

1. 서 론
주조산업은 자동차, 선박, IT전자 ‧ 선박 등 국내 주력사 업의 근간이 되는 핵심부품소재 산업으로 금속 제품을 원 하는 형상으로 대량생산할 수 있는 대표적 뿌리산업이다. 주조공정에서는 주조품의 외형을 형성하는 세라믹 주형 (mold)과 주조품 내부 공간을 형성하기 위한 세라믹 중자 (core)가 사용된다.1,2) 세라믹 주형 및 중자는 일반적으로 주조 목형에 모래와 유기 결합제 혼합물을 주입하여 제작 된다. 사형주조 공정은 세라믹 주형 및 중자가 별도의 열 처리 없이 적용되기 때문에,3) 용용 금속과의 주형 및 중자 의 직접적인 접촉은 유기 바인더 분해 혹은 세라믹 주형 및 중자의 파손을 야기하여 얇은 두께 혹은 복잡한 주물품 의 제작에는 한계성을 가지고 있다. 따라서, 박육주조 및 복잡한 형상의 주조는 정밀주조공정이 적용된다.4)
정밀주조에 사용되는 세라믹 주형 및 중자는 사출 성형 및 가압성형을 통해 성형체를 제작한 후, 슬러리 도포, 왁 스사출, 건조, 소결 등 길고 복잡한 공정을 통하여 제작되 므로 생산 단가가 높으며 정밀주조와 같은 고부가가치 주 조품에만 적용되고 있다.5,6) 또한, 세라믹 주형 및 중자를 제작하기 위한 고온 소결 공정 동안 세라믹 입자들의 계면 이 결합되기 때문에 세라믹 주형 및 중자 형상의 수축이 불가피하다.7) 또한, 세라믹 주형 및 중자의 불균일한 수축 으로 인한 형상의 뒤틀림(warpage)은 소결체의 균열 및 치 수 정밀도를 저하시킬 수 있고, 이러한 불균일한 수축을 방지하기 위한 길고 복잡한 소결 공정은 세라믹 중자의 생 산효율을 저하시킬 수 있다.8,9)
따라서, 무기계 바인더를 사용하여 입자 간의 결합이 아닌 입자 사이에 유리질을 형성시켜 고온 소결 공정을 거 치지 않고 세라믹 중자를 제작하는 방식이 선행 연구되고 있다.10-13) 상기 연구된 무기 바인더는 무기물이 포함된 유 기 전구체를 사용하기 때문에 유기물이 가지는 유연성과 무기물의 기계적, 열적 특성을 동시에 갖는 하이브리드 (hybrid) 바인더로 고온 안정성을 가지고 있다. 하이브리 드 바인더를 사용함으로써 주형 및 중자의 예열이 가능하 며, 따라서 금속 유동성 저하로 인한 주조결함을 해소할 수 있었다.14-16) 또한, 기존 무기 바인더를 적용하면 사형주 조 공정과 같은 간편함으로 정밀주조공정에서 사용가능 한 우수한 기계적 ‧ 열적 특성을 가지는 세라믹 주형 및 중 자를 제작할 수 있었다.
하지만, 기존 Si-Na 조성 기반의 2원계 무기 바인더는 열처리 과정에서 용융온도가 낮은 규산 나트륨 유리질을 형성하여 고온 정밀주조 공정에는 적용하기 어렵다.17) 따 라서, 본 연구에서는 Si-Na 조성 2원계 무기 바인더 시스 템에 우수한 비강도, 고온특성, 내식성을 가지는 Ti 성분 을 첨가한 Si-Na-Ti 조성 기반의 3원계 무기 바인더 시스 템을 세라믹 주형 및 중자에 적용하기 위한 연구를 수행하 였다. 상기 Si-Na-Ti 3원계 무기 바인더 시스템을 최적화 하기 위해 세라믹 주형 및 중자의 제작공정, 열처리 변수, 조성에 따른 기계적 특성을 분석하였으며, 그 결과를 기존 2원계 무기 바인더 시스템과 비교 및 고찰하였다.
