

1.서 론
지속 가능한 대체 에너지 개발에 대한 관심이 급증하 면서 다양한 대체 에너지를 모아 유용한 전력원으로 사 용하는 에너지수확 기술이 많이 연구되고 있다. 이중 압 전 에너지 수확 기술은 차량, 사람, 동물의 움직임과 같 은 주변의 일상적인 진동으로부터 전력 생성이 가능하 며 반영구적으로 사용 할 수 있다는 장점을 가지고 있 다. 한편 모바일 전자기기들에 제공되는 전원은 배터리 를 사용하는 것이 일반적이나 사용 중 고장 가능성과 교체, 충전 등의 불편함을 가지고 있다. 이러한 문제점 및 불편함을 개선하기 위하여 제시되는 여러 가지 방안 중 자가발전이 가능한 나노제너레이터 (nano generator) 의 개념이 2006년에 소개되어 현재 많은 연구가 진행되 고 있다.1-5)
기계적 에너지를 전기에너지로 수확하기 위하여 현재까 지 무기물 [ZnO, PbZr0.2Ti0.8O3 (PZT), BaTiO3 (BTO), KNaNbO3 (KNN)],6-9) 고분자(PVDF),10) 복합재료(고분자 /무기물)11) 등과 같은 다양한 종류의 압전재료들이 연구 되어 왔다. 현재까지 납을 포함하는 Pb(ZrxTi1-x)O3 (PZT) 세라믹이 압전 효율이 가장 우수한 것으로 알려져 있 지만, 독성, 환경오염 등의 문제를 가지고 있어 사용이 제한된다. 따라서 다양한 무연(lead-free) 소재들이 많이 연구되고 있다.12,13) 그 중에서도 Na0.5Bi0.5TiO3 (NBT)의 강유전성 및 압전성에 관한 연구가 많이 진행되었고 K0.5Bi0.5TiO3 (KBT)와 고용체를 만들어 사용하려는 시도 가 있었다.14,15) KBT는 NBT의 320 °C보다 높은 380 °C 의 큐리온도(Tc) 특성을 보이기 때문에 보다 넓은 온도 범위에서 활용할 수 있는 장점을 갖고 있으나 KBT의 압 전성에 관한 연구는 거의 진행되지 않았는데, 그 이유 는 합성조건에 따라 특성이 크게 변하고 치밀한 단일상 시편의 제작이 어렵기 때문이다. KBT의 합성 방법으로 기존에는 고상합성법을 주로 활용하였으나, 큰 입자가 형 성되면서, 불가피하게 보다 많은 Bi2Ti2O7 등의 불순물 이 생성되게 된다.16) 이를 해결하기 위한 방법으로 졸- 겔법에 의한 합성방법이 연구되고 있다.17) 졸-겔법은 용 매에 KBT의 입자가 고르게 분포한 상태로 박막이 얻어 지기 때문에 불순물이 만들어질 가능성이 낮고, 조성 제 어가 용이하다는 장점을 가지고 있다. 본 연구에서는 KBT막의 압전발전기에의 적용가능성을 평가하기 위하여 졸-겔법을 이용하여 유연성 기판위에 KBT막을 형성하여 막의 특성을 확인하고 이후 압전발전기를 제작하여 전 기적 특성을 평가하였다. 특히 KBT막의 열처리 온도에 따른 특성 변화를 확인하여 압전발전기에의 적용가능성 을 평가하였다.
