

1. Introduction
Thermoelectric materials have received a great deal of attention in recent years because of their promising applications in electronic refrigeration and power generation. Like other transition metal silicides, cobalt silicide offers many desirable properties, such as a high melting point, high strength and good oxidation resistance at elevated temperatures. In general, the so-called figure of merit of a thermoelectric material can be improved by grain refinement due to the resulting decrease in thermal conductivity.1-4)
Mechanical alloying (MA) based on a solid-state reaction through severe plastic deformation at room temperature has proven to be an advantageous method for the synthesis of nano-structured alloy, amorphous phase, quasi-crystal and semiconducting thermoelectric compounds.5-8)
Repeated cold welding and fracturing of the powder particles leads to chemical and microstructural homogenization. The resulting powder material appears to be very homogeneous and, due to the large number of induced grain boundaries and accumulation of crystal defects, compacts of MA thermoelectric materials with nano-structure show low thermal conductivities.1,3,9) Therefore, the MA process is a very effective means of obtaining a CoSi thermoelectric compound with a high figure of merit (ZT).
In this study, a CoSi thermoelectric compound was prepared by MA of elemental Co50Si50 powders and subsequently consolidation by spark plasma sintering (SPS). The optimal MA and heat treatment conditions to obtain a single-phase CoSi compound with fine microstructure were identified through structural and thermal analysis of MA powders. This study will aid in understanding the solid-state reaction mechanism of MA in the Co-Si alloy system and will stimulate industrial use of nano-structured CoSi thermoelectric materials in new applications.
2. Experimental Procedure
