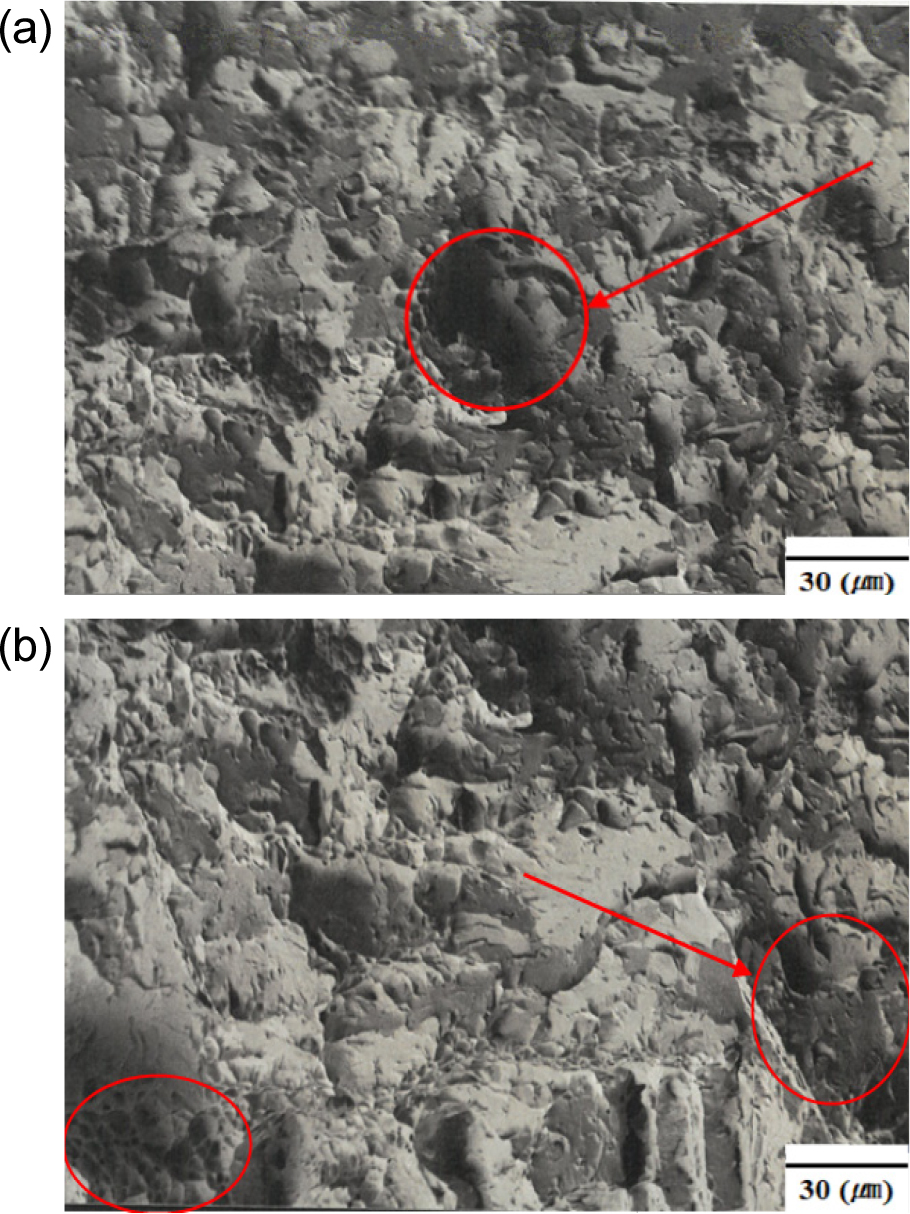
LT-FH 강재의 경우 충격시험 시 파괴전에 소성변형 및 에너지 흡수가 발생한 것을 알 수 있었다. FCAW 용접의 경우 Fig. 29(a)에서 보는 바와 같이 LT-FH 강재에 대한 충격시험 시 재료가 늘어나면서 소성변형을 거쳐 파단이 일어나는 연성파괴를 확보할 수가 있었으며 딤플(dimple, 보조개와 같이 움푹 들어간 형태) 형상이 많이 관측이 되었고, (a)에서 적색 원에 해당하며 적색 화살표로 표기를 하였다.14)
Fig. 29(b)에서 보는 바와 같이 충격시험 후에 시편 파단부에 대하여 SEM으로 관찰할 경우 연성파괴에서 흔히 나타나는 dimple [상기 (b)에서 적색 원에 해당되며 적색 화살표로 표기] 형상이 존재하는 것을 관측하였다. 소성변형 과정에서 개재물, 혹은 결함이 있는 부위에서 균열이 먼저 발생하여 미세공극[microvoid, 상기 (b)에서 적색 원에 해당]을 형성하게 되고, 이후 소성변형이 진행됨에 따라 미세공극은 성장하고 합쳐져 결국 파단으로 이어지게 되는 것을 알 수 있었다.15)
SEM에서 보는 바와 같이 충격시험 시 균열에 선행하여 소성변형이 일어난 흔적이 남아 있었으며, 기지(matrix, 페라이트)상에서 소성변형이 계속되면서 미세한 기공이나 공동이 형성되고, 이들이 성장해 균열로 연결되는 연성파괴가 일어난 것을 알 수가 있었다. LT-FH 재료를 대상으로 저온에서 충격시험 시 연성파괴(소성변형을 동반한 파괴)가 일어나는 특성을 알 수 있었으며 충격 에너지 흡수량(충격인성) 및 파단면의 형태 등을 분석하여 파괴 특성을 이해할 수 있었다.