2. 실험방법
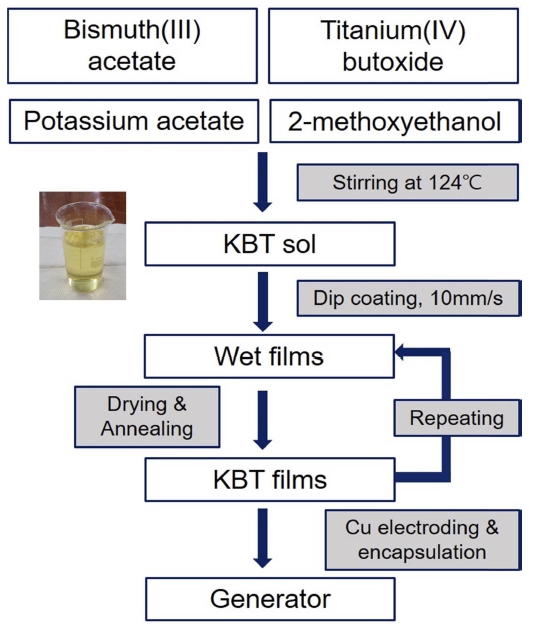
KBT 박막을 제조하기 위해서 비스무스 아세테이트 [Bismuth (III) Acetate, (Bi(OOCCH3)3; 99% Crystalline; Alfa Aesar)], 티타늄 부톡사이드[Titanium (IV) butoxide, (Ti(OCH2CH2CH2CH3)4; reagent grade, 97%; Sigma Aldrich)], 포타슘 아세테이트[Potassium acetate, (C2H3KO2); for molecular biology, ≥ 99.0 %; Sigma Aldrich]를 전 구체로써 사용하여 졸을 제작하였고, 2-메톡시에탄올 [2- methoxyethanol, (C3H8O2); anhydrous, 99.8 %; Sigma Aldrich]을 용매로 사용하였다. 0.1 ~ 0.3 mol/L의 농도를 갖도록 2-메톡시에탄올에 비스무스 아세테이트, 티타늄 부 톡사이드, 포타슘 아세테이트를 비율에 맞게 투입하고, 2- 메톡시에탄올의 비등점인 124 °C의 온도에 맞춰 60분간 교반하며 환원시켰다. 이후 원하는 농도에 맞추어 증류 시켜준 뒤, 24시간동안 숙성시켜 졸을 제조하였다. 졸은 노란색의 투명한 성상을 가지며 장시간 안정한 상태를 유지하였다.
기판은 KBT의 열처리 온도를 고려하고 유연성을 확 보하기 위해 니켈 호일(Ni foil; 99+%, Nilaco Co., 두 께: 100 μm)을 사용하였다. 딥 코팅(dip coating)기를 이 용하여 졸의 코팅을 실시하였는데 인상 속도는 10mm/ s의 속도로 고정하였고, 코팅을 마친 뒤 상온에서 5분 간 건조하였다. 열처리는 급속 열처리기(rapid thermal annealing machine)를 이용하였는데, 온도 승하강 속도는 10 °C/min로 하여 500 ~ 700 °C의 온도에서 10분간 열 처리를 진행하는 것을 한 사이클로 하였다. 이를 20회 반복하여 원하는 두께의 KBT 박막을 형성하였다. 10회 코팅을 실시할 때마다 열처리를 60분동안 진행하여 안 정한 막이 형성될 수 있도록 하였다. 기판인 니켈이 하 부전극의 역할을 하며, 상부 전극은 구리 테이프(두께: 70 μm, SME)를 부착하여 형성하였다. 인출 도선은 구리 테이프를 이용하여 하부 전극인 니켈 호일과 상부 전극 인 구리 테이프에 부착하였다. 이후 시편의 내구성을 높 이기 위하여 PET 필름(두께: 100 μm)으로 패키징하였 다. 패키징한 시편은 DC 전원공급장치(BDP-6001, Bronn) 를 이용하여 100 °C에서 상부와 하부 전극에 22.5 kV/cm 의 전압을 가하여 60분간 분극을 실시하였다. Fig. 1에 졸의 제조부터 발전기 제작까지의 일련의 과정을 나타 내었다.
KBT의 박막 결정 구조를 확인하기 위하여 X-선 회절 장치(XRD, X’pert MRD, PANalytical)를 이용하였고, 시편의 표면 및 단면상태와 미세 구조를 확인하기 위 하여 주사 전자 현미경(field emission scanning electron microscope, JSM-6700E, Jeol)을 이용하여 분석하였다. 또한 코팅된 박막의 성분은 에너지 분산 분광계(EDS, energy dispersive X-ray spectroscopy)를 통해 분석하 였다.
