

1. 서 론
최근 들어 수소 연료전지 자동차가 출시되고 수소 스 테이션이 건설되는 등 수소 에너지 사회가 가속 실현되 고 있는 가운데 기체 수소를 고압으로 압축하여 저장하 는 방식이 널리 사용되고 있다.1-2) 산업적 측면에서 고 압 수소 시스템의 사용 환경은 점점 더 높은 압력과 광 범위한 온도 범위를 요구하고 있어 해당 환경 하에서 내 수소 취화 특성을 갖는 재료의 개발이 필수적으로 수행 되고 있다.3-6) 일반적으로 수소 시스템에서 사용되고 있 는 금속 재료는 오스테나이트계 스테인리스 합금으로 Ni 과 Cr이 다량 첨가되고 있다. 이들 소재는 일반적으로 Ni 함량이 증가됨에 따라 수소 취화 저항성이 높아진다.5) 그러나 고가의 Ni 첨가는 소재 원가를 증가시키기 때문 에 그 사용이 제한적일 수 밖에 없다. 이에 따라 다양 한 금속 재료들의 수소 시스템 하 사용 가능성 평가와 저가의 내수소성 금속 재료 개발 연구가 동시에 진행되 고 있다.3-8)
한편 Ni과 비슷한 열역학적 특성을 갖고 보다 저렴한 가격의 Mn으로 대체한 200계 스테인리스 합금과 질소 를 추가 첨가한 고질소강, 적절한 적층 결함 에너지를 갖도록 설계된 고망간강 등 우수한 기계적 특성을 갖는 다양한 합금들이 개발되어 여러 분야에서 적용되고 있 다.8-11) 이들 합금도 마찬가지로 수소 시스템 하 사용 가 능성 평가 연구가 진행되고 있는 가운데, 최근 고망간 TWIP(twinning-induced plasticity) 강의 수소 지연 파괴 (hydrogen delayed fracture) 현상에 미치는 Al 첨가 영 향에 대해서 활발하게 연구된 바 있다.12-15) 몇몇 연구자 들은 Al 첨가가 고망간강의 수소 취화를 억제시킨다고 보고하였으나 전기화학적 수소 주입 방식이 주로 이뤄 졌으며 수소 주입 방식에 따라 수소 주입 거동 및 주 입량 등이 달라질 수 있다.4) 실제로 다른 수소 주입 방 식에 따른 고망간강의 수소 취화와 Al 첨가의 영향은 아 직까지 이해가 부족한 실정이다. 또한 시편의 표면 조 건은 수소 주입 거동에 적지 않는 영향을 주는 것으로 보고된 바 있다.16) 따라서 본 연구에서는 다양한 표면 조 건의 Fe-30Mn-0.2C-(1.5Al) 고망간강을 고온-고압으로 수 소를 주입 후 인장 시험을 통하여 인장 거동과 변형 및 파괴 거동에 대해서 조사하였다.
2. 실험 방법
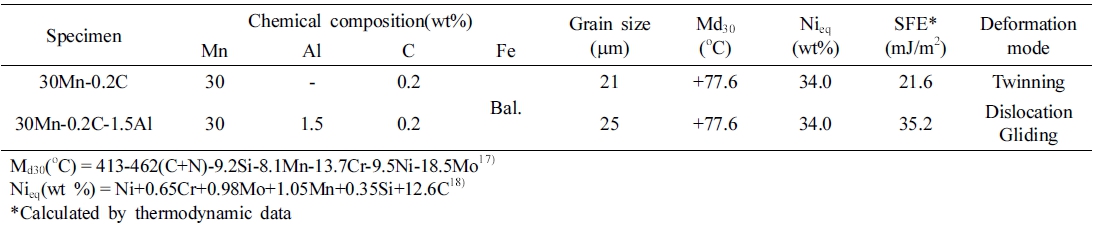
본 연구에서 사용된 재료는 900 °C이상 온도에서 30 mm 두께로 열간 압연된 판재로 30Mn-0.2C 시편과 여 기에 Al이 1.5 wt% 추가 첨가된 30Mn-0.2C-1.5Al 시편 두 종류이며, 자세한 화학성분은 Table 1에 나타내었다. 두 시편의 평균 결정립 크기는 각각 21 μm와 25 μm로 유사하며, 오스테나이트 안정도 지표를 나타내는 Md30과 Nieq, 적층 결함 에너지(stacking fault energy, SFE)는 합 금 원소 조성을 이용하여 계산하고 그 값들을 Table 1 에 나타내었다.17-18) Md30 및 Nieq 값은 두 시편 모두 각 각 77.6 °C, 34.0 wt%로 동일하였는데 이는 제안된 경험 식들이 300계 오스테나이트 스테인리스 합금 조성을 기 반으로 도출되어 Al이 식에 포함되지 않았기 때문이다. 적 층 결함 에너지는 각각 21.6 mJ/m2, 35.2 mJ/m2로 30Mn- 0.2C 시편은 변형 쌍정, 30Mn-0.2C-1.5Al 시편은 전위 활주가 주요한 변형 기구로 예상된다.19)
