

1.서 론
세라믹·메탈을 약칭하는 서멧은 금속 화합물의 경질층 (탄화물, 질화물 등)과 결합층(Co, Fe, Ni 등)으로 구성 된다. 여기서, 전이금속계 카바이드(TiC, TaC, Mo2C, NbC; TMCs) 서멧은 고경도·고강도, 우수한 내마모성, 내 식성, 내열성 및 화학적 불활성으로 인하여 자동차, 반 도체, 제조장비·기계, 건·습식 절삭 등 다양한 분야에 적 용되고 있다.1-3) 또한, 탄화물 경질층으로서 공구재료에 많이 사용되는 WC계 초경 합금과 비교하여 경량성, 고 온강도, 내산화성이 우수하기 때문에 보다 넓은 범위의 가공·절삭 영역을 담당할 수 있다. 특히, 최근 수요가 증 가하고 있는 세라믹계, 초경합금, 퀀칭 강, 티타늄 및 니 켈계 합금, 복합재 등의 난삭재를 가공하기 위하여, 고 속·고온의 절삭환경에서 특성을 유지할 수 있는 TMCs 계 서멧 절삭공구의 필요성이 대두되고 있다.4-6) TMCs 는 고온의 환경에서 우수한 기계적인 특성을 갖지만, 탄 화물 고유의 취성 및 높은 소결온도로 인하여 대표적인 난성형성 재료로 분류된다. 이러한 난성형/소결 특성을 향 상시키기 위해 소결조제로써 젖음성 및 인성이 우수한 Co가 가장 많이 사용되고 있다. 이와 같이, 소결성 및 기 계적 특성이 보완된 TMCs-Co계 서멧은 소결체 내부의 기공률 및 크기, 탄화물 입자의 크기, 소결조제 첨가량에 따라 그 특성이 좌우되며, 탄화물의 입도를 미세화할수록 경도와 내마모성 특성 향상을 기대할 수 있다.7-9)
기존의 TMCs계 소결체 제조방법은 분말야금법 중 HP, HIP, 상압소결이 사용되었지만 외부 간접 가열방식으로 인해 내·외부 물성이 불균일하고 장시간 소결에 따른 입 성장으로 인해 내마모성이 하락하는 문제점이 있다. 본 연구에서 적용한 방전플라즈마 소결법은 대전압 직류 펄 스 전류를 통전시켜, 소결체 내부에 직접 가열하는 방 식으로 균일한 물성을 유지하면서, 단시간 및 단일공정 으로 입성장을 제어하면서 고밀도의 소결체를 제조할 수 있는 방법이다.10-12)
따라서, 본 연구에서는 대표적인 서멧 합금인 TiC-Co 계 외에는 거의 보고되지 않는 새로운 조성의 TMCs-Co 서멧을 제조하고 탄화물에 따른 특성을 비교하고자 하 였다. TMCs 및 Co 원료 분말을 방전플라즈마 소결법 을 이용하여 22분 이내의 단시간 공정으로 고경도 및 고 밀도의 TMCs계 소재를 제조하였으며, 제조된 4가지 서 멧재에 대한 소결성 및 기계적 특성에 대해 평가하였다.