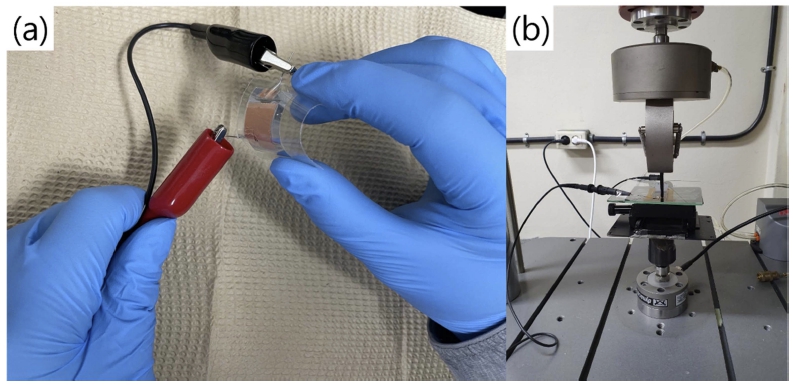
Fig. 2는 손가락 힘에 의해 휘어지는 유연성 발전기 소 자와 전압출력을 위한 벤딩 테스트기의 사진이다. 밴 딩 테스트기를 이용하여 발전기소자에 원하는 변위량 을 갖도록 하중을 조절하였고 시편을 탄성체 위에 위 치시킨 후 하중은 5 ~ 6초 주기로 굽힘과 이완을 반복하 였다. 출력 전압과 전류는 개로전압(open circuit volage), 폐로전류(colsed circuit current)상태로 오실로스코프 (oscilloscope, TBS 2000, Tektronix)와 전류증폭기(lownoise current preamplifier, Model SR 570, Stanford research systems)를 이용하여 측정하였다. 유전특성은 10 k ~1MHz 범위에서 임피던스 분석기(HP4194A, Hewlett- Packard Co.)를 이용하였고 압전상수, d33는 d33 meter (YE2730A, Global Sensor Technology, UK)를 이용하여 110 Hz, 0.25 N의 조건에서 측정하였다.
3. 결과 및 고찰
Fig. 3은 니켈 기판위에 KBT막을 코팅한 후 500 °C, 600 °C, 700 °C에서 열처리한 시편의 X선 회절 패턴이 다. KBT 정방정 구조의 (100), (101), (111), (200), (211), (202) 회절 피크가 나타나는 것을 확인할 수 있다. 열 처리 온도가 증가할수록 회절 피크의 강도 증가를 보이 며, Bi2Ti2O7으로 판단되는 이차상(pyrochlore phase)의 경우, 본 연구에서의 열처리온도 상한인 700 °C에서도 완 전히 사라지지 않고 존재한다. 졸의 원료 선택에 따라 이차상의 존재 여부는 달라지나 이차상의 완전한 제거 를 위한 연구는 현재 진행중이다. 열처리 온도가 증가 함에 따라 KBT 박막의 결정화도가 증가하는 결과는 이 전의 KBT 연구에서도 보여지는 결과이다.18) 열처리온도 에 따른 KBT막의 결정립 크기는 쉐러(Scherrer) 식 (1) 을 이용하여 계산하였다.
