

1. 서 론
연소기 버너, 연소기 라이너, 블레이드와 베인 등 가 스터빈의 고온 부품들의 작동온도는 1100-1300 °C이며, 연료가 압축된 공기와 연소될 때 그 온도는 1500 °C까 지도 올라간다고 알려져 있다.1,2) 따라서 내열성과 고온 특성이 우수한 내열합금이라 하더라도 이러한 환경에 사 용되기 위해서는 열차폐 코팅(thermal barrier coating, TBCs)이 가스터빈 파트의 하부 모재를 고온으로부터 보 호하기 위해 필수불가결하게 사용되고 있다.3-5)
발전용 가스터빈을 운영할 때는 일반적으로 터빈을 주 기적으로 멈추고 냉각을 시키게 된다. 이 경우 열충격 이 중요한 이슈가 될 수 있는데 그 이유는 가열과 냉 각이 반복되면서 코팅층과 하부 내열합금 층간에 열팽 창계수 차이에 의해 응력이 발생하고 이에 기인하여 코 팅층의 파손이 일어날 수 있기 때문이다.6-8)
현재 열차폐 코팅에 사용되고 있는 지르코니아계 소재 의 고온에서의 상전이 현상을 극복하기 위해서 이를 대 체할 수 있는 다양한 신 재료들에 대한 연구가 수행되 어져 왔다.7,9-11) 예를 들면 열전도도도를 낮추어 보다 열 차폐성을 향상시키기 위해 파이로클로로 구조의 소재들 이 연구되어졌다. 그러나 중량비로 8 %의 이트륨 산화물 (yttrium oxide)이 첨가된 지르코니아, 즉 YSZ (yttrium stabilized zirconia)의 우수한 기계적 특성으로 인해 지르 코니아를 대체할 열차폐 코팅소재는 아직 실용화되지 않 고 있는 실정이다.12)
따라서 지르코니아 열차폐 코팅소재의 내구성, 즉 수 명을 향상시키기 위한 연구는 현재도 지속되고 있다. 열 차폐 코팅재의 수명을 좌우하는 가장 큰 원인은 코팅층 위의 바깥 공기로부터 산소가 코팅층을 통해 이동하여 내열합금과의 계면에서 주로 알루미늄 등이 반응하여 형 성되는 알루미나(Al2O3)등의 산화층(TGO, thermal grown oxide)으로 인해 이들 간의 열팽창계수 차이로 코팅층의 박리가 일어나게 된다. 그러나 이와 같은 열적손상 이 외에도 기계적 손상에 의한 코팅층의 수명저하 역시 무 시할 수 없는 주제인데, 이는 마모, 마멸, 피로 그리고 충격 등 기계적 손상 역시 코팅층의 수명에 영향을 크 게 미치기 때문이다.5,13,14)
본 연구에서는 기계적 손상에 대해 관심을 가지고, 특 히 열충격 싸이클이 반복됨에 따라 코팅층의 기공율과 기계적 특성의 변화를 고찰하였다. 이를 통해 주기적인 열충격이 코팅층의 수명에 미치는 영향을 살펴보고자 하 였다. 이를 위해 대기 플라즈마 용사법(air plasma spray) 을 활용하여 최적화된 공정조건에서 두께 600 μm의 지 르코니아를 코팅하였다. 코팅된 샘플에 열충격을 가하여 그 싸이클을 1200싸이클까지 가하였으며, 열충격 전 후 의 기계적 특성을 평가하여 특성열화정도를 분석하였다. 이를 위해 코팅층의 표면경도, 기공율을 평가하였고, 특히 열차폐 코팅재에 국부적인 손상을 가하여 수명을 평가하 는 연구로 활용되어 온 구형의 압흔법(ball-indentation)15-18) 을 이용하여 하중에 따른 변위를 측정하여 곡선의 분석을 통해 기계적 거동의 변화를 살펴보았다.
2. 실험 방법
코인시험편의 모재로써 직경 1인치(25.4 mm), 두께 2 mm의 Ni계 합금(Hastelloy-X)을 가공, 준비하였다. 코팅 의 접합력을 향상시키기 위해서 알루미나 샌드로 블라 스팅하였다. 열차폐 코팅재를 코팅하기 전에 열팽창계수 가 모재와 탑 코팅층의 중간정도 되는 상용 분말을 사 용(Ni-Cr-Co-Al-Y, AMDRY9625, Sulzer Metco Co.), 고 속화염 코팅법(HVOF)으로 180-200 μm 두께로 중간재 (bondcoat)를 코팅하였다.