2. 실험 방법
TMCs-6Co (wt%)의 혼합 조성을 위해 TiC (순도 9 9.5 %, 평균 입도 5.0 μm, Alfa社), TaC (순도 9 9 .5%, 평균 입도 4.4 μm, Alfa社), Mo2C (순도 9 9 .5%, 평균 입도 4.0 μm, Alfa社), NbC (순도 9 9.0%, 평균 입도 10.0 μm, Alfa社), Co (순도 9 9 .8%, 평균 입도 1.6 μm, Alfa社)를 원료분말로 사용하였고, 균일 혼합을 위해 수평형 볼밀 링 공정을 적용하였다. 볼밀링 조건은 24시간 동안 250 RPM으로 혼합하였으며, 분말과 지르코니아 볼(6 및 10 mm⊘)의 비율은 1:2 (wt%)로 설정하였다. 습식 분위기 를 위해 에탄올을 공정제어제 (PCA)로 첨가하였으며, 분 말과 PCA의 비율은 1:10 (wt%)로 설정하였다.13)
습식 수평형 볼 밀링 공정으로 제조된 혼합분말을 흑 연 다이(외경 30 mm, 내경 10mm, 높이 40 mm)에 충전 후 상하부를 흑연 펀치로 막아주었으며, 밀봉된 흑연 다 이를 방전플라즈마 소결 장치에 장착 시켰다. 방전플라 즈마 소결 장비(SPS 9.40 MK-III, Sumitomo Heavy Industries) 는 최대 1,000 A의 직류 전류를 사용 할 수 있으 며(pulse 12 ms on time and 2 ms off time), 최대 10 ton의 압력을 가할 수 있다. 실험 순서로는 1단계에서 챔 버 내에 혼합된 분말이 충전된 흑연 몰드를 장입한 후 6 Pa의 진공 상태로 만들어 주며, 이 때 60 MPa의 압 력을 동시에 인가하였다. 2단계로는 흑연 펀치에 직류 전 류를 흘려주어 소결을 진행 하였으며, 이 때 수축 길이 의 변화를 관찰하면서 실험을 종료 하였다. 온도 변화 관찰은 파이로메터를 이용하여 흑연 다이 중앙 표면의 온도를 측정하였다. 이때 승온속도는 파이로메터 측정 시 작온도인 600 °C까지 200 °C/min으로 승온 후 최종 목 적온도인 1,300 °C까지 100 °C/min으로 승온 하였다. 수 축이 더 이상 진행되지 않는 온도에서 장비의 전원을 off 시킨 후 챔버 내에서 냉각 시키며 소결 공정을 종료하 였다. 또한, 소결 공정 중의 치밀화 및 강화 거동과 관 련된 각 TMCs의 소결 거동을 비교하기 위하여, 거시적 수축 변형률[식 (1)]14)을 이용하였다.
여기서, εs는 수축 변형률, m은 소결 지수, ΔL은 거시적 수축 길이 변화, L0은 초기 성형체(green body)의 길이, ρs는 소결체(sintered-body) 의 상대밀도, ρg는 성형체의 상대밀도, (X/2D)는 소결체 내부의 목(neck) 대비 입자 직경 비를 나타낸다. 또한, 최종 제조된 TMCs의 상대 밀도는 아르키메데스법을 이용하여 측정하였으며, 식 (1) 을 이용한 상대밀도 값과 비교하였다.
소결이 완료 된 TMCs의 격자구조/상분석 및 평균 결 정자(crystallite) 크기는 X-선 회절법(XRD, PIXCEL 1D DETECTOR, Panalytical) 및 Stokes and Wilson’s 식15) 을 이용하여 측정하였다.
여기서, b는 X선 회절 피크의 기계적 보정값의 반가폭 (FWHM), bd와 be는 내부 스트레스와 반가폭에 의하여 감소한 크기를 측정한 값이다. k는 Scherrer 상수 (0.9), λ는 X-선의 파장 (CuKα, λ = 0.154 nm)을 나타낸다. d와 ε는 결정자 크기 및 내부 스트레스를 측정한 상수 이며, θ는 Bragg 각도를 나타낸다.
TMCs의 미세조직 관찰은 각 Carbide 소재에 적합한 부식법을 통해 표면 부식 후, FE-SEM (JSM-7001F, JEOL)을 이용하여 분석하였으며, 선형 분석법을 이용하 여 평균 결정입도(grain size)를 측정하였다.16)
각 TMCs의 기계적 특성 중 경도 및 파괴인성 특성 은 비커스 경도계(HMV-G, Shimadzu)를 20 kg·f 하중에 서 15초간 유지하여 시편의 압흔 자국을 분석하였고, 식 (3)을 이용하여 측정하였다.
여기서, k는 압입자의 형상과 관련된 상수(1.89 × 105)이 며, P는 인가 된 하중, d는 압흔 자국의 대각선 길이를 나타낸다. 또한, TMCs의 탄성계수를 분석하기 위하여 나 노인덴테이션 (HM 2000, Helmut Fischer)을 이용하였 고, 식 (4)17)를 통해 측정하였다.
