

1. 서 론
2. 실험 방법
3. 결 과
3.1. 미세조직 분석
3.2. 인장시험
3.3. 크리프 파단 시험
4. 고 찰
4.1. 지그형상에 따른 응력분포 영향 분석
4.2. 시편형상에 따른 변형경화 특성
4.3. 가공방법에 따른 영향
5. 결 론
1. 서 론
항공기 엔진의 터빈 블레이드와 같은 부품들은 운전 중 극한의 열-기계적 하중을 받으며, 안전한 운용을 위해 인장강도, 크리프 수명, 피로 한도 등의 기계적 특성을 정확히 평가해야 한다. 그러나 이러한 고온 부품은 소재가 한정되고 제작 비용이 높아, 표준 규격의 대형시편을 확보하여 시험하기가 쉽지 않다. 이를 해결하기 위해 소형시편 시험기법에 대한 관심이 높아지고 있다. 소형시편 시험은 매우 작은 크기의 시편을 이용해 재료의 기계적 거동을 평가하는 방법으로, 1980년대 Manahan 등에 의해 처음 개발된 이후 에너지 산업(화력발전, 원자력 등)을 비롯한 다양한 분야에서 많이 활용되어 왔다.1,2) 소형시편을 활용하면 소재가 부족하거나 고가인 경우에도 기계적 특성을 평가할 수 있어, 기존 표준시험의 대안으로 최근 부각되고 있다. 또한 사용 중인 구조물로부터 소형시편을 채취하여 재료열화 상태를 추적 평가할 수 있으므로, 원자력 발전소의 노심재료나 가스터빈 블레이드처럼 장기간 가동된 부품의 잔여수명을 가늠하는 데 유용하게 활용되고 있다. 원자로 압력용기강의 경우 소형시편들을 활용하여 운전환경이 재료에 미치는 영향을 파악하기 위해 많은 연구를 진행해 왔다.3,4,5,6,7)
소형시편 시험 기술은 제한된 크기의 부품과 재료로부터 인장, 크리프, 피로 등 다양한 기계적 특성을 평가할 수 있는 방법으로 최근 주목받고 있다. 특히 고온・고하중 환경에서 운용되는 항공엔진 부품에 대한 적용 가능성이 확대되면서, 차세대 엔진 소재 연구 및 잔여수명 평가를 위한 중요한 시험법으로 인식되고 있다. 기존의 가스터빈 엔진 부품 수명평가는 크리프 시험이나 피로시험과 같은 대형시편 기반의 전통적 시험법에 의존해 왔다. 그러나 이러한 방법은 실제 운용 중 발생하는 손상 특성과 이력(history)을 충분히 반영하지 못하는 한계가 있었다.8) 최근 들어 엔진소재의 고도화와 더불어 CO2 저감을 위한 운용 효율 향상이 요구됨에 따라, 사용 중인 터빈 블레이드의 잔여 수명을 정밀하게 예측할 수 있는 새로운 시험법 개발이 필요해지고 있다.8) 하지만 현재 소형시편 시험에 대한 국제적 표준은 아직 확립되지 않은 상태이다. 유럽의 CWA 15627 합의서와 중국의 GB/T 29459 표준이 제정되어 있으나,9,10) 이들은 주로 원자력 발전소 재료의 열화 평가를 목적으로 하는 소형 펀치 시험(small punch test, SPT)에 국한된다. 해당 규격에서 정의하는 시편은 원형 디스크 형태로, 인장 및 크리프 시험에 사용되는 봉상 또는 판상 시편과는 본질적으로 다른 형상을 가진다. 또한 시험 방식 역시 펀치를 이용한 압입(indentation) 시험으로, 파괴인성이나 연성-취성 천이 온도 평가에는 유용하나 항공엔진 부품소재의 기계적 물성 평가에 직접 적용하기에는 한계가 존재한다. 이러한 한계로 인해 항공 분야에서는 ASTM 규격을 기반으로 시편 크기를 동일 비율로 축소하여 설계하고, 시험 지그 또한 ASTM 요구사항에 부합하도록 제작하는 방식이 주로 활용되고 있다. 그러나 국제적으로 통용되는 단일 표준의 부재는 소형시편 시험 결과의 신뢰성 확보와 국제 비교 가능성을 저해하는 요인이 되고 있다. 비록 제도적 한계가 존재하더라도 소형시편 시험은 필요한 소재양이 적어 고가의 항공 소재 소비를 최소화할 수 있으며, 시편 가공 및 시험 비용 또한 절감할 수 있다는 경제적 장점을 가지고 있다.
이와 같이 장점과 단점을 균형 있게 고려한다면, 소형시편 시험기법은 항공엔진 부품의 재료 검증에 매우 유용한 도구가 될 수 있다. 다만, 신뢰성 높은 평가를 위해서는 시험법의 표준화와 상관관계 검증, 그리고 특정 용도에 맞는 시편설계 최적화가 뒷받침되어야 한다.
본 연구에서는, 소형시편을 이용하여 항공엔진용 부품의 기계적 특성을 평가하는 방법을 제안하고자 하며, 설계된 소형시편 시험결과를 기존 표준시험과 비교함으로써 그 유효성과 정확성을 검증할 것이다. 이를 통해 향후 고온 구조부품의 수명평가에 소형시편 기법을 활용하기 위한 기초 데이터를 제시하고자 한다.
