

1. Introduction
Ti-6Al-4V based alloys have been widely used in various applications for lightweight parts due to their excellent specific strength, and good combination of strength and ductility with high corrosion resistance.1) In addition, Ti-6Al-4V alloy has a possibility for further strengthening through microstructural control. Due to this attractive potential, many researchers have investigated heat treatments to obtain various microstructures and good mechanical properties of this alloy through microstructure control.2-3)
Water quenching after a solution treatment and followed by aging treatment of Ti-6Al-4V alloy are one of the common heat treatment. In this heat treatment, the tensile strength of Ti-6Al-4V alloy increased by the formation of α' martensite transformed from β phase by the solution treatment and the decomposed α' martensite to fine α and β phases by aging treatment.3-6) Moreover, nanosized α2 (Ti3Al) phase can lead to the additional impro vement of their mechanical properties such as strength and toughness by over-aging treatments at 500~600 °C for long aging time.5,7) However, the heat treatment for α2 precipitation has a problem because it takes relatively a long aging time. On the other hand, several studies have reported that the tensile strength is improved by short-time aging consisting of solution treatment at 970 °C for 1 min and followed by aging at 500 °C for 0.7 min. This result of the mechanical properties is closely related to TRIP effect in titanium alloys, which is straininduced martensite transformation from retained β phase under applied stress. However, the elongation of short time aging treated Ti-6Al-4V alloy decreased a little than as-cast.2,8) This result indicates that tensile strength of Ti- 6Al-4V alloy can be improved by the aging treatment for short time. However, above original studies for the short aging treatment of Ti-6Al-4V alloy has been studied by using the equiaxed microstructure of wrought alloys as a starting microstructure. In general, wrought Ti-6Al-4V alloys lead to three kinds of microstructures, i.e., Widmanstätten, equiaxed and bimodal microstructures depended on heat treatments. But in cast Ti-6Al-4V alloy, the possibilities to improve the mechanical properties through the microstructural control are limited by heat treatments. Cast Ti-6Al-4V alloy has only Widmanstätten structure and its microstructure does not change to an equiaxed or bimodal structures by heat treatments.9-10) Therefore, it is necessary to study the effect of short aging time on mechanical properties in cast Ti-6Al-4V alloy.
The purpose of this study is to improve the mechanical properties of cast Ti-6Al-4V alloy through the solution and aging treatment with various aging time from 1 to 1440 min, as well as to study the effect of aging for relatively short time on microstructure and mechanical properties of cast Ti-6Al-4V alloy.
2. Experimental Procedure
The cast Ti-6Al-4V alloy was fabricated by vacuum arc remelting(VAR) skull method. The chemical compositions of the specimen are shown in Table 1.
Table 1.
Chemical compositions of cast Ti-6Al-4V alloy (wt.%).
| Al | V | O | H | N | C | Fe | Ti |
|---|---|---|---|---|---|---|---|
| 6.27 | 4.16 | 0.13 | 0.001 | 0.003 | 0.008 | 0.034 | bal. |
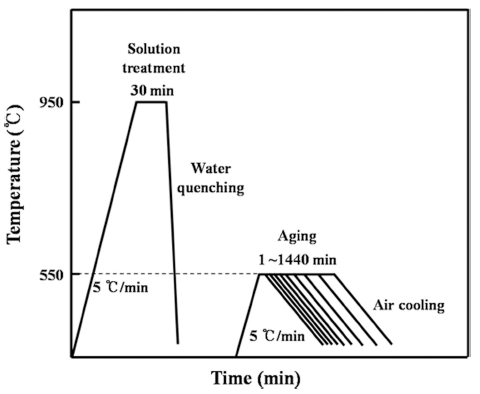
Solution treatment of the specimens was conducted at 950 °C for 30 min and followed by water quenching(STQ specimen). And the solution-treated specimens were aged at 550 °C for 1~1440 min(STA specimens). Fig. 1 shows the schematic illustration of the heat treatment of cast Ti- 6Al-4V alloy.