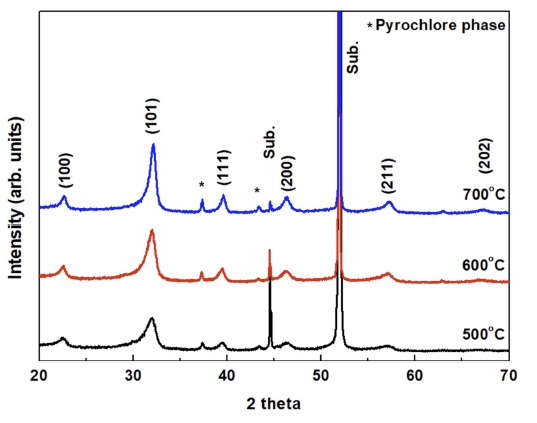
위 식에서 D는 평균 결정립 크기, K는 쉐러 상수, λ 는 X-선 파장, β는 XRD 피크의 반가폭(Full Width at Half Maximum, FWHM)을 의미하며, θ는 회절각을 의미 한다. (1) 식에서 KBT의 주피크인 32.3도 부근의 (101) 피크(JCPDS file No. 36-0339)의 반가폭으로 계산한 결 과, 열처리 온도가 500 °C, 600 °C, 700 °C일 때, 각각 6.35 nm, 7.08 nm, 10.17 nm의 평균 결정립 크기를 구할 수 있다. 즉, 열처리 온도가 높아짐에 따라 결정립의 크 기가 증가하는 것을 알 수 있다. 이는 PZT와 ZnO와 같 은 압전세라믹이 보이는 결과와 동일한 경향을 보인다 고 할 수 있다.19,20)
Fig. 4는 주사전자현미경 (SEM)을 이용하여 관찰한 KBT의 표면 및 단면 이미지이다. 각각 (a), (b) 500 °C, (c), (d) 600 °C, (e), (f) 700 °C의 온도에서 열처리를 진 행한 시편이다. 열처리 온도에 따른 표면과 단면의 미 세구조는 큰 변화를 보이지 않는다. 표면은 균열이 없 는 치밀하면서 매끈한 구조로 형성되었다. 단면이미지에 서는 막의 균열이 보이는데 이는 SEM 관찰용 시편제 작 과정 중에 발생된 것이다. 시편에 따라 3.1 ~ 4.3 μm 의 두께를 보이는데 이는 코팅 1회당 155 ~ 215 nm의 두 께로 형성됨을 보이는 결과이다. 두께의 차이는 딥코팅 의 특성상 시편위치에 따라 두께의 차이가 발생하는 것 으로 판단된다. 단면이미지인 (b), (d), (f) 로부터 열처 리 온도가 높아짐에 따라 미세결정의 크기가 점차적으 로 증가하는 것이 보여지는데 이는 Fig. 3의 XRD 결과 와 같다고 할 수 있다
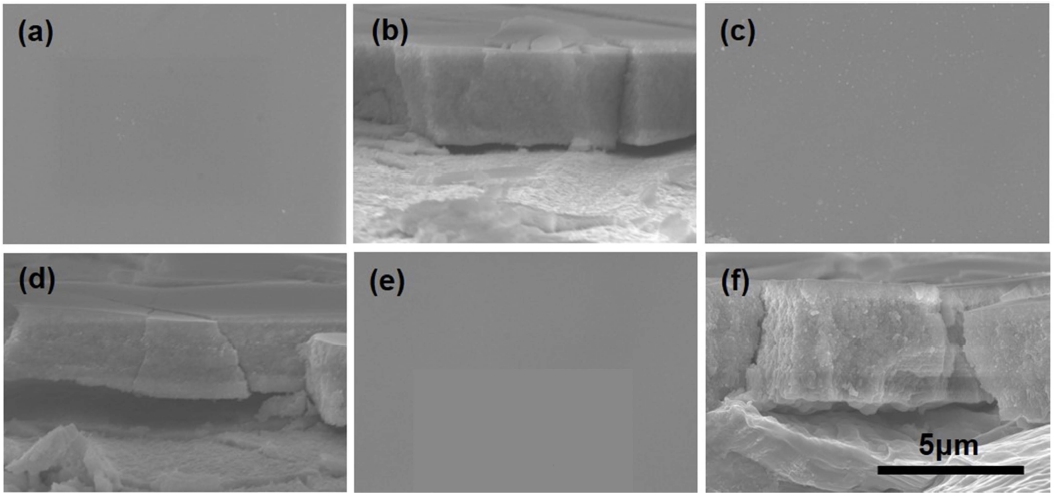
Fig. 4
SEM surface and cross-section images of KBT films annealed at (a), (b) 500 °C, (c), (d) 600 °C, and (e), (f) 700 °C.