Table 1
Chemical composition(wt%), grain size, Md30, Nieq, SFE(stacking fault energy), and deformation mode of specimens investigated in this study. Md30 indicates the temperature that 30 % deformation induced martensite forms at true strain of 0.5, and Nieq does Ni equivalent for the 30Mn-0.2C-(1.5Al) spelcimens. Deformation mode of the two specimens was inferred by stacking fault energy calculated by thermodynamic data.17-18)
 |
수소 주입을 위해 두 시편을 표점 거리 10 mm, 너비 1 mm, 두께 0.6 mm의 소형 인장 시편으로 압연 방향과 평행하게 가공하고 최종 연마 조건을 달리하여 스케일 을 제거해주었다. 표면 조건과 시편의 최종 두께를 Table 2에 자세히 나타내었다. 이 후 300 °C, 150 bar 수소 환 경에서 72시간 동안 수소 주입을 실시하였다. 인장 시 험은 300 N 용량의 소형 인장시험기(Mtest300, GATAN, U.S.)를 이용하여 1.6 × 10−4 s−1의 변형률 속도로 상온에서 평가하였다. 상기 언급한 인장 시편과 인장 시험기를 Fig. 1에 나타내었다. 인장 시험 후 시편의 파면을 주사전자 현미경(scanning electron microscopy, 이하 SEM)으로 관 찰하였으며, 파단 부근 변형 조직은 전자후방 산란회절 (elctron backscatter diffraction, CrystAlign e-FlashHR, Bruker, Germany, 이하 EBSD)을 통해 분석하였다.
Table 2
Charging condition, surface condition, and final thickness of the the 30Mn-0.2C and 30Mn-0.2C-1.5Al steel specimens investigated in this study.
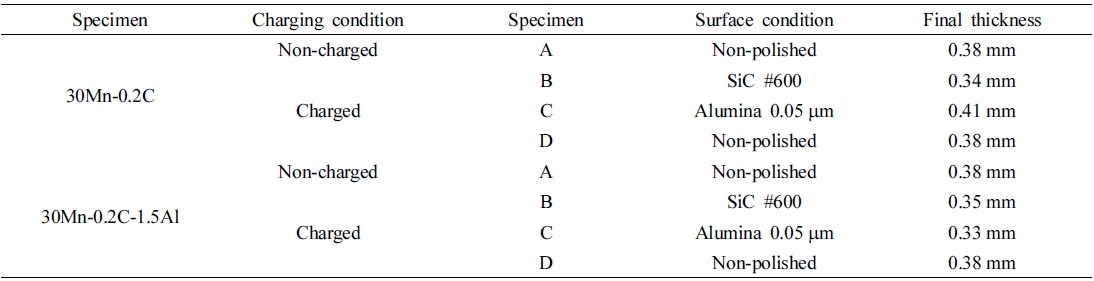 |
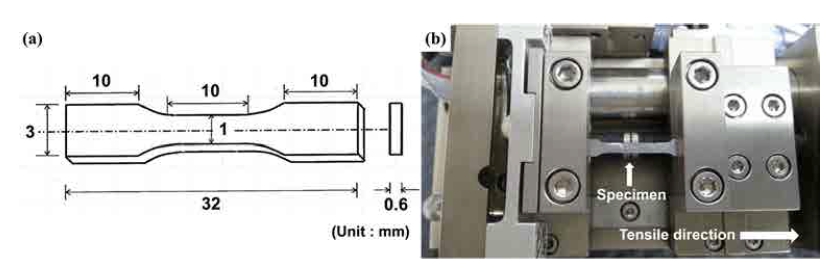
Fig. 1
(a) Tensile specimen and (b) micro-tensile testing machine (Mtest300, GATAN, U.S.) used in this study.
