

1. 서 론
전 세계적으로 에너지 수요와 화석 연료의 사용량이 증가함에 따라 지구 온난화가 가속화되고 있다. 이에 따라 세계적으로 탄소 중립 정책을 시행하고 있으며, 재생 에너지에 대한 관심이 높아지고 있다. 리튬 이온 배터리(lithium-ion battery, LIB)는 태양광 및 풍력 발전 같은 재생에너지를 저장할 수 있는 에너지 저장 소자로서 주목받고 있다.1) LIB는 크게 양극, 음극, 분리막 및 전해질로 구성되어 있다. 그중 양극은 배터리의 사이클 수명, 충・방전 성능 및 안정성에 영향을 준다. 리튬 철 인산 염(lithium iron phosphate, LFP)은 저렴한 비용, 우수한 안정성 및 친환경성 등의 이유로 주목받고 있다.2,3) 하지만 LFP는 상대적으로 낮은 이론 용량, 작동 전압 및 전기전도도(10-6-10-10 S・cm-1)를 갖는다.4) 이러한 특성으로 인해 LFP는 다른 양극 소재에 비하여 에너지 밀도가 낮다는 한계가 있으며, 이를 개선하기 위한 연구가 필수적이다.5)
배터리의 에너지 밀도를 높이기 위해서는 전극을 후막화 하거나 더 많은 전극 재료를 사용해야 한다. 후막 전극이란 단위 면적 내 활물질 층이 두껍게 형성된 전극이다.6,7) 고밀도 후막 전극에서는 전극 구조 내 저항이 크게 증가하기 때문에, LFP의 낮은 전기전도도를 보완하기 위한 연구가 필요하다. 따라서 LFP의 낮은 전기전도도를 극복하고자 많은 연구가 진행되었다. 대표적으로 LFP 표면 개질이 있다.8) 전도성 탄소를 이용한 표면 개질은 LFP 성능 향상에 효과적인 방법이다. 전도성 탄소는 활성 부위를 보호하며, 전해질과의 직접적인 접촉을 줄여주어, 전해질에 의한 분해를 방지하며 구조적 안정성을 향상시켜 줄 수 있다. 또한 전도성 탄소로 인하여 LFP의 전도성을 향상시켜 고속 충・방전 성능을 향상시킬 수 있다.9) Jiang et al.은 용매 열 합성법과 후처리 공정을 통하여 탄소 코팅 LFP를 제조하였다.10) Lim et al.은 공침법을 통해 전구체를 합성한 후, 이를 바탕으로 탄소 코팅 LFP를 제조하였다. 공침 반응 시간을 주요 변수로 설정하여 전구체의 형상을 제어하였으며, 이러한 구조적 변화와 탄소 코팅 LFP의 전기화학적 성능에 대해 규명하였다.11) 하지만 지금까지 보고된 코팅 방법의 대부분은 습식 방법으로, 일반적으로 고온을 이용한 복잡한 합성 공정을 필요로 한다. 또한 습식 코팅 방법은 대량의 용매 사용으로 인한 건조 공정 및 용매 회수 설비가 요구되어 상업적 대량 생산에 한계가 있다.12) 대부분의 선행 연구들은 습식 공정을 통한 탄소 코팅에 집중되어 왔다. 따라서 용매 사용에 따른 건조 공정 및 에너지 소비 증가 문제를 고려할 때 실제 상업적 대량 생산에 적합한 건식 코팅 기술에 대한 연구가 필요하다.13)
본 연구에서는 메카노퓨전 공정을 이용하여 LFP 표면에 이중 탄소 코팅을 진행하였다. 메카노퓨전 공정은 고속으로 회전하는 블레이드에 의해 발생하는 강한 전단력과 압축력을 활용하여 탄소 프리커서를 LFP 표면에 물리적으로 고정시키는 건식 표면 개질 공정이다.14) 메카노퓨전 공정을 활용하여 1차 탄소 코팅이 적용된 LFP 표면에서 발생할 수 있는 국부적 탄소 분포 불균일성을 개선함으로써 보다 균일한 탄소 코팅층을 형성하였다. 또한 탄소 프리커서 함량을 조절하여 코팅 두께를 최적화함으로써, LFP의 에너지 밀도 향상과 충분한 전기전도성을 확보하였다. 따라서 본 연구에서 제안하는 메카노퓨전 기반 이중 탄소 코팅 전략은 탄소 코팅의 균일성과 두께를 동시에 제어할 수 있는 공정으로, LFP의 에너지 밀도 향상과 전기전도도 향상이라는 두 가지 문제를 동시에 개선할 수 있는 실용적인 코팅 전략으로 기대된다. 15)
2. 실험 방법
탄소 코팅은 상용 LFP와 glucose를 이용하여 메카노퓨전 공정을 통해 진행하였다. 탄소 코팅 LFP를 합성하기 위하여 LFP (2 µm, Aleees)와 glucose (SAMCHUN, 98.0 %) 분말을 사용하였다. 먼저, LFP와 glucose를 각각 99:1, 95:5 및 90:10의 질량비로 혼합한 후, 페이스트 믹서(Thinky mixer)를 사용하여 1,200 rpm의 회전속도로 3 min 동안 혼합하였다. 혼합이 완료된 시료는 메카노퓨전 공정(mechanofusion process, Nobilta NOB-MINI)을 통해 상온에서 5,000 rpm의 회전속도로 15 min 동안 코팅하였다. 코팅이 완료된 LFP는 N2 분위기에서 600 °C로 1 h 탄화하였다. 초기 LFP는 bare LFP, 코팅된 샘플은 질량비에 따라 LFP@C1, LFP@C5 및 LFP@C10로 표기하였다.
코팅된 분말 시료의 상과 결정성을 분석하기 위하여 X-선 회절 분석(X-ray diffraction, XRD, Rigaku D/Max-2500V, Rigaku, Tokyo, Japan)을 진행하였으며, 표면 구조 및 형상 관찰을 위하여 주사전자현미경(field-emission scanning electron microscopy, FE-SEM) 및 투과 전자 현미경(transmission electron microscopy, TEM)을 이용하였다.