본드코팅층의 표면을 샌드블라스팅한 후 열차폐 코팅 을 수행하였다. 코팅방법은 대기 플라즈마 용사법(APS, 9MB, Sulzer Metco Holding AG, Switzerland)을 활용하 였다. 코팅재는 상용 코팅 지르코니아 분말(204C-NS, 8 wt% Y2O3 stabilized ZrO2)을 활용, 최적화된 공정변수를 사용하여 두께 600 μm 두께로 코팅하였다. 공정변수는 이 전에 보고된 논문에서와 같은 조건에서 수행하였다.12)
상온 중에서 냉각한 후 기공들과 균열들을 관찰하기 위 해 코팅층의 표면을 10, 6, 3, 1 μm의 다이몬드 써스펜 젼을 사용하여 경면연마하였다. 이 때 동일한 시간동안 연마가 이루어지도록 하고 연마된 두께를 각 단계마다 체크하여 최종적인 시험편들은 동일한 두께의 시험편이 되도록 제어하였다.
열충격은 Fig. 1(a)와 같은 소결로를 사용하여 공기 중 에서 1100 °C의 고온에서 상온으로 주기적으로 열충격을 가하여 싸이클을 반복하는 시험을 수행하였다. 먼저 열 차폐 코팅 시험편을 사진의 알루미나 튜브 위 상부의 중 앙에 위치시킨 후, 모터를 이용하여 튜브를 챔버 내로 상 승시켜 시험편이 챔버의 중앙에 오도록 이동시켰다. 5 °C/ min의 속도로 승온시켜 1100 °C의 온도에 도달한 후, 전 기모터를 이용하여 알루미나 튜브를 하강시켜 공기 중 에서 5분간 팬을 이용하여 냉각시켰다. 이 때 고온챔버 는 1100 °C의 온도로 유지시켰다. 5분 냉각 후 다시 전 기모터를 이용하여 튜브를 고온의 챔버 내로 상승시켜 5분간 유지시켰다. 이러한 싸이클을 반복하여 열충격을 600, 900, 1200회 가하였다.
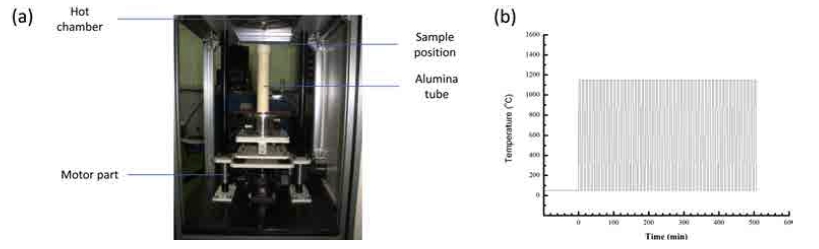
Fig. 1
(a) Photograph of the furnace used for the thermal shock cycling tests in this study. Samples are positioned at the center of the top of the alumina tube and then moved into the chamber. When the test temperature is achieved, the alumina tube is moved downward and out of chamber. (b) Thermal cycling was performed a maximum of 1200 times in this study.
열충격 전 후 표면에 형성된 기공을 광학현미경으로 관 찰하였고, 기공율을 이미지 분석기를 활용하여 측정하였 다. 기공율은 총 기공의 면적을 먼저 계산한 후, 각 광 학현미경 사진의 면적으로 나누어 기공율(porosity)을 정 의하였다. 10군데 이상의 부위를 관찰하여 평균기공율을 계산하였다.
열충격 전 후 기계적 특성의 열화를 평가하기 위해 표 면경도를 측정하였다. 표면경도는 비이커스 경도계(Vickers hardness tester, HM-114, Akashi, Japan)를 사용하여 다 이아몬드 재질의 압자를 가하여 형성된 손상의 크기를 측정하였다. 경면연마된 각 코팅층의 표면 상에 P = 1 kgf 의 하중으로 압자를 5초간 인가하였고 그 후 하중을 제 거하였다. 압자에 의해 형성된 손상의 반경 a를 측정하 여 경도를 계산하였다. 비균질적인 코팅층의 미세구조를 고려하여 20회 이상 압흔하여 그 평균값을 계산하였다.
