

1. Introduction
TP23P40 is the low carbon steel with a slight modification of the chemical elements of AISI P20 and ASTM A681 P20. It is a commonly used die material for plastic injection molding applications because of its excellent mirror polishing and corrosion resistance. It is used as a mold for making plastic bumpers for automobiles, plastic office equipment, TV and computer plastic covers. However, it is difficult to use as mold steel for aluminum casting due to severe aluminum erosion.
The main causes of damage or breakdown of this material under actual service conditions are wear, erosion, and thermo-mechanical fatigue, which may require immediate repair or replacement of the entire part.1-4) The laser cladding method has recently been applied to repair damaged parts or surfaces to improve these disadvantages accurately. Precise repair of damaged areas or surfaces is much more cost-effective than a full replacement. Laser cladding can be applied to a remanufacturing process, especially for repairing cracks in the mold and die surfaces.5-7) It increases the mold's life by creating new properties on the substrate surface to improve toughness, hardness, and corrosion resistance. Furthermore, it can be applied to shafts, slide pins, and core pins, which are accessories for aluminum die-casting mold.
Laser cladding is a technique of depositing a cladding layer on the base material by continuously melting the injected powder layer. Residual stress generation due to high heating temperature and cooling rate occurring during the deposition process is the main cause of crack initiation. And cracks appearing between the deposit and the base material lead to unexpected fracture and deterioration of the material's mechanical properties. Therefore, many researchers are trying various approaches to prevent cracking and delamination at the deposition-base material interface.8) Temperature control is essential to reduce the cracking susceptibility of the substrate, which can alter the mechanical and metallurgical properties of the deposit. In addition, in order to obtain the desired characteristic, the laser output condition must be well designed.9)
Recently, studies to strengthen the mold surface by laser cladding of 18%Cr-2.5%Ni-Fe powder (Rockit404), known for its high hardness and excellent corrosion resistance, have been conducted.10) This study investigates the effect of laser parameters on 18%Cr-2.5%Ni-Fe powder (Rockit404) cladding onto plastic die steel to exhibit high surface hardness and erosion resistance properties. Chemical composition, metallurgical bonding between the clad layer and substrate, and the clad layer's hardness are presented.
2. Experimental Procedure
Substrate specimen with 200×100×10 mm dimensions was prepared by grinding the surface with sandpaper of #320, 600, 1000, and 2000, which was followed by acetone rinsing for degreasing the specimen and improvement of laser absorptivity on the surface. The alloy powder used in this study is the Rockit401 powder (18%Cr-2.5%Ni-Fe) with an avg. diameter of 135 μm and size distribution in spherical shape as shown in Fig. 1. The chemical composition of substrate steel (TP23P40) and powder (Rockit401) and are presented in Table 1.
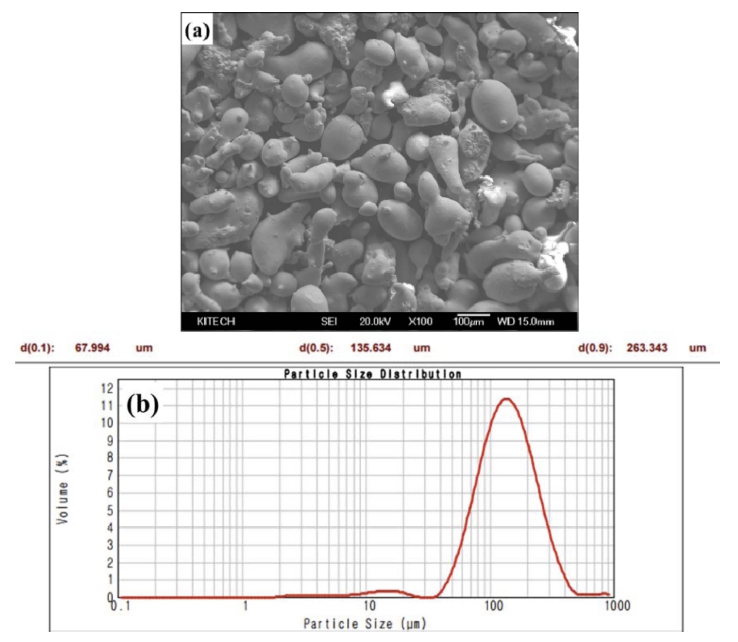
Fig. 1
(a) Morphology and size (SEM image) and (b) particle size distribution of the precursor powder (Rockit401) used in the present study.