전기화학 특성 평가를 위하여 각 샘플들로 전극을 제조하였다. 모든 전극은 활물질, 도전재와 바인더의 질량 비율이 94:3:3으로 제조하였다. 활물질에는 bare LFP, LFP@C1, LFP@C5 및 LFP@C10을 이용하여 제조하였으며, 도전재로는 Super P (Timcal), 바인더로 폴리비닐리덴 플루오라이드(polyvinylidene fluoride, PVDF, Solef 5130)를 사용하였다. N-메틸-2-피롤리돈(N-Methyl-2-pyrrolidone, NMP, Sigma-Aldrich, 99.5 %)를 용매로 사용하였으며, 페이스트 믹서를 이용하여 2,000 rpm의 회전속도로 균일하게 분산하였다. 제조된 슬러리를 알루미늄 집전체(Al foil, 15 µm, Sama Aluminium Co., Ltd.) 위에 바코터를 이용하여 균일하게 도포하였다. 이때 전극의 로딩 레벨은 평균 18.27 mg/cm2으로 설정하였다. 이후 100 °C의 진공 건조기에서 6 h 건조하여 용매를 제거하였다. 건조된 전극을 100 µm 롤 간격 그리고 80 °C 온도 조건에서 롤프레스를 이용하여 압착하여 후막 전극을 제조하였다. 코인형 반쪽전지(CR2032)를 제조하기 위해서, 분리막으로 폴리프로필렌(polypropylene, Celgard 2400), 상대전극으로 리튬 포일(Li foil, Honjo chemical Corp, 99.95 %)를 사용하였으며, 전해질로 1.0 M 육불화인산리튬(lithium hexafluorophosphate, LiPF6)가 용해된 에틸렌 카보네이트(ethylene carbonate, EC)와 디에틸 카보네이트(diethyl carbonate, DEC)의 1:1 (v/v) 혼합 용매를 사용하였다. 모든 코인형 반쪽전지 제조 과정은 글러브 박스 내부에서 고순도 아르곤 분위기 상태로 제조하였다. 제조된 리튬 이온 전지의 율속 성능 평가는 충/방전 시험기(WonATech, WMPG 3000S)를 사용하였으며, 2.0-4.2 V (vs. Li/Li+)의 전압범위에서 0.1 C, 0.5 C, 1.0 C, 2.0 C, 3.0 C, 5.0 C (1.0 C = 150 mAh g-1)로 5 사이클씩 측정하였다. 수명 안정성 평가를 위해 1.0 C의 전류밀도에서 100회 충전 및 방전을 진행하였다. 전기화학적 반응속도를 평가하기 위해서, 10-2-10-5 Hz의 주파수 범위에서 임피던스 분광법(electrochemical impedance spectroscopy, EIS)을 진행하였다. 전극의 저항 및 전극과 집전체 사이의 계면 저항을 측정하기 위해 전극 저항 시스템(HIOKI, RM2610)을 사용하였다.
3. 결과 및 고찰
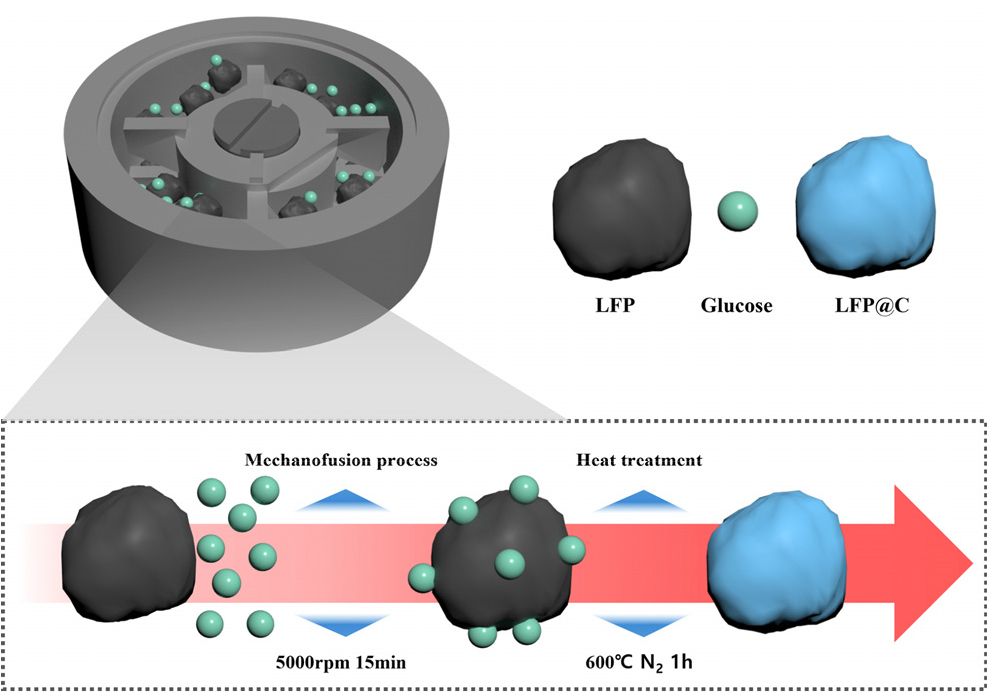
Fig. 1은 메카노퓨전 공정을 통하여 탄소 코팅 LFP를 합성하는 과정을 모식화한 것이다. 이때 glucose는 탄소 코팅 프리커서로 사용되었다. 메카노퓨전 공정은 건식 코팅 방법으로, 챔버 내에서 고속 회전 중 발생하는 강한 물리적 전단력을 이용하여 이종 입자들을 하나의 입자로 합성하는 방법이다.16) 메카노퓨전 공정 중 발생하는 기계적 에너지는 LFP 표면에 glucose를 코팅한다. 초기에는 LFP와 glucose가 단순하게 혼합되어 있으며, 공정이 계속 진행됨에 따라 기계적 에너지에 의해 LFP 표면에 glucose가 부착되기 시작한다. 챔버 내에서는 기계적 에너지에 의한 부착 과정이 계속 반복되고, LFP 표면에 균일한 glucose 코팅층이 형성된다. 이후 600 °C 질소 분위기에서 열처리를 수행하여 glucose를 탄화시킨다. glucose는 열분해 과정을 거쳐 탄소 구조로 변환되며, 입자 표면을 따라 연속적인 탄소 코팅층을 형성한다. 이때 형성된 연속적인 탄소 코팅층은 입자 간 전기적 연결을 향상시키는 전도성 네트워크를 형성하며, 동시에 활물질과 전해질 사이의 직접적인 접촉을 보호하는 역할을 수행할 수 있다. 일반적으로 사용하는 습식 탄소 코팅 공정의 경우 주로 물이나 알코올을 용매로 사용하여 코팅을 진행한다. 하지만 물은 리튬 이온 용해를 유발하고, 알코올은 휘발성이 높아 공정 안정성이 낮고 추가적인 용매 제거 및 건조 공정이 필요하다는 단점이 있다. 반면에 메카노퓨전 공정의 경우 용매를 사용하지 않는 건식 코팅 공정이며, 15 min의 기계적 융합을 통해 압축 및 전단력을 가하여 LFP 표면에 균일하고 연속적인 코팅층을 형성할 수 있다. 또한 메카노퓨전 공정을 통해 형성된 표면 탄소 코팅층은 입자 표면에서 안정적으로 유지될 수 있으며, 이는 LFP의 전도도 향상 및 전해질과의 계면 특성 개선에 기여할 수 있다.