2. 실험 방법
본 연구에서 사용된 소재는 항공 엔진 소재로 널리 알려진 17-4PH (ASM 5604) 상용소재를 사용하였으며, Table 1에 소재의 화학적 조성을 나타내었다.
Table 1.
17-4PH chemical composition (wt%).
| C | Si | Mn | P max. | S max. | Cr | Ni | Cb | Cu | Fe |
|
0.07 max. |
1.0 max. |
1.0 max. | 0.04 | 0.03 |
13.0 -17.5 |
3.0 -5.0 |
0.15 -0.45 |
3.0 -5.0 | Bal |
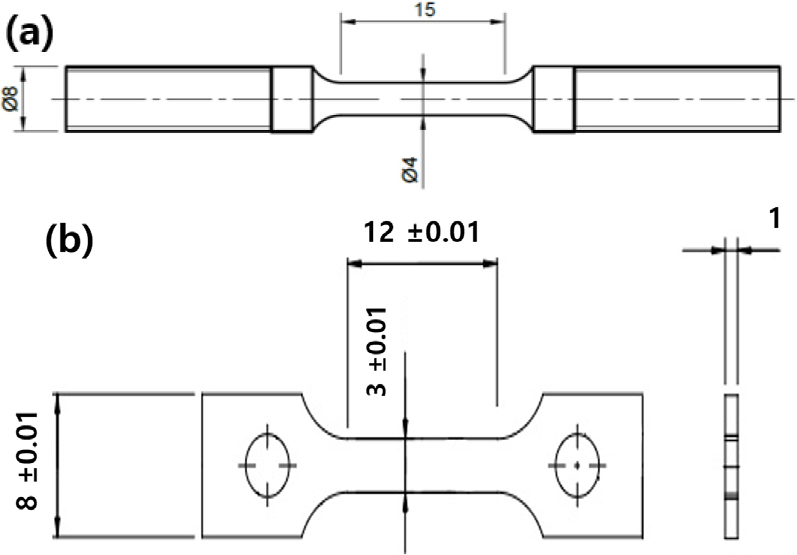
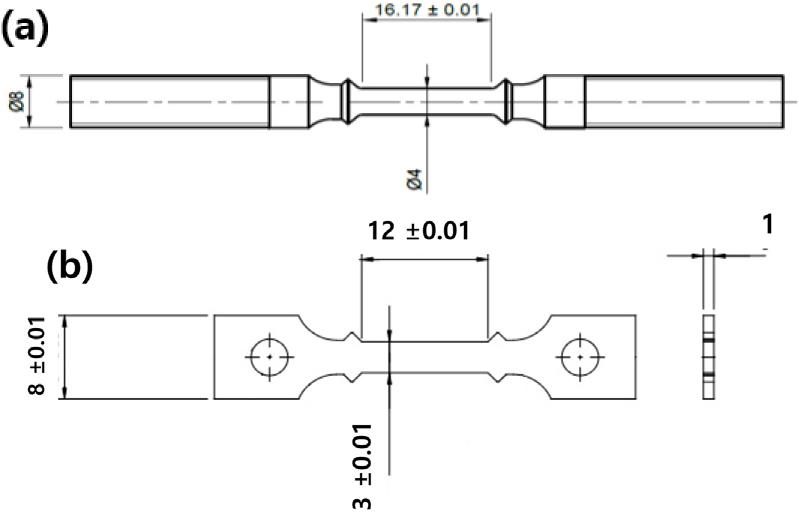
Fig. 1과 Fig. 2는 인장시험과 크리프 시편을 ASTM E8/E8M11)과 Kolhatkar et al.12)의 연구를 참고하여 설계한 것이다. Fig. 1(a)는 ASTM E8/E8M11)에 제시된 sub-size 봉상시편이며, 봉상시편과 소형 판상시편의 데이터의 유효성 검증을 하고자 하였다. Fig. 1(b)는 ASTM E8/E8M11) ANNEX에서 제시하는 miniature test specimen 규격을 바탕으로 소형 판상시편을 설계한 것이다. 소형시편은 항공용 부품의 크기를 고려하여 두께 1 mm, 게이지 길이는 10 mm로 설계하였다. 크리프 시험용 시편도 소형 판상시편과의 데이터 유효성 검증을 위해 인장시편과 동일하게 봉상과 소형 판상시편을 같이 설계하였다. Fig. 2(a)의 봉상 크리프 시편은 ASTM E139-0613)의 최소 조건을 만족하는 크기로 인장시험과 동일하게 설계하였다. Fig. 2(b)의 판상형 소형 크리프 시편은 ASTM E139-06에 miniature test specimen 규격에 대한 명확한 내용이 없어 두께와 게이지 길이는 인장시험과 동일하게 설계하였다.
상온 인장시험(MTDI, Minos-200S, 100 kN)은 ASTM E8/E8M11)에 의거하여 봉상시편은 0.3 mm/min, 소형 판상시편은 0.18 mm/min의 속도로 변위제어로 시험을 진행하였다. 고온 인장시험은 ASTM E21-1714)에 의거하여 시험조건을 설정하였으며, 시험속도는 봉상시편은 0.1 mm/min, 소형 판상시편은 0.06 mm/min의 속도로 상온 인장시험과 동일하게 변위제어로 진행하였다. 고온 인장시험은 400 °C, 600 °C, 700 °C 온도에서 진행하였다.