Mechanical alloying (MA) was carried out at room temperature on a mixture of pure Co (99.9 %, 5 µm) and Si (99.999 %, 150 µm) powders with a molar ratio of 1:1 under pure Ar (99.999 %) gas atmosphere. A vibrating ball mill (Spex8000D) was used for MA. The vial (80 cm3) and balls (10 mm in diameter) were made of a stainless steel alloy (SUS304). The powder sample (10 g) was sealed in an argon gas atmosphere with the balls, with a ball:sample weight ratio of 4:1.
The thermal properties and structural changes of MA powders have been studied by differential scanning calorimetry (DSC) and ordinary X-ray diffraction in continuous and step scanning modes with Cu-Kα radiation. The DSC run reached a maximum temperature of 700 °C at a heating rate of 20 °C/min. The morphology of the particles was observed using a scanning electron microscope (SEM). We evaluated the average grain size of the powder samples by the so-called Hall plot method using the diffraction line width.10,11)
We calibrated the X-ray diffraction equipment with standard Si powder. More details are described in references.10,11) Consolidation of the MA powders was performed in a spark plasma sintering (SPS) machine using graphite dies at a temperature of up to 800 °C and 1,000 °C under 50 MPa with a heating rate of 100 °C/min., respectively.
3. Results and Discussion
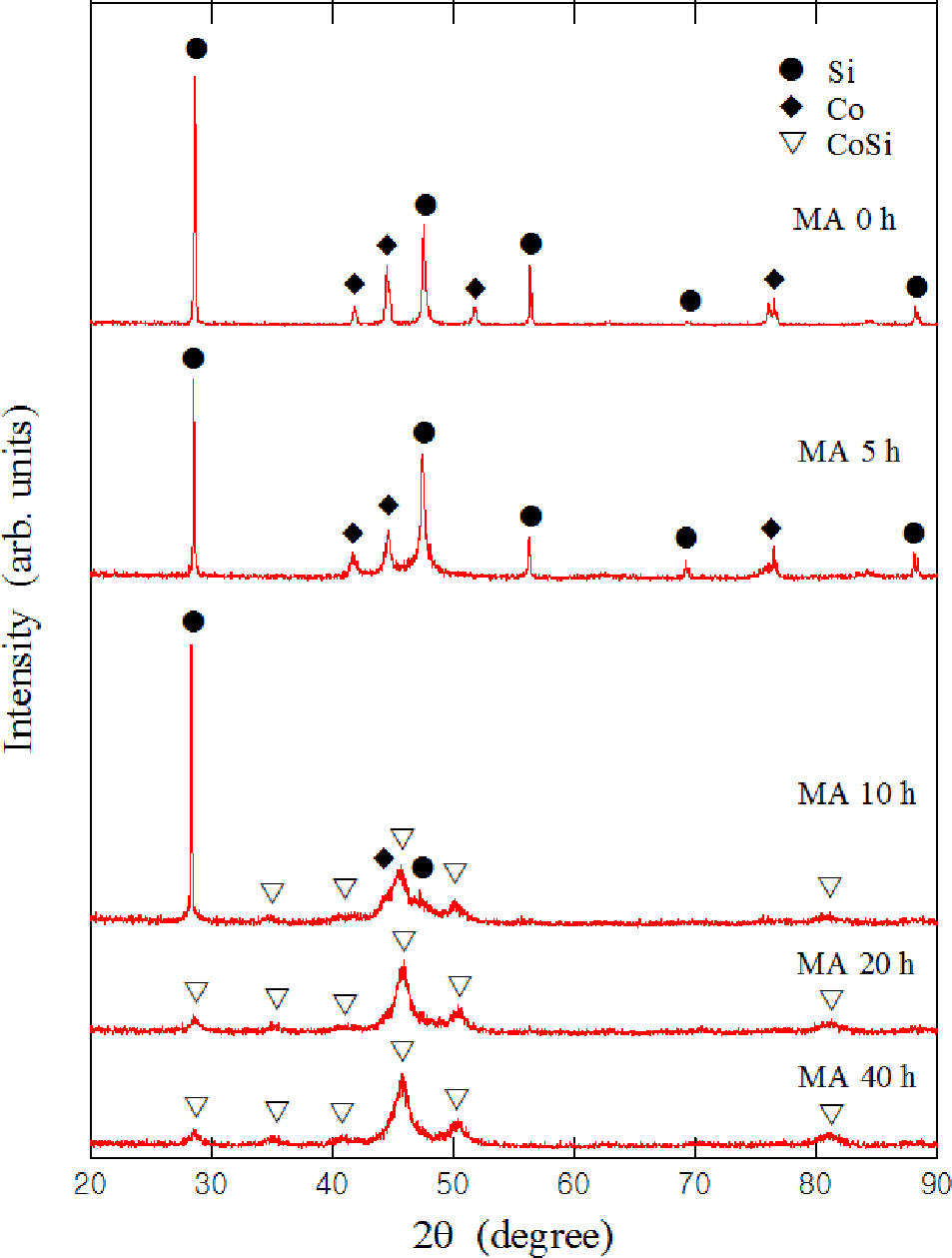
X-ray diffraction patterns of the Co50Si50 powder samples ball-milled for various MA time intervals are shown in Fig. 1. It is seen from Fig. 1 that the diffraction lines associated with Co and Si remain essentially unchanged after 5 hr of MA and there is no evidence of the formation of CoSi compound.
On the other hand, the CoSi phase gradually begins to appear after 10 hr of MA. Indeed, the formation of single-phase CoSi compound is essentially completed after 20 hr of MA. As shown in Fig. 1, the diffraction lines associated with CoSi compound after 20 hr of MA are still broad, suggesting that a CoSi compound with a fine microstructure was formed.12) No trace of an impurity phase or secondary phase is observed.
