

1. Introduction
Drilling mud is composed of clay particles suspended in water or oil.1,2) Main role of drilling mud is to clean mud wells, transport drill cuttings, cool and lubricate drill bits, preserve wellbore stability, control formation pressure, and prevent storage. Fluid flow forms a thin and impervious filter cake3,4) during the drilling, thereby it reducing environmental pollution and improving drilling efficiency. Among them, polymer mud plays an important role in the history of world drilling. It has an epochal impact on improving drilling efficiency. Rotary drilling rigs are generally static mud retaining walls during construction, and bentonite mud is used for static mud. The content of solid particles in bentonite mud is large. Applicable stratum is wide, but the amount of bentonite used in bentonite mud is very large, the amount of discarded mud in the preparation of mud is large, and it also requires many workers to work together, it is not easy to discard the slurry the cost is high, it also caused secondary pollution when it is not handled properly, and it is harmful for the environment and people,5,6) so it is necessary to develop a new polymer mud to replace the bentonite.
Polymer mud is a high molecular weight synthetic polymer that creates an excellent viscosity at lower concentrations. Its extremely long molecular chain is dispersed in the mud in a disorderly manner, these individual small rolls are stretched by shearing force and form a connecting bridge through different layers. This surface adsorption and bridging effect will work when drilling, whereas ensuring the stability of the surrounding formation, this effect can also help the mud to bond the cuttings furthest, so the drill can easily remove the cuttings from the hole, and improve drilling efficiency.7)
In the early 1990s, polymer mud ushered in the first peak of its development. There are more than 300 synthetic polymers in the world, mainly composed of binary copolymerization or multi-component copolymerization, including acrylonitrile, acrylamide, acrylic acid (salt), maleic anhydride, methacrylic acid, vinyl sulfonic acid, etc.8-13) it aims to thicken, reduce viscosity and reduce filtration. In the late 1990s, the research on the wall protection mechanism of polymer mud was widely launched in the world. Strong inhibition and flocculation, keeping the minimum solid phase content and the particle size dispersion range in the mud, while stabilizing the formation and the well wall; Improved shear thinning of the mud, maintaining high viscosity at low shear rates even at low solids levels, viscosity at high shear rates, ensuring increased drilling speed, carrying and suspension cuttings and lightening erosion of the borehole wall.14,15) After entering the 21st century, the researchers have done a lot of work to develop high molecular weight, high viscosity products and fluid loss regulators based on existing polymer mud products, but there are still many problems, such as the application field narrow, the mud preparation technology complicated, and high cost.
To overcome these shortages, in this paper, a green environmentally friendly polymer mud material with polyoxyethylene (PEO), anionic polyacrylamide (APAM) as the main viscosity-increasing component and hydroxypropyl cellulose as the fluid loss additive was developed, and compared with the traditional drilling mud, the polymer mud has the advantages of convenient to prepare and use, small amount of waste, environmental pollution, small secondary pollution, low pulping cost, etc., and greatly improves the efficiency of the rotary drilling process.
2. Experiment
2.1 Chemicals
Anionic polyacrylamide(APAM) and Nonionic polyacrylamide( NPAM), supplied by Tianjin Jinda Zhengtong Environmental Protection Technology Co., Ltd.; Polyethylene oxide(PEO), supplied by Shanghai Hao sheng Chemical Technology Co., Ltd.; Polyvinyl alcohol(PVA), supplied by Shanxi sanwei Group Co., Ltd.; Sodium carbonate (Na2CO3), AR (Shanghai test); Hydroxypropyl cellulose (HPC), supplied by Zibo Haishu Chemical Co., Ltd.; Sulfonate copolymer, supplied by Henan Ocean Chemical Co., Ltd. All chemicals can be used without further purification.
2.2 Preparation of green polymer mud
Poured 2L water in a four-necked flask and stirred by controlling the rotation speed at 400 rpm, control the rotation speed at 400r/min, add sodium carbonate to the flask to adjust the pH of the solution to 9, and added separately NPAM, PEO and other tackifiers adjust the viscosity of the system, stirred for 5 min. Then added appropriate amount of filtrate loss reducer and continued to stir for 20 min to complete the slurry preparation.