Table 1
Chemical composition of TP23P40 low carbon steel and Rockit401 stainless steel powder in wt.%.
 |
Laser cladding was carried out using a solid laser system (Laserline LDF10000-100) 10 kW powered by diode laser in the wavelength of 900-1070 nm equipped with fiber delivery, and the optical head system mounted on a 7-axis robot. The laser spot size was 8.3 mm with 1500 μm laser fiber core, 72 mm collimation lenses, and 400 mm focusing lenses. The experiment was performed under an argon (Ar) atmosphere. The distance between the coaxial powder feeding head and the surface of the substrate was 20 mm. The powder feeding gas (Ar) was 15 L/min, and all the powder feeding rate was 30.4 g/ min. In order to exclude the facility variables, heat input value was chosen and calculated by using the cladding parameters. With the hatch spacing of 3 mm, the overlap ratio at multiple beads was 63.9%.
All of the specimens were longitudinally cross-sectioned, ground by sandpaper, and polished with a diamond suspension of 3 μm and 1 μm. Rockit401 stainless steel was etched with aqua regia (nitric acid + hydrochloric acid) to observe the interdiffusion zone, and TP23P40 low carbon steel was etched with natal 5% solution (nitric acid + ethanol) to observe the heat-affected zone. The hardness test was measured under the conditions of the Micro Vickers hardness tester Hv0.1 at the interval of 0.1 mm from the surface to the core direction of the substrate. The soldering test with an ALDC12 alloy was performed to evaluate the erosion resistance characteristics.
The macromorphology, composition, and microstructure of each clad layer and bonding area were investigated using optical microscopy (OM), field emission scanning electron microscopy (FESEM), and electron probe micro analyzer (EPMA).
3. Results and Discussion
3.1. Macroscopic morphology
Fig. 2 shows the photograph of the multi-track coatings prepared with different powers by laser melting deposition of Rockit401 powder on the TP23P40 substrate. Lase cladded surface were well established on the low carbon steel, meaning sound surface without pores and cracks.

Fig. 2
Photograph of the coated Rockit401 with different laser power: (a) 5 kW, (b) 6 kW, and (c) 10 kW.
Laser cladded specimen could be characterized by clad height, inter-diffusion zone, and heat-affected zone, as shown in Fig. 3. Fig. 3(a) describes the respective height of three zones based on the cross-sectional images Fig. 3(b). Similar heights were observed in the heat-affected zone despite increasing 5, 6, and 10 kW laser power. However, as the laser power increased, the inner diffusion area increased to 0.43, 1.00, and 2.10 mm, respectively, because the molten pool in the matrix increased. In general, it was reported that the coating height, width, and melt depth increase almost linearly as the laser power increases.11)
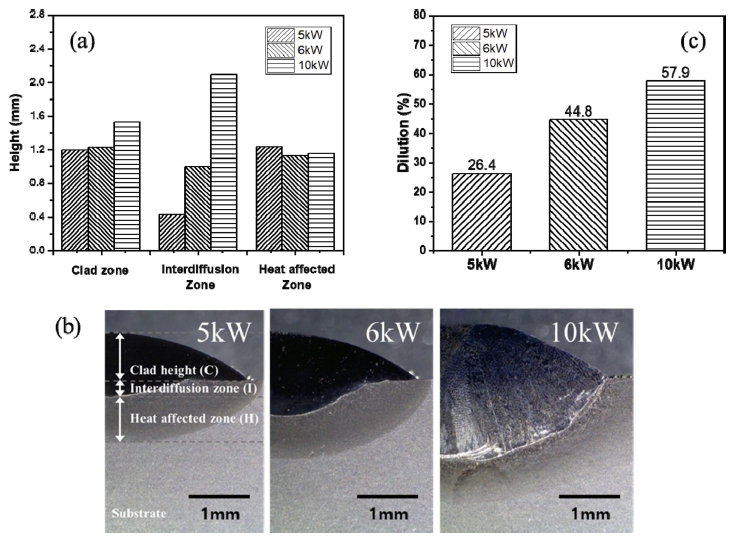
Fig. 3
Classification of each distinct zone after laser cladding with different laser power: (a) height of respective zone based on (b) cross sectional images, and (c) dilution rate on various laser power.