열충격 전 후 기계적 특성의 열화를 평가하기 위한 또 다른 방법으로서 구형압흔법(Hertzian indentation)15,16)을 활용하여 압흔하중에 의한 변위를 측정하였다. 사용한 압 자로서 반경 3.18 mm의 구형의 초경 볼(tungsten carbide, WC)을 사용하였으며, 볼을 만능시험기(Instron 5567, UK) 의 지그에 부착하여 시험하였다. 압흔하중은 최대 P = 1500 N까지 0.2 mm/min 의 하중속도로 증가시켰으며, 최 대하중에 도달하자마자 바로 동일한 하중속도로 하중을 제거하였다. 하중을 증가시킬 때 각 하중에서의 변위데 이터를 신장계(extensometer)를 사용하여 측정하였다. 코 팅층 내에서 10개의 부위를 측정하여 각 하중의 평균 변 위 값을 얻어 분석에 활용하였다.
3. 결과 및 고찰
Ni-내열합금의 모재 및 중간재 위에 코팅한 시험편의 측면을 경면 연마한 후 주사전자현미경(SEM)으로 관찰 한 사진을 Fig. 2에 나타내었다. 중간재 및 탑 코팅층의 총 두께는 약 800 μm이었고, 중간재의 경우 약 180-200 μm, 탑 코팅층의 경우 약 600 μm 로 코팅되었음을 알 수 있다. 일반적으로 대기 플라즈마 용사 코팅을 할 경 우 미세구조는 균질하지 않지만 다량의 기공들을 함유 하고 있어 열전도도를 낮추는데 기여할 수 있다.12) 접합 강도를 향상시키기 위해 탑 코팅층과 본드 코팅층간의 표면조도가 탑 코팅층의 표면이나 모재와 중간재 사이 의 계면에 비하여 상대적으로 더 크게 제어되었음을 미 세구조 사진에서 알 수 있다.
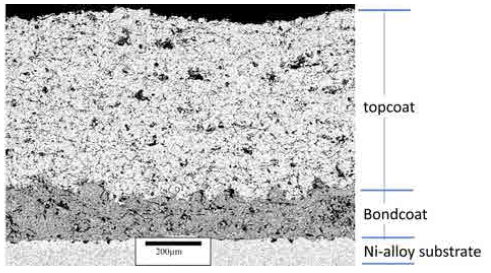
Fig. 2
SEM micrograph showing sectional view of the thermal barrier coating obtained by air plasma spraying. YSZ topcoat was deposited over a bond coat. The topcoat was 550-600 μm in thickness.
Fig. 3에는 열충격을 가하기 전과 1200싸이클의 열충 격을 가한 후의 경면 연마된 각 탑 코팅층을 광학현미 경으로 관찰한 사진을 각각 (a)와 (b)에 나타내었다. 그 림에서 알 수 있는 바와 같이 1100 °C의 온도와 상온 간 열충격이 1200회나 가해졌음에도 불구하고 기공율의 큰 차이는 나타나지 않음을 알 수 있어, 열차폐 코팅층이 우수한 열 내구성이 있다는 것을 판단할 수 있다. 또한 거시적인 균열에 의한 파손도 관찰되지 않아 우수한 내 열충격성이 있음을 알 수 있었다.
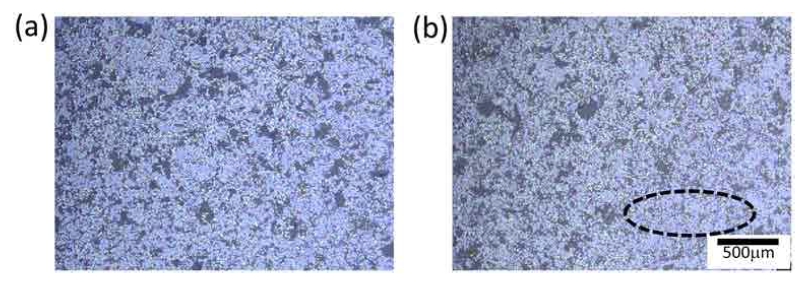
Fig. 3
Optical micrographs of the surface of the YSZ topcoats (a) before and (b) after 1200 thermal shock cycles. Black phases indicate pores. No significant porosity changes may be observed on the coating surface.