Fig. 5(a)는 700 °C에서 열처리한 KBT 막의 표면을 에 너지 분산형 분광 분석법(EDS)으로 매핑(mapping)을 실 시한 이미지이다. 분포 맵을 통해 K, Bi, Ti, O가 표면 전체에 걸쳐 균일하게 분포해 있는 것을 확인할 수 있 다. (b)는 EDS 스펙트럼을 보이며 삽입된 표는 KBT의 at%와 상대적인 비율을 나타낸 것인데, K0.5Bi0.5TiO3의 원자비(0.5:0.5:1:3)와 유사한 값을 보인다. 통상 Bi는 휘 발성이 높은 원소로 막의 제조시 Bi를 과잉으로 첨가하 여 막의 화학양론비를 유지하려는 연구가 많이 진행되 었다. 졸-겔법에 의해 제조된 NBT막의 경우 4.6%의 Bi 휘발이 보고되며21) KBT의 경우 1,000 °C 이상에서 열 처리시 Bi 휘발로 밀도의 감소와 K4Ti3O8상이 형성되면 서 유전특성이 크게 열화하는 것으로 보고된다.22) 본 시 편의 경우, 최대 700 °C에서의 열처리로 인한 Bi 휘발 은 발생하지 않은 것으로 판단된다.
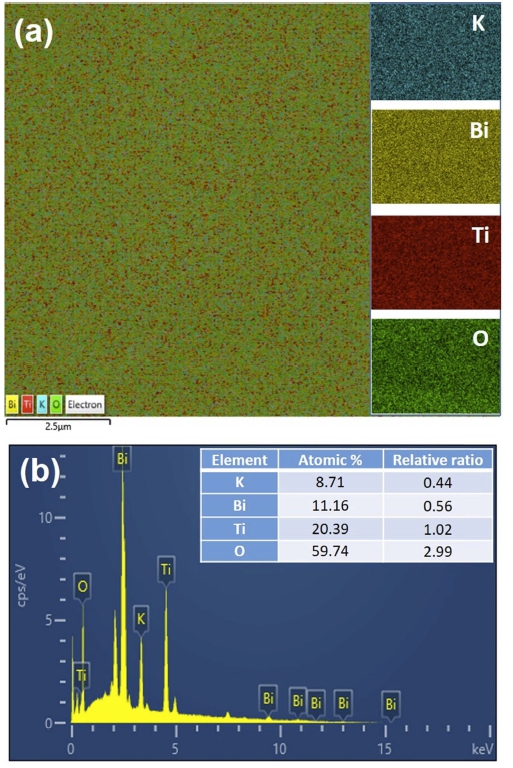
Fig. 5
(a) Compositional maps of potassium, bismuth, titanium, oxygen and (b) EDS spectrum of KBT films annealed at 700 °C.
Fig. 6(a)는 약 4 μm의 두께를 갖는 700 °C에서 열처 리한 KBT막의 주파수에 따른 유전상수와 유전손실의 변 화를 보이는데 10 kHz에서의 유전상수와 유전손실은 각 각 400.6과 0.32를 보인다. 유전상수는 주파수 증가에 따 라 감소 경향을 보인다. KBT 소결체의 경우 소결온도 에 따라 유전상수는 1 kHZ에서 900 ~ 600을 보이고 주 파수 증가에 따라 감소하는 결과23)를 보이고 상온에서 200 ~ 300의 유전상수와 0.06의 유전손실이 보고되고 있 다.24) 한편, Fig. 6(b)는 500 ~ 700 °C에서 열처리한 시편 들의 압전계수, d33값을 보인다. 500 °C에서 열처리한 막 의 경우, 23 pC/N을 나타냈고, 700 °C 시편의 경우, 41 pC/N의 값을 보였다. 이는 열처리 온도 증가에 따른 결 정화도 및 결정립 크기의 증가로 인해 d33값이 증가하 는 것으로 판단된다. 고상합성법에 의해 제조된 KBT 소결체의 압전계수가 동일 연구팀에 의해 보고되었는데 제조조건에 따라 각각 13 pC/N과 61 pC/N의 값을 보였 다.25,26) 이 값들은 본 연구에서의 유전 및 압전특성과 차 이가 있는데, 제조 조건에 따라 많은 특성 차이를 보이 며 현재 KBT에 대한 연구 결과가 적어 지속적인 연구 가 필요하다.