크리프 파단 시험(MTDI, Arte, 2 kN)은 700 °C 온도에서 시험하였으며, 하중은 인장시험 결과를 바탕으로 150 MPa, 160 MPa, 170 MPa로 진행하였다.
소형 판상시편용 지그의 검증을 위해 시험전에 유한요소해석을 통해 지그 및 시편의 응력분포 등을 해석하였다. 지그와 시험편 응력분포는 Ansys Mechanical의 Static Structural을 이용한 3차원 솔리드 요소 해석으로 평가하였다. 지그 - 핀 - 시편 간의 면-면(contact) 접촉을 적용하여 마찰 및 구속 효과에 따른 접촉부의 국부적 응력 변화를 반영하였고, 경계조건으로 하부 지그를 고정한 뒤 상부 핀에 변위 제어 방식의 일축 인장 하중을 부여하여 인장시험 조건을 수치적으로 재현하였다.
인장 시험 및 크리프 시험 후 17-4PH의 미세조직은 전자주사현미경(Hitachi-SU3800)을 사용하여 관찰하였다.
3. 결 과
3.1. 미세조직 분석
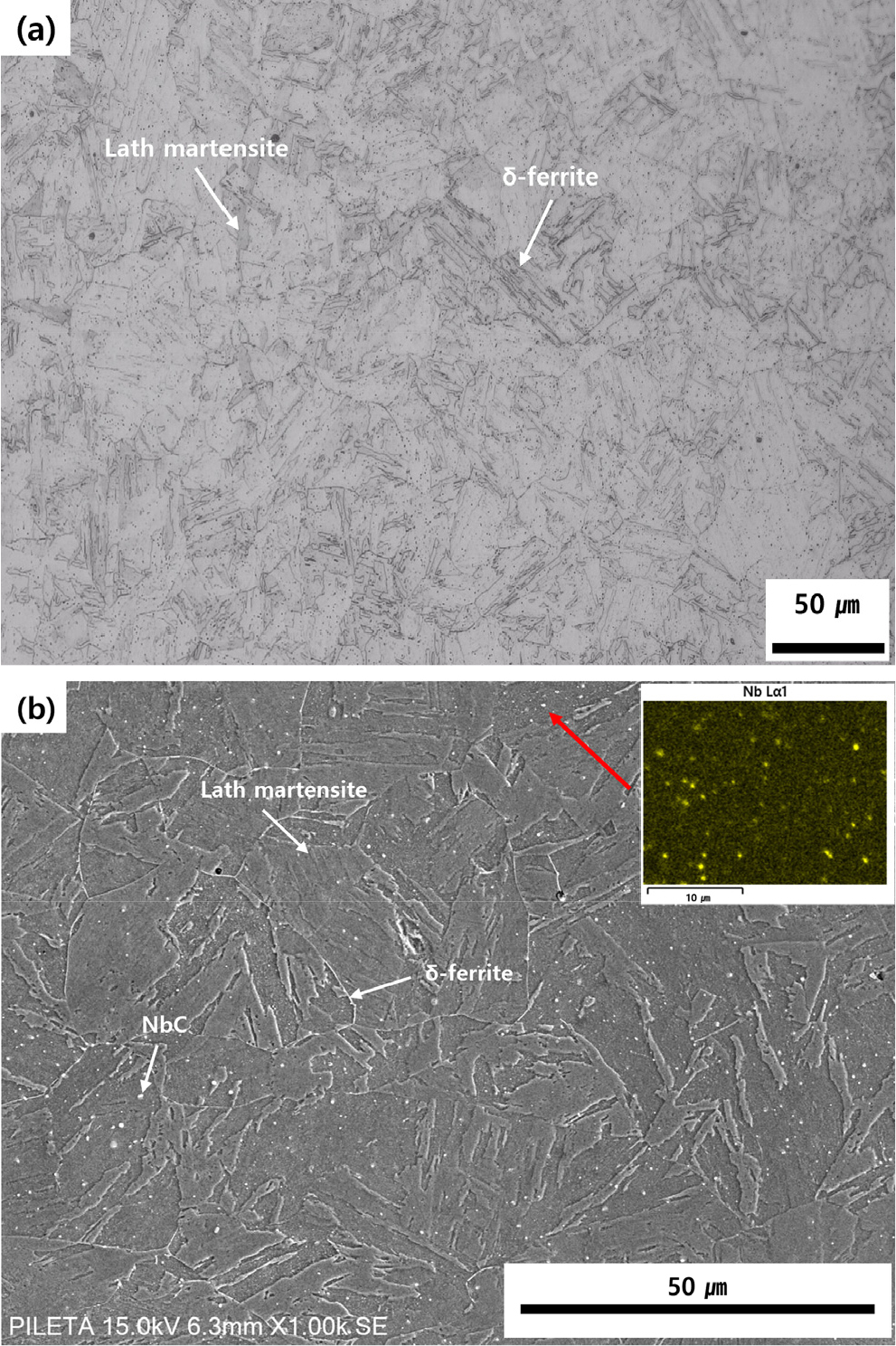
Fig. 3은 17-4PH 소재의 미세조직을 관찰한 것이다. 광학현미경 분석 결과 마르텐사이트와 델타 페라이트가 관찰되었으며, 석출물로 판단되는 미세한 입자들이 관찰되었다. SEM (scanning electron microscope) 및 EDS (energy dispersive spectroscopy) 분석 결과 미세한 입자들은 NbC 석출물로 나타났다.