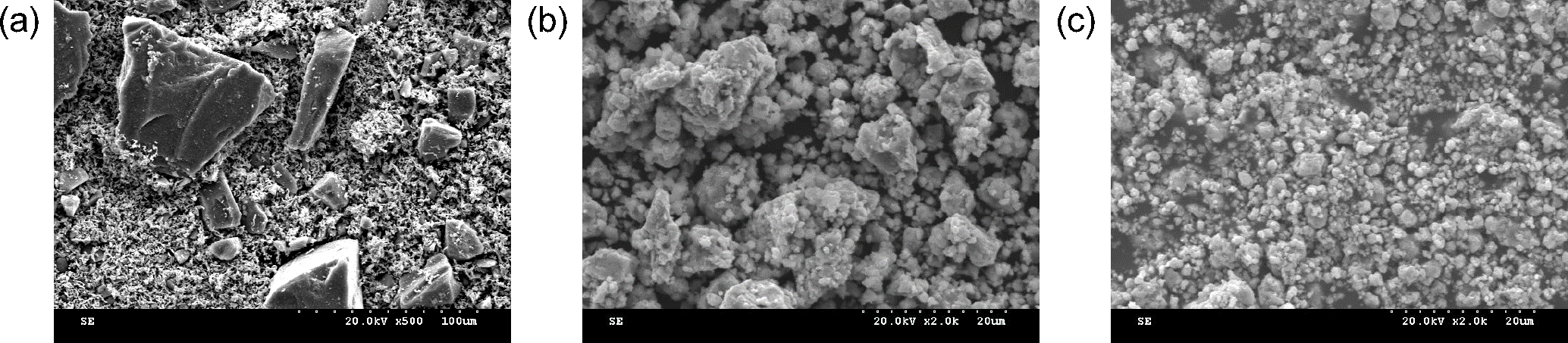
Scanning electron micrographs of the Co50Si50 powders treated by MA for 0, 10 and 40 hr are shown in Fig. 2. In the 10 hr sample, the particles of the Co and Si are severe plastically deformed and an intense cold welding process between the fine powder particles is noticed. Indeed, the 10 hr MA sample is more irregular and agglomerated and the size distribution is much broader. In contrast, the particles in the 40 hr powder are fairly round and have a size distribution centered at about 1.5 µm, suggesting that a single CoSi phase is formed.
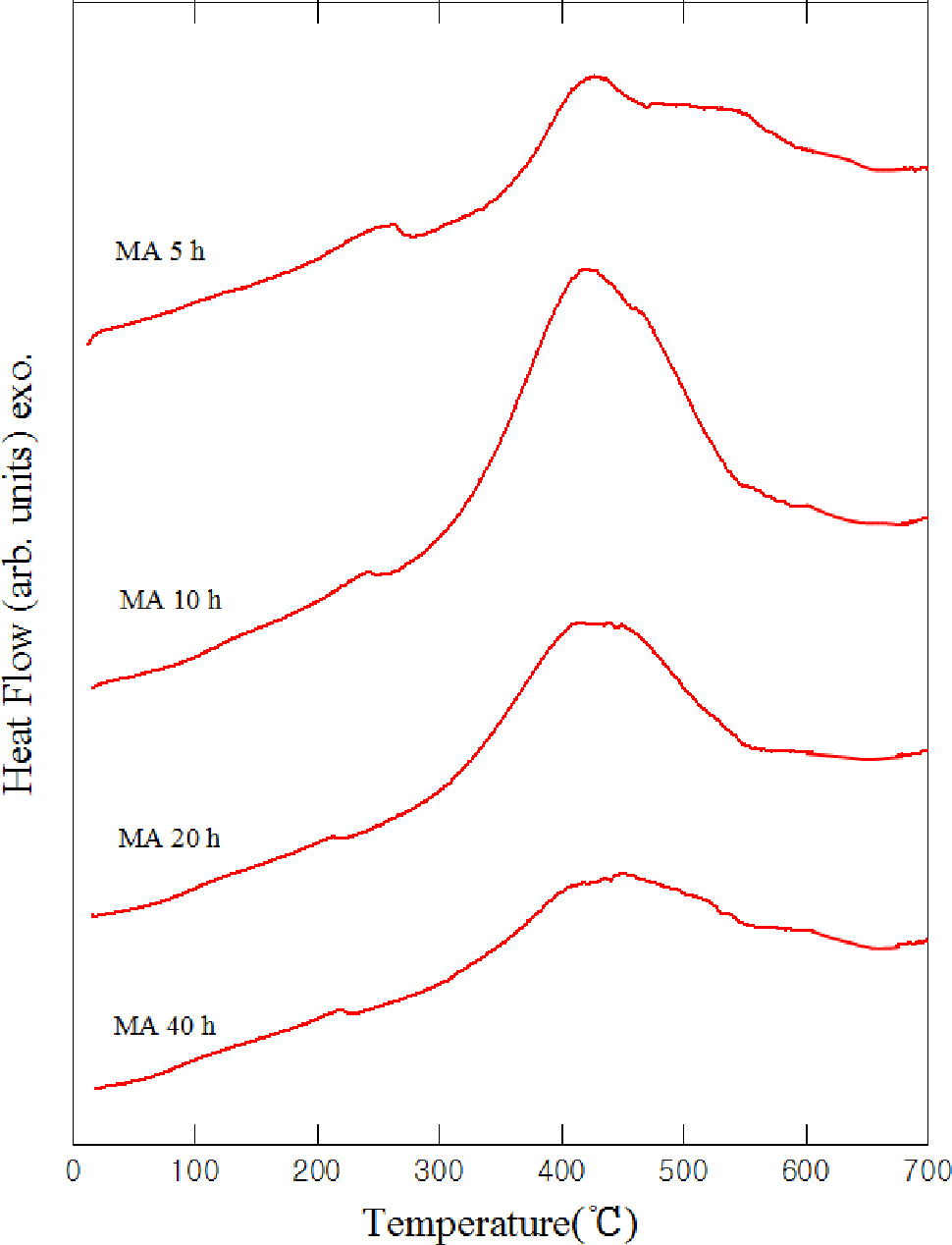
To study the further solid-state reaction during annealing of MA powders, heat treatment was conducted in the DSC measurement apparatus up to 700 °C. The results are shown in Fig. 3. An exothermic heat evolution centered at 450 °C is observed for all samples. This is presumably due to