

1. 서 론
유리장섬유(Glass long fiber)는 용융한 유리를 가늘게 잡아당겨 급냉시켜서 섬유형태로 만들어 놓은 유리이다. 유리섬유는 조성에 따라서 E-glass(무알칼리 유리로 전기 절연성이 좋아 전기제품에 사용되어 Electric glass라고 부 름), D-glass(붕규산유리로 유전상수 dielectric constant 가 낮아서 Dielectric glass 라고 부름) 그리고 AR-glass (ZrO2가 다량 함유된 유리로 alkali resistant glass 라고 부름) 등으로 분류 할 수 있고, 형태에 따라서는 장섬 유(continuous glass fiber)와 단섬유(discontinuous glass fiber)로 나누어 진다.1) 이중에서 E-glass는 기계적 강도, 전기적 특성, 화학적 특성 등 여러 방면에서 우수한 장 점을 갖고 있기 때문에 섬유강화플라스틱(FRP)의 복합재 료로서 항공기, 자동차, 전자회로기판(PCB) 및 다양한 레 저용품 등에 중요한 소재로 여전히 사용되고 있다.2) 이 유는 기계적 강도, 전기적 특성, 화학적 특성 등 여러 방면에서 우수한 장점을 갖고 있기 때문이다.3) 유리나라 의 경우 E-glass 조성의 유리장섬유는 KCC 와 한국오 웬스코닝 과 같은 대기업에서 생산하고 있으며 유리 용 해로에서 원료를 용융 한 후 직접 섬유화 공정을 거쳐 유리섬유를 생산하고 있다. 그러나 본 실험에서는 실험 실적으로 유리섬유를 제조하기 위하여 유리원료를 1 차 용융한 후 급냉시켜 파유리(cullet)를 제조한 후 다시 파 유리를 재용융하여 유리섬유를 제조하였다. 연속방사 조 건에 따른 섬유의 물리적 특성에 관해서는 공개된 바가 적다. 따라서, 본 실험에서는 가장 많이 사용되는 E-glass 조성을 선택하였다. 일정한 와인딩 속도 500 rpm일 때 방 사 온도를 1175~1250 °C까지 변화시켰다. 섬유화 온도에 따른 직경의 변화를 관찰 하였고, 그에 따른 섬유의 인 장강도 특성을 측정 하였다.
2. 실험 방법
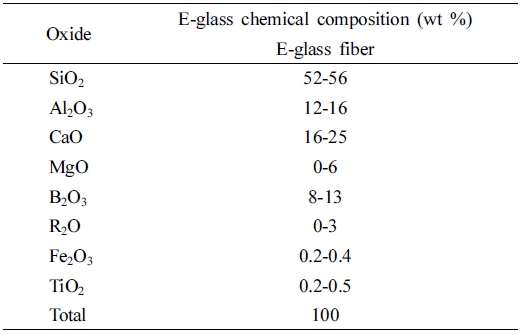
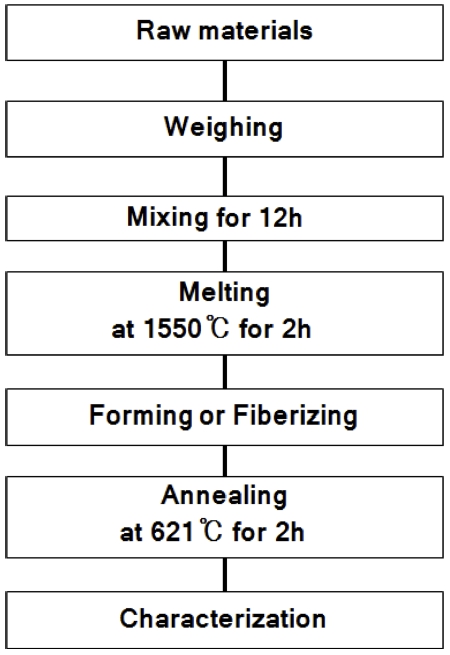
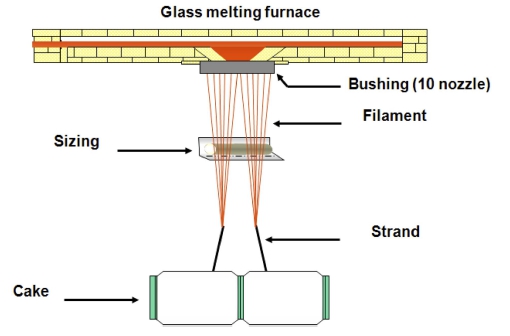