그러나 Fig. 4(a)에서와 같이 열충격싸이클에 따라 기 공율의 미소한 차이, 즉 기공의 전체부피가 다소 감소 하였음을 발견할 수 있는데, 이는 Fig. 3(b)의 표면 광 학현미경 사진에서 치밀화된 영역(점선의 타원으로 표 기)이 다소 증가한 것과 연관된다. 즉 이러한 현상은 주 기적으로 고온에 노출된 시험편들이 높은 온도에서 소 결현상이 일어난 데 기인하기 때문으로, 이러한 열충격 에 의한 지르코니아의 초기의 소결현상들은 다른 연구 자들에 의해서도 보고되어졌다.6,19) 또한 가스터빈의 고 온에서의 작동도중 이러한 열차폐 코팅재의 소결현상이 일어난다고 보고되고 있고 이러한 소결현상은 탄성계수 의 증가를 야기하여 중간재와의 탄성계수 불일치의 증 가 및 변형저항성(strain tolerance)의 감소로 계면박리가 일어나는 원인을 제공하는 등 문제점을 야기시킬 수 있 다.5) 그렇지만 본 연구에서는 1200회의 열충격이 가해 졌음에도 기공율의 차이가 4-5 %정도의 미미한 차이를 나 타내어 열충격에 의한 소결에 의해 계면박리는 일어나 지 않았으며, 따라서 본 연구에서 제조한 열차폐 코팅 재의 내구성이 우수한 결과를 나타내었음을 알 수 있다.
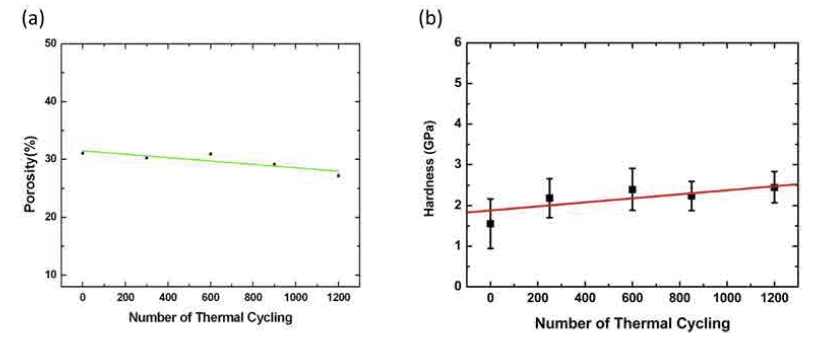
Fig. 4
Changes in the (a) porosity and (b) hardness of the YSZ topcoat as function of number of thermal shock cycles.
고온에서의 노출에 의한 열차폐 코팅재가 소결되는 현 상은 표면경도에 영향을 주었다. Fig. 4(b)는 각 열충격 싸이클에 노출된 열차폐 코팅재의 표면에 다이아몬드 압 자로 압흔하여 형성된 손상의 크기로부터 경도 값을 계 산한 후, 열충격 싸이클의 함수로 도시한 결과이다. 그 래프의 결과에서 알 수 있듯이 평균 경도 값은 열충격 싸이클이 증가함에 따라 증가하는 경향을 보였는데 이 러한 결과 역시 열충격 싸이클에 의해 소결이 일어나 치 밀화된 영역이 증가하여 표면경도의 향상을 가져왔기 때 문으로 생각된다. 경도의 향상 역시 하부 모재와의 특 성불일치로 문제를 일으킬 수도 있지만, 본 연구에서의 평균경도 값은 표준편차 범위 내에서 유사한 값을 갖 고 있음을 알 수 있고, 또한 경도의 향상은 내마모성 향상과 연관되므로 기계적 손상 측면에서는 장점이 될 수 있다.
