

1. 서 론
최근 자동차 산업에서는 연비 규제와 안전기준 강화, 연비 향상에 대한 요구가 증대되는 가운데 차체 부품 경 량화 및 고강도화 기술로서 핫스탬핑(hot stamping) 공 정에 대한 연구가 활발히 진행되고 있다.1-5) 핫스탬핑은 고강도강 소재의 낮은 성형성과 과도한 스프링백의 문 제를 해결하고자 보론강(boron steels) 판재를 오스테나 이트 변태 온도 이상인 900 ºC 이상의 고온으로 가열 하여 성형성을 확보하고 금형 내에서 급속냉각을 진행 하여 마르텐사이트 조직을 생성하여 고강도를 얻는 성 형 공정으로, 높은 형상 동결 성과 고강도화가 동시에 달성됨에 따라 스프링백이 거의 없고 1,500 MPa 이상 의 고강도 부품 제조가 가능한 장점이 있다. 그러나 핫 스탬핑은 가열로 등 부대시설이 필요하며 냉각시간이 길 어 냉간성형에 비해 생산성이 낮은 문제로 인해 공법의 보급에 많은 장애가 되고 있어 이를 해결하기 위한 재 료기술, 장치기술, 금형기술, 공정기술 등의 분야에서 적 극적인 연구개발이 필요하다.
일반적으로 판재냉각은 금형 내부 냉각채널 내로 냉각 수 순환시켜 이용하여 간접적으로 냉각시키는 다이냉각 (die quenching, DQ) 방식이 적용되고 있는데, 가열판재 를 충분히 냉각시키기 위해 금형 내 긴 유지시간(~ 10 초)을 필요로 하여 냉간 성형 공정에 비해 부품 생산성 이 떨어진다. 최근 일본 철강업체인 NIPPON STEEL & SUMITOMO METAL에서는 이러한 문제점을 해결하기 위해 냉각속도를 향상시키고 부품 생산성을 높일 수 있 는 직수분사냉각(direct water quenching, DWQ) 기술을 개발하였다.6) 직수분사냉각 기술은 금형 표면으로부터 냉 각수를 분사하고 즉각적으로 냉각수를 배출시켜 가열된 판재를 급랭 시키는 방식으로, 기존 다이냉각 방식에 비 해 냉각속도가 높고 약 3배 생산성 향상 효과가 있다 고 보고 되었다. 국내 연구에서는 튜브 형상의 소재에 대한 핫스탬핑 시 직수분사냉각을 적용하여 자동차용 고 강도 tubular beam을 제작하였고, 구조상 금형 접촉이 불 가능한 부위를 직수분사냉각을 통해 냉각성능을 향상시 킬 수 있다고 보고 하였다.7)
핫스탬핑 공정 중 냉각은 마르텐사이트 변태가 일어나 도록 충분히 빨라야 하며 일반적으로 임계냉각속도인 약 27 ºC/s 이상의 냉각속도 확보가 필요하다.1) 냉각속도를 높이기 위해서는 부품에서 다이로, 다이에서 냉매로 열 이동이 좋아야 하므로 다이 재료의 선택과 냉각 채널의 설계가 중요하다. 그뿐만 아니라 판재 자체의 두께 및 크기, 제품 형상이 열 전달에 영향을 미칠 수 있기 때 문에 이러한 변수를 고려하여 냉각금형을 설계 및 냉각 공정을 최적화할 필요가 있다. 한편 일반적으로 승용차 용 핫스탬핑 부품에 적용되는 보론강 소재의 두께는 1.0 ~ 2.0 mm 내외 정도로, 일반적인 다이냉각 방식으로 도 충분히 성형이 가능하다.8-10) 그러나 버스 프레임과 같 은 상용차용 부품의 경우 구조적인 안정성 확보를 위해 매우 두꺼운 판재를 사용하기 때문에 핫스탬핑 시 기존 다이냉각 방식으로는 충분히 냉각이 되지 않을 우려가 있다. 이 경우 앞서 설명한 직수분사냉각 공법을 적용 함으로써 높은 냉각속도를 얻을 수 있을 것으로 기대된 다. 하지만 아직까지 상용차에 적용되는 두꺼운 판재에 대한 핫스탬핑 연구는 미비한 실정이다. 따라서 본 연 구에서는 상용차용 고강도 버스 프레임 개발을 위해 “3.2 mm 두께 판재”의 핫스탬핑 시 직수분사냉각공정의 적 용성을 검토하고자 직수분사냉각 금형을 설계 제작하여 핫스탬핑 실험을 수행하였다. 냉각속도 측정과 핫스탬핑 된 소재의 미세조직 관찰 및 경도 측정을 통해 직수분 사냉각 공정의 효과를 검토하였다. 또한 직수분사냉각 시 냉각수 분사량 조절을 통해 충분한 냉각속도가 달성 가 능한 조건을 파악하였다.