3.2. 인장시험
17-4PH 봉상시편과 소형 판상시편을 이용한 온도별 인장시험 결과를 Fig. 4에 나타냈다. 시험 결과 봉상시편의 경우 400 °C의 온도에서 항복강도 948 MPa, 인장강도 1,096 MPa로 가장 높게 나타났다. 600 °C와 700 °C에서는 온도가 증가함에 따라 항복강도, 인장강도는 감소하고 연신율은 증가하였다. 소형 판상인장시험도 봉상인장시험과 동일하게 400 °C에서 가장 높은 항복강도와 인장강도를 나타냈으며, 600 °C, 700 °C에서는 온도가 증가함에 따라 인장특성이 감소하였다. 봉상인장시험과 소형 판상인장시험 결과를 Table 2에 정리하였다. 시험 결과 항복강도와 인장강도는 시편이 작아짐에 따라 감소하거나 차이가 나타나지 않았으며, 연신율은 봉상시편에 비해 소형 판상시편이 감소하는 것으로 나타났다. 400 °C온도에서 항복강도, 인장강도 증가는 Cu 석출물에 의한 것으로 판단된다. 일반적으로 17-4PH는 마텐사이트 기지 내에 Cu를 함유한 미세 석출물이 형성되어 강도가 높아지는 석출경화형 합금으로 알려져 있다.15) 용체화 후 별도 시효처리를 하지 않은 상태에서는 마텐사이트 내부에 석출물이 거의 없고 과포화 상태이지만, 400 °C 정도의 온도에서 30 min 열처리를 하면 Cu-rich 클러스터 등의 미세 석출물이 형성되기 시작한다. 이러한 석출물들은 전위 이동을 방해하여 재료의 항복강도와 인장강도를 높이는 역할을 한다. Murayama et al.15)의 연구에서도 17-4PH 강을 350~400 °C에서 열처리를 진행하면 비교적 단시간 내에 강도가 증가하는 것으로 보고되었고, 400 °C에서 특히 강화 반응이 빠르게 진행됨이 관찰되었다. 따라서 본 시험에서도 인장시험 시 400 °C에서의 30 min 정도의 노출이 일종의 단기 시효열처리 효과를 주어, RT 시험편보다 강도가 높게 나온 것으로 판단된다.

Table 2.
Results of high-temperature tensile tests according to specimen geometry.
3.3. 크리프 파단 시험
Fig. 5와 Table 3은 봉상시편과 소형 판상시편을 온도 700 °C, 하중 140 MPa, 150 MPa, 160 MPa로 크리프 파단 시험 후 결과를 나타낸 것이다. 봉상시편, 소형 판상시편 모두 하중이 증가함에 따라 크리프 파단시간이 비례적으로 감소하는 것으로 나타났다. 소형 판상시편의 경우 봉상시편에 비해 크리프 파단 시간이 감소하는 것으로 평가되었다. 봉상시편과 소형 판상시편의 크리프 곡선 경향은 유사한 것으로 분석되었다.

4. 고 찰
4.1. 지그형상에 따른 응력분포 영향 분석
소형 판상시편이 봉상시편보다 연신율이 작거나 파단시간이 짧은 이유는 봉상시편의 경우 원주 표면을 가지므로 하중이 균일하게 분포되고 응력 집중이 최소화 되는 것이 일반적이다. 이에 비해 소형 판상시편은 직사각형 단면으로 모서리와 가장자리에서 미세한 응력 집중이 발생할 수 있다. 특히 두께 1 mm의 날카로운 모서리는 하중을 받을 때 원형에 비해 응력이 집중될 위험이 있기 때문에 지그설계 시 주의해야 한다.