메카노퓨전 공정을 통한 탄소 코팅이 LFP의 결정 구조에 미치는 영향을 확인하기 위하여 10-80° 범위에서 XRD 분석을 진행하였다. Fig. 2는 분석된 XRD 패턴을 나타낸다. LFP는 사방정(orthorhombic), Pnma 공간군의 올리빈 구조를 나타낸다. LFP에서 산소 원자는 약간 왜곡된 육방 밀집 배열(hexagonal close-packed, HCP)을 이루며, PO4 사면체와 FeO6 팔면체와 LiO6 팔면체가 결합된 형태로 구성된다. 이때 PO4 사면체는 강한 P-O 공유 결합으로 인해 매우 안정적이지만 산소 원자를 공유하는 FeO6 팔면체를 분리한다. 따라서 FeO6는 연속적인 네트워크를 형성할 수 없으며, 네트워크의 불연속성으로 인해 LFP는 낮은 전기전도도를 갖는다.17) 모든 LFP는 유사한 피크 위치와 피크의 강도(JCPDS card No.40-1499)를 보였다. 이는 메카노퓨전 공정 이후 LFP 소재의 결정 구조가 변하지 않았음을 의미한다. 탄소 코팅된 LFP의 경우 XRD 분석에서 탄소 피크가 나타나지 않았다. 탄소 피크가 나타나지 않은 것은 LFP@C 샘플들의 탄소 함량이 낮거나 코팅된 탄소 소재가 주로 비정질 탄소 형태로 존재하기 때문이다. 또한 탄소 코팅된 LFP의 XRD 피크는 bare LFP와 비교했을 때 보다 더 좁고 날카롭다. 이는 메카노퓨전 공정을 통해 LFP 표면에 탄소 전구체가 균일하게 분산됨에 따라, 열처리 시 시료 전반에 균등한 반응 환경이 조성되었기 때문이다. 이러한 환경은 결정 결함의 감소와 격자 재배열을 효과적으로 유도하여 결과적으로 결정성 향상에 기여한 것으로 해석된다. 이러한 변화는 Fig. S1에 제시된 XRD 패턴에서도 일관된 것을 확인할 수 있다. 따라서 이러한 결과는 메카노퓨전 공정이 결정 구조를 유지하면서 입자 구조 안정화에 기여했음을 나타낸다.18,19)
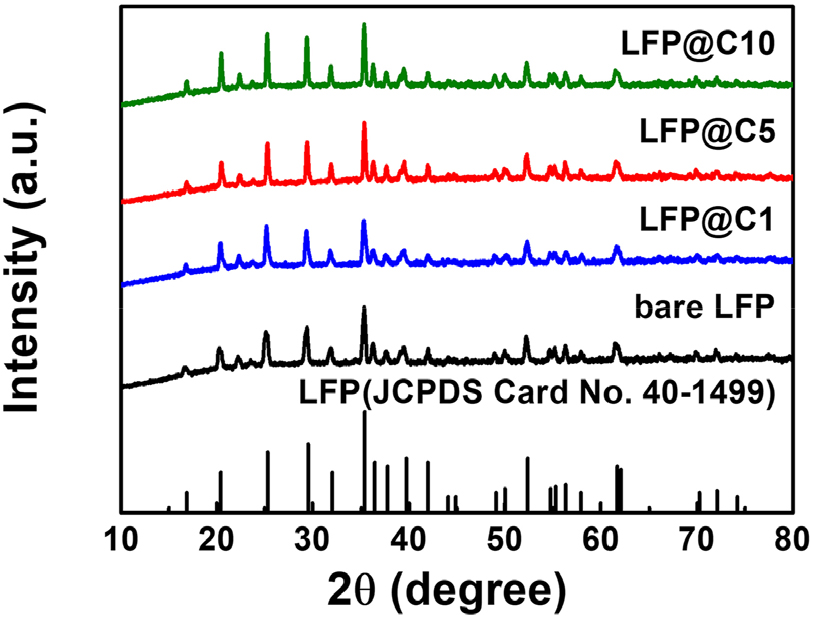
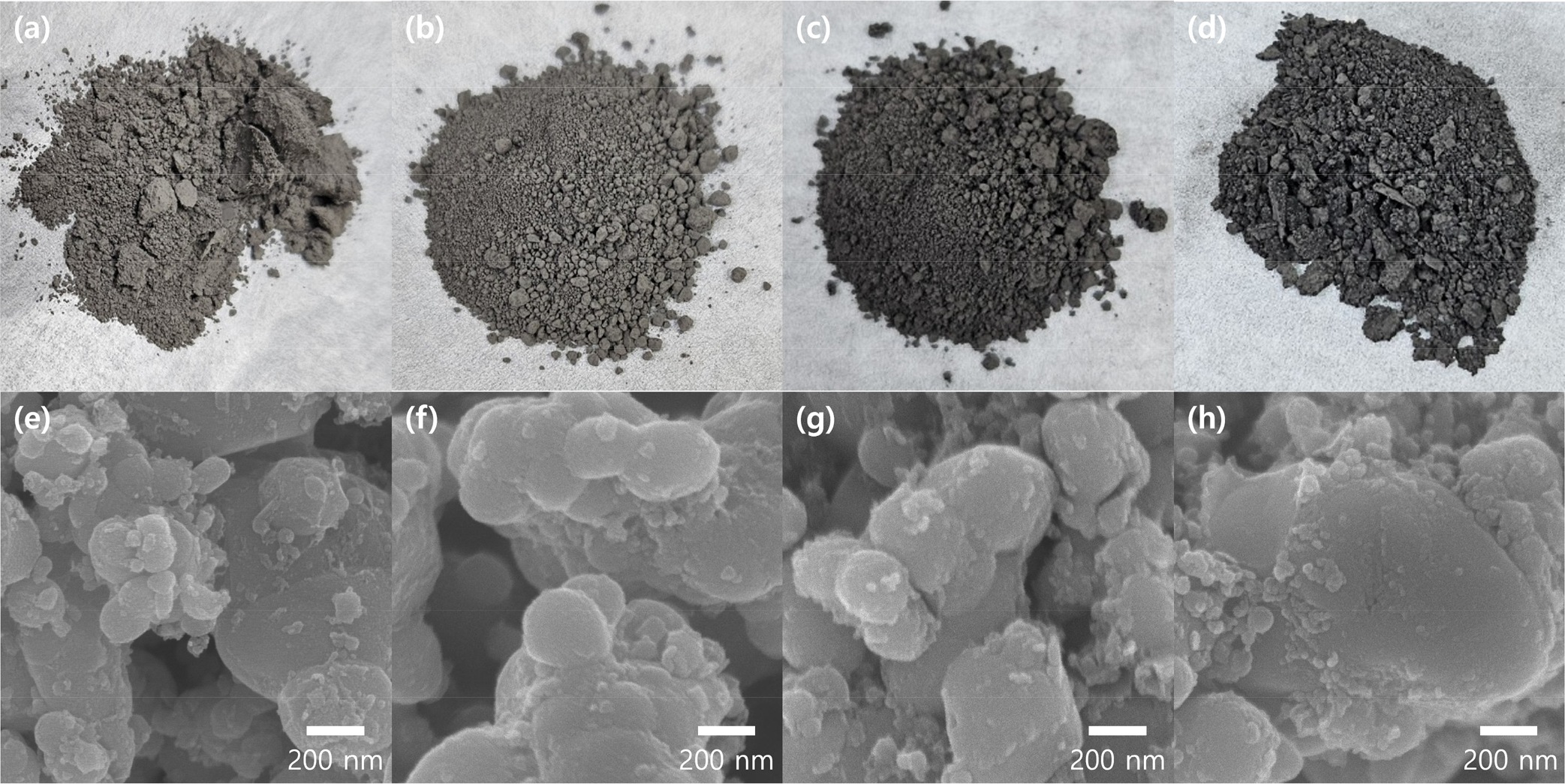