Table 1은 E-glass의 화학조성을 나타낸 표이다. Eglass 조성은 silica (SiO2), alumina (Al2O3), calcium oxide (CaO), boric oxide (B2O3), magnesium oxide (MgO)와 1 % 미만의 알칼리(Na2O/K2O)로 구성되어 있다.3) Fig. 1 은 시험용 유리시편 제조 공정이다. 시험용 유리시편은 백금도가니에 원료를 투입한 후 박스로에서 1550 °C, 2 시간 동안 용융하였다. 용융된 유리를 흑연몰드 위에 부 어 유리시편을 제작하고, 응력제거를 위해 621 °C ± 10 °C 에서 2시간 동안 서냉 하였다.4) 유리의 가시광 투과율 (380~780 nm)을 확인하기 위하여 UV-vis spectrophotometer (V-570, JASCO)를 사용하였다. 인장강도 측정을 하기 위하여 Fig. 2에서 나타낸 것처럼 10 nozzle 연속 섬유 방사장비를 사용해서 Filament를 제조 하였다. 유 리점도 측정은 점도측정기 BROOKFIELD DV-II+Pro (USA)를 사용하였으며, 1400 °C에서 1200 °C까지 50 °C 간격으로 하강시키며 측정하였다. 측정된 실험결과는 VFT 식을 이용하여 Log η = 3 (η in Poise)에 해당하는 섬유 화 온도(Log 3 forming temperature (TF))를 계산하였다.5) 유리섬유를 성형하기 위해서 1175~1250 °C까지 부싱의 섬유화 온도를 제어하고 부싱 노즐을 통하여 유리 물을 방출 시켰다. 표면에 바인더 처리된 섬유의 끝을 직경 이 300 mm 인 와인더 드럼에 부착시키고 500 rpm의 속 도로 감는다. 섬유 직경 사이즈는 광학현미경(OLYMPUS, JAPAN)을 사용해서 각각 40개씩 측정하였다. 그리고 평 균값과 표준편차를 계산하였다. 방사된 섬유는 표면관찰 을 위해서 Field Emission Scanning Electron Microscope (FE-SEM, JSM 6700, JEOL)를 사용하였다. 방사온도에 따른 섬유의 기계적 특성평가는 ASTM D 3379-75법을 적용하였다. 20 mm의 홈이 파인 마분지에 한 개의 유 리섬유시편을 중앙에 놓고 강력접착제로 고정시켜 시편 을 제작하였다. 인장강도 측정은 만능시험기(INSTRON 5544, 2712-013, USA)을 사용하여 10N의 load cell과 0.5 mm/min 인상속도로 측정하였다. 데이터의 신뢰도를 높이기 위해 30개 이상 시편을 측정한 후 평균값과 표 준편차를 계산하였다.