Dilution can be defined as the percentage of the surface layer's total volume contributed by its melting substrate. It is desirable that the dilution rate with the substrate should be minimized as little as possible in order not to deteriorate the characteristics of the abrasion and corrosion resistance on clad material.12-14) Fig. 3(c) shows the dilution rate of specimens with different laser power and it could be calculated following equation.
Where I is interdiffusion zone height (mm); C is clad height (mm).
As a result of the calculation, it can be seen that the dilution rate increases as the power increases.
3.2. Microscopic morphology
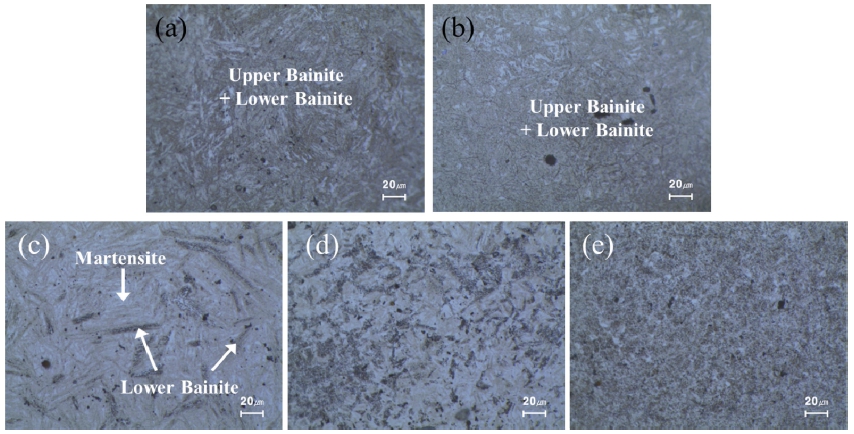
Fig. 4 shows the microstructure of heat-affected zone and substrate formed at the electrical power of 5 kW, 6 kW, and 10 kW. It is shown that a mixture of upper and lower bainite was formed at the heat-affected zones of the specimens at the power condition of 5 kW and 6 kW. After 10kW is applied to the substrate, the heataffected zone can be classified into three areas: upper, middle, and lower. These three regions have different microstructures depending on martensite and lower bainite fractions below the interdiffusion zone. The high laser power greatly increases the temperature of the specimen. This increase may be due to the much higher energy for the molten pool than under other conditions and may cool rapidly to form a martensitic phase.15) However, the closer to the substrate, the greater the cooling temperature gradient, so that the structure was spheroidized, which caused a decrease in hardness and mechanical properties.
3.3. Micro-hardness distribution of the cladding layer
Fig. 5 shows the micro-hardness depth profile perpendicular direction to the surface in the cross-section of the cladding layers. It was measured at 0.1 mm intervals from the interdiffusion zone to the heat-affected zone. The highest hardness was measured at the case of the interdiffusion zone than other zones, and the microhardness was higher with increasing at the laser power. It could be due to the relatively higher Mo content of 10 kW in interdiffusion zone of cladded area compared to 5 kW and 6 kW, as shown in the SEM/EDX results in Fig. 6.