1200회의 열충격 싸이클에 의해 고온에서 코팅재가 노 출되었음에도 불구하고 기공율의 미미한 감소와 표면경 도가 표준편차 범위 내에서 유사하였으며, 계면박리가 일 어나지 않은 결과는 주기적인 냉각에 기인한 것으로 생 각된다. 따라서 실제 연소기 버너나 블레이드, 베인 등 가스터빈 고온부품에 적용되고 있는 냉각 홀들은 주기 적인 냉각으로 열차폐 코팅재의 손상저항성 향상에 크 게 기여할 것으로 생각된다. 발전사들의 정의에 의하면 한번 기동정지에 20EOH를 곱하고 그 외의 고온유지시 간 등을 추가로 EOH에 더하여 고려하므로, 1200회의 열 충격에 의한 기동정지는 24,000EOH이상이 될 것으로 생 각된다. 따라서 이러한 내구성은 발전사 내에서도 우수 한 내구성으로 받아들여지고 있다.
열충격 싸이클 0, 600, 900, 1200회에 노출된 각 열차 폐 코팅재의 표면에 반경 r = 3.18 mm의 초경 볼을 일 정한 속도로 최대 하중 P = 1500N압입하고, 이후 동일 속도로 하중이 제거되는 동안 얻어진 하중-변위 곡선을 Fig. 5에 나타내었다. 구형의 초경 볼을 압축하는 동안 과 압축하중을 제거하는 동안의 변위 값은 서로 일치하 지 않아 일반적으로 탄성이 높은 소재에서 나타나는 선 형 탄성 곡선이 나타나지 않았고, 이력곡선의 형태가 나 타났다. 이러한 거동이 나타나는 이유는 상대적으로 열 차폐 코팅소재보다 탄성계수와 경도가 높은 초경에 의 해 비가역적이고 국부적인 손상이 표면에 형성되기 때 문으로, 이러한 손상은 금속의 비가역적인 소성적 손상 과 구분하여 준소성적 손상으로 일컫는다.16,18)
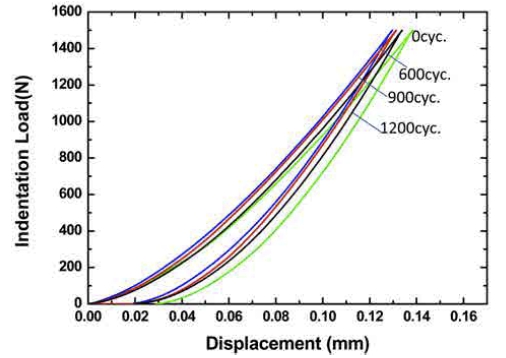
Fig. 5
Load-displacement curves of thermal barrier coatings obtained via spherical indentation using a WC ball with r = 3.18 mm. Indentation loading to 1500 N followed by unloading was performed. Each curve was plotted as a function of number of thermal shock cycles.
열충격싸이클이 증가함에 따른 압흔 하중-변위 곡선은 Fig. 5에서 알 수 있는 바와 같이 큰 차이는 나타내지 않았다. 이러한 결과 역시 본 연구에서 제조한 열차폐 코팅재의 우수한 열적, 기계적 내구성을 나타낸다. 더욱 이 온도 1100 °C와 상온 간에 1200회의 열충격이 가해 졌음에도 기계적 열화는 일어나지 않고 오히려 고온에 서의 노출에 의해 압흔 하중-변위 곡선이 왼쪽으로 이 동함을 알 수 있는데 이는 경도와 탄성계수 등 기계적 특성이 향상되는 결과와 연관된다. 즉 열충격 싸이클이 0일 때 압흔-하중 변위곡선은 상대적으로 가장 우측에 위 치하게 되고, 열충격 싸이클이 600싸이클로 증가함에 따 라 하중 시의 기울기가 증가하고 하중을 제거한 후의 잔 류변위 값도 상대적으로 적은 값을 나타냄을 알 수 있 다. 900싸이클의 압흔하중-변위 곡선은 600싸이클의 곡 선과 거의 유사한 거동을 나타내었고, 1200싸이클에서야 상대적으로 곡선이 다시 우측으로 이동하였다. 그러나 그 위치는 열충격 싸이클을 가하기 전에 비해서는 왼쪽에 위치함을 알 수 있다.