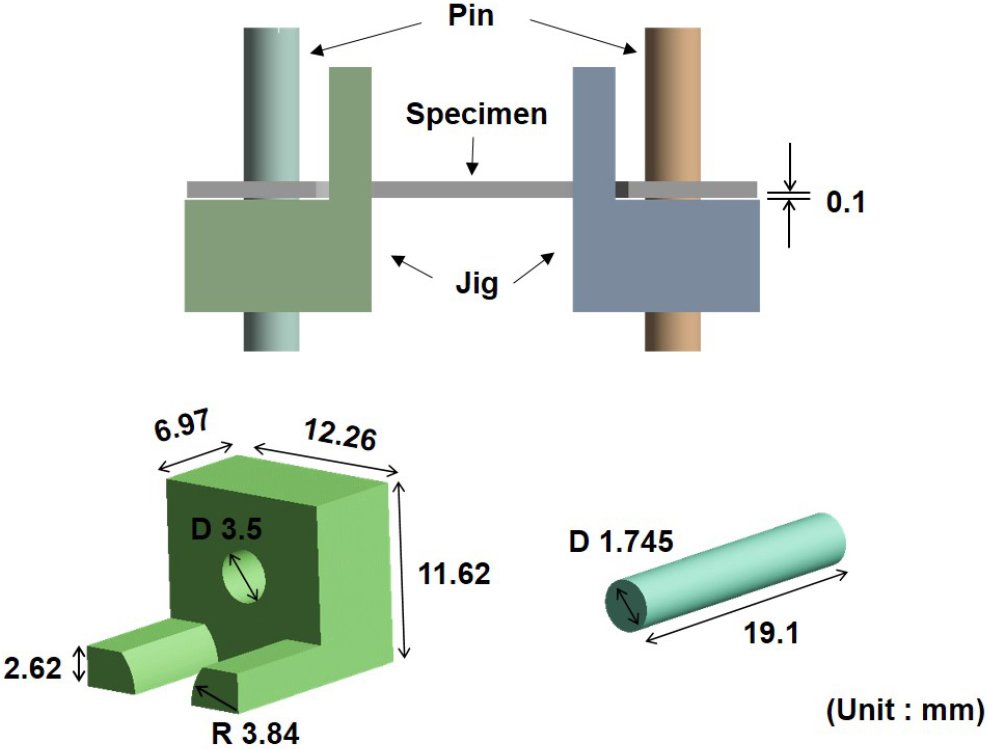
따라서 본 연구에서는 소형 판상용 지그 제작에 앞서 유한요소기법을 활용해 일축 인장시험 동안 시험편의 균일 연신 변형, 지그의 국부적 응력 집중 여부 등 인장시험 조건의 신뢰성 및 유효성을 검증하였다. Fig. 6은 본 연구에서 설계된 고온 인장시험 및 크리프 시험을 위한 지그와 소형 시험편이 장착된 개략도이다. 일반적인 실물 지그는 만능재료시험기에 결착시키기 위한 보조부인 어댑터부가 설계되지만 유한요소해석의 용이성을 위해 인장시험조건에 유효한 부위를 국한하여 지그를 간략하게 설계하였다. 지그 소재는 Mar-M-247 ASTM로 선정하였고 700 °C 인장시험 조건에서 전산모사를 위한 안전여유를 확보하기 위해 시험편 소재 17-4PH (ASM 5604)는 650 °C, 지그 소재 Mar-M-247 ASTM은 750 °C의 재료물성을 문헌으로부터 추출하였다.16,17)
각 재료는 선형 등방성 탄성모델을 적용하였으며 17-4PH (ASM 5604)의 탄성계수는 100 GPa, 푸아송비 v는 0.33을 적용하였으며, Mar-M-247 ASTM의 탄성계수는 146 GPa, 푸아송비 v는 0.33을 사용하였다. 각 소재는 등방성으로 가정되었으며, 본 미세스(von Mises) 항복함수를 사용하였다. 경화식(hardening law)으로는 모두 Voce 경화식 (1)로 표현하였다.
여기서, 와 는 각각 등가응력과 등가변형률이며, , 그리고 는 재료상수이다. 각 소재의 경화식 재료상수 값은 Table 4에 나열되어 있으며, 각 소재의 경화거동을 Fig. 7에 도시하였다.
Table 4.
Hardening law parameters of 17-4PH (ASM 5604) and Mar-M-247 ASTM (MPa).
| Materials | |||
| 17-4PH (ASM 5604) | 503.8 | 536.9 | 632.9 |
| Mar-M-247 ASTM | 860.2 | 1003.7 | 153.9 |
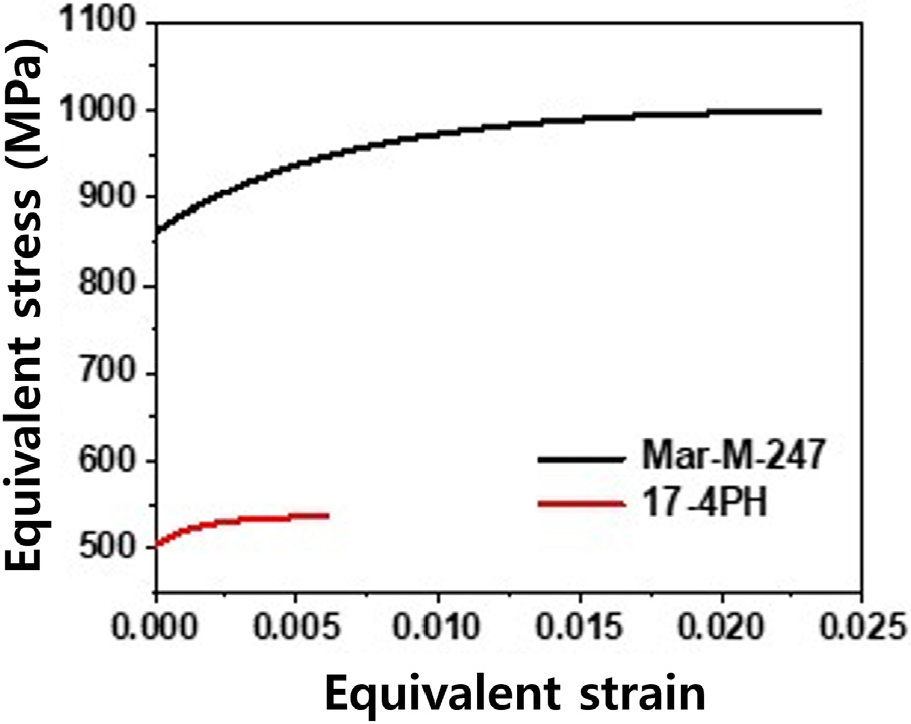
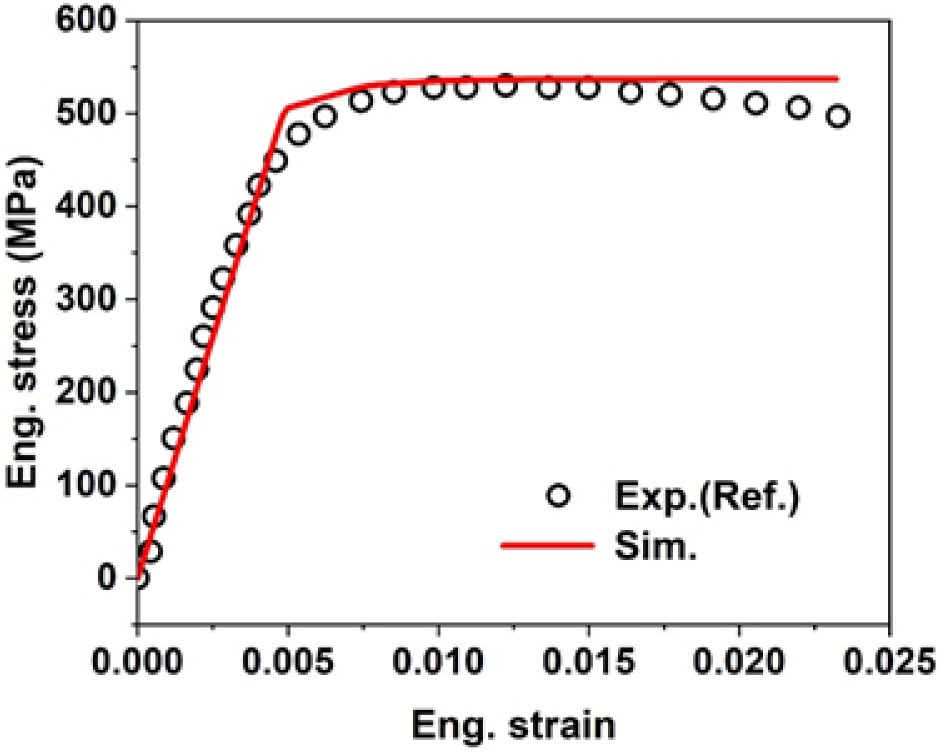