Fig. 3(a-d)는 각각 bare LFP, LFP@C1, LFP@C5 및 LFP@C10 분말의 색상 및 외관을 비교하기 위한 사진이다. 모든 분말의 색상은 glucose의 첨가량에 따라 색상이 달라지는 경향을 보인다. glucose 첨가량이 증가함에 따라 분말의 색이 더 짙은 회색으로 변한 것을 확인하였는데, 이는 glucose로부터 유래한 탄소 전구체의 열분해에 의해 형성된 탄소 코팅층 함량이 증가했음을 나타낸다. 미세구조 및 표면 특성을 더 자세히 확인하기 위하여 FE-SEM 분석을 진행하였다. Fig. 3(e-h)는 각각 bare LFP, LFP@C1, LFP@C5 및 LFP@C10의 FE-SEM으로 분석한 사진을 보여준다. bare LFP는 상대적으로 거친 표면 형상을 보인다. 반면에, 메카노퓨전 공정을 통해 탄소 코팅된 LFP는 보다 매끄럽고 균일한 표면을 나타냈다. 이는 고속 회전 블레이드에 의해 발생하는 강한 전단력과 반복적인 압축/충돌 작용이 탄소 프리커서의 응집을 효과적으로 분해하고, 이를 LFP 표면에 고정시켰기 때문으로 판단된다. 이러한 기계적 에너지 전달 과정은 입자 표면 전반에 걸쳐 연속적이고 균일한 탄소층 형성을 유도하며, 결과적으로 보다 매끄럽고 균일한 표면 구조를 나타냈다.
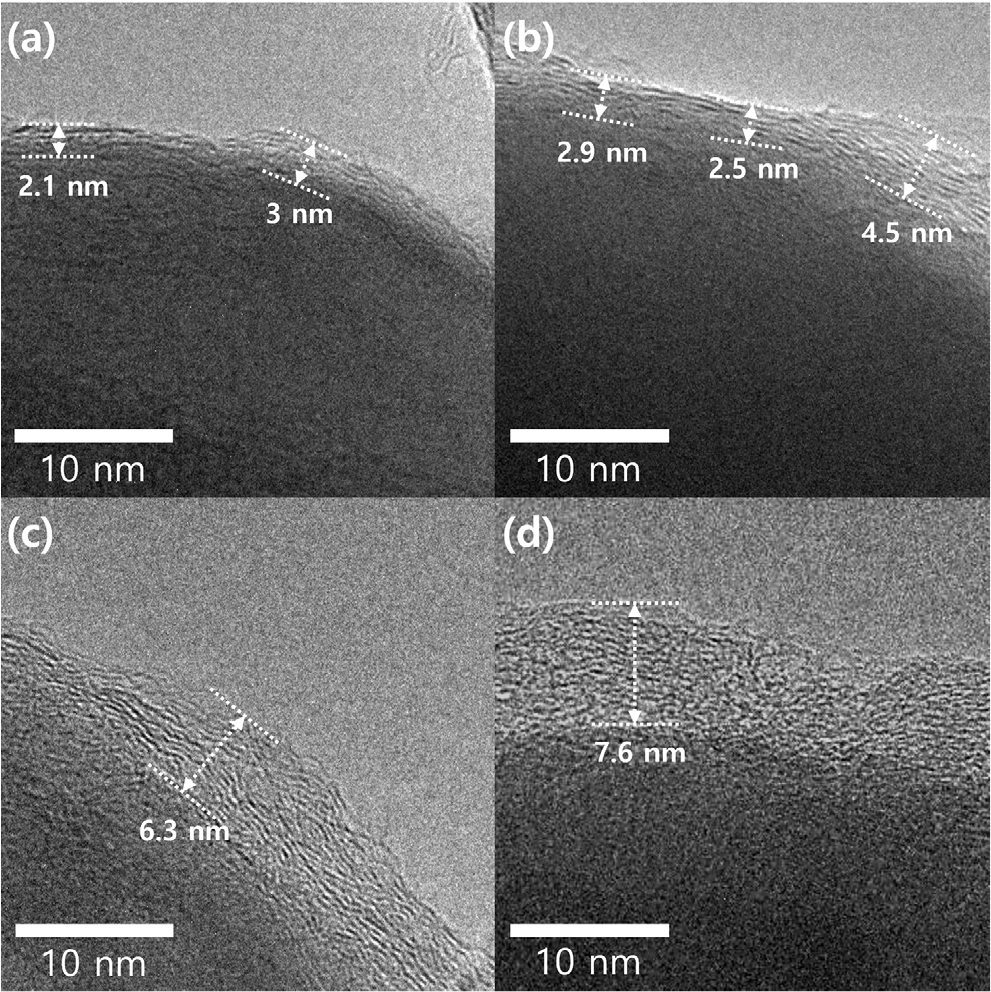
LFP의 표면 코팅을 더 자세히 확인하기 위해서 bare LFP, LFP@C1, LFP@C5 및 LFP@C10에 대해 TEM을 이용해 분석하였다. Fig. 4는 TEM을 이용해 조사된 LFP의 나노 구조 및 코팅층을 보여준다. Fig. 4(a)에서 상용 bare LFP의 표면에 약 2.1-3 nm 두께의 불균일한 탄소 코팅이 되어 있는 것을 확인할 수 있다. 탄소 층 네트워크의 불균일하고 불완전한 분포로 인하여 상용 bare LFP 전극의 전도도가 효과적으로 향상되지 않아 배터리의 율속 성능 향상을 기대하기 어렵다. Fig. 4(b)에서 LFP@C1은 약 2.5-4.5 nm 두께의 bare LFP보다 두께 편차가 크고 연속성이 부족한 불균일한 코팅 형태를 보인다. 이는 메카노퓨전 공정 중 탄소 프리커서의 함량이 충분하지 않아, 입자 표면 전반에 걸친 균일한 탄소층 형성이 제한되었기 때문으로 판단된다. Fig. 4(c)에서 LFP@C5는 약 6.3 nm의 균일한 탄소 코팅층을 갖고 있는 것을 확인할 수 있다. 