

1. Introduction
Titanium aluminides based on TiAl are receiving considerable attention for high-temperature structural applications because of their high specific strength, low density and relatively good oxidation resistance. A major obstacle to be overcome for engineering use of the polycrystalline materials is a poor tensile ductility at ambient temperatures. The microstructural control is becoming a key factor in improving the room-temperature ductility, and extensive studies on microstructure/mechanical property relationships of TiAl alloys have been reported ; however significant progress has yet to be made in ductilizing the polycrystalline TiAl alloys.1-8)
Most of the studies have focused on the refinement of the microstructures by thermomechanical treatments and subsequent annealing, and little effort has been made to study the effect of grain shape on mechanical properties of TiAl alloys.9)
This paper reports on the change in microstructure and room temperature tensile properties with growth rate of TiAl alloys prepared by a floating zone method. Since the microstructure and mechanical properties of TiAl alloys are very sensitive to the alloy composition, emphases are also placed on the alloy stoichiometry effect. We found that the columnar-grained material consisting of Ti3Al/ TiAl layered structure exhibits an excellent room-temperature ductility.
2. Experimental Procedure
Three alloys with compositions of Ti-47 at.%Al, 50 at.%Al and 53 at.%Al, hereafter denoted as 47Al, 50Al and 53Al, respectively, were arc-melted to bar ingots in a argon atmosphere. These bar ingots with 12 mm in diameter by 130 mm long were held at the end of upper rod of the double ellipsoidal image furnace, and unidirectionally solidified by optically heated floating zone method in a flowing argon at growth rates of 10, 24 and 70 mm/h.10) Note that no seed crystals were used in growing the crystals. Instead, a piece of the alloy cut from the bar ingot was attached on top of the lower rod, in order to hold liquid zone. The upper and lower rods are rotated the other way around so as to stir the liquid zone. The grown crystals have a diameter of about 10 mm.
Tensile specimens with a gauge section of 10 × 3.0 × 1.0 mm were cut from the crystal bars parallel to the growth direction by electro-discharge machining (EDM). The specimen surfaces were mechanically polished, followed by twin-jet electrochemical polishing using a 90 % CH3OH+10%HClO4 solution at 230 K. Tensile tests carried out by using an Instron testing machine at room temperature at a nominal strain rate of 2.0 × 10−3 s−1. Microstructures of both the grown crystals and tensile samples were examined by a Nomarsky-type optical microscope and scanning electron microscope.
3. Results and Discussion
3.1. Microstructures
Optical microstructures of the grown crystals are shown in Fig. 1. The 47Al shows a layered structure consisting of Ti3Al-α2 and TiAl-γ phases, regardless of the growth rate. The crystal grown at 10 mm/h shows a single crystal-like structure with no grain boundaries (Fig. 1(a)), consistent with the result reported by Yamaguchi et al..7) As growth rate increases, the grown crystal becomes polycrystal, and its grain morphology changes from large equiaxed grain to columnar grain (Fig. 1(b-c)). Note that each grain has a different layered orientation. The 50Al grown at 10 mm/h also exhibits a single crystal-like layered structure (Fig. 1(d)). The variation of the grain morphology with growth rate in 50Al is similar to that observed in 47Al; however, the 50Al exhibits γ singlephase grains as well and the volume fraction of the γ grain increases to about 30 % with increasing the growth rate to 70 mm/h (Fig. 1(e-f)).
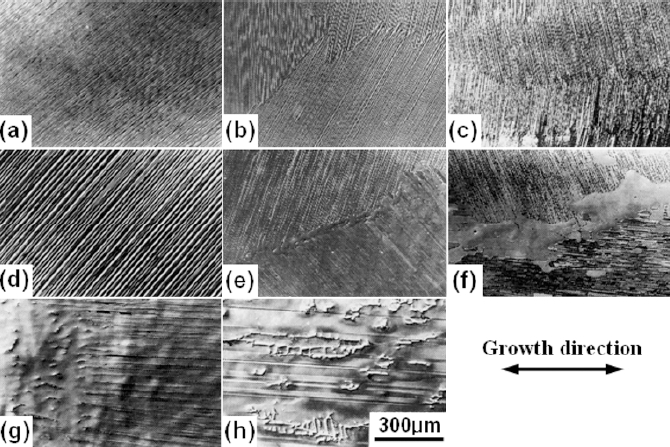
Fig. 1
Optical microstructures of Ti-47 at.%Al (a, b, c), 50 at.%Al (d, e, f) and 53 at.%Al (g, h) unidirectionally solidified at the growth rate of 10 mm/h (a, d, g), 24 mm/h (b, e, h) and 70 mm/h (c, f).
On the other hand, the 53Al is polycrystal and basically exhibits a γ single phase. The alloy grown at 10 mm/h shows the γ single-phase regions, together with layered regions at which a very small amount of α2 phase was detected (Fig. 1(g)). The alloy grown at 24 mm/h shows columnar-grained structure. Twins are clearly visible nearly parallel to the growth direction. It is recognized that the brightly imaged regions are γ phase, which was solidified at the interdendritic arms during cooling (Fig. 1(h)).