Fig. 8은 유한요소법으로 도출된 공칭 응력-변형률 곡선이 문헌의 실험 결과와 전반적으로 양호한 일치를 보임을 나타낸다. Fig. 9(a)는 시험편의 등가응력(equivalent stress) 분포를 나타낸 것으로 시험편은 표점거리 내에서 약 536.9 MPa 수준으로 균일하게 응력이 분포하며 핀홀 주변 X축 방향으로 국부적인 응력 집중이 발생함을 확인할 수 있다. Fig. 9(b)는 지그와 핀 단면의 등가응력 분포를 나타낸 것으로, 접촉부에서 지그와 핀의 단면에서는 각각 930.5 MPa와 430.9 MPa 수준의 등가응력이 발생하였다. 이는 인장력에 의해 핀이 반대 방향으로 휘어지면서 지그와 접촉부에서 국부적인 응력 집중이 발생한 것으로 판단되며 지그의 등가변형률(equivalent strain)은 0.002 이내의 수준이므로 실제 인장시험 및 크리프 파단시험에서는 영향을 미치지 않는 수준으로 평가된다.

4.2. 시편형상에 따른 변형경화 특성
재료의 소성변형 거동을 정량적으로 이해하고 비교하기 위해서는 단순한 인장강도나 연신율만으로는 한계가 존재한다. 따라서 변형경화 특성 등을 정량적으로 분석할 필요가 있다. 변형경화를 정량적으로 판단하는 모델들은 Voce, Hollomon 및 Ludwik 모델 등 여러 가지가 있다. 경험적 모델인 Hollomon 및 Ludwik의 모델은 멱법칙(power-law) 형태로 재료의 변형경화 거동을 예측한다. 이러한 멱법칙 기반 모델들은 상온 또는 저변형률 영역에서의 거동은 잘 설명할 수 있지만, 변형률이 증가함에 따라 응력이 무한히 증가하는 경향을 예측하는 근본적인 한계가 있다. 이는 재료의 경화 포화 현상을 반영하지 못하기 때문에, 고온과 같은 특정 조건에서 재료의 거동을 정확히 예측하는 데 한계가 있다. 따라서 본 연구에서는 경화 포화 현상을 정량적으로 설명할 수 있는 Voce 모델을 적용하였다. Voce 모델은 초기 경화율(Θ0)과 경화 포화계수(1/εc)를 이용하여 재료의 소성 변형 경향을 단순화하면서도 효과적으로 설명할 수 있는 대표적인 경험적 모델로, 다양한 금속재료의 인장 거동 분석에 널리 활용되고 있다.18,19) 특히, Voce 회귀 계수는 시편 형상이나 열처리 조건에 따라 달라지는 경화 특성을 수치적으로 비교할 수 있어, 소형 시편 기반의 정밀 평가에서 매우 유용하다.20)
또한, Voce 파라미터를 시각적으로 표현한 매트릭스 평가 다이어그램(matrix assessment diagram, MAD)는 각 시편의 경화 안정성 및 strain hardening 지속 여부를 명확하게 판단할 수 있도록 해주는 도구로, 최근 오스템퍼링 처리한 구상흑연주철(austempered ductile iron, ADI) 및 기타 미세조직 기반 금속의 평가에 적용되고 있다 .21) 이러한 분석 기법을 활용하여 round 및 plate 시편 간의 기계적 거동 차이를 정량적으로 비교하고, 시편 형상에 따른 기계적 신뢰성을 평가에 적용하였다.