2.3 Characterization
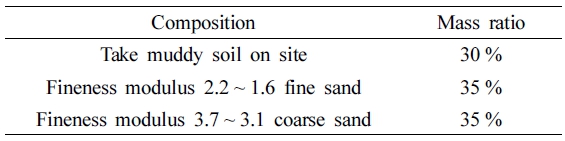
The viscosity of the slurry was tested by a mud viscosity tester(Model ANY-1, Shangyu Cree Instrument Factory). The slurry specific gravity was measured with a mud hydrometer(NB-1 type, Shangyu Kerui Instrument Factory); the mud loss was measured by a mud water loss meter(NS-1, Tianjin Jianyi Machinery Equipment Testing Co., Ltd.); the sand content was tested with a sand content meter(NA-1 type, Yi Na Instrument Manufacturing Company); added 100 g simulated drill cuttings to the prepared 2 L new mud slurry(see Table 1 for simulated drill cuttings), kept at stirring at 500 r/min 1 min, then stopped for 5 min, and take the middle mud slurry to test its sand content.
3. Results and Discussion
3.1 The viscosity of different kinds of tackifiers
Different kinds of high molecular polymers were affected by their molecular weight, functional group and molecular space configuration, and their solubility and dispersibility in water (solution speed and viscosity of solution after dissolution) were also significantly different.
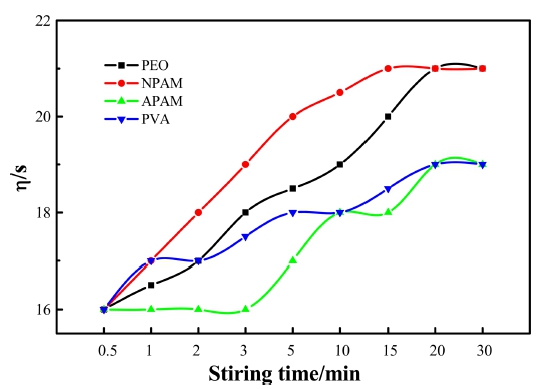
The dissolution rate and the viscosity of the dissolved aqueous solution were used as evaluation indexes to compare the stirring dispersibility of various types of thickening polymers in aqueous solution. It was found that the viscosity of NPAM and PEO after stirring for 5 min reached 18 s, and the viscosity did not change at the later stage (Fig. 1). The two tackifying polymers exhibit high dissolution and dispersion speed and high viscosity of the solution than others, were suitable as the main thickening component of the polymer mud.
3.2 The stability of different kinds of tackifiers
Since the ester polymer is easily hydrolyzed under alkaline conditions, we have used the hydrolysis rate and viscosity stability of the polymer in the alkali solution as the basis for the selection of the polymer mud raw material.
It can be seen from Fig. 2 that the viscosity of the solution in APAM, NPAM and PEO was almost unchanged within two days, on the second day, the viscosity of the PVA solution began to decrease, which may be related to the presence of structural units without alcoholysis in the PVA molecular chain. After 2 days of standing, the viscosity of all solutions showed a tendency to decrease. Comparing the curve data, it was found that although PEO and NPAM showed viscosity decrease, the viscosity reduction rate was significantly lower than that of APAM and PVA, but as time goes by, the hydrolysis rate in the later stage of NPAM was obviously accelerated. Considering that the polymer mud is used for actual engineering construction on site, the storage time was usually 2 to 5 days. The mud should be removed as a sludge in the later stage. At that time, if the polymer exhibit the characteristics of faster hydrolysis, it will highlight its huge environment-friendly advantages.
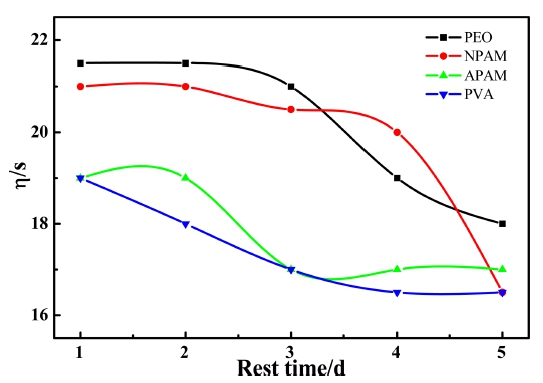
Comprehensive viscosification, hydrolysis and environmental protection factors, this experiment preferred NPAM and PEO as the main thickening component of polymer mud through the above comparative test.