여기서, Eeff는 시험편과 압입자 사이의 유효탄성계수, β 는 인덴터의 형상계수 (1.034), S는 하중 인가 시의 강 성, A는 시험편 표면에 압입된 투영접촉면적을 나타낸다.
3. 결과 및 고찰
각 TMCs의 소결시간 및 소결온도에 따른 팽창-수축 거동은 Fig. 1(a)에 나타내었으며, 수축의 시작부터 종료 지점까지의 소결거동은 Fig. 1(b)에 도시하였다. Fig. 1(a) 에서 TiC-6Co 및 Mo2C-6Co에서 초기 팽창 거동을 보 이다가 일정 온도에서부터 급격한 수축거동을 나타낸 후 소결이 종료된 것을 확인할 수 있다. 이는 각 탄화물과 흑연 몰드의 열팽창계수(Graphite: 5.0 × 10-6·K-1, TaC: 5.7 × 10-6·K-1, NbC: 6.6 × 10-6·K-1, TiC: 7.7 × 10-6·K-1, Mo2C: 7.8 × 10-6·K-1) 차이가 상대적으로 큰 경우에 발 생한 것으로 사료된다.18) 또한, 각 TMCs에 따른 상이 한 수축 개시 온도를 확인할 수 있는데, Mo2C-6Co의 경 우 약 850 °C 이후 급격한 수축 거동을 나타내어 다른 탄화물들에 비해 상대적으로 저온에서부터 치밀화 거동 을 나타낸 것으로 판단된다. 방전플라즈마 소결 공정 중 에서 치밀화 거동은 펄스 DC 전류에 의해 인가 된 줄 열에 의해 입자 대 입자 접촉점에서 탄화물 입자끼리의 상호확산 (격자 및 입계)을 촉진한다고 보고되고 있다.19) 따라서, 탄화물 중 상대적으로 높은 확산계수를 갖는 Mo2C에서 저온부터 격자 확산이 시작되어 입계확산까지 보다 쉽게 도달할 수 있는 구동력으로 작용하여 높은 수 축률과 함께 치밀한 입계를 형성할 수 있다고 판단하였 다.20) Table 1에 나타낸 바와 같이, Mo2C-6Co는 이론밀 도에 가까운 100 %의 상대밀도를 갖는 반면 가장 낮은 수축길이를 나타낸 NbC-6Co는 약 9 5.1 %의 상대밀도를 나타내었다. 추가적으로, 각 TMCs의 명확한 소결거동 비 교를 위하여 거시적 수축 변형률을 이용하여 Fig. 1(b) 에 도시하였다. 급격한 수축 거동을 보이는 소결온도 범 위(약 800 ~ 1,300 °C)에서의 수축 변형률(ε) 변화는 소결 지수(m)에 따라 결정된 것으로 확인되었다. 즉, m값이 높을수록 거시적 수축의 크기는 작아지며, 소결 과정에 서의 높은 계면에너지를 야기하여, 결과적으로 소결 종 료 지점의 온도에 이르러서야 치밀화가 진행되었다고 판 단하였다.21) 이는, 높은 m을 갖는 NbC-6Co (m = 4.63) 의 경우 최종 소결 구간에서의 잔류 기공 제거와 더불 어 여전히 완료되지 않은 고상 확산이 지속됨으로써, 높 은 활성화에너지 하에서 상대적으로 낮은 상대밀도를 갖 는 것으로 판단하였다.