the phase transformation and a release of the accumulated strains in the MA powders. Admittedly, the decrease in intensity and the broadening of the diffraction lines in Fig. 1 are caused by grain refinement as well as accumulation of defects and strains.10,11)
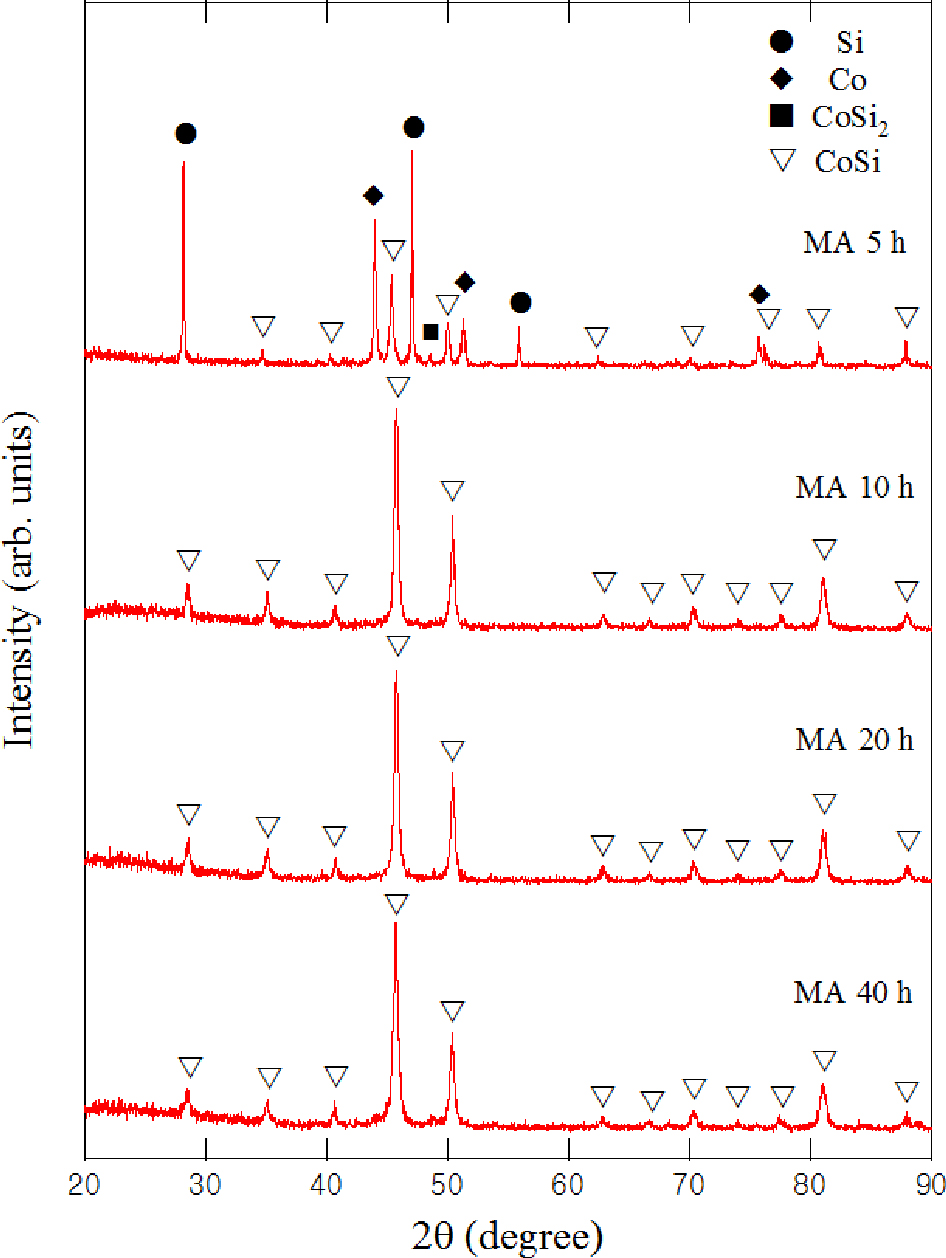
To investigate the phase transformation related to these reactions for all MA samples in detail, we analyzed structural changes by X-ray diffraction after the DSC measurements. The results are shown in Fig. 4. The exothermic reaction of the 5 hr MA powder arises from the formation of CoSi and CoSi2 compounds, indicating that the mixture is not homogeneous at this stage. Also, the broad exothermic reactions in the 10 hr MA samples are due to the formation of only CoSi compound. Together, these findings suggest that a CoSi thermoelectric compound with a fine microstructure is formed only by MA or MA coupled with heat treatment above 700 °C from a mixture of elemental Co50Si50 powders.