3. 결과 및 고찰
3.1 E-glass 시편 유리의 물성 평가
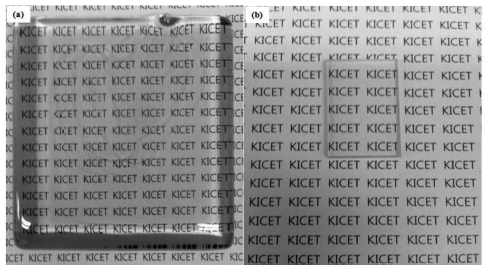
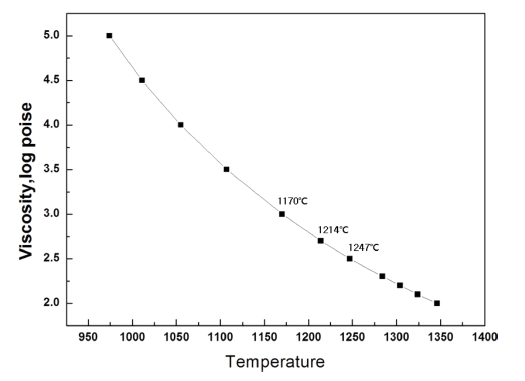
전기로에서 용융하여 제조한 E-glass 파유리를 재용융 하여 섬유를 방사할 때 파유리 내에 기포가 존재할 경 우 연속섬유 방사가 어렵기 때문에 파유리의 광학적 특 성 확인이 중요하다. Fig. 3은 연마 전 과 후의 파유리 사진이다. 연마전 사진에서 소수의 작은 기포만이 존재 하는 것을 확인 하였고, 가시광선 투과율을 측정하기 위 하여 파유리 시편을 연마하였으며 평균 가시광선 투과 율은 86.2 %로 측정되었다. Fig. 4는 E-glass 조성의 용 융유리 상태에서의 점도값을 측정한 결과이다. B2O3를 약 6 % 함유하는 E-glass 조성의 섬유화 온도는 점도값이 Log 3 = 3 (η in Poise) 해당하는 약 1140~1185 °C 알려 져 있으며,4) 본 실험에서도 Fig. 4에서 볼 수 있듯이 섬 유화 온도는 1170 °C 나타났다.
3.2 연속섬유 방사
유리섬유 방사 시스템은 Fig. 2에서 보는 바와 같이 10nozzle 부싱부, 바인더 롤러, 와인딩 부분 그리고 온도 컨트롤러로 구성된다. Fig. 2에서 볼 수 있듯이 10nozzle 연속섬유 방사장비는 용융 및 방사가 동시에 진행되기 때문에 용융물의 비균질성이 연속섬유 제조에 문제가 될 수 있다.6) 따라서 본 실험에서는 유리섬유를 방사하기 위 하여 전기로에서 별도로 투명하게 제조된 파유리를 사 용하였다. 고온점도 결과로부터 방사온도 117 °C 이상에 서는 연속섬유 방사가 가능할 것으로 판단하였다. 연속 섬유는 부싱온도 1175~1250 °C, 드럼 사이즈가 300 mm 인 와인더 회전속도는 500 rpm의 조건에서 제조하였다.
3.3 방사 온도 변화에 따른 섬유 직경 관찰
와인딩 속도가 500 rpm으로 일정할 때, 방사온도가 섬 유의 직경에 미치는 영향을 확인 하였다. Fig. 5는 방사 온도 변화에 따른 섬유 직경 측정 결과이다. Fig. 5에서 볼 수 있듯이 방사온도가 1175~1190 °C 범위에서는 평균 직경이 13~15 um, 1225 °C에서는 16 um 그리고 1250 °C 에서는 18 um 정도로 측정되었다.