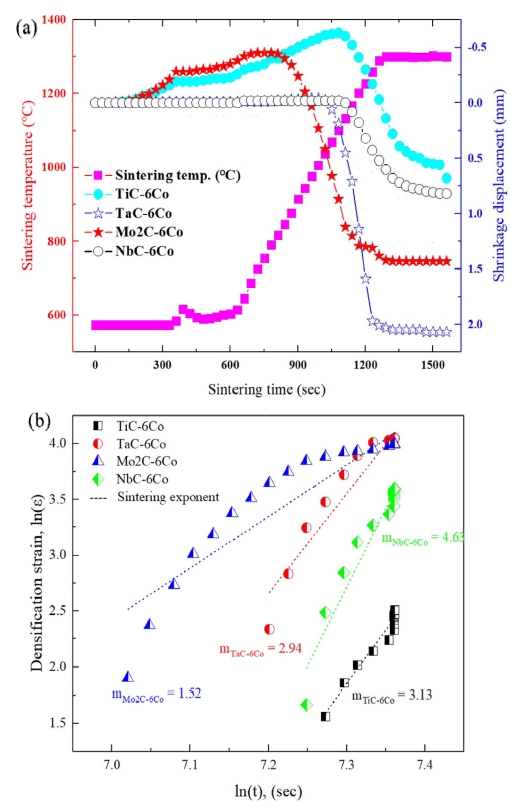
Fig. 1
Schematic representation of SPS process with TMCs sintered-bodies: (a) shrinkage displacement profile and (b) densification strain-sintering time curve in shrinkage stage, i.e. at the temperature range of 800 to 1,300 °C.
Table 1
Properties of relative density, grain size, lattice parameter and micro strain with TMCs sintered-bodies.
 |
Fig. 2는 TMCs 소결체의 XRD 상분석 결과를 나타내 었다. 대부분의 소결체에서는 탄화물 및 Co상만이 분석 되었으나, Mo2C-6Co의 경우 C가 소량 검출되었다. 이 는 낮은 계면에너지를 갖는 Mo2C/Co에서의 Mo와 C가 Co에 대한 탄소 활동도 차이에 의해 Co 입내로 확산되 지 못한 free-carbon의 형성에 기인한 것으로 판단된다.22) 또한, Table 1에 각 TMCs에서의 분말에서 소결체로 치 밀화 되는 과정에서의 격자 상수 차이에 의한 변형률을 비교하였다. 일반적으로, 탄화물은 고용체를 형성하는 과 정에서 탄소 함량에 따라 넓은 조성범위에서의 비화학 양론적 화합물을 형성할 수 있다.23) 즉, 고용체 내부의 탄소 함량에 따라 격자 내부의 응력 분포 및 변형률이 결정될 수 있는데, TiC-6Co의 경우 분말이 치밀화되는 과정에서 높은 변형률 (0.49)과 함께 격자상수가 2.2142 → 2.1900 Å로 감소한 것을 알 수 있다. 따라서, 압축 응력을 내재한 격자내에 고용 강화기구(solid solution strengthening)로 작용하여 경도향상 효과를 나타낼 수 있 을 것으로 판단하였다.24)
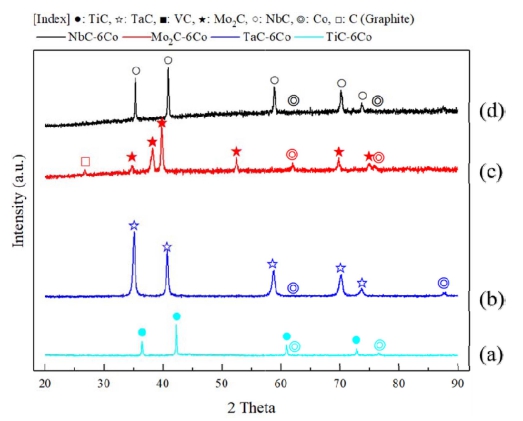
Fig. 2
XRD patterns of the TMCs sintered-bodies: (a) TiC-6Co, (b) TaC-6Co, (c) Mo2C-6Co and (d) NbC-6Co.