3.3 The effect of PEO molecular weight on the viscosity of its aqueous solution
PEO was selected as the main thickening component of polymer mud by viscosity and viscosity stability comparison test. However, according to the existing research reports, the molecular weight of the polymer is another important factor affecting the solubility characteristics and tackify effect of the polymer. So this study selected the same series of three molecular weight range (4 ~ 6 million, 6 ~ 8 million, 8 ~ 10 million) PEO products, the test compared its solubility characteristics, viscosity-increasing effect and viscosity stability.
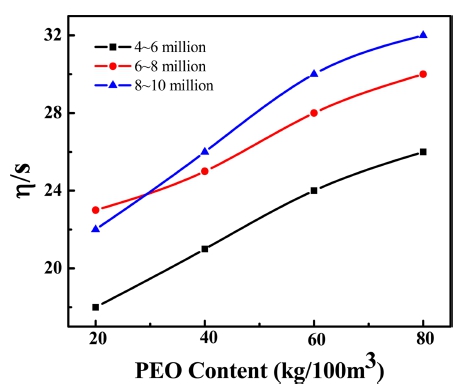
As a water-soluble polymer, polyethylene oxide (PEO) generally has a molecular weight range of 100,000 to 10 million, and has a tackify effect only at a high molecular weight. As shown in Fig. 3, after continuous stirring for 20 min, the tackify effect of the PEO of 8 to 10 million molecular weight was remarkably increased, and the larger the molecular weight of PEO, the greater the binding force and the better the drawing effect. Therefore, PEO having a molecular weight of 800 to 10 million is selected as the main viscosity-increasing component.
3.4 Effect of NPAM molecular weight on the viscosity of its aqueous solution
NPAM has been selected as one of the main thickening components of polymer mud by previous experiments. However, according to the existing research reports, the influence of the molecular weight of the polymer on the solubility characteristics and tackify effect of the polymer cannot be ignored. NPAM products of the same type and six molecular weight ranges (4 to 6 million, 6 to 8 million, 8 to 10 million, 10 to 12 million, 12 to 14 million, and 14 to 16 million) were selected and tested for their solubility characteristics, tackify effect and viscosity stability. Figure 4 shows that the relationship between the viscosity of different molecular weight NPAM solution and its amount after thorough stirring (continuous stirring for 20 min).
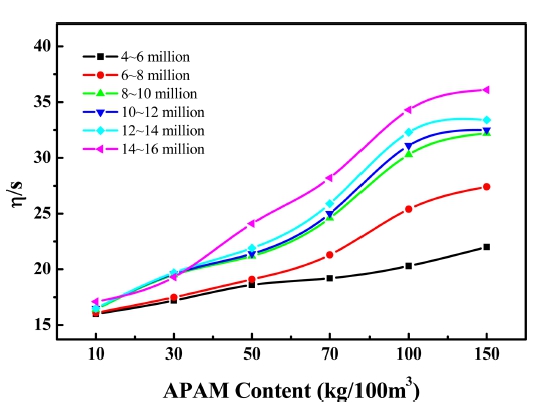
As it shown in Fig. 4, after continuous stirring for 20 min, the dissolution was sufficiently dispersed, the viscosity of the NPAM aqueous solution increased with the increase of the molecular weight, but when the molecular weight exceeded to 8 million, the increasing tendency was slowed down. To meet the viscosity design specifications of polymer mud products (to ensure that the viscosity of the polymer mud is 50 kg/100m3 water, the viscosity of the mud is not less than 18s), NPAM with a molecular weight of more than 8 million should be selected. However, the molecular weight of the polymer was too large, which also influenced its dissolution rate in water, as well as the subsequent hydrolysis characteristics. Therefore, this paper further explored the solubility characteristics of NPAM with a molecular weight of more than 8 million.