5. 결 론
본 연구의 경우 FCAW 및 SAW를 이용하여 주어진 LPG 선박의 탱크에 적용되는 LT-FH 탄소망간강 재질의 모재시편에 대해 용접작업을 수행한 후 굽힘시편을 2개의 부류로 제작하여 상온에서 굽힘시험을 실시하였으며 이후 충격시편을 2종류로 분류하여 -60 °C에서 충격시험을 실시하였다.
(1) FCAW 및 SAW에 대한 굽힘시험은 굽힘시험상 초기, 중기 및 말기 단계에서 LT-FH의 굽힘이 원활하게 진행이 되었으며, 굽힘시험 결과 굽힘시편의 절곡부(root부)에서는 미소 균열이 존재하지 않음을 알 수 있었다. 이는 LPG 가스추진선의 탱크 용접부에 대한 용접작업시 용접 사양 절차서에 준해 용접작업 조건을 준수하여 작업이 이루어졌음을 알 수 있었다.
(2) 본 굽힘시험의 경우 FCAW 용접작업 수행 후, 폭이 30 mm, 두께가 10 mm인 굽힘시편에 대해 플런저 외부최대 하중이 22.82 kN에 해당하였으며, 최대 변위가 69.32 mm에 도달할 경우에 굽힘강도는 1141.25 MPa에 해당하였다. 상대적으로 SAW 용접을 수행한 후에, 주어진 LT-FH 강재의 최대 하중은 23.5 kN에 해당하였으며, 재료의 굽힘강도는 1183.5 MPa의 수치를 보여주었다.
(3) FCAW 용접의 경우 PWHT를 수행하면서 열처리 온도를 올리게 되면 조직이 다소 연화되면서 연성이 증가하게 되므로 580 °C보다는 620 °C에서 페라이트의 결정립이 다소 커진 것을 알 수 있었다. 이와 같은 이유는 PWHT에 의해 페라이트의 크기가 성장하고, 전위밀도가 높은 침상 페라이트의 분율이 적어지면서 상대적으로 다각형 페라이트의 양이 많아지는데 기인한다.
(4) 충격인성(J)과 관련, SAW 및 FCAW를 비교해 보면, 용착금속 및 HAZ를 대상으로 상이한 결과치를 보여준다는 것을 알 수 있었다. SAW의 경우 용착금속의 충격인성이 HAZ보다 상대적으로 높게 측정되었다. FCAW의 경우 HAZ의 충격인성이 용착금속보다 높게 평가되었다.
(5) 주어진 모재(LT-FH)에 대해 SAW 및 FCAW 용접을 수행한 후, 용착금속 및 HAZ에 대해서 충격인성을 측정한 결과, 주어진 목표치인 30 J을 2개의 부위 공히 초과하였다. SAW에 대한 충격인성(J)의 경우 용착금속이 HAZ보다 대략 2배에 해당하는 물성 거동을 보여 주었다.
(6) FCAW의 경우 충격시편 파단부에 대한 미세조직을 2,000배로 확대하여 SEM으로 관찰할 경우 연성파괴에서 흔히 나타나는 dimple 형상조직이 존재하였다. 시편 파단후 파단부를 관찰한 결과 모든 충격시편에 대해 파괴 직전까지 상당한 소성변형이 일어난 흔적이 남아 있었으며, 소성변형이 계속되면서 미세한 기공이나 공동이 형성되고, 이들이 성장해 타원형 균열로 연결되는 연성파괴가 일어났다.