인장시험 데이터를 기반으로 Voce 모델 회귀 분석과 MAD 시각화를 통해 시편 형상이 변형경화 특성에 미치는 영향을 비교 분석하여 Fig. 10과 Table 5에 나타냈다. θ0는 진응력-진변형률 곡선 상의 초기 기울기이며, 변형 초기에 경화가 얼마나 빠르게 시작되는지를 나타낸다. 상온에서 봉상시편의 θ0는 약 5,981 MPa로, 초기에 매우 빠르게 경화가 진행되며 소재가 소성변형에 강하게 저항하는 것을 알 수 있다. 반면, 700 °C에서 θ0는 124 MPa로 감소하여, 고온에서의 전위 상호작용이 약화되고 미세조직 재배열로 인한 연화가 진행되는 것으로 나타났다. 1/εc는 경화 포화율 계수로, 값이 클수록 응력이 천천히 포화되고 더 많은 경화량이 누적된다. 상온에서 1/εc는 약 9,284 MPa로 나타나 응력이 넓은 범위에서 계속 증가하지만, 700 °C에서는 361 MPa로 급감하며 응력이 빠르게 포화되는 것을 알 수 있었다. 이는 고온일수록 경화가 짧은 변형 범위 내에서 완료되며, 이후에는 오히려 연화가 진행될 가능성이 높다는 점을 시사한다. 그리고 시편 형상에 따른 경향성도 유사하다. 같은 온도에서 소형 판상시편은 봉상시편 대비 θ0와 1/εc가 모두 낮았으며, 이는 초기 경화 저항과 경화 지속성이 모두 낮다는 것을 의미한다. 600 °C 조건에서 봉상시편의 θ0는 488 MPa, 1/εc는 982 MPa였던 반면, 소형 판상시편은 각각 359 MPa, 808 MPa로 낮게 나타났다. 이는 소형 판상시편의 표면적 대비 체적비 증가와 가공 잔류응력 축적, 또는 미세 표면 결함 등이 경화저항을 약화시킨 결과로 판단된다.
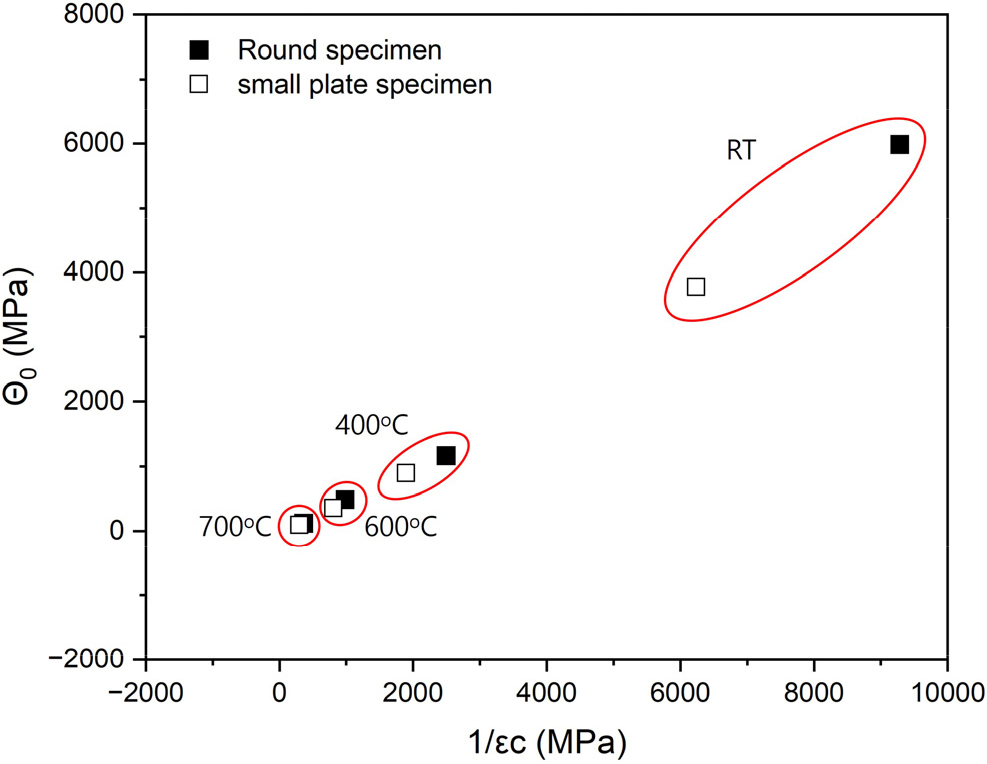
Table 5.