2. 실험방법
2.1. 습식공정을 적용한 세라믹 주형 및 중자 제조
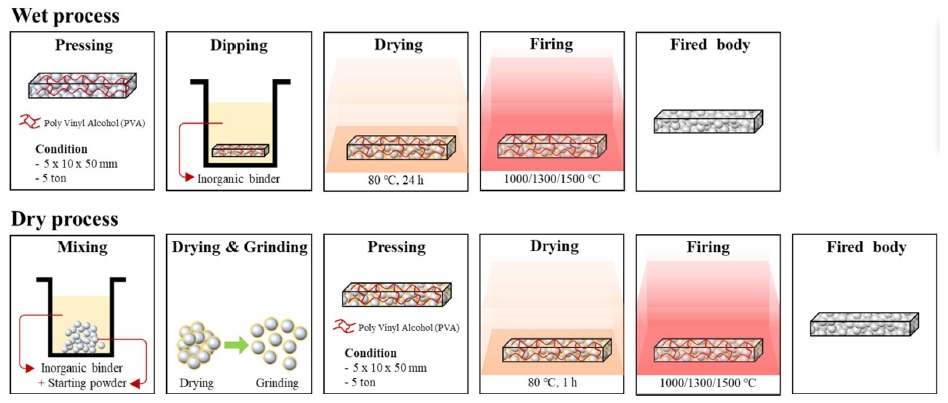
평균입도 250 μm를 가지는 구형의 뮬라이트(Mullite, 3Al2O3 ‧ 2SiO2)를 출발입자로 사용하였으며, 5 wt%의 PVA [Poly vinyl alcohol (Mw 89,000-129,000), Sigma Aldrich Korea]수용액을 뮬라이트 대비 3 wt% 첨가하여 만든 혼합 물과 가압성형을 활용해 크기 5 × 10 × 50 mm의 막대시험 편을 제작하였다(Fig. 1). 제작된 시험편은 무기 바인더에 10분 동안 침지한 후 80 °C에서 24시간 동안 건조하였다. 이때 사용된 무기 바인더 전구체로 용융 실리카(fused silica, SiO2)의 전구체인 TEOS (Tetra Ethyl Orthosililcate, Sigma Aldrich, Germany), 산화 나트륨(Na2O)의 전구체인 NaOMe [Sodium methoxide solution (25 wt% in methanol), Sigma Aldrich, Germany], 이산화 타이타늄(TiO2)의 전구체인 TBOT (Titanium buthoxide, Sigma Aldrich, Germany)가 사용되었 으며, 각각의 전구체는 Table 1과 같은 조성으로 혼합하여 200 rpm으로 1시간 동안 교반 한 후에 사용하였다. 건조된 시험편은 1,000 °C, 1,300 °C에서 1시간 열처리하여 소성 체를 제작하였다. 또한, 고온주조 가능성과 열처리 시간 에 따른 소성강도 변화를 고찰하기 위해 1,500 °C에서 1시 간, 3시간, 5시간 열처리한 시험편을 추가로 제작하였다. Si-Na-Ti 조성 기반의 3원계 무기 바인더와 성능 비교를 위해 Table 1에 나타난 것처럼, Si-Ti / Si-Na 2원계 무기 바 인더 혼합물을 준비해 동일한 실험을 수행했다.
2.2. 건식공정을 적용한 세라믹 주형 및 중자 제조
습식공정과 같은 뮬라이트를 사용하였으며, 무기 바인 더를 뮬라이트에 코팅하기 위해 아래의 공정을 수행했다. Table 1에 나타낸 조성의 무기 바인더에 뮬라이트를 침지 한 후, 50 μm의 여과지에 filtration을 통해 무기 바인더를 거른 후 80 °C에서 24시간 건조하였다. 건조 후에 응집된 입자를 분쇄하여 출발분말로 사용하였다. 무기 바인더가 코팅된 뮬라이트에 PVA 수용액을 3 wt% 첨가한 혼합물과 가압성형을 통해 성형체를 제조하고 80 °C에서 1시간 건 조를 통해 성형체를 제작하였다. 제작된 성형체는 1,000 °C, 1,300 °C에서 1시간 열처리를 통해 소성체로 제작되었 다. 습식공정과 마찬가지로 고온주조 가능성과 열처리 시 간에 따른 소성강도 변화를 고찰하기 위해 1,500 °C에서 1 시간, 3시간, 5시간 열처리한 시험편을 추가로 제작하였 다. 각각의 공정에 대한 모식도는 Fig. 1에 나타냈다.