To observe microstructures, all specimens were polished and etched by using a Kroll reagent of 1 % HF, 3 % HNO3, and 96 % distilled H2O. Microstructure of the specimens was observed by scanning electron microscopy( SEM), electron backscattered diffraction(EBSD), and transmission electron microscopy(TEM). The thin foil for TEM observation was prepared by twin jet-electro polishing using a chemical solution of 60 % methanol, 35 % butanol, and 5 % perchloric acid at −30 °C. The each phase was analyzed by X-ray diffraction using the angle of 2θ from 33° to 46° by scan speed of 0.25° min−1. Hardness was also measured using a Vickers hardness tester with a load of 9.8 N for 15 sec. The tensile test was conducted using ASTM E8 specimens at room temperature. Cross head speed for tensile test was 10−3 sec−1.
3. Results and Discussion
Fig. 2 shows the SEM microstructures of as-cast, solution-treated and aged specimen. The microstructure of as-cast consists of a typical Widmanstätten structure. The α phase having a width of 1~4 μm is shown by dark region, while the β phase between the α plates is indicated by the bright region. The α phase was formed along the β grain boundaries by decreasing temperature from β single region at above 990 °C to room temperature.4,11) Microstructure of the solution-treated alloy at 950 °C is shown in Fig. 2(b). The primary α phase was transformed from the β phase by the solution treatment at 950 °C for 30 min. Thus its microstructure consists of the primary α phase and α' martensite. Microstructure of aged specimen at 550 °C for 1440 min is similar to the solution-treated specimen as shown in Fig. 2(c).
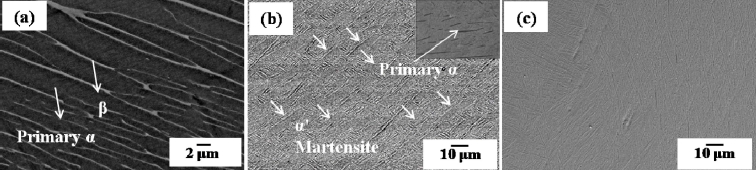
Fig. 2
Microstructures of as-cast and solution-treated Ti-6Al-4V alloys. (a) As-cast, (b) STQ950°C, and (c) ST950°CA550°C,1440min.
In order to observe the fine α and β phases of STA specimen, TEM observation was conducted using the specimen solution treated at 950 °C for 30 min and followed by aging treated at 550 °C for 1440 min as shown in Fig. 3. The decomposed fine α and β phases after aging treatment were observed.
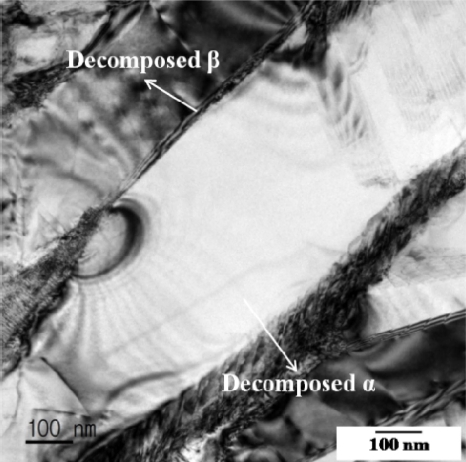
Fig. 3
TEM micrograph (bright field image) of aged specimen at 550 °C for 1440 min after solution treatment at 950 °C for 30 min.
Fig. 4 shows the hardness change with the STQ and followed by aging at 550 °C for 1440 min. Hardness of as-cast increased due to formation of α' martensite from β phase by the solution treatment and followed by water quenching. The subsequent aging at 550 °C for 1 min leads to increase of hardness more than that of the STQ specimen. The peak hardness was shown in aged specimen for 5 min. This is because fine α phase was precipitated from retained β phase. This result shows that the aging at 550 °C can improve the strength of the cast Ti-6Al-4V alloy in a short aging time. It is reported that precipitation of fine α phase from retained β phase is the secondary strengthening.2) After aging for 60 min, hardness was decreased with increasing aging time due to decrease volume fraction of α' martensite by transformation of fine α and β phases during aging. Thus, the specimens aged for long time showed the plateau of hardness to 1440 min. This is because α' martensite should completely be transformed to the α and β phases.