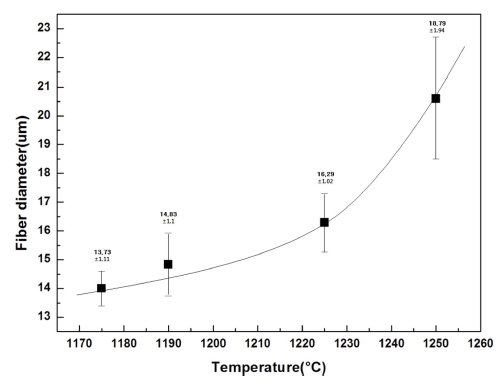
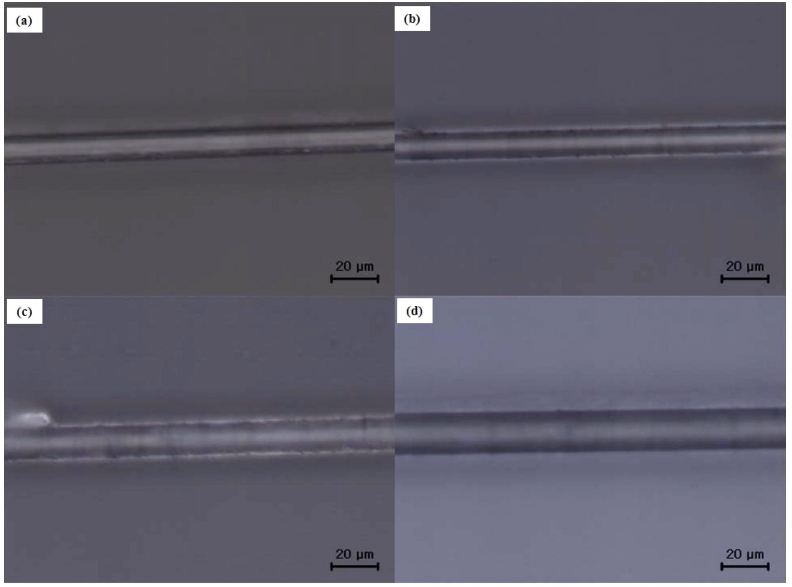
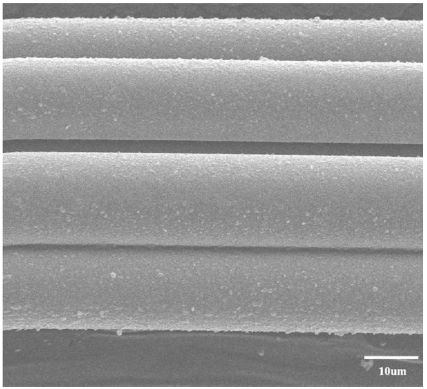
방사온도가 1175~1190 °C 범위에서 섬유의 평균직경이 가장 작게 관찰되었다. 방사온도가 낮으면 유리 용융물 의 점도가 높아지며, 따라서 방출되는 유리양에 비해서 와인딩 속도가 빠르기 때문에 섬유가 상대적으로 가늘 게 제조되며, 점도가 높기 때문에 인출되는 유리섬유가 쉽게 끊어져 작업이 중단되는 문제점이 발생한다. 그 보 다 높은 온도인 1225 °C에서 용융물의 점도가 낮아졌기 때문에 그에 따라 섬유 직경 증가하는 것을 관찰 할 수 있었다. 1250 °C에서 섬유의 평균 직경이 가장 굵음을 확 인 하였다. 1250 °C에서는 방출되는 유리양에 비해 와인 딩 속도가 낮기 때문에 섬유가 가장 굵게 제조되었으며 섬유 직경의 표준편차 역시도 가장 큰 것을 확인 하였 다. Fig. 6은 방사온도에 따른 섬유의 직경을 측정하기 위한 OM 사진이다. 온도는 1175 °C, 1190 °C, 1225 °C 그리고 1250 °C 일 때 섬유 사진이다. Fig. 5 에서 보는 바와 같이 온도가 증가 할수록 섬유 직경이 증가하는 것 을 확인 할 수 있었다. Fig. 7은 1225 °C에서 연속 방사 된 유리섬유의 FE-SEM 사진이다. Fig. 7에서 볼 수 있 듯이 비슷한 사이즈의 직경을 갖는 섬유를 관찰할 수 있 었다. 또한 섬유의 표면에 바인더가 균일하게 코팅되어 있으며 찌그러짐 없이 섬유 형상이 제조 되었음을 확인 하였다.