2.3. 특성평가
소성강도를 평가하기 위해 만능재료시험기(Instron 5566; Instron Corp., Norwood, USA)를 사용하였으며, 신뢰성을 확보하기 위해 모든 시험편을 성형시에 가압된 방향을 수 직으로 안치하여 상온에서 5개씩 측정하고 파괴강도의 평균값과 각 시험편의 표준편차 값을 구하였다. 입자사이 에 생성된 유리질을 관찰하기 위해 주사전자현미경(JSM- 5610; JEOL, Japan)을 사용하여 소성강도 측정 후에 시험 편의 파단면을 분석했다. 소성 후에 생성된 유리질의 상을 분석하기 위해 열처리 전/후 시험편을 분쇄하여 X-선 회절 분석(XRD, X'Pert PRO MPD: PANalytical, Netherlands) 분 석을 진행하였다. 용출성 평가를 위해 Si-Na-Ti 3원계 무기 바인더를 사용하여 건식공정으로 1,500 °C에서 5시간 열 처리를 통해 제작된 소성체를 60 °C, 40 wt%의 수산화나 트륨(sodium hydroxide, NaOH) 수용액에 24시간 침지 및 교반 후 사진을 측정했다.
3. 실험결과
Fig. 2에 Si-Na, Si-Ti, Si-Na-Ti의 2원계 및 3원계 무기 바 인더 시스템을 적용하여 건식공정으로 제작된 시험편과 건조된 무기 바인더 혼합물의 1,000 °C 및 1,300 °C 소성 후의 형상을 나타냈다. Si-Ti 2원계 무기 바인더 시스템의 경우, 1,000 °C 열처리 동안 유리질이 형성되지 못하고 검 은색 분말의 형태로 변화했음을 확인하였다. 유리질을 형 성하지 못하였기 때문에 Si-Ti 2원계 무기 바인더가 적용 된 성형 시험편은 1,000 °C 열처리 후에 형상을 유지하지 못하고 시험편이 붕괴되었다. 이는 Si-Ti 조성에서는 1,000 °C 열처리 동안 유기 바인더인 PVA는 분해되었으나, 입 자사이를 결합할 수 있는 유리질이 생성하기에는 낮은 온 도이므로 유리질이 생성되지 않아 형상을 유지하지 못했 을 것으로 판단된다. 반면, 1,300 °C 이상의 열처리 온도에 서는 유리질이 형성되었다. Si-Ti 조성을 적용한 세라믹 주형 및 중자 시험편도 1,300 °C 이상의 온도에서 소성된 이후에는 약간의 유리질이 생성되어 시험편의 형상을 유 지할 수 있음을 확인하였다. Si-Na-Ti 3원계 무기 바인더의 경우에는, Na 성분의 첨가로 무기 바인더의 용융점이 낮 아져 1,000 °C 열처리 동안 유리상이 형성되었으나, 유리 질의 표면이 균일하지 않고 검은 색의 유리질이 생성된 것 으로 보아 미 반응된 무기 바인더 성분이 존재할 것으로 사료되었다. 반면에 1,300 °C 열처리 후에는 균일한 표면 과 백색의 유리질이 관찰됨에 따라 유리질 전환율이 1,000 °C 열처리를 진행한 경우보다 향상되었음을 확인하 였다. Si-Na 2원계 무기 바인더는 1,000 °C 열처리만으로 도 충분한 유리질이 생성되었으며, 1,300 °C 열처리 후에 는 오히려 용융된 유리질의 끓음으로 인해 도가니 밖으로 분출되었다. 이와 같은 유리질이 형성된 형상은 소성체의 파괴강도에 영향을 주었다.
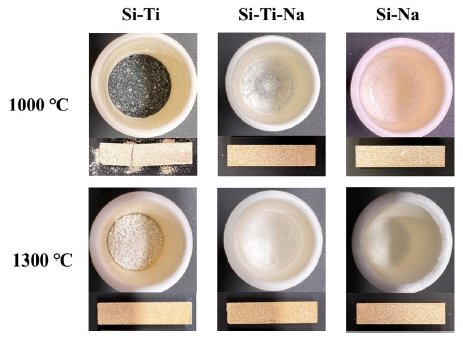
Fig. 2
Glassy shape of inorganic binder mixture and shape of ceramic mold and core sample according to heat treatment temperature.