2. 실험 방법
2.1 직수분사냉각시스템 구성 및 설계
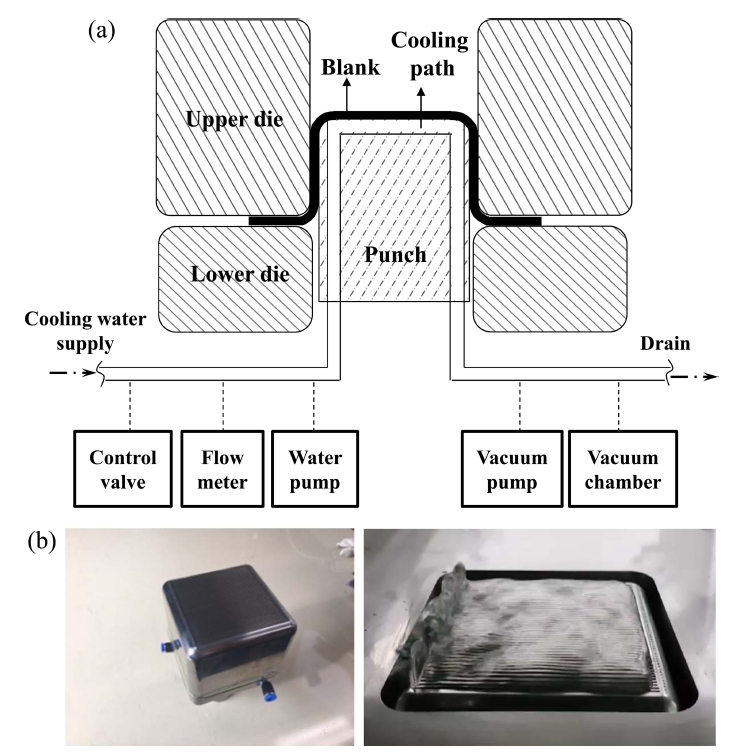
실험에 사용된 직수분사냉각 금형을 Fig. 1에 나타내 었다. 직수분사냉각 금형은 냉각금형(상형, 하형, 펀치), 냉각수분사장치(유량계, 물 펌프, 제어밸브)와 흡입장치(진 공펌프, 진공챔버)로 구성되어 있다. 냉각금형은 사각 컵 드로잉이 가능한 금형으로, 상형, 하형, 펀치로 구성되어 있다. 냉각칠러를 사용하여 상형, 하형, 펀치 내부의 냉 각유로 따라 냉각수를 순환시킴으로써 다이냉각이 가능 하게 하였다. 다이냉각 시 냉각수온도는 15 ºC로, 급속 냉각을 위해 상온보다 조금 낮게 설정하였다. 직수분사 냉각 실현을 위해 펀치 상부 표면의 80 mm × 80 mm 영역에 냉각수 유동을 위한 직선형 미세채널(50개)을 직 경 1 mm, 0.5 mm 간격으로 가공하여, 판재 접촉부가 냉각수에 의해 직접 냉각이 되도록 하였다. 냉각수분사 장치의 유량계를 이용하여 냉각수 분사량을 측정하였 고, 제어밸브를 이용하여 냉각수공급 유량을 제어(최대유 량 약 5 L/min) 하였다. 냉각수흡입장치는 진공펌프 및 진공챔버를 이용하여 냉각수를 흡입/배출하는 역할을 하 는 장치이며, 냉각수 공급과 동시에 흡입장치가 가동되 어 냉각수가 가열 판재를 냉각하고 빠르게 배출될 수 있 도록 하였다.