한편 시편의 표면 처리 조건에 따른 수소 주입량의 경 향을 알아보기 위해 Fe-Cr-Mn-N계 고망간 고질소강(highnitrogens steel, HNS) 시편을 사용하여 표면 조건을 달 리하여 전기화학적 수소 주입을 실시하고, TDS 장비 (Quadrupole Mass Spectometer, EX0014, E-DEC Co., Ltd, Tsukuba, Japan)를 이용해 300 °C/h의 승온 속도로 900 °C까지 가열하면서 수소량를 측정하였다.
3. 결과 및 고찰
3.1 인장 거동
Table 1에 최종 연마 조건을 달리한 시편들의 수소 주 입 유무에 따른 인장 시험 결과를 Fig. 2에 나타내었다. 30Mn-0.2C 시편과 30Mn-0.2C-1.5Al 시편 모두 수소가 주입됨에 따라 항복 강도가 증가하였으나 그 증가량은 서로 상이하였다. 30Mn-0.2C 시편의 경우 최종 연마 조 건에 의해 표면이 미려할수록 항복 강도가 증가하는 반 면 30Mn-0.2C-1.5Al 시편은 연마 조건과 관계없이 항복 강도의 증가량은 같았다. Beachem이 주장한 수소 취화 기 구 중 하나인 HELP(hydrogen enhanced localized plasticity) 모델은 가장 일반적인 수소 취화 현상 중 하나로 수소가 전위 이동을 위한 에너지 장벽을 낮춤으로써 전 위의 이동을 촉진시키는 것으로 알려져 있다.20) 이에 따 라 재료의 항복 강도는 수소 주입에 의해 감소하며 전 위의 이동도가 증가하여 소성 변형능이 증가하나 미세 조직 결정립계가 같은 장애물에 빠르게 전위 집적을 유 발하여 이른 파단이 발생한다. 그러나 이와 반대로 수 소가 주입됨에 따라 항복 강도가 증가하는 현상도 여러 문헌에서 관찰되는데 이는 수소 원자도 탄소, 질소와 마 찬가지로 침입형 원소로 침입형 자리에 고용됨에 따라 고용 강화 효과를 일으키기 때문이다.21) 이러한 경향은 시편의 종류와 실험 조건에 따라 좌우될 것으로 생각되 며 본 연구에서는 후자의 경우로 수소가 주입됨에 따라 고용 강화 효과를 일으킨 것으로 보여진다.
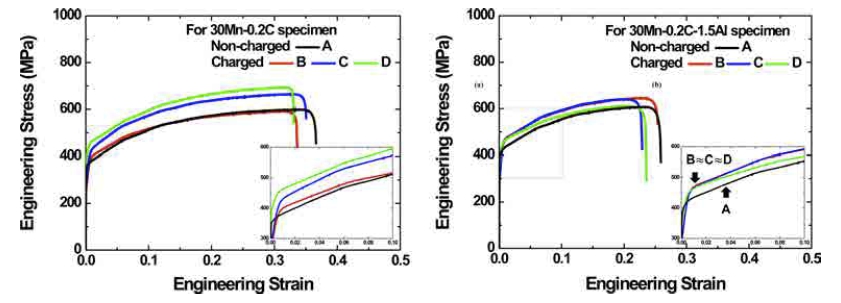
Fig. 2
Stress-strain curves of (a) the 30Mn-0.2C and (b) 30Mn-0.2C-1.5Al steel specimens with varying surface condition.