Fig. 3은 Si-Na, Si-Ti, Si-Na-Ti의 2원계 및 3원계 무기 바 인더 시스템을 적용하여 제작된 시험편의 소성강도 측정 결과다. 공정측면에서는 유기 바인더로 형상을 제작한 후 무기 바인더를 코팅한 습식공정보다는 무기 바인더로 출 발입자를 먼저 코팅하고 유기 바인더로 성형체를 제작한 건식공정으로 제작된 시험편이 더 높은 소성강도를 발현 하였다. 이는 습식공정에서는 무기 바인더 코팅층 내부에 존재하던 유기 바인더가 열처리 동안 기화되며 무기 바인 더 코팅층의 손실을 야기하였기 때문이다. 1,000 °C 열처리 로 제작된 소성체의 Si-Ti 2원계 무기 바인더를 적용한 시 험편은 Fig. 2에서 언급한 것과 같이 유리질을 형성하지 못 해 시험편이 붕괴되어 소성강도를 측정하지 않았다. 그리 고 1,000 °C 열처리 동안 유리질이 균일하게 형성된 Si-Na 2원계 무기 바인더를 적용한 시험편은 미 반응된 유리질 이 관찰되었던 Si-Na-Ti 3원계 무기 바인더를 사용하여 제 작된 소성체 보다 높은 파괴강도를 가지는 것을 확인하였 다. 반면에, 모든 조성에서 유리질이 형성되었던 1,300 °C 열처리 후에는 Si-Na, Si-Ti, Si-Na-Ti 순으로 소성강도가 높아지는 경향을 확인하였다. 이는 Si-Na 2원계 무기 바인 더의 끓음으로 인해 시험편 외부로 유리질이 빠져나와 오 히려 소성강도가 저하되었을 것으로 사료되며, 이는 Si-Na 조성의 2원계 무기 바인더 시스템이 1,000 °C 이상의 온도 에서는 적용이 제한될 수 있음을 시사한다. Si-Na-Ti 3원 계 무기 바인더를 사용하여 제작된 시험편은 1,000 °C 열 처리에서는 미 반응되어 남아있던 무기 바인더 성분이 유 리질로 전환되어 10 MPa 이상의 높은 강도를 발현하였다.
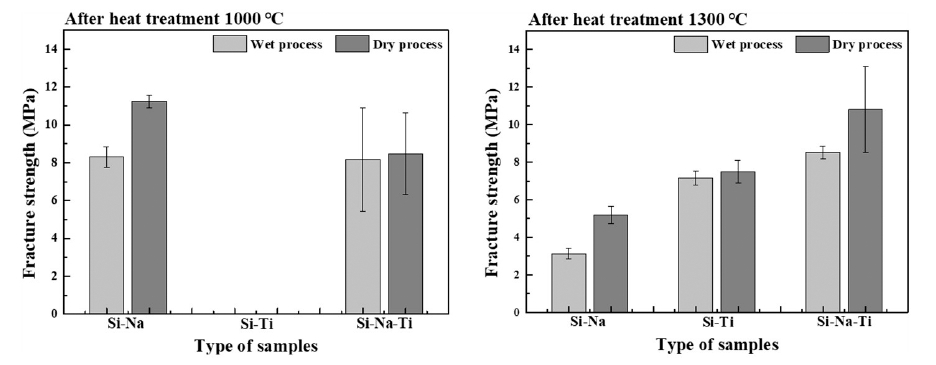
Fig. 3
Firing strength according to heat treatment temperature and process of ceramic molds and core samples manufactured by applying Si-Na, Si-Ti, and Si-Na-Ti inorganic binders.
Fig. 4는 소성체 파단면의 미세구조 분석결과를 나타낸 것이다. 소성강도결과와 마찬가지로 미세구조 이미지에 서도 Si-Ti 조성의 무기 바인더 적용 시에는 130 0 °C 열처 리 이후 출발입자 사이에 유리질이 관찰되었다. 또한 Si- Na-Ti 3원계 조성에서는 1,000 °C 열처리 후 보다 1,300 °C 열처리 이후 균질한 유리질이 형성되었음을 확인하였다. Si-Na 2원계 무기 바인더를 사용하여 제작된 소성체의 파 단면에서는 1,000 °C 열처리한 소성체에서는 균일하고 많 은 양의 유리질이 생성되었으나, 1,300 °C 열처리 이후 유 리질의 양이 감소된 것을 확인하였다. 이와 같은 유리질 양의 감소로 인해 Si-Na 2원계 무기 바인더를 사용하여 제 작된 시험편이 1,300 °C 열처리 이후 파괴강도가 저하되 었을 것으로 판단된다.