2.2 직수분사 핫스탬핑 성형실험
본 실험에 사용된 핫스탬핑용 소재는 3.2 mm 두께 열 연판재로, 핫스탬핑 전에는 페라이트(F)와 펄라이트(P)의 조직이며 인장강도는 약 600 MPa이다. 소재 조성(wt%) 은 Table 1에 나타내었다. 보론이 소량 첨가된 보론강으 로 합금성분 중 보론, 탄소, 망간은 오스테나이트 안정 화 원소로 냉각 중에 오스테나이트 분해 및 페라이트의 생성을 억제하여 상대적으로 느린 냉각속도에서도 마르 텐사이트 조직을 확보할 수 있게 한다.11)

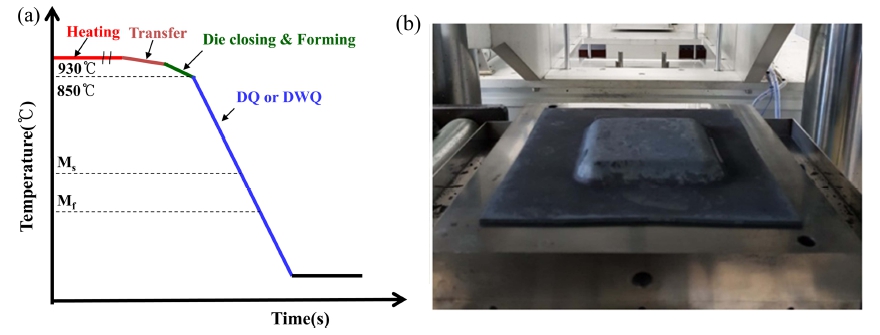
핫스탬핑 실험 공정을 Fig. 2(a)의 모식도로 나타내 었다. 먼저 소재의 오스테나이트 화가 가능한 온도 조 건인 930 ºC로 가열된 전기로에서 5분 동안 가열하였 다.12,13) 가열 후 성형 시험 장비로 판재를 이송시켜 성 형과 냉각을 진행하였다. 본 연구는 직수분사 적용성을 판단하기 위한 기초 실험이므로 30 mm/s 펀치속도로 드로잉 높이 5 mm까지만 성형하였다. 가열로부터 금 형으로의 판재이송시간은 약 5초, 성형 후 금형 내 유 지시간은 약 60초로 하였다. 성형 직후부터 냉각수를 분 사시키기 시작하여 100 ºC 이하로 충분한 판재냉각이 될 때까지 분사 시켰다. 이때 냉각수 분사량에 따른 냉 각성능을 평가하기 위해 유량을 조절하여 유량 조건별 (0, 0.1, 0.3, 0.5, 0.8 L/min)로 핫스탬핑 시험을 진행 하였다. 핫스탬핑을 마친 시험편을 Fig. 2(b)에 나타내 었다.