Calculations of the Voce hardening rate (Θ0) and saturation parameter (1/εc) across various specimen geometries.
결과적으로, 동일한 조건의 재료를 사용하더라도 시편형상에 따라 변형경화 특성이 크게 달라질 수 있으며, 이러한 경화 특성은 시편 형상에 따른 연신율 및 크리프 파단시간 감소에 영향을 주는 것으로 사료된다. 따라서 소형시편을 활용한 항공엔진 고온부품의 신뢰성 평가에서는 시편형상에 따른 기계적 거동 변화를 정량적으로 고려할 필요가 있다. 따라서 향후 소형시편 기반의 정밀평가 체계를 구축하기 위해서는 Voce 모델 기반의 수치 분석 및 MAD와 같은 시각화 도구를 병행하여, 시편 형상에 따른 영향을 정량화하고 그 신뢰도를 검증하는 체계적인 접근이 필요하다.
4.3. 가공방법에 따른 영향
봉상시편은 전통적인 절삭가공(machining) 방식으로 제작되었으며, 판상시편은 와이어 방전가공(wire electrical discharge machining, WEDM)으로 절단 제작되었다. 이러한 가공 방식의 차이는 시편 표면의 손상층(depth of damage), 잔류응력 분포(residual stress), 그리고 표면 거칠기(surface roughness)에 영향을 미칠 수 있으며, 궁극적으로 인장시험 결과에 유의미한 차이를 유발할 수 있다.22,23)
시편 표면에 존재하는 미세 흠집이나 가공에 대한 영향이 발생한다면 이 부위에서 균열 개시가 빨라질 수 있다. 실제로 고온에서 소형 판상시편을 시험한 연구에서도 절단가공된 모서리 부근에서 국부 파단 거동에 영향이 나타났다고 보고되고 있다.24)
특히 WEDM 방식은 미세한 방전열에 의해 국부적으로 금속 표면이 용융 및 재응고되면서, 매우 얇은 가공층(subsurface layer)에서 조직 변화나 마르텐사이트 형성, 혹은 산화층이 생성될 수 있다.25) 이러한 가공 변질층은 기계적 시험 시 초기 변형 집중 또는 균열 개시에 영향을 주어, strain hardening의 시작 시점 및 경화율 자체에 영향을 줄 수 있다. 가공방법에 따른 가공층의 응력등의 영향을 알아보기 위해 본 연구에 사용된 시편을 사용하여 후방산란전자 회절 패턴(electron backscatter diffraction, EBSD) 분석을 진행하였다. Fig. 11은 EBSD를 통해 분석된 IPF map과 커널 평균 방위차(kernel average misorientation, KAM)을 나타낸 것이다. KAM 분석 결과 WEDM으로 가공한 소형시편의 경우 약 0.68°, 절삭가공으로 제작한 시편의 경우 약 0.54°로 나타났다. WEDM으로 가공한 시편이 절삭가공으로 가공한 시편보다 표면 응력이 약간 높은 것으로 분석되었다. 그리고 IPF map에서도 확인할 수 있듯이 절삭가공으로 제작된 시편이 좀 더 균일성을 가지는 미세조직을 나타내고 있는 것을 알 수 있다. 따라서 판상시편의 경우 Voce 분석 결과에서 낮은 초기 경화율(Θ0)과 낮은 1/εc 값을 보였으며, 이는 가공에 따른 표면 조직의 불균일성과 잔류응력 영향이 복합적으로 작용한 것으로 사료되며, KAM 및 IPF map 결과와 일치하는 것으로 보여진다.

소형 시편을 이용한 정밀한 기계적 특성 평가 시에는 시편 가공 방식이 기계적 특성에 미치는 영향을 반드시 고려해야 하며, 가능하다면 동일한 가공 방식으로 일관성 있게 시편을 제조하거나, 가공 후 열처리 또는 연마(polishing) 등의 후처리를 통해 표면 영향 요인을 최소화할 필요가 있다.26)
5. 결 론
본 연구에서는 봉상시편과 소형 판상시편을 이용하여 인장 및 크리프 파단시험을 진행하였으며, 시편 형상이 인장시험 및 크리프 파단시험에 미치는 영향을 평가한 결과 다음과 같은 결론을 얻었다.
(1) 상온 및 고온 인장시험 결과 400 °C에서 항복강도와 인장강도가 증가하였으며, 이는 미세조직의 영향으로 사료된다.
(2) 700 °C에서 크리프 파단시험 결과 하중이 증가함에 따라 크리프 파단 시간이 비례적 감소하는 것으로 나타났다.
(3) 소형 판상시편과 봉상시편의 초기 경화율(Θ0)과 경화 포화계수(1/εc) 비교 분석한 결과 소형 판상시편이 초기경화율과 경화 포화계수 모두 낮게 나타났다. 이는 초기 경화 저항과 경화 지속성이 모두 낮다는 것을 의미 하므로 소형 판상시편의 연신율 감소와 크리프 파단시간 감소의 원인으로 사료된다.
향후 소형시편 기반의 기계적 특성평가 체계를 구축하기 위해서는 Voce 모델 기반의 수치 분석 및 MAD와 같은 시각화 도구를 병행하여, 시편 형상에 따른 영향을 정량화하고 그 신뢰도를 검증하는 체계적인 접근이 필요할 것으로 판단된다.
