

1. 서 론
최근 금속기반 탄소나노튜브(Carbon Nano Tube, CNT) 복합재제조의 연구가 재료의 경량화 고기능화 등의 요 구로 매우 다양해지고 있다. 탄소나노튜브는 잘 알려진 바와 같이, 물리적 특성이 경량성, 고강도, 유연성, 높은 전기 전도성, 높은 열전도, 내열성, 전자파 흡수, 화학 안 정성 등의 다양한 장점이 있다.1-5) 그리고 본 연구에서 재료로 사용된 구리 분말은 전기 전도성 재료로 많이 사 용하는 널리 알려진 재료이지만, 단면적이 줄어들면, 인 장강도가 약해져 필요한 전류량도 약해지는 단점이 있 다. 이에 비해 나노 크기의 얇은 다층으로 구성된 카본 나노튜브는 구리보다 1,000 배의 전류를 통과 시킬 수 있다. 또한 일반적으로 단면적이 적은 구리분말은 전자 가 이동할 때 산란되고 전기 저항이 높아져 빠르게 이 동할 수 없다는 특징이 있다. 그러나 탄소나노튜브의 경 우에는 전자가 산란하지 않고 빠르게 지나갈 수 있어 저 항이 적어져, 구리분말과 CNT 분말 의 복합재료는 다 양한 산업에 이용하는데 있어 많은 장점이 있다. 본 연 구에서는 금속기반 복합재 제조에 있어, 최초 원료의 제 조과정을 관찰하기 위한 각 분말입자의 크기와 형상을 특 성화 하는 등의 연구가 필요로 되는 점에 주목하였다. 또 한, 원료입자들의 제조방법이 신기능성재료개발의 성공여 부에 큰 역할을 하고 있어 다양한 볼밀에서의 연구가 행 해지고 있다. 하지만 일반적인 볼밀을 이용한 원료입자 의 제조에 있어, 실험조건의 변화를 통한 최종 제품의 변화를 관찰하는 연구는 많이 이루어지고 있으나, 특정 분쇄매체의 특성을 정량화하여 해석하는 연구는 거의 이 루어지지 않고 있는 실정이다.2-7) 그리고 본 연구에서는 전동통볼밀을 이용하여 다양한 실험조건에서 입자특성이 변화해 가는 것을 파악하고, 특히 분쇄매체의 종류와 크 기에 따라, 입자형상이 어떻게 변해가는 가를 구리분말 만을 이용하여 변화해가는 입자의 형상과 복합재 제조 를 위하여 CNT를 첨가한 한 후 변화해가는 입자형상의 변화를 고찰하였다. 볼밀은 원래 원료를 단순히 혼합, 분 산, 분쇄 등을 목적으로 개발된 장치이나, 복합재 제도 등의 분말야금이나 기계적 합금에도 다양하게 적용되고 있어, 장시간 운영될 경우 많은 에너지가 투입되어 복합 재 제조 및 입자코팅 등에 다양하게 활용될 수 있다. 따 라서 밀링의 고효율화를 위해서 공정제어 및 실험조작 조건 등의 변화에 관한 연구는 다양하게 이루어지고 있 으나, 분쇄기 내의 매체의 특성만을 파악하는 연구는 부 족한 실정이다.2-10) 따라서 밀링 매체의 운동특성을 매체 의 종류에 따라 해석하는데 주목하였다. 또한 본 연구 에서는 DEM 시뮬레이션을 전동볼밀 내의 볼 운동을 해 석하고, 실제 촬영된 밀 내의 볼 거동과 시뮬레이션 결 과를 비교하였고, 시뮬레이션을 통한, 볼 거동속도, 볼 간 의 충격에너지 등을 계산하여, 밀링 메커니즘에 관한 해 석을 행하고자 하였다. 매체형 분쇄기의 분쇄기구 해명 에서 가장 중요한 인자는 매체의 운동 해석이다. 이는 현장에서 각종 조작 조건에서 에너지 효율과도 깊은 관 계가 있고, 제품의 생산단가에도 매우 큰 영향을 미치 기 때문이다. 따라서 현실적으로 실험이 곤란한 매체의 운동해석을 위하여 DEM 소프트웨어를 이용하여 전동볼 밀의 볼 운동을 해석하였고, 이를 통하여 각종 실험인 자에 따른 볼 운동 패턴을 실험데이터와 비교하고자 하 였다.8-12) 이를 통해 종래 실험법으로 찾을 수 없었던 분 쇄장치의 다양한 동역학적 해석을 하고자 하였다. 즉 밀 링공정이 단지 입자크기를 작게 만드는 단위조작뿐만 아 니라 재료공정에 있어서 다양한 단위조작이 함께 이루 어진다는 것을 배경으로 연구하였으며, 실험과 시뮬레이 션을 통하여 이를 확인하고자 하였다. 특히 향후 복합 입자 제조공정에 밀링 공정을 통한 입자들의 거동을 관 찰하는데 매체의 특성이 어떠한 영향을 미치는지에 초 점을 맞추어, 궁극적으로 최종 제품의 기계적인 특성이 얼마만큼 향상되는지, 이에 따라 볼밀을 이용한 신 기 능성 재료를 만드는데 있어, 볼의 재질에 따른 입자들 의 분쇄거동이 어떻게 달라지는 가를 실험과 해석을 통 하여 규명하고자 하였다.