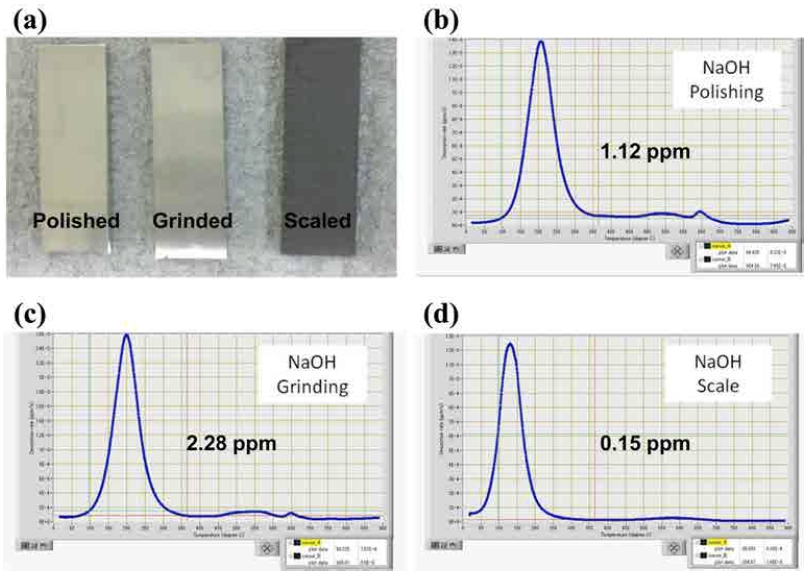
30Mn-0.2C 시편과 30Mn-0.2C-1.5Al 시편의 항복 강 도 증가량의 차이는 표면 연마 조건에 따른 수소 주입 량의 차이로 생각될 수 있다. Fig. 3에 고망간 고질소강 의 표면 연마 조건에 따른 수소 주입량 차이 예를 살 펴보면 폴리싱 또는 그라인딩으로 표면을 연마해준 경 우가 그렇지 않은 경우보다 수소 주입량이 증가하는 경 향을 보였다. 이는 시편 표면에 존재하는 스케일이 표 면 연마에 의해 충분히 제거 됨에 따라 수소 주입이 용 이해졌기 때문이다. 그러나 30Mn-0.2C-1.5Al 시편은 표 면 연마 조건에 민감하지 않았는데 이는 Al 첨가의 영 향으로 판단된다. Park은 수소 주입 간 Al 원소는 산화 막을 형성시킴으로써 시편 내 수소 주입을 효과적으로 억제한다고 보고한 바 있다.12) 그러나 이러한 결과는 전 기화학적 수소 주입 도중 수용액 내 물 분자의 산소 이 온과 결합하여 Al2O3 산화막이 형성되었기 때문으로 생 각되며, 본 연구에서 사용된 고온-고압 수소 주입 분위 기에서는 산소가 존재 않기 때문에 이러한 경향이 고려 될 수 없다. Han은 고망간강의 수소 투과도 및 확산 계 수에 미치는 Al 첨가의 영향에 대해서 고찰한 바 있는 데 Al 첨가는 수소 투과도와 확산 계수를 효과적으로 감 소시킨다고 보고하였다.13) 따라서 30Mn-0.2C-1.5Al 시편 은 수소 주입간 비록 표면 조건이 다르더라도 시편 자 체적으로 수소 투과와 주입량을 효과적으로 제한시킨 것 으로 판단된다. 한편 두 시편 모두 수소 주입에 따라 연 신율의 감소는 5 % 이내로 비교적 크지 않았으며, 30Mn- 0.2C 시편에서 표면 연마 조건 차이에 따른 수소 주입 량 변화도 거시적인 차이를 나타내지 못하였다. 따라서 두 시편 모두 본 연구에서 설정한 고온-고압 수소 주입 조 건에 의한 수소 취화 경향성은 크지 않다고 볼 수 있다.
3.2 변형 및 파괴 거동
30Mn-0.2C 시편과 30Mn-0.2C-1.5Al 시편의 인장 시험 후 파면의 SEM 분석 결과를 각각 Fig. 4와 Fig. 5에 나 타내었다. 수소가 주입되지 않은 시편의 파면을 살펴보면 크고 작은 딤플들(dimples)이 관찰되는 연성 파괴 양상을 보이며, 수소 주입 된 시편들의 파괴 양상도 표면 주입 조건과 관계 없이 유사한 파괴 양상을 보였다. 그러나 같 은 연성 파괴 양상이더라도 수소 주입에 의해 나타나는 연성 파면은 약간의 다른 경향을 보이는데, Michler의 연 구 결과를 보면 높은 수소 취화 경향성이 나타난 Mn 첨 가 여러 오스테나이트계 고망간강의 파면에서 연성 파괴 양상을 보이나 딤플들의 깊이가 얕은 특성과 소성 변형 의 흔적이 나타나는 유사 벽개(quasi-cleavage) 파면이 관 찰되었다.7) 본 연구에서도 이러한 경향을 찾아보았으나 딤 플들의 깊이는 크게 변하지 않았으며 유사 벽개 파면 또 한 나타나지 않으므로 이러한 파면 결과는 Fig. 2에 인 장 곡선과 일치하는 경향을 가진다.