2.3 냉각속도 측정, 미세조직 관찰 및 기계적 특성 평가
냉각속도 측정을 위해 홀가공(1 Ф)된 판재 측면에 고 온용 열전대를 삽입하여 가열 및 냉각공정 중 온도 변 화를 측정하였다. 냉각속도는 직수분사가 시작된 온도인 약 850 ºC로부터 마르텐사이트 변태 시작점(Ms)인 약 400 ºC 사이의 온도변화를 이용하여 측정하였다. 기계적 특성을 평가하기 위해서 직수분사냉각된 성형 편 가운 데로부터 시편을 채취하여 비커스 경도를 측정하였다. 미세조직 관찰을 위해 시편을 기계적 연마한 후 Nital etching(Ethanol 95 % + Nitric acid 5 %)였고, 광학현 미경(OM, Eclipse MA 200, Nikon)을 사용 미세조직을 관찰하였다. Table 2
3. 결과 및 고찰
3.1 직수분사냉각 금형 냉각성능평가
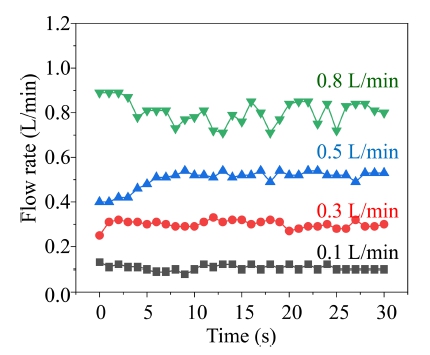
직수분사냉각 공정에서 임계냉각속도 이상을 달성하기 위해서는 분사되는 냉각수의 유량 제어가 중요하다. 냉각 장치 냉각수 공급 라인에 설치되어 있는 냉각수 제어 밸 브를 이용하여 냉각수 유량을 조절하였으며, 유량계를 이 용하여 성형 공정 중 공급되는 냉각수 유량을 실시간으 로 측정하였다. 본 연구에서는 냉각수 유량에 따른 냉각 성능을 비교평가하기 위해 제어밸브를 조절하여 4가지 유 량 조건에서 직수분사냉각을 실시하였다. 냉각수 유량은 Fig. 3과 같이 시간에 따른 냉각수 유량 그래프로부터 구 한 평균 값으로, 0, 0.1, 0.3, 0.5, 0.8 L/min 조건으로 하였다. 냉각수는 펀치 표면에서 분사되며 표면 유로를 따 라 흘러 접촉된 판재를 냉각시킴과 동시에 흡입 장치에 의해 생성된 진공압에 의해 빠르게 배출이 된다. 이때 냉 각수 유량 및 온도는 냉각 효과를 결정짓는 중요한 변 수이므로 원하는 냉각속도를 얻기 위해서는 적정 유량 및 온도 조건으로 냉각수를 공급할 필요가 있다. 냉각수 온 도는 일반적인 산업 현장에서 사용될 수 있는 물 온도 를 고려하여 약 20 ºC로 하였다.
냉각수 유량 조건에 따른 냉각속도 측정 결과를 Fig. 4에 나타내었다. Fig. 4(a)에서 볼 수 있듯이 유량이 증 가함에 따라 냉각속도가 높아지며, 0.8 L/min의 유량 조 건에서 71 ºC/s로 임계냉각속도인 27 ºC/s 이상으로 높 은 냉각속도가 달성 가능함을 확인하였다. 0.5 L/min 유 량 조건에서는 냉각속도는 22 ºC/s로 측정되었다. 따라 서 냉각수 유량은 0.5 L/min 보다 높고 0.8 L/min 이하 조건으로 할 경우 원하는 냉각속도 확보가 가능할 것으 로 판단된다.