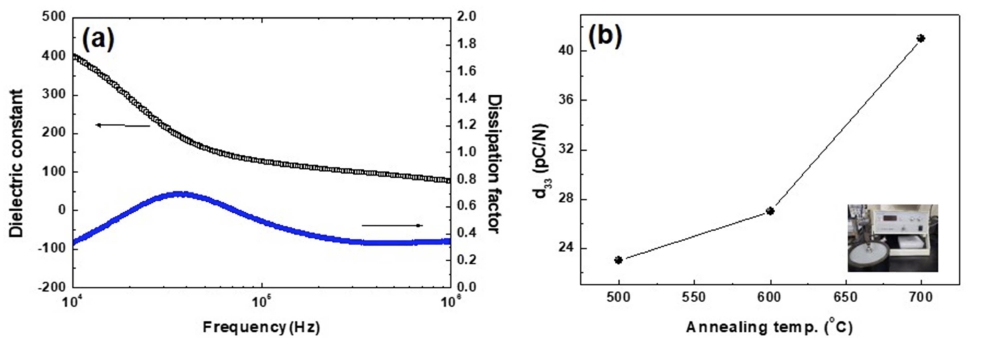
Fig. 6
(a) Dielectric constant and dissipation factor at various frequencies for the KBT film annealed at 700 °C and (b) piezoelectric coefficient, d33 of KBT films annealed at different temperatures.
Fig. 7은 열처리 온도 (a), (b) 500 °C, (c), (d) 600 °C, (e), (f) 700 °C에서 열처리한 20´ 20 mm 면적의 시편에 벤딩 테스트기로 6 mm의 변위를 가했을 때 나 타나는 출력 전압과 전류 그래프이다. 500 °C와 600 °C 에서 열처리를 실시한 시편의 경우에는 평균 피크 투 피 크(peak to peak) 전압이 332 mV, 329 mV로 비교적 낮 게 출력되나, 700 °C에서 열처리를 실시한 시편의 경우 에는 712 mV로 보다 높은 출력 전압 값을 보인다. 출 력 전류의 경우에도 마찬가지로 500 °C에서 열처리한 시 편의 경우에는 1.7 nA로 낮은 값이 출력되나, 600 °C, 700 °C로 열처리온도를 증가시켰을 때 출력 전류가 27 nA, 29 nA로 점차 증가하는 것을 알 수 있다. 본 연구에서 의 열처리 상한 온도인 700 °C까지 열처리온도를 증가 시킴에 따라 결정화도가 증가하면서 이것이 출력값의 증 가를 가져온 것으로 판단된다. 일반적으로 압전세라믹에 서 열처리 온도의 증가에 따라 2차상이 줄어들고 결정 립의 크기가 증가하는 경향을 보이는데 NBT계 압전체 에 관한 X. Liu 등의 연구에서도 결정립의 크기가 증 가하면 최대 압전변위(Dmax)와 최대 유전율이 증가하는 결과를 보였다.27) 또한 BaTiO3와 Na0.5K0.5NbO3의 연구 결과에 따르면, 약 2 μm의 결정립 크기에 도달할 때 까 지는 압전계수인 d33의 값이 유의미하게 증가하는 경향 이 보고되었다.28,29) 최대 압전 변위는 소자에 전기장을 걸어주었을 경우 나타나는 최대 기계적 변형 값이다. 이 값이 증가할수록 시편이 변형을 일으킬 때 더 높은 전 압이 출력되게 된다. 최대 압전 변위가 증가하게 되는 이유는 결정립 크기의 증가가 결정립 경계와 도메인 월 (domain wall) 의 감소로 이어지게 되고, 이는 소자 내 부 도메인의 재배열이 용이해진다고 할 수 있다. 즉, 열 처리 온도의 증가는 결정립 크기의 증가로 이어지며, 이 로 인해 압전계수가 증가하며 출력 전압도 동시에 증가 하는 것으로 판단된다.