Fig. 3은 TMCs 소결체의 미세조직 분석 결과를 나타 내었다. 각 탄화물 입자 주위에 Co-rich 영역이 분포되 어 있는 것으로 확인되었으며, 국부적인 계면 영역에서 비정상 결정성장이 관찰되었다. 이는 탄화물의 결정화 과 정에서 약 9 00 °C 이상부터 Co의 준액상화에 따라 점 성유동과 모세관력에 의해 탄화물 입자간의 재배열에 기 인한 것으로 판단된다. 즉, 젖음성이 좋은 Co에 의해 고 /액 계면에서 액상 내에 고용된 서로 다른 크기의 입자 간 용해도 차이에 의해, 작은 입자는 용해되어 큰 입자 쪽으로 재석출되는 Ostwald ripening 메커니즘에 의해 결 정립 성장을 촉진 시킨 것으로 판단된다.25) 즉, 계면에 서의 젖음성과 깊은 관련이 있는 각 탄화물의 형성에너 지 차이(TiC: -310.0 kJ/mol-1, TaC: -161.1 kJ/mol-1, NbC: -142.3 kJ/mol-1, Mo2C: -17.6 kJ/mol-1)에 따라 Co와의 계면 안정성이 결정될 수 있는데, Mo2C의 경우 가장 낮 은 형성에너지와 함께 소결 과정 중 고-액 계면에서 가 장 낮은 젖음각을 기반으로 다량의 Mo2C가 Co내에 용 해됨으로써, Mo2C/Mo2C 계면의 재배열 및 재석출 과정 을 억제시켜 Co계면 방향으로 고립된 조대 결정립을 형 성할 수 있다고 판단하였다.26,27) 즉, 낮은 계면에너지를 갖는 Mo2C에서는 Co가 계면으로 침투되어 전체 계 에 너지를 감소시킴으로써, 편향된 결정립 성장을 촉진할 수 있다고 사료된다.
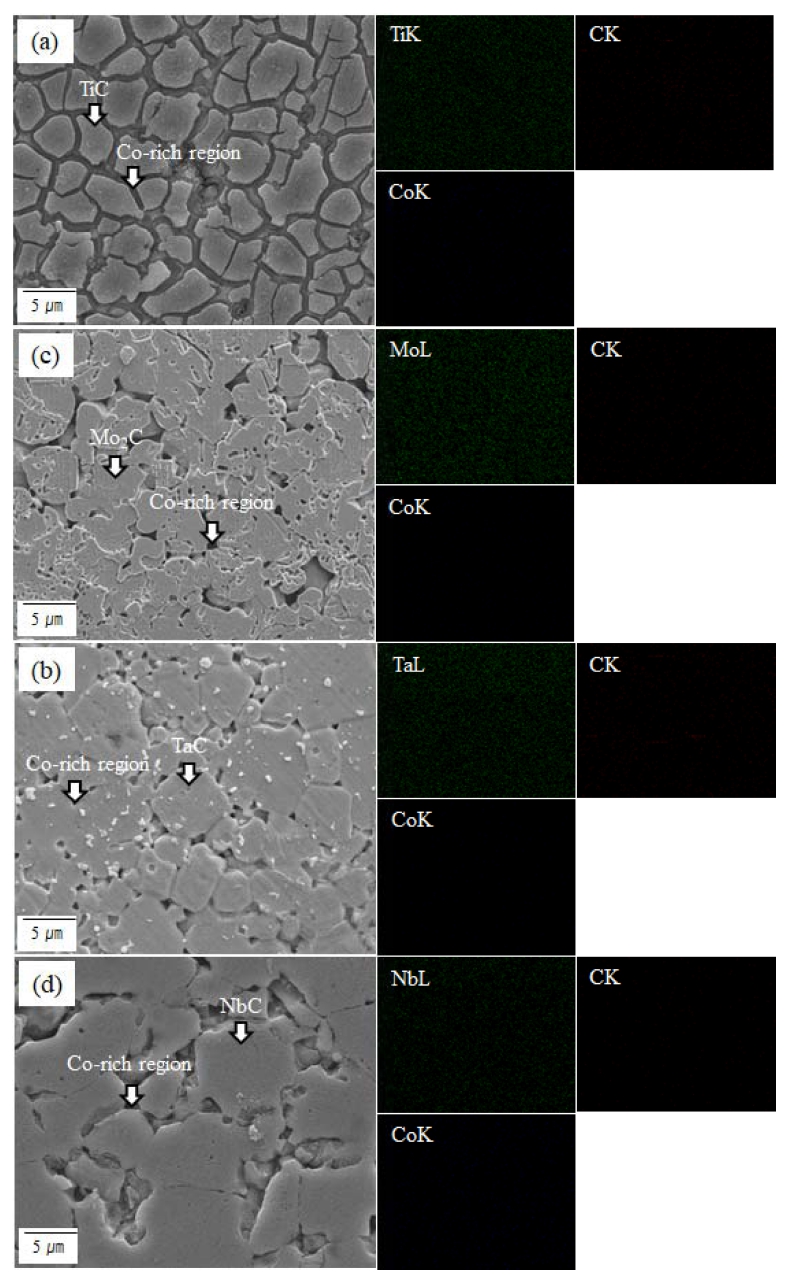
Fig. 3
Microstructures and SEM-EDS elemental mapping of TMCs sintered-bodies: (a) TiC-6Co, (b) TaC-6Co, (c) Mo2C-6Co and (d) NbC-6Co.