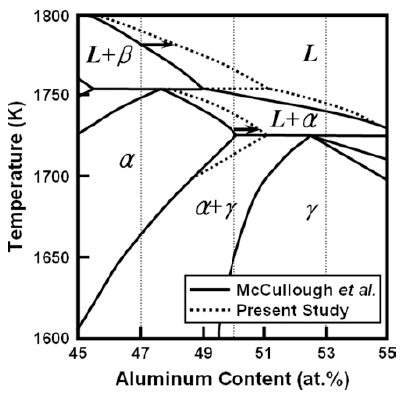
The formation of the single crystal-like structure is associated with the duration that the alloy is retained in high-temperature disordered α-Ti phase field. According to the recently published Ti-Al phase diagram,11) the α single-phase field exists up to around equiatomic composition near melting temperature, as shown in Fig. 2, although the exact phase boundaries are still uncertain. The single crystal-like structure is seen only for 50Al and 47Al grown at 10 mm/h. The alloys grown at faster growth rate do not exhibit a single crystal-like structure, and neither does the 53Al even at the growth rate of 10 mm/h. Note that the 53Al does not pass the α single phase field during cooling. These results suggest that the α phase field extends to at least 50 at.%Al, but no more than 53 at.%Al (see Fig. 2), and the slower growth rate could allow the 47Al and 50Al to be held in the α phase field long enough to cause grain growth, resulting in the single crystal-like structure.
The temperature gradient of the liquid/solid interface is a key factor to create the columnar grain structure. Although we are not in a position to discuss the detailed mechanisms of the formation of columnar-grained structure, it is expected that the faster the growth rate, the larger the temperature gradient at the interface. This could derive the dendritic solidification of a primary phase along the growth direction, thereby resulting in the columnar structure.
The orientation of the layered structure could be affected by the primary phases solidified from the liquid phase. As shown in Fig. 2, two peritectic reactions take place: liquid phase (L)+β-Ti→α, and L+α→γ. A primary hexagonal dendrite generally grows with a preferred crystallographic growth direction of <1010> on the basal plane, whereas a cubic phase grows with a direction of <100>.11,12) If the primary phase is only α, the layered structure or twins, caused by the α→γ phase transformation with a crystallographic relationship of (0001)α/ /(111)γ during cooling, should be aligned parallel to the growth direction. The microstructural observation in 53Al (Fig. l(h)) clearly indicates that primary solidification phase in 53Al is α phase. Since other alloys have several different layered orientations with respect to the growth direction (Fig. l(c,f)), it is suggested that the peritectic reaction of L+β→α would occur in the alloy with aluminum concentration more than 50 at.%, as illustrated in Fig. 2.
Another feature to be noticed is that the spacing between the α2 (or γ) plates in the layered structure depends strongly on growth rate. In order to measure the interphase spacing of α2/α2 (or γ/γ) accurately, the electrochemically etched samples were tilt in the SEM chamber to put the α2 plates perpendicular to the observation angle. Fig. 3 shows the scanning electron micrographs of the α2/γ array in 47Al. The brightly imaged plates are recognized to be α2 phase.
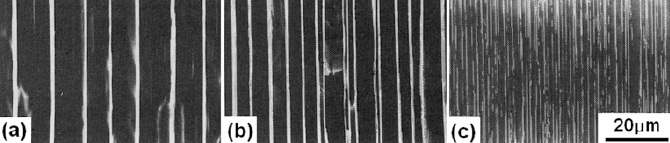
The interphase spacing between the α2/α2 plates decreases with increasing the growth rate. Note that the α2 plate is thinned with increasing the growth rate. Similar results were also observed in 50Al.
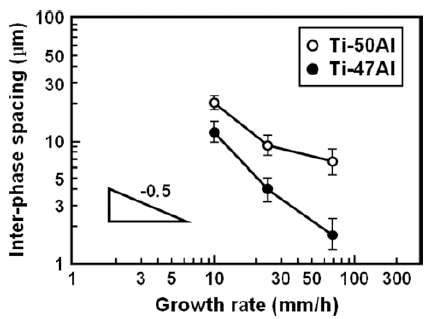
The interphase spacing in the 47 and 50 at.%Al alloys is plotted in Fig. 4, as a function of growth rate. The data from each alloy fall in a straight line with a slope of nearly −0.5. The result indicates that the growth rate affects the thermal gradient at the α/γ transus temperature and its transformation is fully diffusion controlled.
3.2. Tensile Properties
Contour maps of tensile elongation and ultimate strength of all the grown crystals are shown in Fig. 5, as functions of alloy composition and growth rate, where data from as-cast alloy are also included for comparison.13) Concerning the tensile elongation, there are two attractive regions where the tensile elongation exhibits larger than 3 %. These regions are hatched and marked as A and B in the map, as shown in Fig. 5(a).