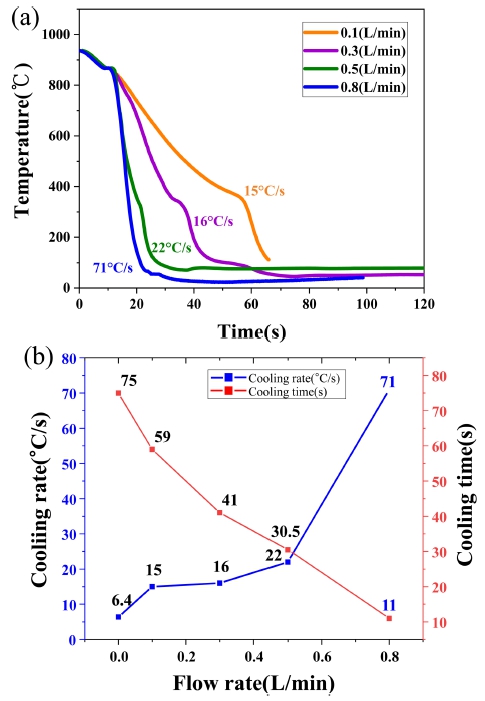
한편 핫스탬핑 공정의 생산성 측면에서 냉각 유지시간 을 가능하면 짧게 하는 것이 유리하다. Fig. 4(b)는 냉 각수 유량에 따른 냉각속도와 판재 온도가 100 ºC 이 하로 떨어지는 데까지 걸리는 시간, 즉 냉각시간(cooling time)을 나타낸 그래프로, 냉각수 유량이 증가함에 따라 냉각시간이 감소하는 것을 알 수 있다. 다이냉각 조건 인 냉각수를 분사하지 않은 조건(0 L/min)에서는 냉각시 간이 75초로 긴 시간 냉각이 필요하나, 직수분사 조건 에서 냉각수 유량이 증가됨에 따라 냉각시간이 단축이 되며, 0.8 L/min 조건에서 냉각시간은 11초로, 다이냉각 조건에 비해 최대 64초가 단축되는 것을 알 수 있다. 따 라서 직수분사냉각 공정을 적용할 경우 금형 내에서 짧 은 시간만 유지하여도 충분히 냉각이 가능하므로, 전체 적인 핫스탬핑 공정시간을 단축시킬 수 있어 제품 생산 성 향상이 기대된다.
일반적으로 핫스탬핑 생산라인 생산성은 2 ~ 3 spm 정 도이며 직수분사냉각을 통해 10 spm 이상으로 향상시킬 수 있다고 보고되고 있다.1) 그러나 두꺼운 판재의 경우 얇은 판재에 비해 냉각이 쉽지 않을 뿐만 아니라 냉각 에 걸리는 시간이 길어지기 때문에 생산성이 감소될 수 있다. 따라서 두꺼운 판재에 대해서는 직수분사냉각 공 정 적용을 통해 냉각속도 향상이 필요하며, 임계냉각속 도 이상이 달성 가능하면서도 냉각시간이 단축될 수 있 도록 공정 조건 최적화가 필요하다.
부품 생산성 평가에 있어서 사이클타임(cycle time)은 중요한 인자이다. 사이클 타임은 판재냉각시간(t1) 및 핸 들링시간(handling time, t2)의 합(t1 + t2)으로 나타낼 수 있으며, 핸들링시간은 판재의 금형 내 삽입시간, 성형 시간 및 제품추출시간 모두를 합한 시간으로 핫스탬핑 생산라인의 프레스성능 및 로봇시스템 성능과 관련된다.14)
본 연구의 직수분사냉각 공정의 0.8 L/min 유량 조건 에서 판재 이송시간 5초, 금형 닫힘 및 성형시간 7초, 판재 추출 시간 2초, 금형 내 냉각시간 11초를 고려할 때 총 시간은 대략 25초로, 사이클타임은 2.4 spm 정도 이다. 이때 냉각시간은 전체 시간 중 44%를 차지할 정 도로 긴 시간을 차지하는 공정으로, 냉각수 유량을 더 욱 증가시키거나, 열전도도가 높은 금형 소재를 사용하 여 냉각시간을 단축함으로써 사이클타임을 더욱 향상시 킬 수 있을 것으로 판단된다.