추가적으로, 미세조직에 도시된 이미지를 이용하여 선 형 분석법으로 각 탄화물의 결정립 크기를 측정하였다. 각 탄화물의 평균 결정립 크기는 NbC, Mo2 C, TaC, TiC (3.51, 3.01, 2.82, 2.01) μm 순으로 측정되었으며, 출발 입도와 비교하여 Mo2C에서 가장 큰 결정립 성장 을 확인할 수 있었다. 반면, TiC에서는 탄화물 사이의 높 은 계면에너지에 따른 안정된 계면 형성으로 입자 재배 열 및 입계 확산의 가속화에 의한 결정립이 상대적으로 미세화 된 것으로 판단된다. 즉, 각 TMCs/Co 계면 사 이의 에너지 차이는 탄화물의 결정립 성장 거동에 상당 한 영향을 미친 것으로 판단된다.
Fig. 4 및 Table 2에는 각 TMCs에 대한 기계적 특성 평가 결과를 나타내었다. Fig. 4(a)는 경도 및 파괴인성 결과를 나타내었으며, 각 탄화물의 결정립 사이즈가 감 소할수록 경도는 증가하고 파괴인성은 감소하는 경향을 보였다. 특히, TiC의 경우 Hall-petch 관계식에 기인한 결정입계 강화와 함께 높은 변형률에 의한 고용강화 효 과가 상호작용하여 가장 높은 경도값 (1872 ± 57.6 MPa) 을 나타낸 것으로 사료된다.28) 반면에, 치밀화 된 소결 체에 하중을 가했을 때, 균열의 확대에 따른 응력분포의 영향에 따라각 TMCs의 파괴인성 값이 결정된 것으로 판 단된다. 즉, 응력의 확대계수가 점차적으로 증가하여 재 료의 파괴가 발생하면서 균열의 선단에 응력이 집중되게 되는데, 균열의 분포거리가 짧을수록 응력 확대계수 값 및 응력 분포 값은 증가하고, 결과적으로 식 (5)에 나타 낸 바와 같이, 넓은 영역에서의 응력 분포를 갖는 재료 의 파괴인성 값은 증가할 수 있다고 판단하였다.7)
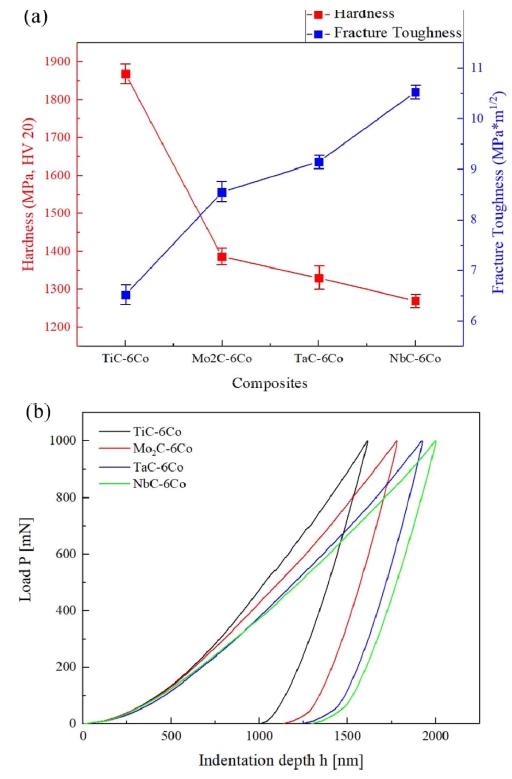
Fig. 4
Mechanical properties of TMCs sintered-bodies: (a) hardness-fracture toughness curves (HV20) and (b) nanoindentation load-displacement curves with elastic modulus.