메카노퓨전 공정을 통한 이중 탄소 코팅된 LFP@C5의 경우 LFP 입자 표면에 탄소층이 균일하게 분산되어 있다. 균일하게 코팅된 탄소층은 LFP의 전기전도성 향상 및 전극과 전해질 사이의 계면 안정성을 향상시키며, 이로 인하여 배터리의 율속 성능이 향상될 것으로 예상된다. Fig. 4(d)에서 LFP@C10은 약 7.6 nm 두께의 탄소 코팅층을 형성하고 있으며, LFP@C5에 비해 더 두꺼운 코팅층을 가지는 것으로 확인된다. 또한 LFP@C5와 동일하게 균일하게 형성된 탄소 코팅층으로 인하여 전기화학적 성능 향상에 기여할 것으로 예상된다.
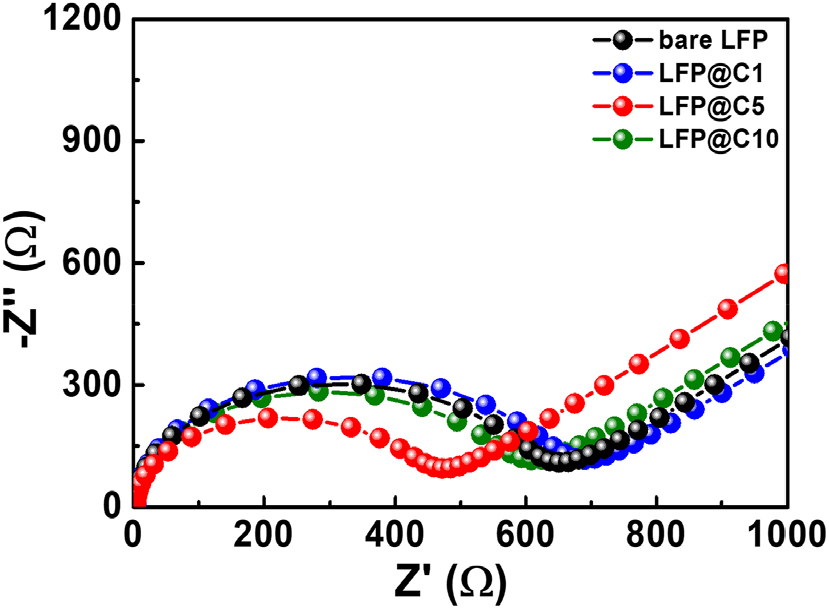
모든 LFP 전극의 전극/전해질 계면의 전기화학적 반응 속도 특성을 분석하기 위해 EIS를 진행하였다. 또한 이에 대한 나이퀴스트 선도(Nyquist plot)를 Fig. 5에 나타내었다. EIS의 고주파 영역의 반원은 전하 이동 저항(Rct)을 나타내며, 저주파 영역의 직선은 와버그 임피던스를 의미한다. LFP@C5 및 LFP@C10 전극의 경우 bare LFP보다 반원의 크기가 작아진 것을 확인할 수 있다. 이를 통해 메카노퓨전 공정을 통한 탄소 코팅이 LFP의 전극/전해질 계면에서의 전하 전달 저항을 감소시켰다는 것을 확인할 수 있다. LFP@C1 전극의 경우 bare LFP 전극보다 반원의 크기가 커진 것을 확인할 수 있는데, 이는 메카노퓨전 코팅 공정 시 투입된 탄소 프리커서 함량이 부족하여 LFP 표면에 연속적인 코팅층을 형성하지 못했기 때문이다. 이로 인해 발생한 불균일한 탄소 코팅층이 전하 전달을 저해하는 저항 요소로 작용한 것으로 판단된다. 특히 LFP@C5 전극은 고주파 영역에서 가장 작은 반원을 나타냈으며, bare LFP (591 Ω), LFP@C1 (624 Ω) 및 LFP@C10 (577 Ω)에 비해 전극/전해질 계면에서 가장 작은 전하 전달 저항(423 Ω)을 나타낸다. LFP@C5 전극의 경우 최적화된 탄소 코팅층이 전극/전해질 계면 저항을 효과적으로 감소시키며, 높은 전자 및 이온 전도도를 갖기 때문으로 확인되었다.