3.2 미세조직 및 기계적특성 평가
본 연구에 사용된 소재에 대해 JMatPro 해석 프로그 램을 이용하여 CCT (continuous cooling transformation diagrams) 곡선을 얻었으며, 다이냉각 조건과 직수분사냉 각 조건(0.8 L/min)에 대해 실제 실험에서 측정된 냉각 속도 결과를 CCT 곡선에 같이 나타내었다(Fig. 5). 직 수분사냉각 조건에서는 냉각 시 페라이트 및 베이나이 트 곡선을 지나지 않기 때문에 완전한 마르텐사이트 조 직이 생성된다. 그러나 다이냉각 조건에서는 냉각속도가 느려 페라이트 및 베이나이트 곡선을 통과하기 때문에 상온에서 페라이트 및 베이나이트 상이 일부 마르텐사 이트 조직과 함께 생성될 것으로 예측할 수 있다.
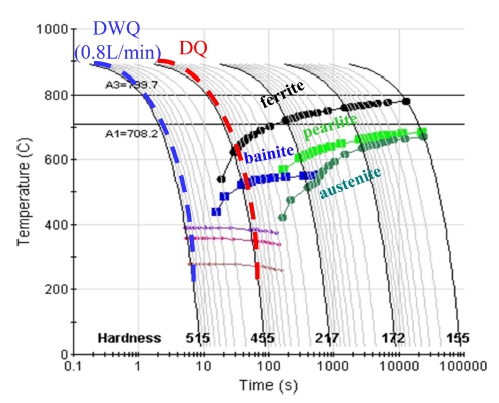
냉각속도에 따른 기계적 특성을 평가하기 위해 비커스 경도를 측정하였고, 그 결과를 Fig. 6에 나타내었다. 경 도는 직수분사 유량이 증가함에 따라 증가하였으며, 측 정된 경도 값은 JMatPro를 통해 예측된 경도 값과 유 사함을 알 수 있다. 다이냉각 시 경도는 345 HV로 성형 전 경도 값인 244 HV 보다 약간 상승하였으나, 직수분 사 시의 경도 값에 비해 매우 낮게 나타났다. 이것은 Fig. 7의 CCT 곡선에서도 볼 수 있듯이 다이냉각 시에 는 낮은 냉각속도로 인해 냉각곡선이 페라이트 및 베이 나이트 곡선을 통과하므로 페라이트 및 베이나이트 상 이 생성되며, 직수분사냉각 시에는 어떠한 상의 곡선도 통과하지 않고 바로 빠르게 냉각이 되어 완전한 마르텐 사이트 조직을 얻을 수 있기 때문이다. 실제로 미세조 직 관찰 결과(Fig. 7)로부터 두 냉각 조건에 따라 미세 조직이 다르게 나타냄을 알 수 있다. 핫스탬핑 전에는 미세조직 기지는 페라이트(F)와 펄라이트(P)로 구성되어 있다. 다이냉각 조건에서 핫스탬핑 한 경우 미세조직 사 진에서 밝은 색으로 보이는 영역(페라이트)와 어둡게 보 이는 영역(베이나이트 또는 마르텐사이트)이 공존하고 있 음을 알 수 있다. 또한 직수분사의 경우 침상형으로 보 이는 마르텐 사이트 조직이 조밀하게 분포되어 있는 것 을 확인할 수 있다. 이러한 결과는 CCT 해석 결과 및 비커스경도 측정 결과와도 잘 일치하는 것으로, 직수분 사냉각 조건에서는 임계냉각속도(27 ºC/s) 보다 높은 냉 각속도(71 ºC/s)로 냉각되어 마르텐사이트 조직이 조밀하 게 생성되고 이로 인해 높은 경도를 나타내는 것으로 볼 수 있다. 한편, 냉각수 유량이 0.1 L/min에서 0.5 L/min 으로 증가함에 따라 경도가 다소 증가하는 것은 냉각속 도가 증가됨에 따라 마르텐사이트 조직 분율도 같이 증 가하기 때문으로 판단된다.