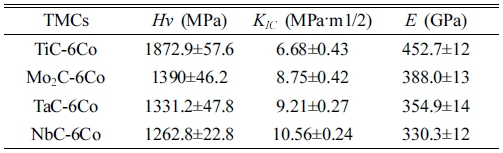
여기서, δy는 길이 r에서의 응력 분포, K1은 응력 확대 계수, r은 균열 전파 길이, a는 균일 길이(압흔길이의 1/ 2)를 나타낸다. 각 TMCs에서의 응력분포 값은 Table 3 에 나타내었으며, 같은 하중으로 적용된 응력에서 크랙 전파 길이가 감소할수록 응력분포값은 증가하는 경향을 확인하였다. 따라서, NbC-6Co에서 가장 높은 파괴인성 값(10.56±0.24 MPa·m1/2)을 기대할 수 있었다.

또한, 각 TMCs에 대한 탄성계수 측정 결과를 Fig. 4(b) 및 Table 2에 나타내었다. 경도와 탄성계수는 비례 하는 경향을 나타내었으며, TiC-6Co에서 가장 높은 값 (452.7 ± 12 GPa)을 나타내었다. 한 편, 각 탄화물 고유 의 탄성계수(TiC: 448 GPa, NbC: 452 GPa, TaC: 477 GPa, Mo2C: 535 GPa)에서 예상되는 결과와는 다른 경 향을 나타내었는데, 이는 소결 후 성립된 TMCs/Co의 각 계면 상태에 따른 계면에너지 차이에 따른 것으로 사료 된다. 예를 들어, 계면이 견고한 상태로 입계 강화 된 TiC/Co에서는 상대적으로 높은 탄성계수 값을 유지할 수 있지만, NbC-6Co에서는 조대화 된 결정입과 더불어 넓 은 영역에서 계면 주변의 Co가 분포하게 된다. 이 때, 균열의 선단이 Co 입내로 흡수되면서 전파하려는 거동 에서 기인한 낮은 계면에너지로 인하여 탄성계수는 상 대적으로 감소할 수 있다고 판단하였다.29)
4.결 론
TiC, TaC, Mo2C, NbC와 같은 전이금속계 탄화물들의 소결 거동 및 기계적 특성을 평가하기 위하여, Co를 바 인더 소재로 이용하여 수평형 볼밀링 및 방전플라즈마 소결공정을 통해 치밀화 된 소결체를 제조하였으며, 다 음과 같은 결론을 얻었다.
(1) TMCs의 소결 거동은 탄화물들의 열팽창계수 및 소 결 지수(m)에 따라 결정되었으며, m값이 높을수록 거시 적 수축의 크기는 작아지며, 소결 종료 지점의 온도에 이르러서야 치밀화가 진행되기 때문에 상대적으로 낮은 상대밀도를 나타낸 것으로 예상된다.
(2) TMCs의 탄화물 입자 주변에는 준액상의 Co가 고 착화됨에 따라 계면을 형성하였고, 계면에너지에 따라 결 정립 성장 거동이 결정된 것으로 사료된다.
(3) TMCs의 기계적 특성은 탄화물의 결정립 사이즈 및 내부 격자 변형에 따라 강화 거동이 결정되었으며, TiC- 6Co에서 가장 높은 경도를 나타내었다. 반면, 파괴인성 특성은 파괴 발생 시의 균열 및 응력분포 값에 따라 결 정되었으며, NbC-6Co에서 가장 높은 파괴인성 값을 나 타내었다. 추가적으로, TMCs의 탄성계수는 Co와의 계면 상태에 따른 에너지 차이에 의해 결정되었다.