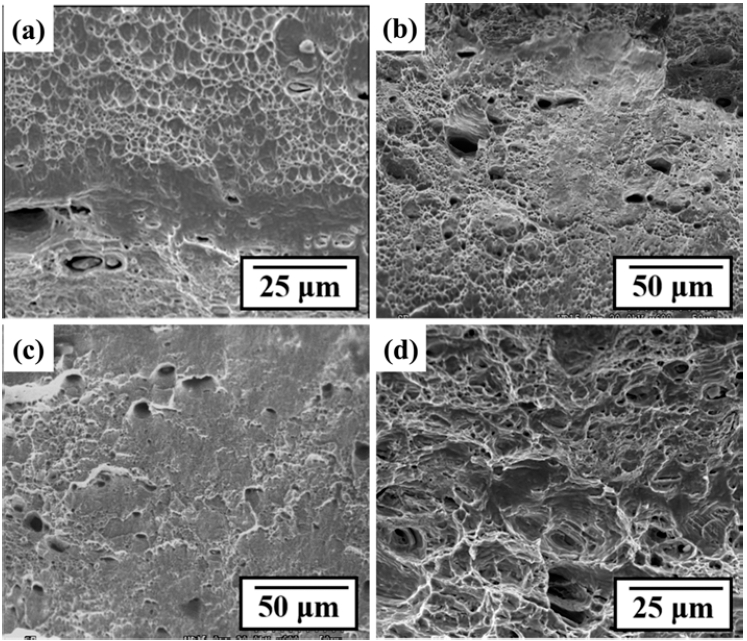
Fig. 4
Fractographs of the (a) non-charged, (b) non-polished, (c) SiC #600 paper polished, and (d) 0.05 μm alumina micro-polished specimens for the 30Mn-0.2C steel.
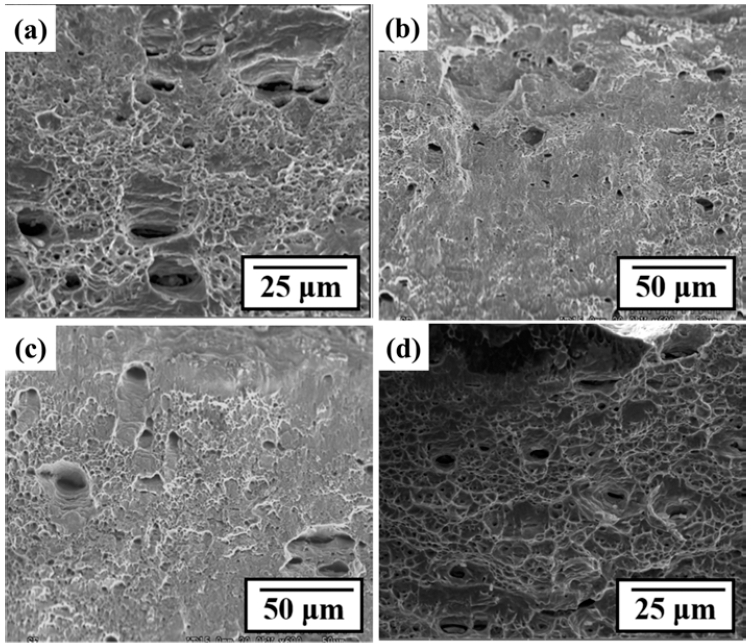
Fig. 5
Fractographs of (a) non-charged, (b) non-polished, (c) SiC #600 paper polished, and (d) 0.05 μm alumina micro-polished specimens for the 30Mn-0.2C-1.5Al steel.