각 LFP 후막 전극의 합재층 저항 및 합재층과 집전체 사이의 계면 저항을 보다 정량적으로 분석하기 위해 전극 저항 측정 장비를 이용하여 전극 저항을 측정하였다. 각각 전극의 합재층 저항 및 합재층과 집전체 사이의 계면 저항 값을 Fig. 6(a)와 Fig. 6(b)에 나타내었다. bare LFP, LFP@C1, LFP@C5 및 LFP@C10 전극에 대하여 합재층 저항은 각각 55.3 Ω cm, 56.4 Ω cm, 15.8 Ω cm 및 16.6 Ω cm이며, 합재층과 집전체 사이의 계면 저항 값은 각각 3.5 Ω cm2, 6.8 Ω cm2, 0.6 Ω cm2 및 0.9 Ω cm2의 값을 나타냈다. LFP@C1의 경우 합재층 저항 및 합재층과 집전체 사이의 계면 저항이 증가한 것을 확인하였다. 이는 앞선 EIS 결과와 동일하였는데, 탄소 프리커서 함량의 부족으로 인하여 bare LFP보다 불균일한 탄소 코팅층이 형성되어 전하 전달을 방해하는 저항 요소로 작용되었기 때문이다. 반면 LFP@C5와 LFP@C10의 경우 합재층 저항 및 합재층과 집전체 사이의 계면 저항이 감소한 것을 확인하였다. 이는 탄소 코팅 함량이 증가함에 따라 전극 내부에서 균일한 전도성 네트워크가 형성되었고, 전자 전달 경로가 개선되었기 때문이다. 그러나 LFP@C10의 경우 LFP@C5에 비해 저항 값이 소폭 증가하는 경향을 보이는데, 이에 대한 원인은 전기화학적 성능 분석에서 자세히 논의하였다.
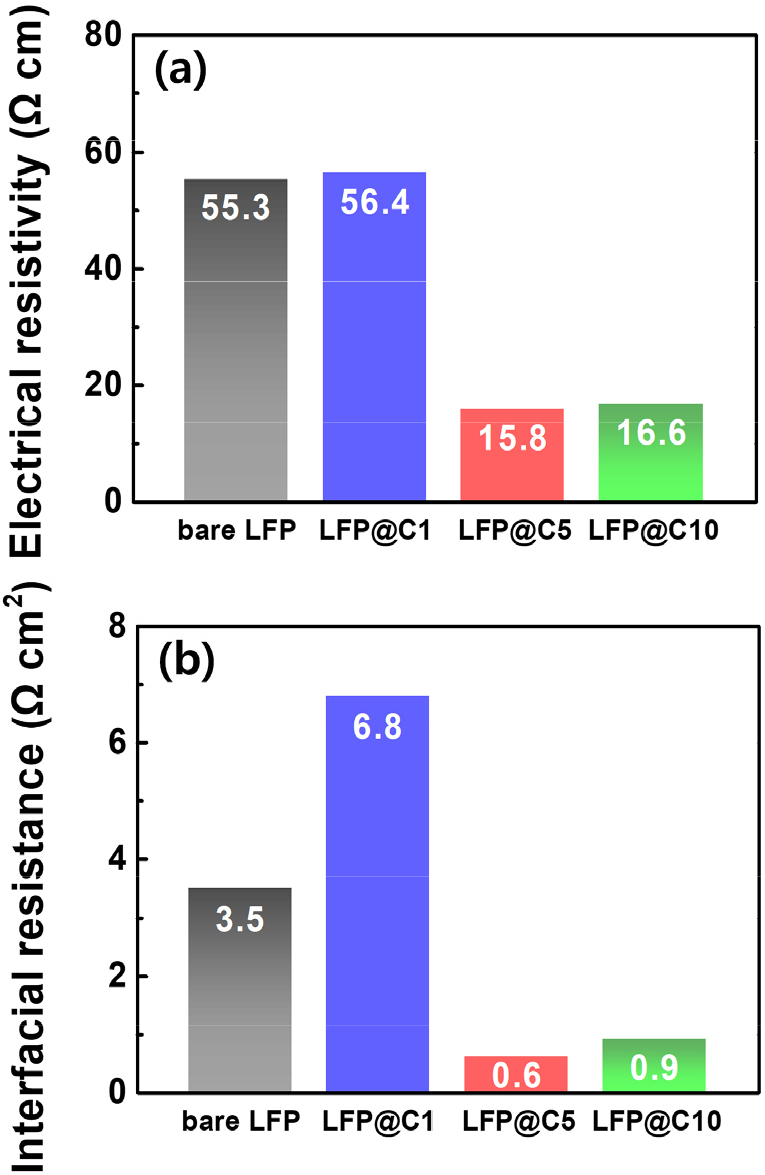
Fig. 7은 2.0-4.2 V (vs. Li/Li+)의 전압 범위에서 0.1 C, 0.5 C의 전류 밀도로 진행한 충/방전 시험 결과이다. 0.1 C의 전류 밀도에서 bare LFP는 156.4 mAh g-1의 가장 높은 방전 용량을 나타냈다. 반면 탄소 코팅 함량이 많아질수록 방전 용량이 감소하는 경향을 보였는데, LFP@C1은 152.3 mAh g-1, LFP@C5는 151.3 mAh g-1 및 LFP@C10은 140.2 mAh g-1의 방전 용량을 나타냈다. 이는 LFP 표면에 탄소 코팅층은 리튬을 저장하지 않는 비활성 물질이기 때문에, 탄소 함량이 증가하면서 LFP 전극의 활성 물질 비율이 감소하여 용량이 감소한 것으로 판단된다. 0.5 C의 전류 밀도에서 각 방전 용량의 차이가 극명하게 나타나는데, bare LFP 전극은 87.6 mAh g-1의 상대적으로 낮은 방전 용량을 보였고, LFP@C1 전극은 47.2 mAh g-1의 가장 낮은 방전 용량을 보였다. 또한 LFP@C10 전극은 104.7 mAh g-1의 방전 용량을 보였다. 반면에, LFP@C5 전극의 경우 147.4 mAh g-1의 가장 높은 방전 용량을 보였다. 0.5 C에서 bare LFP의 낮은 방전 용량은 LFP의 본질적으로 낮은 전기전도도에 기인하며, 입자 간 접촉 저항과 전극 내부 전도 네트워크에서의 높은 저항을 갖기 때문이다. LFP@C1의 경우 탄소 프리커서 함량이 적기 때문에 탄소 코팅이 매우 얇고 불균일 하다. 탄소 코팅이 되지 않은 부분이 존재하여 전자의 이동을 방해하고 Li+이온의 확산을 느리게 만들기 때문에 가장 낮은 방전 용량 값을 보인다. LFP@C5는 입자 전체에 균일한 탄소 코팅층을 형성하여 전극 내 전도 네트워크를 효과적으로 형성하였으며, 전하 전달 저항을 감소시켰기 때문에 Li+이온의 삽입 및 탈리 과정에서 더 나은 전기전도성을 제공한다. 또한, 입자 간 및 입자-전극 계면에서 전도성 접촉 면적을 증가시켜 전극 내부의 저항을 개선하였다. 따라서 가장 높은 방전 용량을 보인다. 반면 LFP@C10의 경우 충분한 탄소 프리커서로 인하여 균일한 코팅층이 형성되어, 전극의 전기전도도는 향상되었지만, 두꺼운 탄소 코팅층으로 인하여 전해액의 침투성이 감소하고, Li+이온의 확산 경로가 증가하여 리튬 이온의 이동을 방해하기 때문이다.