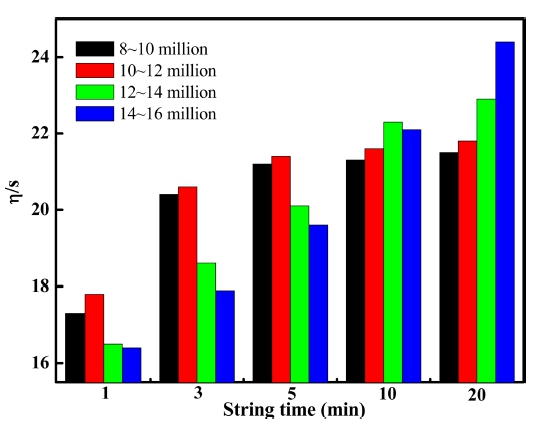
The data in Fig. 5 shows that when the molecular weight of NPAM is between 8 to 12 million, the viscosity of the solution remains basically unchanged after stirring for 3 min, indicating that the PAM in this molecular interval is more easily dispersed and dissolved in the aqueous solution. However, when the molecular weight of NPAM exceeds 12 million, the viscosity of the solution is lower than that of 12 million molecular weight after stirring for 5 min. Only when sufficient stirring time is ensured (stirring time is more than 10 min), it can exert a more obvious viscosity increase effect. For the construction process in which the in-hole pulping may be adopted on the site, it is required that the polymer slurry should exert sufficient tackify effect in a very short time (within 3 min), and the molecular weight range was selected from 800 to 10 million and 10 to 12 million NPAM can meet the requirements of product design and use, owing to the tackify performance of 8- 10million is similar to of 10 ~ 12 million, but the price of NPAM is higher when the molecular weight is 10 to 12 million, and considering the manufacturing cost of controlling polymer mud, finally, 800 to 10 million molecular weight NPAM was selected as the main thickening component of the polymer slurry.
3.5 Modification of Polymer Slurry by Fluid Loss Reducer
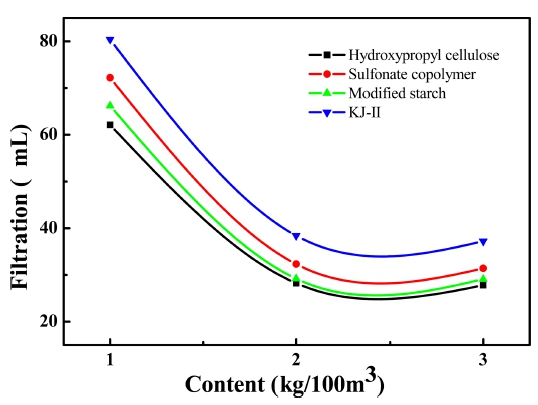
In order to improve the fluid loss performance of the polymer slurry, the preferred modified polymer can be used as a fluid loss-reducer component to achieve the purpose of expanding the application range of the polymer slurry. In the test, hydroxypropyl cellulose, sulfonate copolymer, KJ -II and modified starch as the main alternative fluid loss reducer component, which was optimized by mud filtration test, controlled the content of NPAM (molecular weight 8 to 10 million) in the aqueous solution is 50 kg per 100 m3 of water, and then observed the fluid loss of the polymer mud varies with the amount of the fluid loss reducer component.
Figure 6 shows that with the increase of the amount of modified polymer, the filtration of the polymer slurry shows a tendency to decrease, but when the modified polymer content reaches 2 kg/100m3 water, the filtration of the polymer slurry varies little with the increase in the amount of modified polymer. Among them, hydroxypropyl cellulose exhibited better fluid loss performance under the same additive amount, so it can be used as the main fluid loss reducer.
3.6 Performance of polymer mud products
The polymer mud products were prepared by adjusting the ratio of each component with NPAM, PEO and HPC as the main components. The viscosity, filtration and sand content was determined.
Table 2 shows that the quality of the two components of PEO and HPC is unchanged. By increasing the amount of NPAM, the fluid loss of polymer mud 7.5min first decreased and then increased, and the sand content gradually increased, which is related to the viscosity of the aqueous polymer slurry solution. The higher the viscosity, the more stable the system, and the stronger the sand carrying capacity, resulting in an increase in filtration and the amount of sand. Therefore, in order to obtain the best anti-collapse and wall-protecting effect when preparing the polymer slurry, it is necessary to select the optimum dosage according to different geological conditions. In this paper, a mud product with moderate sand carrying capacity and low fluid loss was developed. The basic formula of the polymer mud finished product is NPAM: PEO: HPC = 42:10:10, and its amount in water is 62 kg/100m3, the viscosity can reach 20.6s, the filtration in 7.5 min is 24 mL, and the sand content is 0.1 %.