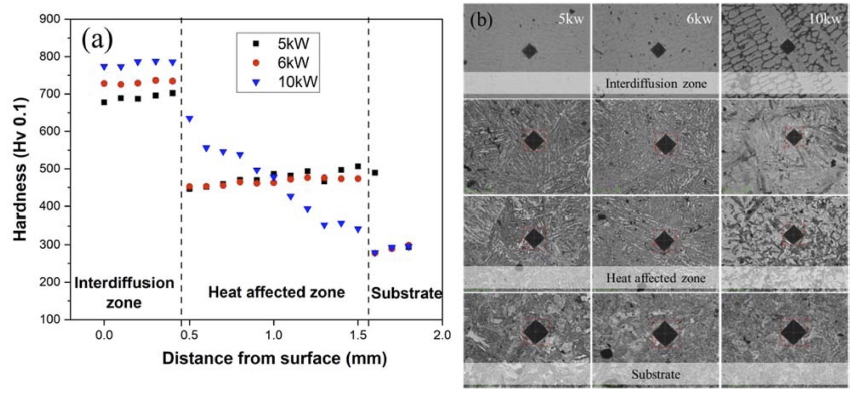
Fig. 5
Variations of micro-hardness with different laser powers: (a) micro-hardness as a function of distance from surface in laser cladding specimens and (b) corresponding micrograph of cladding layer indentation marks across the layer depth.
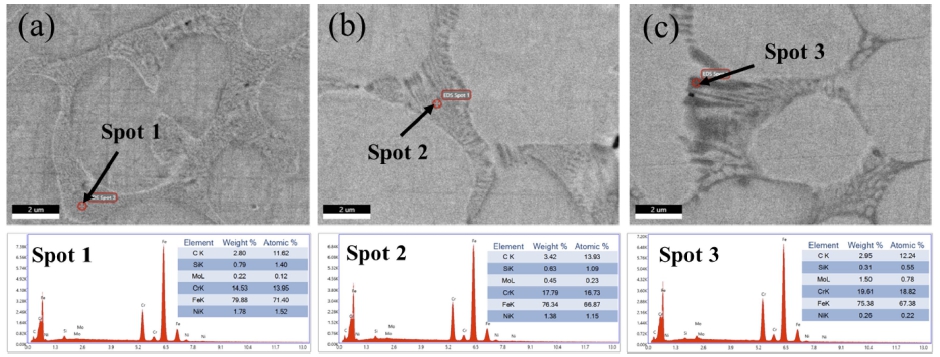
Fig. 6
SEM/EDX results of interdiffusion zone with different laser powers: (a) 5 kW, (b) 6 kW, (c) 10 kW.
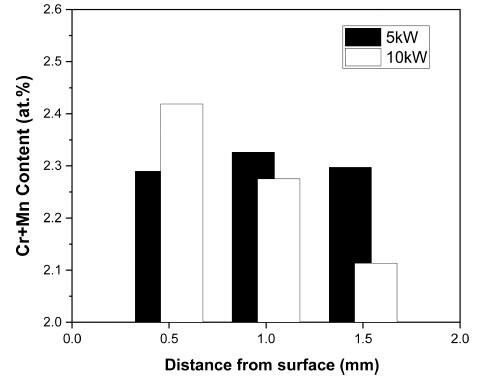
In the heat-affected zone, the specimens at the condition of the heat inputs of 5 kW and 6 kW show little hardness variation according to cross-section depth direction and show similar micro-hardness values to each other. On the other hand, the specimen at the 10 kW heat input condition shows a higher micro-hardness value to 0.4 mm away from the border between the interdiffusion and heat-affected zone. Beyond 0.4 mm area, the hardness value of 10 kW decreased sharply as it became close to the substrate. The above results reasonably corresponded to microstructure changes shown in Fig. 4, which imply that the three areas consisting of decreasing amount of martensite phase from Fig. 4(c) to (e) have an influence on hardness variation such as decreasing hardness tendency as hardness measurement point goes down the core direction. Fig. 7 shows the EPMA result of elemental concentration of Cr and Mn in the heat-affected zone. In the case of 5 kW, the concentration of Cr + Mn is not variable despite the analysis depth of the heat-affected zone, while that of 10 kW is higher than that of 5 kW. However, the closer to the substrate, the sharper the decrease gradient of Cr + Mn concentration and was less than 5 kW at the 1.6 mm measurement spot. This result also explains the difference in hardness distribution according to laser power.