Consolidation of the MA powders ball-milled for 40 hr was carried out under a pressure of 50 MPa up to 800 °C and 1,000 °C with a heating rate of 100 °C/min., respectively. The findings show that all compact bodies have a high relative density of more than 94 % with metallic glare on the surface. Optical observations of the sintered compacts showed no voids on the polished sections for all of the samples.
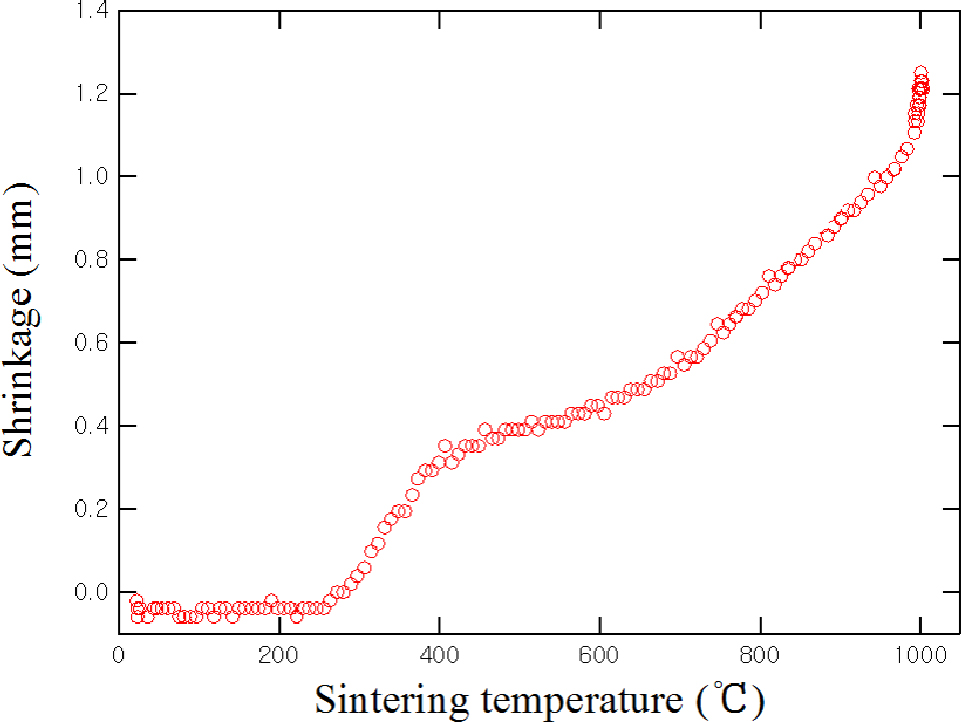
The shrinkage behaviors of 40 hr MA samples during heating up to 1,000 °C is shown in Fig. 5. The degree of shrinkage of the 40 hr MA samples during the SPS consolidation process increases gradually with increasing temperature, and significantly increases at about 450 °C. We believe that these results are related to formation of a CoSi compound during heat treatment, as shown in Fig. 4.