이러한 하중-변위 곡선의 모양은 나노크기의 구형압자 로 압흔시험을 할 때와 유사하다.20) 헤르쯔(Hertz)의 탄 성역학이론에 의하면 압흔하중 P는 구형압자의 반경 R, 탄성계수 E*, 그리고 탄성변위 he와 다음식에 의해 연 관된다. 21)
여기서,
인데 프라임(′) 기호는 압자의 특성과 연관되고 기타는 시험편의 탄성계수와 포아슨 비를 각각 나타낸다.
Fischer-Cripp은 나노압흔시험동안 얻어지는 하중-변위 곡선의 역학으로부터 탄성계수를 다음에 정의된 식(3)으 로 리뷰하였다.
여기서 dP/dh는 하중을 제거할 때의 곡선에의 접선의 기울기를 의미한다. 따라서 하중-변위 곡선의 하중 제거 시 얻어지는 압흔하중-변위 곡선의 기울기로부터 탄성계 수를 유추할 수 있다. 즉, 그 기울기가 클수록 소재의 탄성계수는 크게 증가한다.
한편 경도 값은 가해진 하중을 하중이 가해지는 면적 으로 나누어주는 값으로서 일반적으로 다음과 같은 식 (4)에 의해 주어지며, 가해지는 면적 A는 Oliver와 Pharr 의 이론에 의하면 식 (5)에 의해 주어진다.
윗 식에서 hp는 소성깊이(plastic depth)를 의미하며 압 흔시험 후의 잔류변위(residual displacement)와 관련지어 도출할 수 있는 값이다.
이상의 압흔시험의 하중-변위의 개념을 본 연구에 적 용하여 상대적인 경도와 탄성계수 값을 분석하였으며 그 결과를 Fig. 6에 나타내었다. 열충격싸이클을 가하기 전 의 경도와 탄성계수 값을 각각 1.0의 값으로 두고, 이 에 대한 상대적인 경도 값을 잔류 압흔 변위와 (5)식으 로 부터, 상대적인 탄성계수 값을 하중제거 곡선의 기 울기인 (3)식으로 부터 계산하여 그래프에 나타내었다. 그 래프에서와 같이 열충격싸이클이 900싸이클까지 증가함 에 따라 상대적인 경도와 탄성계수 값은 증가하였으며, 1200싸이클까지는 다소 감소하였다. 그러나 그 값은 열 충격싸이클이 가해지기 전의 기계적 특성값보다 높아 기 계적 특성의 열화는 일어나지 않았다. 즉 열충격 싸이 클이 0일 때 가장 낮은 경도와 탄성계수 값을 갖는 것 으로 생각되고, 열충격 싸이클이 증가함에 따라 코팅재 의 소결현상에 의하여 경도와 탄성계수 값이 증가하는 것으로 생각된다. 900싸이클의 압흔하중-변위 곡선은 600 싸이클의 곡선과 거의 유사한 거동을 나타내었고, 1200 싸이클에서야 상대적으로 경도와 탄성계수 값이 다시 감 소하지만 그 값은 열충격싸이클이 가해지기 이전의 값 보다는 높은 값을 보였다.
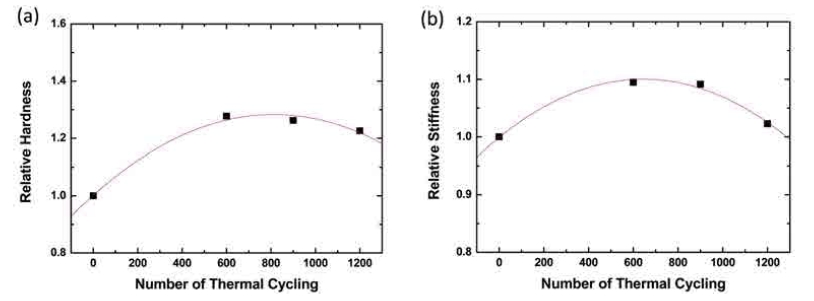
Fig. 6
Changes in the (a) relative hardness and (b) stiffness of the YSZ topcoats calculated from indentation load-displacement curve in Fig. 5. The data are plotted as a function of number of thermal shock cycles.