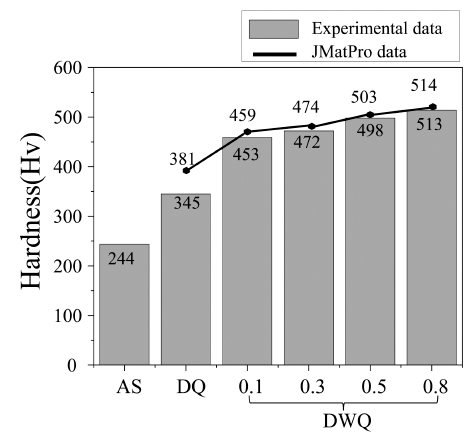
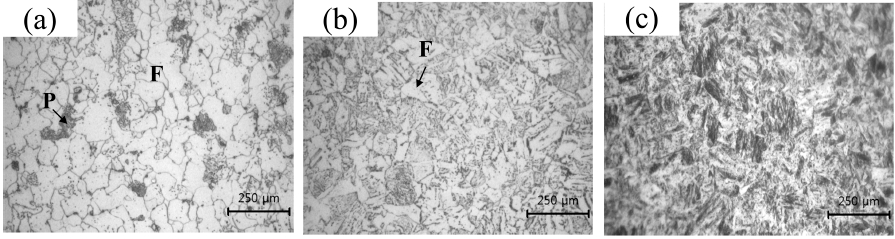
Fig. 7
Optical micrographs of (a) as-received sample and hot stamped samples with (b) DQ and (c) DWQ.
본 연구에서 두꺼운 3.2 t 보론강 판재에 대해 직수 분사냉각 공정을 적용함으로써 다이냉각공정에 비해 높 은 냉각속도가 달성됨을 알 수 있었다. 특히 0.8 L/min 유량 조건에서는 임계냉각속도 이상의 높은 냉각속도가 달성되어, 조밀한 마르텐 사이트 조직이 생성되고 높은 경도를 얻을 수 있었다. 본 연구에서 냉각속도, 경도, 미 세조직 관찰에 대한 결과를 종합하여볼 때 직수분사냉 각 공정은 3.2 t의 두꺼운 보론강 판재에 대한 핫스탬 핑 시 원하는 높은 냉각성능을 얻을 수 있는 효과적인 냉각 방법이라고 판단된다.
즉 직수분사냉각 공정이 두꺼운 보론강 판재의 핫스 탬핑에 적용 가능함을 확인할 수 있었다. 그러나 본 연 구결과는 소형시험금형을 사용하여 진행된 연구결과로 , 향후 이러한 냉각기술을 실제 대형 부품에 적용하기 위해서는 제품의 형상과 크기를 고려한 냉각금형 유로 형상 설계 및 적정 유량 조건 설정 등 냉각공정을 최 적화를 위한 추가적인 연구개발이 필요할 것으로 판단 된다.
4. 결 론
본 연구에서는 3.2 t의 두꺼운 보론강 판재에 대한 핫스탬핑 시 직수분사냉각 공정의 적용 가능성을 확인 하기 위해 직수분사냉각 금형을 설계 제작하였고, 다이 냉각과 직수분사냉각 방법을 적용하여 핫스탬핑 비교 실 험을 진행하였다. 직수분사냉각 시 냉각수 유량이 증가 함에 따라 냉각속도가 향상되었으며, 0.8 L/min의 유량 조건에서 71 ºC/s의 높은 냉각속도가 달성되었다. 직수 분사냉각을 통해 판재냉각시간을 단축시킬 수 있었다. 미 세조직 관찰 결과 0.8 L/min의 유량 조건에서 조밀한 마르텐사이트 조직이 생성됨을 알 수 있었다. 경도는 직 수분사냉각의 경우가 다이냉각에 비해 높았으며, 유량 이 증가할수록 증가하였다. 이러한 결과로부터 직수분 사냉각이 3.2 t의 두꺼운 보론강 판재에 대한 핫스탬 핑 공정에 적용 가능한 효과적인 냉각 방법임을 확인 하였다.