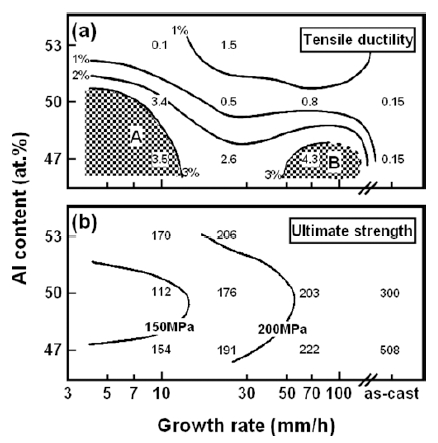
Fig. 5
Changes in tensile ductility and ultimate strength with growth rate and alloy composition of unidirectionally solidified TiAl alloys.
The region A corresponds to the alloy having a single crystal-like structure, whereas the region B is that having columnar grains. Between the regions is where the alloy shows large equiaxed grains with layered structure, and its tensile elongation is larger than 2 %, much better than those from the remainder regions. On the other hand, the ultimate strength of the grown crystal is more sensitive to the growth rate than the alloy composition, and it increases with increasing the growth rate, although the strengths of the alloys grown at 70 mm/h are lower than those of the as-cast alloys (see Fig. 5(b)).
There are two major factors to be considered for improvement of the room-temperature ductility in TiAl base alloy; (1) α2/γ layered structure, and (2) columnar grained structure. The alloys consisting of layered structure exhibit ductility larger than the alloys containing more or less γ single-phase grains. Although only a level of 3.5 % ductility is obtained in the present alloy in region A, Yamaguchi et al. have made significant progress in achieving room-temperature ductility of larger than 10 % in binary TiAl alloy in the region A, what they call the alloy as polysynthetically twinned (PST) crystal, by careful control of the layered orientation with respect to the tensile axis.14,15) However, the major drawback of the alloy in region A is its low strength. Because of its higher strength as well as appreciable ductility, the region B is more attractive than the region A. Note that the alloy in the region B is polycrystalline and exhibits tensile ductility of 4.3 %. As far as authors are aware, no data has ever been reported on the room-temperature ductility of larger than 4 % in binary TiAl with polycrystalline form. The grain aspect ratio of 47Al alloy grown at 24 and 70 mm/h is about 2.4 and 20, respectively, indicating that columnar-grained structure plays an important role in improving the ductility of polycrystalline alloys based on TiAl.
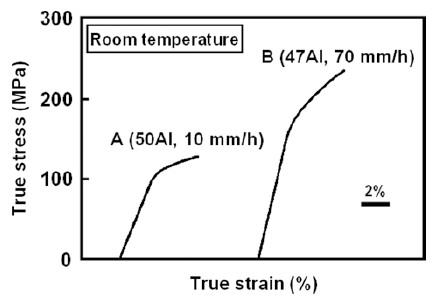
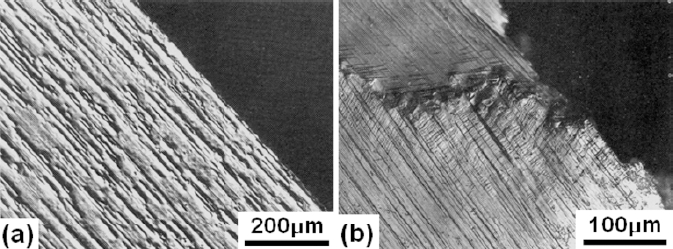
Fig. 6 shows true stress/true strain curves of the alloys from regions A and B. The yield strength of the alloy B (165 MPa) is higher than that of the alloy A (100 MPa). The work hardening rate of the alloy B is twice as large as that of the alloy A. The corresponding specimen surfaces of the alloys A and B are shown in Fig. 7. The fracture occurs along the layered structure in the alloy A (Fig. 7(a)). The alloy B also shows shear fracture, but its fracture takes place across the layers. It should be interesting to note that many slip traces going across the layered structure are clearly visible at the vicinity of the grain boundary (Fig. 7(b)). These results indicate that stress concentration occurring at the grain boundaries induces the secondary slip or deformation twinning through the layered structure, leading to relatively high strength with appreciable ductility. The effects of grain aspect ratio and layered orientation on deformation of the columnar-grained materials are currently in progress.
4. Conclusions
Microstructure and tensile properties of unidirectionally solidified TiAl alloys prepared by optically-heated floating zone method were systematically investigated as functions of growth rate in the range of 10 to 70 mm/h and alloy composition of 47 to 53 at.% Al. As growth rate increases, the alloy shows a columnar grained-structure. The alloy with 47 at.%Al consists fully of Ti3Al (α2)/ TiAl (γ) layered structure, whereas the alloy with 53 at.%Al shows γ single phase. The contour maps of the tensile ductility and ultimate strength as functions of growth rate and alloy composition were constructed, and revealed that the columnar-grained alloy consisting of the layered structure exhibits an excellent tensile ductility (> 4 %) as well as higher strength at room temperature.