3.4 방사 온도 변화에 따른 기계적 물성 측정
Fig. 8은 상온에서 방사온도에 따른 섬유의 인장강도 를 측정한 결과이다. 1175~1190 °C 범위의 방사온도에서 제조된 섬유의 평균 강도 값은 1300~1400 MPa이다. 1225 °C에서 제조된 섬유의 강도는 1843 MPa, 표준편차 는 449 MPa이다. 반면에 1250 °C에서 제조된 섬유의 평 균 강도 값은 1578 MPa을 보여준다. 유리섬유 인장강도 는 2035.9 MPa 알려져 있다. 그러나 섬유의 직경 및 측 정길이 등에 따라 유리섬유의 인장강도는 달라질 수 있 다.7) 본 실험 조건에서 얻어진 유리섬유의 인장강도는 1843 ± 449 MPa이며, 문헌에서 나타내고 있는 값과 거 의 일치하는 데이터를 얻을 수 있었다. 본 실험 조건에 서는 Fig. 8에서 볼 수 있듯이 직경이 15 um일 때 강도 값이 가장 높았다. 반면에 15 um이하 또는 이상일 때는 강도값이 감소하는 것 역시 확인 하였다. 본 실험에서 섬유 직경이 가늘 때, 인장강도 장비 그립에 샘플링을 장착 하면서 가해지는 힘이 섬유에 전달이 되고 영향으 로 인해 강도값이 상대적으로 작게 측정 되었다. 또한 섬유 직경이 굵을 때는 섬유가 가질 수 있는 결함이 많 아지기 때문에 강도 값이 상대적으로 작게 측정 되었다.
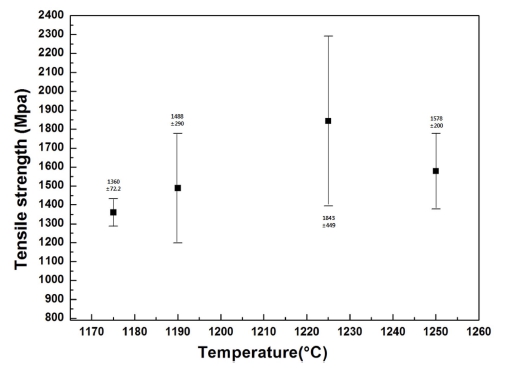
이를 통해서 기계적 물성 역시도 섬유 직경에 영향을 줄 수 있는 방사 온도에 영향을 받는 것을 알 수 있었다.
4. 결 론
본 연구에서는 E-glass 조성의 섬유화 온도 조건에 따 른 물리적 특성을 확인 하였다. 최적의 연속섬유방사조 건에서 유리섬유를 방사하고 그 특성을 평가하였다. Eglass 조성의 배치를 1550 °C에서 2시간 용융하여 맑고 투명한 유리를 제조 한 후 가시광선 투과율을 측정한 결 과 가시광투과율은 86.2 % 확인 되었다. 유리섬유를 방 사하기 위한 Log η = 3 (η in Poise)에 해당하는 섬유화 온도는 1170 °C ~ 1247 °C로 확인 되었다. 500 rpm 와인 딩 속도일 때, 1175 °C ~ 1250 °C까지 섬유화 온도에 따 른 방사섬유 직경의 변화 결과는 다음과 같았다. 방사 온도가 1175~1190 °C 범위에서는 평균직경이 13~15 um, 1225 °C에서는 16 um 그리고 1250 °C에서는 18 um 정도 로 측정되었다. 섬유의 인장강도는 1200 °C 이하 방사온 도에서 제조된 섬유의 평균 강도 값은 1300~1400MPa 이었다. 1225 °C에서 제조된 섬유의 강도는 1843MPa, 표준편차는 449 MPa이다. 반면에 1250 °C에서 제조된 섬 유의 평균 강도 값은 1578 Mpa을 보여주었다. 1225 °C 일 때 가장 우수한 강도값이 확인 되었다. 이를 통해서 500 rpm의 와인딩 속도와 1225 °C의 방사온도가 최적의 연속 방사 조건임을 확인 하였다.