900싸이클의 열충격에서 싸이클 수가 1200싸이클로 증 가함에 따라 기계적 특성이 다소 감소하는 이유를 알기 위해 압흔시험 후 표면을 광학현미경으로 관찰하였으며 그 결과를 Fig. 7에 나타내었다. 그 결과 1200열충격싸 이클을 가한 시험편의 압흔손상(그림의 1/4 원으로 나타 낸 점선부분)의 경계면에서 방사성 균열(radial crack)이 형성되는 것이 관찰되었다. 이러한 결과는 준소성 거동 을 나타내는 소재에 있어서 기계적 특성을 감소시키는 원인으로 작용하게 되므로, 이러한 균열형성에 의하여 기 계적 특성이 다소 열화되는 것으로 생각된다.16,22)
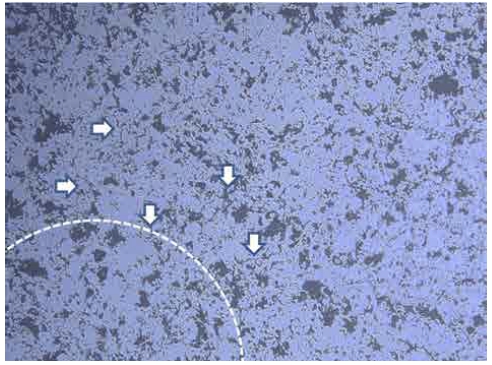
Fig. 7
Optical micrograph showing radial cracks (arrows are indicated) around indentation damages of the surface of the topcoat after 1200 thermal shock cycles. Significant macroscopic cracks may not be observed on the coating surface.
그러나 1100 °C의 온도에서 1200회의 열충격동안 기공 율과 경도의 변화가 무시할 수 있을 정도로 크지 않다 는 점, 구형압흔시험에 의해서도 상대적인 경도값과 탄 성계수값의 차이가 크지 않다는 결과는 본 연구에서 제 조한 열차폐 코팅재의 우수한 내구성을 의미한다고 평 가된다.
4. 결 론
가스터빈 고온부품의 열충격 내구성을 평가하기 위해 열차폐 코팅재를 도입한 코인시험편을 온도 1100 °C에서 부터 상온으로 주기적인 열충격을 최대 1200회 인가한 후 열충격 전, 후의 시험편에 대해 압흔시험법에 의해 표면경도를 측정하고 하중-변위 곡선을 얻어 기계적 거 동변화를 고찰하였다. 또한 표면 기공율 변화를 관찰하 였다. 코인시험편은 Ni 내열합금과 두께 180-200 μm 의 두께로 코팅된 본드코트 위에 지르코니아를 두께 600 μm 로 용사코팅하여 제조하였다. 그 결과 다음과 같은 결 론을 얻었다.
1) 열충격 전, 후의 기공율 변화를 경면연마한 표면을 관찰하여 분석하였으며, 1200회의 열충격에 의해 기공율 이 4-5 %정도 감소하였다. 이러한 감소현상은 고온에 주 기적으로 노출됨에 기인한 소결현상 때문으로 생각된다. 그러나 주기적인 냉각에 기인하여 계면박리나 거시균열 을 일으킬만한 손상은 일으키지 못하였다.
2) 1200회의 열충격에 의한 소결현상으로 비이커스 압 흔법이나 구형압흔법으로 측정한 경도 값 모두 다소 증 가하는 경향을 나타내었으나 그 증가 정도는 표준편차 범위 내에서 무시할 수 있을만큼 적은 값이었다.
3) 반경 3.18 mm의 초경 볼을 사용하여 구형압흔 시 험을 수행하여 열충격 싸이클에 따른 압흔 하중-변위 거 동을 분석하였다. 그 결과 열충격 전 보다 열충격 후 기 계적 특성의 열화는 전혀 일어나지 않았고, 오히려 상 대적인 경도값과 탄성계수의 값이 증가하는 것으로 나 타났다. 이러한 결과 역시 고온에 노출됨에 기인한 소 결현상에 기인한 것으로 생각되며, 그 차이는 크지 않 았다.
4) 이상의 결과로부터 본 연구에서 제조한 열차폐 코 팅재의 열충격에 의한 내구성이 우수한 것으로 평가되 어 연소기 버너 등 고온가스부품에 적용 가능할 것으로 판단되었다.