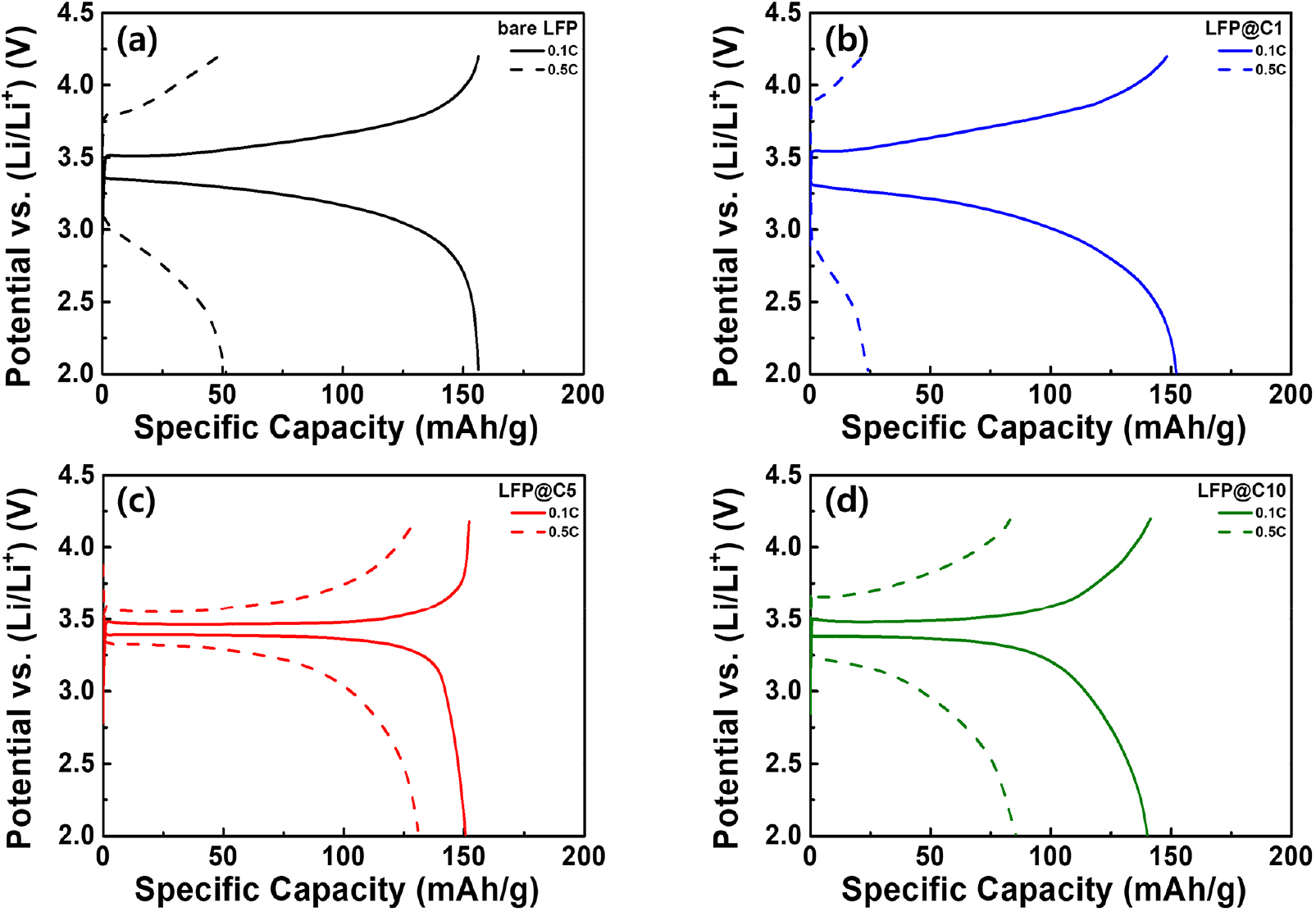
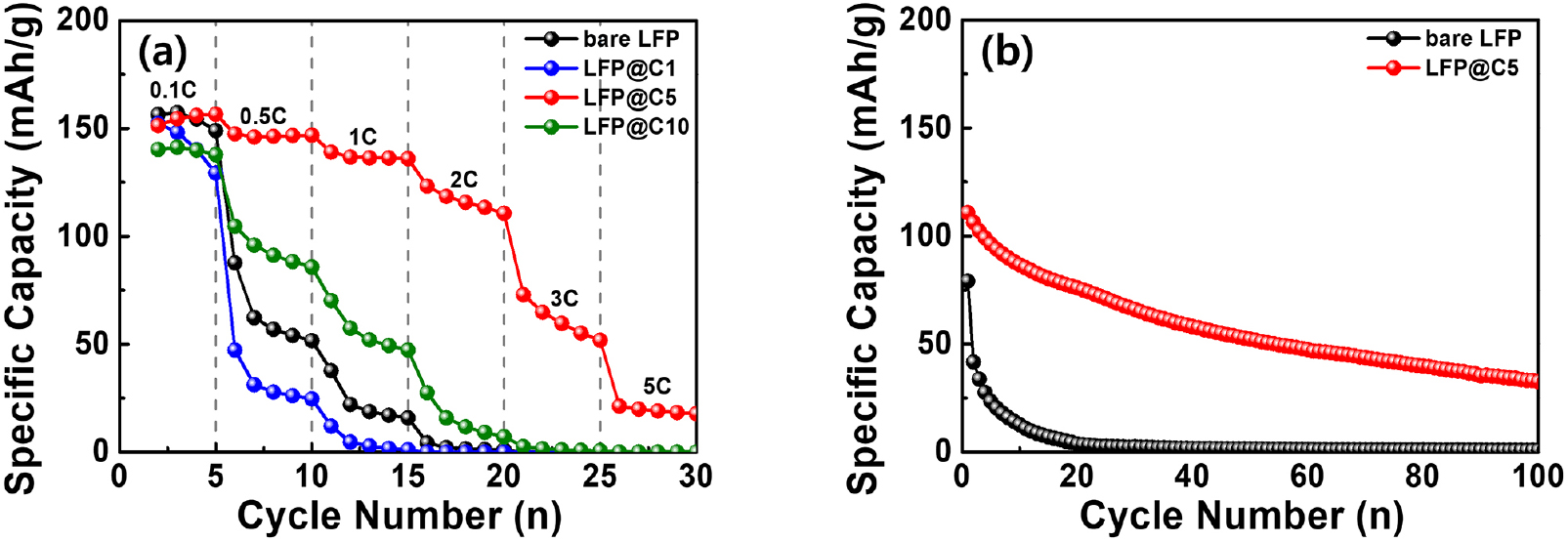
Fig. 8은 제조된 LFP 후막 전극의 전기화학적 성능을 평가하기 위해 2.0-4.2 V (vs Li/Li+)의 전압 범위에서 충/방전 테스트를 진행하였다. Fig. 8(a)는 각 LFP 전극의 C-rate 별 충/방전 테스트 결과이다. 각 0.1 C, 0.5 C, 1.0 C, 2.0 C, 3.0 C 및 5.0 C의 전류 밀도로 5회씩 테스트 진행하였다. 0.1 C 조건에서 bare LFP, LFP@C1, LFP@C5 및 LFP@C10은 각각 96.1 %, 91.1 %, 95.9 % 그리고 95.6 %의 쿨롱효율을 보인다. LFP@C1의 경우 다른 샘플들(~96.0 %)에 비해 낮은 쿨롱 효율을 보이는데, 이는 불균일한 탄소 코팅으로 인해 초기에 부반응이 증가한 것으로 판단된다. 그러나 이후 사이클에서 쿨롱효율은 99.0 %로 빠르게 안정화되는 경향을 보이며, 이는 계면 반응이 초기 사이클 이후 안정화되었음을 의미한다. 따라서 관찰된 용량 감소는 불균일한 코팅에 기인한 전하전달 특성 저하가 주요하게 작용된 것으로 판단된다. 0.5 C에서부터 각 전극별 방전 용량의 차이가 극명하게 나타났으며, 전류 밀도가 증가하면서 LFP@C5, LFP@C10, bare LFP 그리고 LFP@C1 순으로 율속 성능이 향상됨을 확인하였다. 후막 전극의 경우 이온의 이동경로가 길어지고, 열악한 전도성 네트워크를 형성한다. 이때 LFP@C5의 경우 표면에 적절한 두께의 탄소 코팅이 되어 있어 전극/전해질 계면에서 계면 저항을 감소시켜, 리튬 이온의 확산이 빠르게 일어나기 때문에 상대적으로 높은 율속 성능을 보였다. bare LFP 및 LFP@C1의 경우 불균일한 탄소 코팅층이 연속적인 전도성 네트워크를 구축하지 못하기 때문에 고율속에서 상대적으로 낮은 율속 성능을 보였다. LFP@C10의 경우에는 첨가한 탄소 프리커서의 함량이 충분함에도 불구하고 LFP@C5에 비해 상대적으로 낮은 용량 유지율을 보였다. 이는 LFP 표면에 과도한 코팅이 일어나 비정질 탄소 층의 두께가 두꺼워졌기 때문이다. 