3.4. Soldering test
The molten metal immersion test is the most common method for evaluating erosion resistance. In particular, the immersion test is a required evaluation method in measuring the corrosion resistance, which has been recognized as one of the important defects in the mold industry and aluminum die casting industry.7) In this study, a molten metal immersion test was performed to investigate the die-soldering and corrosion resistance to the laser cladding layer. The TP23P40 low-carbon steel specimen cladded with Rockit401 powder was immersed in the ALDC12 molten metal maintained at 680 oC and held for 2 hours.
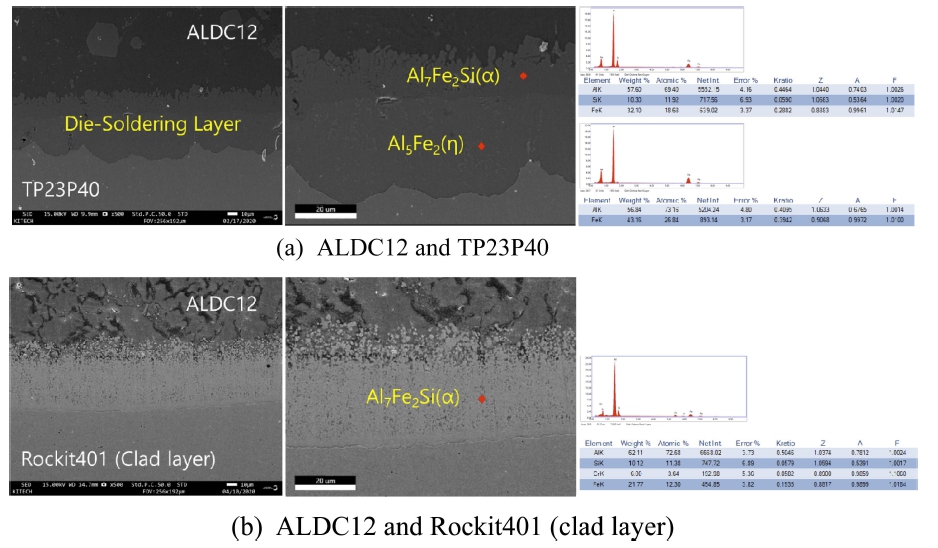
Fig. 8 shows the results of SEM/EDX analysis after the immersion test. As can be seen from the SEM image, it can be seen that a lot of erosion occurred on the surface of the TP23P40 steel without cladding. This erosion is due to the Al5Fe2 intermetallic compound where Al in the molten metal and Fe diffused in the mold meet to form the η phase. On the other hand, the specimen cladded with Rockit401 powder formed only the Al7Fe2Si(α) ternary intermetallic compound on the surface. It act as barrier to prevent binary compound from growing on the surface and resulting in erosion. It could be attributed16) that binary intermetallic compound, η phase Al5Fe2, growth rate could become slow when ternary intermetallic, the Al7Fe2Si(α) phase, containing Si was formed on its surface before binary compound, which would mean that the whole thickness of erosion layer could be decreased.
4. Conclusion
In this study, we investigated the effect of cladding on low carbon alloy steel using 18%Cr-2.5%Ni-Fe powder (Rockit404), which showed high hardness and corrosion resistance on the die surface. Obtained results are summarized as follows:
1. Sold cladding coating layer was formed at the various heat inputs of 5 kW, 6 kW, and 10 kW, using high alloyed powder (Rockit404) on low carbon steel.
2. When the laser power rises from 5 kW to 10 kW, dilution rate of all cladding specimen grows up from 26.4 to 57.9%.
3. The micro-hardness profile normal direction to the substrate form the top surface to heat affected zone where its ranged 0.5 mm from the top surface, was higher in 10 kW than that of 5, 6 kW, since it could be due to higher Cr + Mn concentration with higher laser power.
4. As a result of the ALDC12 molten metal immersion test, the thickness of the soldering layer decreased when laser cladding was performed on low-carbon alloy steel. This result could be because the generation of only the Al7Fe2Si(α) ternary compound on the surface of the substrate would act as a barrier, suppressing the erosion growth.