수소 주입에 따른 시편 파단부 주위를 EBSD로 관찰 하여 Fig. 6에 나타내었다. 일반적으로 오스테나이트 내 수소의 주입은 적층 결함 에너지를 감소시킨다고 보고 되고 있으며 적층 결함 에너지는 고망간강의 변형 거동 을 결정하는 주 요인으로 알려져 있다.19) 일부 문헌에서 는 수소에 의한 적층 결함 에너지 감소가 재료의 변형 쌍정을 유도하여 강도 및 연성이 증가하는 경우도 있었 다.22) 본 연구에서 제조된 30Mn-0.2C 시편과 30Mn-0.2C- 1.5Al 시편의 적층 결함 에너지는 각각 변형 쌍정이 수 소 주입에 충분히 활성화 될 수 있는 영역으로 생각되 었다. 먼저 수소가 주입되지 않은 시편의 변형 거동을 살펴보면, 30Mn-0.2C 시편은 결정립 내 변형 쌍정이 관 찰되는 반면 30Mn-0.2C-1.5Al 시편은 관찰되지 않았다. 이는 Table 1에서 열역학적 데이터로 계산된 적층 결함 에너지와 일치하는 것을 알 수 있다. 그러나 수소 주입 된 시편의 파단면의 변형 거동을 살펴보면 기대되었던 변형 쌍정 생성량의 변화는 관찰되지 않았으며 또한 Fig. 2 인장 곡선에서 수소 주입된 시편의 기울기를 나타내 는 가공 경화 거동도 크게 달라지지 않은 것으로 판단 해 볼 때, 변형 기구의 변화는 없는 것으로 판단된다. 그러나 수소 주입된 시편의 EBSD 사진을 자세히 살펴 보면 결정립계 주변에서 기쿠치 패턴(Kikuchi pattern)이 읽히지 않은 포인트의 비율이 높은데 이는 변형이 집중 된 곳으로 생각될 수 있다. 따라서 수소는 인장 시험 간 시편 내 전위의 이동을 도와 결정립계 주변에 보다 빠 른 집적을 유발한 것으로 판단되며 이로 인해 약간의 연 신율 감소가 일어난 것으로 생각된다.
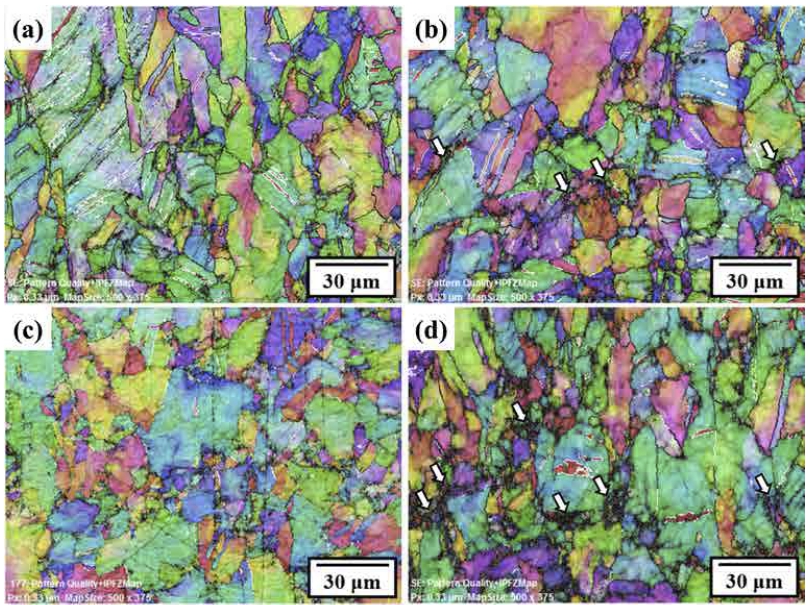
Fig. 6
Inverse pole figure(IPF) maps of deformed specimens of (a) non-charged 30Mn-0.2C, (b) charged 30Mn-0.2C (0.05 μm Alumina), (c) non-charged 30Mn-0.2C-1.5Al, and (d) charged 30Mn-0.2C-1.5Al (0.05 μm Alumina). The white arrows in the figure indicate highly deformed regions around grain boundaries.
4. 결 론
본 연구에서는 Fe-30Mn-0.2C-(1.5Al) 고망간강을 각기 다른 표면 조건으로 연마하고 고온-고압 수소 분위기 하 에서 주입한 후 상온 인장 시험을 진행하여 수소 취화 특성을 조사하였다. 30Mn-0.2C 시편은 표면이 미려해짐 으로써 수소 주입이 용이하게 일어나 이에 따른 항복 강 도가 증가하였다. 그러나 30Mn-0.2C-1.5Al 시편은 표면 조건과 관계없이 항복 강도의 증가는 일정하였는데 이 는 Al첨가에 의한 영향으로 판단된다. 한편 두 시편 모 두 수소 주입에 따라 연신율의 감소가 크게 발생하지 않 았으며, 파면에서도 큰 변화가 관찰되지 않았다. 또한 EBSD분석을 통해 변형 기구를 관찰한 결과 수소 주입 에 의한 변형 기구의 변화는 발생하지 않았으나 결정립 계 주위에서 과도한 소성 변형의 흔적이 나타난 것이 확 인됨으로써 수소가 시편 내 전위의 이동을 도와 결정립 계 주변에 빠른 집적을 유발하여 약간의 연신율 감소가 일어난 것으로 판단된다.