두꺼운 탄소층은 리튬 이온의 확산 경로를 증가시키며 리튬 이온의 이동을 방해한다. 이는 앞선 분석과도 잘 일치하는 결과를 보여준다. Fig. 8(b)는 bare LFP 및 LFP@C5 전극의 수명 안정성을 분석한 결과이다. 1.0 C 전류 밀도에서 100회 동안 전극의 충/방전을 진행하였다. 테스트 결과 각 전극의 수명 유지율은 bare LFP에서 1.9 % 및 LFP@C5에서 29.4 %의 수명 유지율을 보여준다. 이러한 결과는 적절한 두께의 균일한 탄소 코팅층이 전해질과 LFP의 접촉을 방지하여 부반응을 억제하며, 전도성 네트워크를 안정적으로 유지하기 때문에 우수한 용량 유지율을 보이는 것으로 판단된다. 이는 앞선 분석 결과와 경향성이 일치한다. 따라서 LFP@C5는 후막 전극에 적용했을 때 우수한 전기화학적 성능을 기반으로 차세대 고에너지 밀도 양극재 후보로 활용 가능함을 확인하였다.
4. 결 론
본 연구에서는 메카노퓨전 공정을 이용하여 탄소 프리커서 함량을 조절함으로써 서로 다른 두께의 이중 탄소 코팅이 형성된 LFP를 제조하였다. 이를 기반으로 한 후막 전극을 제조하여, 전극의 구조적 특성 및 전기화학적 성능을 비교하였다. 적절하고 균일한 탄소 코팅 두께를 갖는 LFP@C5 전극의 경우 전극 내 연속적인 전도성 네트워크를 형성하며, 전극/전해질 계면 저항을 효과적으로 감소시켰다. EIS 분석 결과 LFP@C5 전극은 가장 낮은 전하 전달 저항(423 Ω)을 갖는다. 또한 5.0 C에서 21.3 mAh g-1의 방전 용량과 1.0 C에서 100회 충/방전 이후 29.4 %의 상대적으로 우수한 수명 유지율을 보였다. LFP@C5 전극의 우수한 전기화학적 성능을 나타내는 주요 원인은 메카노퓨전 공정을 통해 형성된 최적 두께의 균일한 탄소 코팅층이 전극/전해질 계면 안정성을 향상시키고, 전자 및 이온 전도도를 향상시켰기 때문으로 판단된다. 따라서 탄소 프리커서 함량을 정밀하게 제어한 메카노퓨전 기반 탄소 코팅 전략은 후막 LFP 전극의 수명 안정성 및 고율속 성능을 향상시키기 위한 차세대 고에너지 밀도 LFP 전극 설계를 위한 유망한 전략으로 활용될 수 있다.