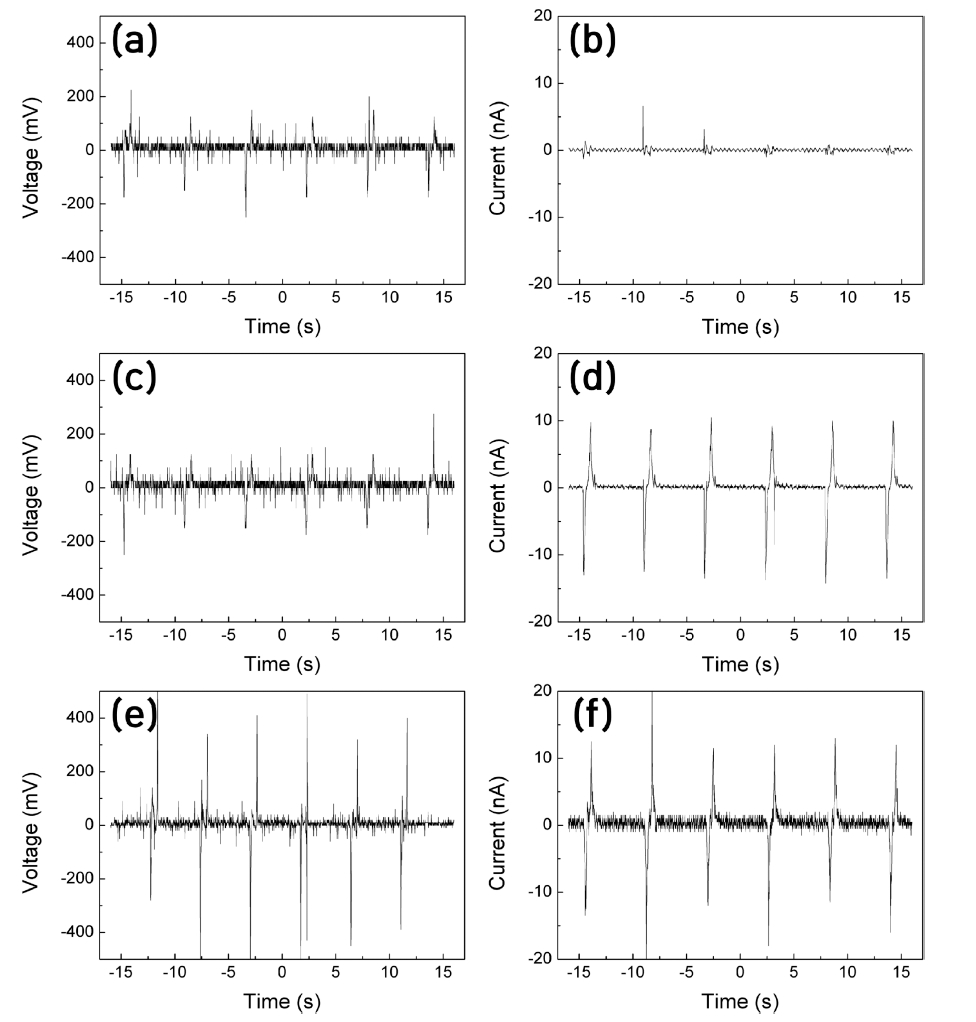
Fig. 7
Output voltage and current from piezoelectric generators using KBT films annealed at (a), (b) 500 °C, (c), (d) 600 °C, and (e), (f) 700 °C
Fig. 8은 700 °C에서 열처리한 막을 이용하여 발전기 를 제작 후 변위를 (a) 2 mm, (b) 4 mm, (c) 6 mm로 주었을 때 출력되는 전압을 나타낸 그림이다. 평균 피 크 투 피크 전압은 변위가 2, 4, 6mm일 때 각각 265 mV, 457 mV, 712 mV가 출력되는 것을 확인할 수 있었 다. 변위가 증가함에 따라 출력 전압도 증가하는 것을 확인할 수 있었는데, 변위가 증가하면 시편에 가해지는 응력이 증가하게 되고, 시편에 가해지는 변형이 커지게 된다. 33 발전기에서 출력되는 전하량 및 전압은 다음 의 (2), (3)식과 관련하여 변화하는 것으로 표현된다.30)
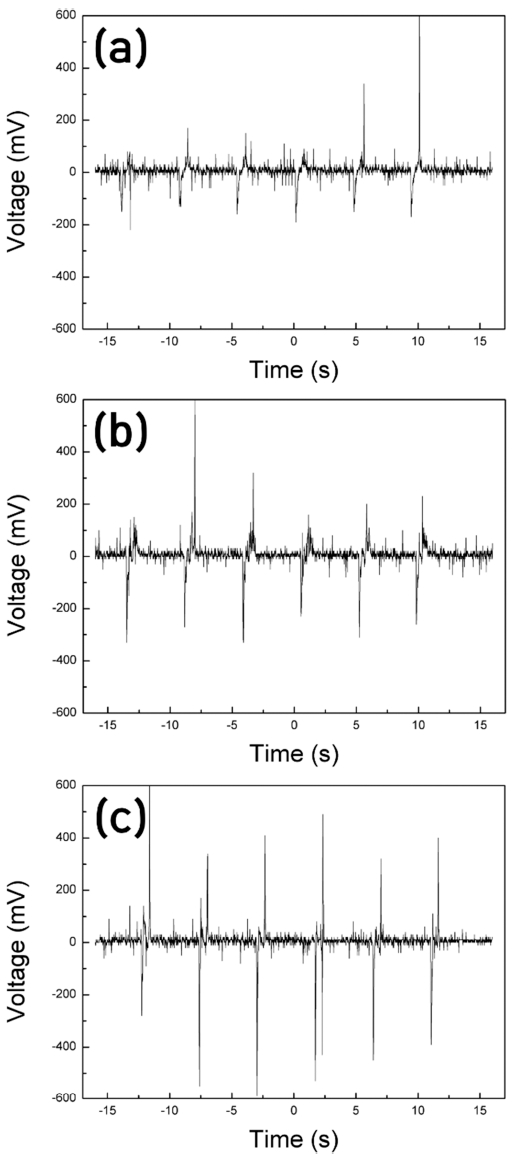
식에서 Q는 전하량, V는 출력전압, d33는 압전전하계 수, g33는 압전전압계수, F는 하중, t는 두께, A는 면적 을 의미한다. 시편에 가해진 변위 2, 4, 6mm를 발생시 키기 위해 가한 하중(F)은 각각 2.1, 3.0, 3.8 N이었는데 (2), (3)식으로부터 다른 변수가 일정하기 때문에 하중의 증가에 따라 출력전압이 증가하는 것이라 할 수 있다.