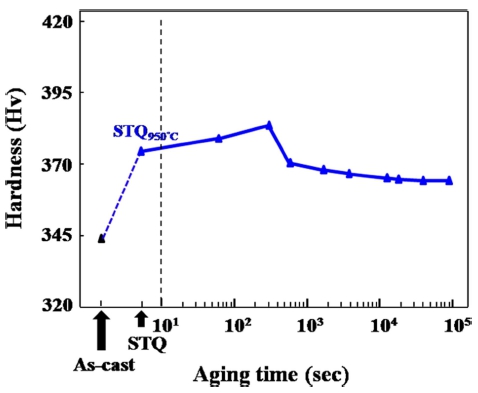
Fig. 4
Hardness with aging time at 550 °C of solution-treated Ti- 6Al-4V alloy at 950 °C for 30 min followed by water quenching.
Fig. 5 shows the X-ray diffraction patterns of the ascast, solution-treated(STQ), and then aged(STA) specimens. The as-cast specimen is shown in Fig. 5(a). The α phase (hcp) and β phase (bcc) were shown on the diffraction pattern. After the solution treatment, peaks of α' martensite (hcp) appeared at the same 2θ of the α phase due to same crystal structure with similar lattice parameter of a-aixs as shown in Fig. 5(b). In general, the stable β phase was disappeared after the solution treatment at 950 °C followed by water quenching because stable β phase was transformed to α' martensite in solutiontreated specimen. In addition, retained β peaks are not detectable in the X-ray diffraction patterns because the interplanar spacing of the two structures between the α' (hcp) and retained β (bcc) phase are nearly same.2,8-9) Thus, the β peak was not detected in solution-treated specimen and aged at 550 °C for 5 min. Even though the specimen aged for 5 min at 550 °C after the solution treatment, the β peak was not shown in Fig. 5(c). To contrast, the specimen aged at 680 °C for 5 min shows the clear β peak by increasing volume fraction of stable β phase at higher aging temperature of 680 °C than 550 °C as shown in Fig. 5(d). Therefore, X-ray diffraction data proves only the absence of a stable β phase in the solution-treated and aged specimens at 550 °C.
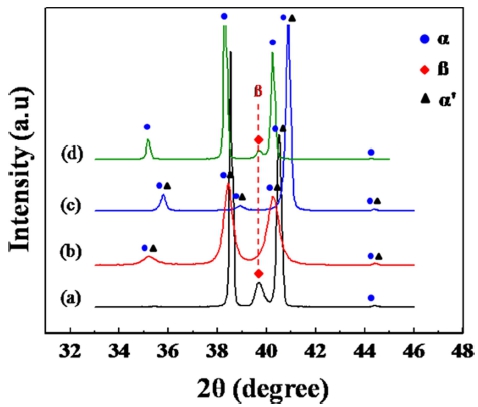
Fig. 5
X-ray diffraction profile. (a) As-cast (b) STQ950°C, (c) ST950°CA550°C, 5min, and (d) ST950°CA680°C,5min.
IQ map(left) and phase map(right) of EBSD were shown in Fig. 6. In solution-treated specimen as shown in Fig. 6(a), the α' martensite was observed having acicular shape. In addition, it is noticed that the β phases were shown as the green color, although β peak was not detected by the X-ray diffraction. According to these results, the retained β phase was still remained after the solution treatment. Followed by aging at 550 °C for 5 min as shown in Fig. 6(b), the β phase was shown. It is thought that the α' martensite was decomposed to the β phase during aging for 5 min at 550 °C and fine α phase was precipitated from β phase at the same time. However, although the retained β phase was transformed to α phase during the aging treatment, the retained β phase still exists since stable β phase peak was not found by XRD result. In order to compare between retained β phase and stable β phase, the aged specimen at 680 °C for 5 min was also shown in Fig. 6(c). In the specimen aged at 680 °C for 5 min, the larger amount of α' martensite was transformed to α and β phases and larger amount of retained β phase was also transformed to α phase through the aging at higher temperature(680 °C). Thus, the β phase shown in EBSD map seems to stable β because the β peak was shown in the X-ray diffraction of the specimen aged at 680 °C for 5 min.