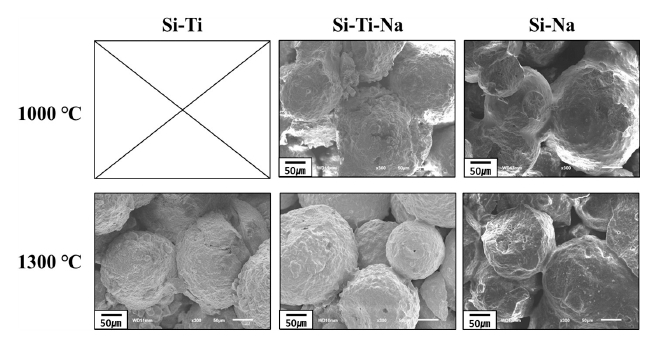
Fig. 4
The fracture surface microstructure according to the heat treatment temperature of ceramic molds and core samples manufactured by dry process.
높은 소성강도가 확보된 건식공정으로 제작된 시험편 에 대해 무기 바인더 조성과 열처리 온도에 따라 생성된 유 리질의 결정상을 분석하기 XRD 분석을 하였으며, 그 결과 를 Fig. 5에 나타냈다. 모든 시험편의 성형체에서는 출발입 자인 뮬라이트 상만 관찰되었으며, 무기 바인더의 조성과 열처리 온도에 따라 상이한 결정상이 생성되었음을 확인 하였다. 먼저, Si-Ti 2원계 무기 바인더를 사용하여 제작된 성형체의 경우, 1,000 °C에서 열처리후에 Ti의 산화물인 Anatase 결정상이 생성되었다. Anatase는 일반적으로 검은 색의 고체로 존재하기 때문에 Fig. 2에서 Ti-Si 2원계 무기 바인더의 1,000 °C 후에 생성된 검은색의 분말은 Anatase 임을 알 수 있다. Ti-Si 2원계 무기 바인더를 1,300 °C에서 열처리한 후에는 Anatase상과 함께 SiO2의 cristobalite 결 정상이 입자 사이에 형성되어 바인더 역할을 할 수 있었음 을 확인하였다. 반면 Na 성분의 첨가를 통해 TiO2와 SiO2 의 용융점을 낮춘 Si-Na-Ti 3원계 무기 바인더의 경우에는 Si-Na-Ti 3원계 유리 결정상이 관찰되어 Si-Na-Ti 3원계 유리질이 생성됨을 확인하였다. 그리고 기존에 사용된 Si-Na 2원계 무기 바인더는 1,000 °C 열처리를 통해서는 규산나트륨(sodium silicate) 성분의 유리질을 생성하였으 나, 1,300 °C의 열처리 후에는 peak가 오히려 감소됨을 확 인하였다. 이는 무기 바인더의 끓음으로 인해 시험편 밖으 로 무기 바인더가 용출되었기 때문으로 판단된다.
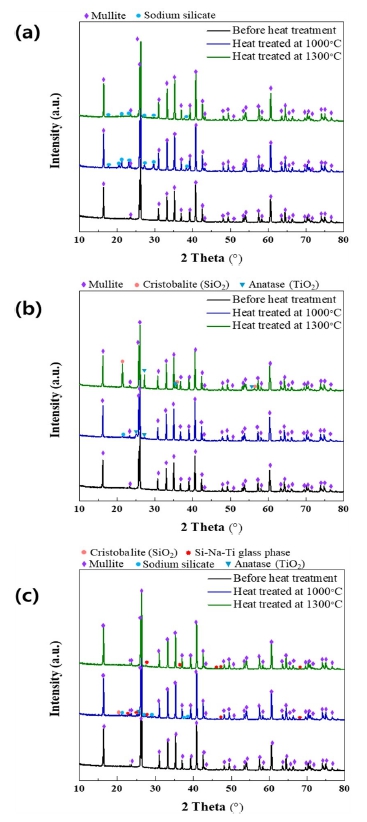
Fig. 5
XRD spectra according to heat treatment temperature of ceramic mold and core samples to which inorganic binder composition of (a) Si-Na, (b) Si-Ti and (c) Si-Na-Ti was applied.