3.7 The mechanism of polymer mud protecting well wall
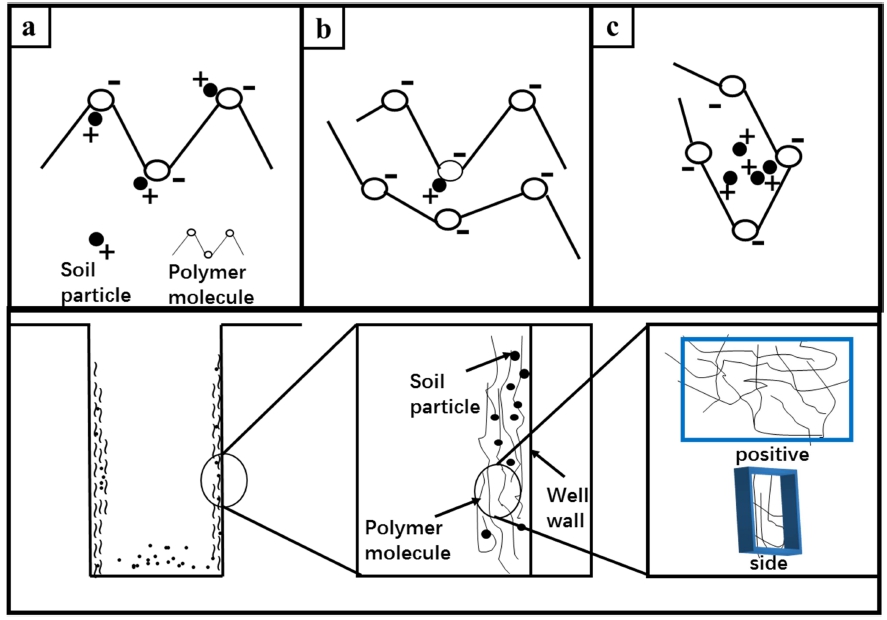
Polymer mud is a high molecular weight environmentally friendly chemical mud. It is a long chain compound formed by the linkage polymerization of many monomeric low molecular compounds. And its extremely long molecular chain is dispersed in the slurry in a disorderly manner. These individual small rolls were extended after being sheared and form a connecting bridge through different layers. In Fig. 7, after the polymer slurry was injected into the borehole, a certain amount of solid particles were adsorbed by the polymer chain surface of the borehole wall and among the plurality of polymer chains (Fig. 7a and b), and a small part of the soil particles were wrapped by polymer chains (Fig. 7c). The cementation of the polymer molecular adsorption network overcame the effects of water on the wetting and spalling of the soil particles, and the pore walls were stabilized initially. As the adsorption proceeds continuously, the polymer adsorption network of the pore walls was continuously encrypted, and a certain amount of polymer molecules penetrated into the soil pore in the hole wall under the influence of the difference between the inside and outside of the hole. Adsorption cementation of polymer molecules also occurs on the inner surface of the pores of the soil.12) When the membrane was encrypted to a certain extent, it was cemented by the polymer adsorption membrane at the depth of the pore wall during the polymer slurry entering. The surface of the hole wall and below the surface a certain depth were stabilized by being cemented. At the same time, this effect can also help the mud to bond the cuttings furthest, so the drill can easily remove the cuttings from the drill hole, thus improving the drilling efficiency.
4. Conclusion
In this paper, an environmental-friendly polymer mud for drilling was synthesized with a simple compounding method. Powdered PEO were NPAM with a molecular weight of 8 to 10 million are used as the main thickening component, and hydroxypropyl cellulose was used as the main fluid loss reducer component to obtain a high viscosity, low fluid loss polymer mud. Among them, the sand carrying capacity of the polymer mud has a certain relationship with the viscosity, the more viscosity, the bigger sand carrying capacity, and the fluid loss was reduced to improve the stability of the polymer mud. Hence, the viscosity, fluid loss performance and sand carrying capacity and other factors were comprehensively considered.