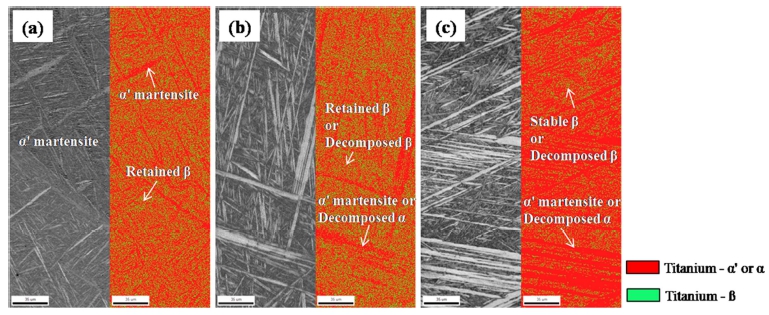
Fig. 6
Microstructures obtained by EBSD. (a) STQ950°C, (b) ST950°CA550°C,5min, and (c) ST950°C A680°C,5min.
Table 2 shows the tensile properties of as-cast and heattreated specimens. The as-cast specimen had the higher elongation and lower tensile strength than that of STA specimens. In the tensile result of this study, the strength and ductility of STQ specimen shows the lowest. This result might be significantly brittle with larger α' martensite and higher dislocation density. However, the yield and tensile strength were improved by subsequent the aging treatment, as well as the elongation was also improved having similar level of non-treated as-cast. Although the STA specimen aged for 5 min, the combination of strength and ductility shows the improvement without dramatically decreased elongation.
Table 2.
Tensile properties of as-cast, STQ and STA specimens.
| Yield strength (MPa) | Tensile strength (MPa) | Elongation (%) | |
|---|---|---|---|
| As-cast | 714 | 866 | 9 |
| STQ950°C | 513 | 824 | 5 |
| ST950°CA550°C,5min | 630 | 1010 | 7 |
| ST950°CA550°C,1440min | 711 | 1001 | 8 |
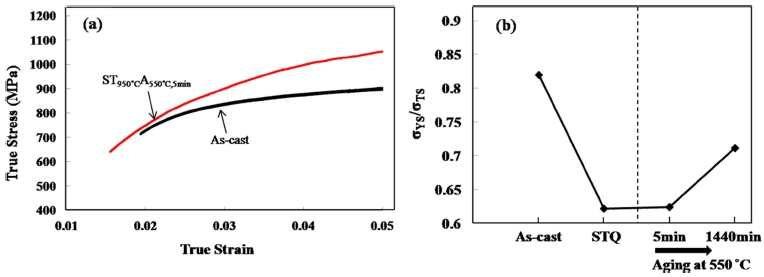
The increased strength without decreased ductility is caused by microstructure refinement resulting from decomposition of α' martensite to fine α and β phases during aging. Except for that, TRIP effect of retained β phase is thought during tensile deformation.2,8,12)
In Fig. 7(a), the slope(strain hardening rate) of as-cast curve is lower than STA specimen aged for 5 min. This result indicates that strain hardening occurred during deformation. Results of the σYS/σTS are shown in Fig. 7(b). Its ratio of STQ specimen was shown with the lowest value. However, the σYS/σTS ratio increased with increasing aging time. According to these results, the TRIP effect is reasonable to explain through strain-induced martensite transformation from retained β phase under applied tensile stress. Although volume fraction of retained β and decomposed β phase cannot be obtained after aging in this study, the result of Fig. 7 indicates that the retained β phase caused TRIP effect even by aging for 5 min. After the aging for 5 min at 550 °C, the retained β phase decreased with increasing aging time.
4. Conclusions
(1) The hardness of as-cast increased after STQ due to α' martensite formation and STA treatment due to fine α and β phases decomposed after the aging from α' martensite formed by the solution treatment.
(2) The tensile strength and hardness of solutiontreated at 950 °C for 30 min and followed by water quenching and subsequent aged specimen at 550 °C for 5 min were improved due to decomposed fine α and β phases from α' martensite, as well as precipitated fine α phase from retained β phase. Especially, improvement of the tensile strength without dramatically decreased ductility is resulted by TRIP effect. The retained β phase is still remained after aging at 550 °C for 5 min, leading to strain-induced martensite transformation of retained β during deformation.