이와 같은 결과를 통해 1,000 °C 이상의 고온주조를 위 해서는 Si-Na-Ti 3원계 무기 바인더를 적용하는 것이 적합 함을 확인하였으며, Si-Na-Ti 3원계 무기 바인더 열처리 조건의 최적화를 위해 1,500 °C에서 열처리 시간 별로 소 성한 후 파괴강도를 측정하여 Fig. 6에 나타내었다. Fig. 3 에서 언급한 것과 같이, 습식공정에 비해 건식공정으로 제 작된 시험편이 높은 소성강도를 발현하였으며, 건식공정 으로 성형체를 제작한 후, 1,500 °C 1 시간 열처리를 통해 제작된 소성체는 25 MPa에 이르는 높은 강도를 가지는 것 을 확인하였다. 열처리 시간에 따른 강도변화를 고찰하기 위해 1,500 °C에서 3시간, 5시간 열처리를 추가로 진행하 였다. 3시간 동안 열처리를 통해 증가된 소성강도를 확보 하였다. 하지만 5시간 열처리 후에는 강도의 변화가 거의 나타나지 않았다. 따라서 1,500 °C에서의 소성공정은 3시 간의 열처리를 통해 최적화되었음을 확인하였다.
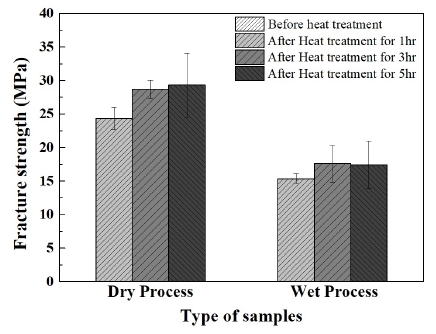
Fig. 6
The firing strength by heat treatment time at 1,500 °C of ceramic molds and core samples manufactured by dry process and applying Si-Na-Ti ternary inorganic binder.
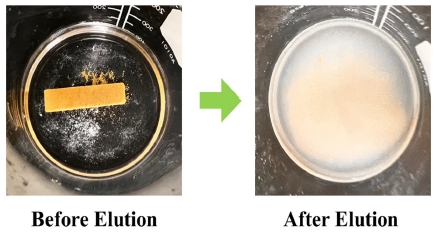
가장 높은 강도를 나타낸 Si-Na-Ti 3원계 무기 바인더 시스템을 적용하고 1,500 °C에서 3시간 동안 소성공정을 진행한 세라믹 주형 및 중자 시험편에 대해 용출성 평가를 수행하였다. Fig. 7은 용출성 평가 전/후의 시험편 형상 변 화를 나타낸 것으로, 용출성 평가는 소성공정 후에 생성된 유리질을 용해시키기 위해 수산화나트륨 용액을 사용하 여 수행되었다. 60 °C의 수산화나트륨 용액에 24시간 동 안 침지된 세라믹 주형 및 중자 시험편은 출발입자들을 결 합하고 있던 유리질이 수산화나트륨에 의해 용해되면서 형상이 붕괴되어 모두 용출이 가능하였다. 이 결과를 통해 Si-Na-Ti 3원계 무기 바인더 시스템을 적용하고 1,500 °C 에서 3시간 동안 소성공정을 진행한 시험편보다 소성 강 도가 낮은 모든 시험편은 수산화나트륨에 의한 유리질의 용해가 더욱 용이할 것으로 판단되며, 본 연구에서 제작된 모든 세라믹 주형 및 중자 시험편은 60 °C의 수산화 나트 륨 수용액에서의 침지를 통해 24시간 이내에 모두 용출 가 능함을 예측할 수 있다.
4. 결 론
본 연구에서는 고온주조에 적용가능한 세라믹 주형 및 중자를 제작하기 위한 무기 바인더 시스템을 개발하였다. 이를 위해 열적 안정성과 기계적 특성이 우수한 Ti 전구체 를 기존의 Si-Na 2원계 무기 바인더에 적용한 결과를 비교 및 고찰하였다. Si 전구체와 Ti 전구체만 사용하였을 경우, 고온에서 열처리 후에도 충분한 유리질이 생성되지 않아 소결체의 기계적 특성이 충분히 발현되지 않았다. 이를 개 선하기 위해 Na 전구체를 Si-Ti 2원계 무기 바인더에 첨가 하여 유리질 생성온도를 낮추었다. 그 결과 1,300 °C 이상의 온도에서 에서도 우수한 강도 특성을 가지는 소결 시험편 의 제작이 가능함을 확인하였고, 미세구조 분석을 통해 입 자사이에 유리질이 균일하게 도포되었음을 확인하였다. 이는, 열처리 동안 생성된 3성분계 유리질 상이 소결체의 강도 증진에 영향을 주었다는 결과이고, 소성체 내 유리질 은 NaOH 용액에 완전히 분해되어 100 %의 용출성을 확보 하였다. 결과적으로, Si-Na-Ti 무기 바인더를 적용하여 고 온주조용 세라믹 주형 및 중자를 제작할 수 있음을 확인하 였다.