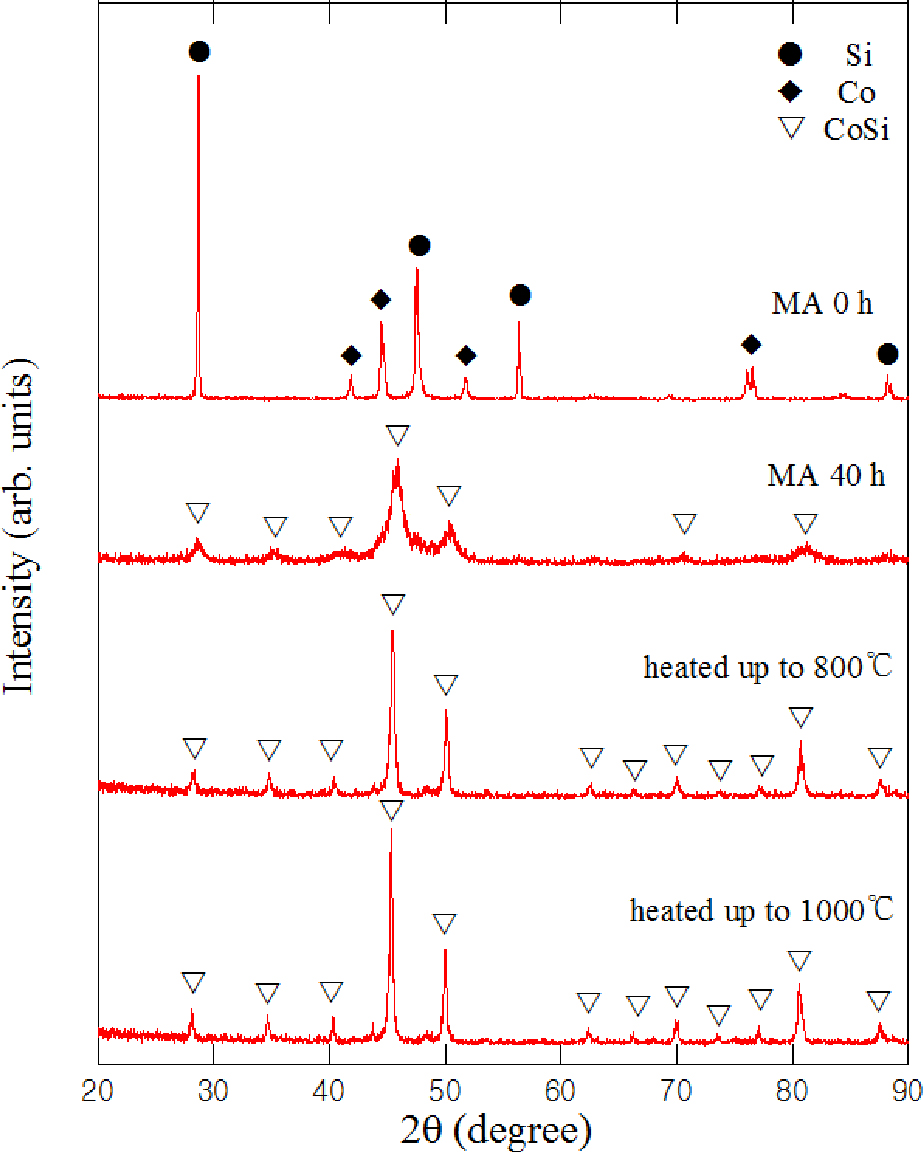
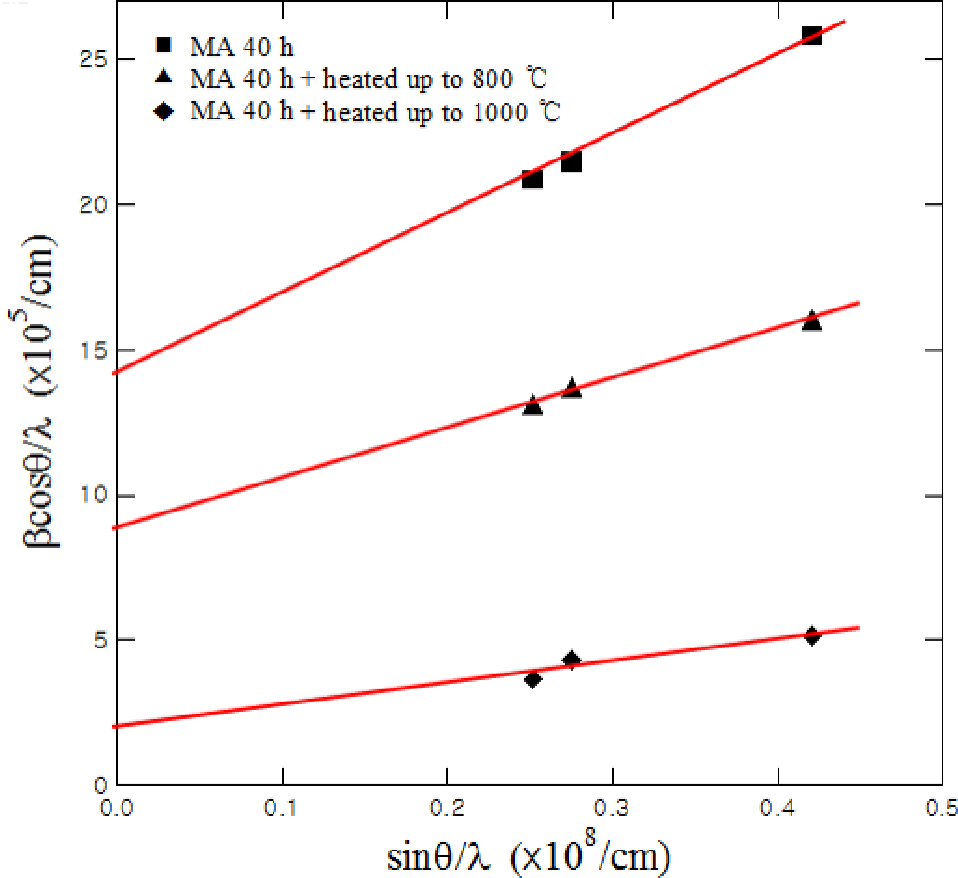
XRD patterns of the 40 hr MA powders and the SPS sintered body of the Co50Si50 MA powders are shown in Fig. 6. No formation of other phases is observed after SPS sintering at temperatures of up to 800 °C and 1,000 °C. Furthermore, the diffraction lines of the sample sintered at 800 °C remain broad, suggesting that the grain size of the sintered body remains very fine. The average grain size of the CoSi compound may be estimated from the Hall plot using the half-idth of the diffraction lines in Fig. 6. Here, the half-width of the diffraction line (β) is expressed as :
where, θ is the Bragg angle, λ is the X-ray wavelength, η is the internal strain and ε is the average grain size of the CoSi compound.11)Fig. 7 shows the Hall plot of the CoSi compound in the 40 hr MA powders and SPS samples. As is clear from Fig. 7, the data can be fitted to a straight line and the average grain size can be deduced from the intercepts. The average grain size estimated from the Hall plot of the 40 hr MA sample is 65 nm. It is worth noting that the grain size of the CoSi compound is 110 nm even after sintering at a temperature of 800 °C. Additionally, the diffraction lines of the samples sintered at 1,000 °C are very sharp relative to those of the sample sintered at 800 °C, which can safely be attributed to grain growth.
4. Conclusion
We have revealed that a CoSi thermoelectric compound with an average grain size of 65 nm can be produced from a mixture of elemental Co50Si50 powders by mechanical alloying for 40 hr. Spark plasma sintering of the powders ball-milled for 40 hr was carried out under a pressure of 50 MPa at temperatures of up to 800 °C and 1,000 °C. All the resulting compact bodies have a high relative density of above 94 % with metallic glare on the surface. X-ray diffraction data reveals that the SPS compact created using the 40 hr MA powder consolidated up to 800 °C consists of only a nanocrystalline CoSi compound with a grain size of 110 nm.