4.결 론
압전 소자에의 적용을 위해 졸-겔법과 딥코팅을 이용 하여 열처리 온도를 변화시키면서 KBT의 박막을 제조 하였다. 졸-겔법으로 박막을 제조한 결과 KBT의 목표 성 분비와 일치하는 막이 형성되었다. KBT의 열처리 온도 가 높아짐에 따라 결정립의 크기가 증가하였으나 700 °C 까지의 열처리에서 2차상은 잔류하였다. 변위를 6mm로 고정하였을 때, 출력되는 전압은 332 mV에서 712 mV, 출력되는 전류는 1.7 nA에서 최대 29 nA까지 증가하는 경향을 보였다. 열처리 온도의 증가로 결정립 크기가 증 가하고, 이로 인해 출력되는 전압과 전류가 증가하는 것 으로 보인다. 700 °C에서 열처리한 KBT 막을 이용하여 제작한 시편에서 변위를 2mm에서 6mm로 증가시켰을 때 출력 전압은 265 mV에서 712 mV으로 증가하는 경 향을 보였다. 열처리온도, 변위량의 증가는 출력 전압과 전류의 증가로 나타나 발전기의 특성을 구현하였다. 그 러나 NBT 등의 압전체에 비해 출력값이 낮아 이의 증 가를 위한 추가적인 제조공정 연구가 필요하다. 그럼에 도 본 연구에서 졸-겔법에 의해 제조한 KBT막은 NBT 막과 더불어 무연계 나노제너레이터를 위한 압전 박막 으로의 적용가능성이 있다고 판단된다.