2. 실 험
분쇄실험장치로는 하지이엔지(HAJI Eng. Korea)에서 제 작한 전동볼밀이 사용되었다.2-3) Fig. 1에 각각의 분쇄장 치의 사진을 보인다.2-3) 전동볼밀의 포트 재료는 스테인 리스스틸(stainless steel)를 사용하였다. 분쇄매체는 분쇄 매체의 차이를 비교하기 위하여, 내마모성 알루미나, 지 르코니아 그리고 스테인리스스틸 볼을 사용하였으며, 크 기는 직경 5, 7 mm의 볼을 사용하였다. 본 연구에 사 용된 시료로는 산업현장에서 고강도 경량 합금재료로 다 양하게 사용되는 구리 분말((주)알드리치, 순도 99.9 %, 중위경 20 μm)을 사용하였다. 입자형상 변화를 보기 위 해 SEM 측정을 하였다. Fig. 2에 본 실험에 사용된 원 료분말의 형상을 보인다.2-3) 세 가지 볼을 이용할 때 구 리분말의 양은 매체와 샘플의 비율, 즉, BPR(Ball Powder Ratio)을 10:1로 했다. 각 분쇄장비의 회전속도는 구리분 말만을 사용할 경우는 100, 300, 500 rpm으로 변화 시 켜 실험 하였고, CNT와의 복합재를 위한 실험에서는 1 wt의 CNT를 첨가하여, 50, 100, 200, 300 rpm으로 변화 시켜 실험 하였다. 밀링시간은 구리분말만을 사용할 경 우에는 6, 12, 24, 36시간, CNT를 첨가할 경우에는 12, 24, 48시간까지 변화하였다. Table 1에 각각 매체의 종류 에 따른 밀도와 함께 본 실험의 실험 조건을 보인다.2-3) 그리고 분쇄시뮬레이션을 행하기 위하여, 밀 용기 내에 서 종류가 다른 볼 거동을 관찰하여 실제 회전속도에 따 른 볼 거동을 동영상으로 촬영하였고, 최적을 시뮬레이션 조건을 통하여 DEM 시뮬레이션을 행하였다. Table 2에 본 실험에 맞는 시뮬레이션의 조건을 보인다. 시뮬레이 션 조건은 실제의 실험조건과 일치하게 하기 위하여 소 프트웨어 내에서 구동할 수 있는 조건에서는 모든 것을 일치시켰고, 마찰계수의 결정은 기존의 문헌 자료를 통 해 확인할 수 있었다.13-14)

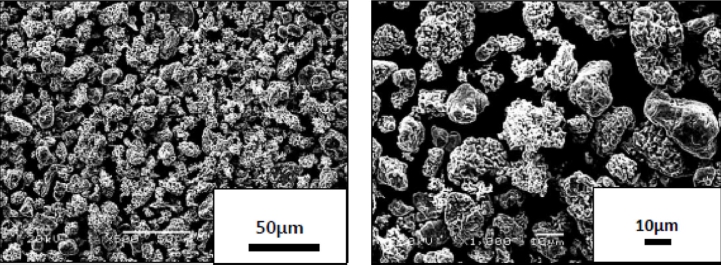
Fig. 2
SEM micrographs showing the shape of starting materials employed in the current study (Copper powder).
Table 1
Summary of experimental condition in this study.
Table 2
Summary of simulation condition by DEM in this study.
| Simulation conditions | Conventional ball mill | |
|---|---|---|
| Friction coefficient [–]* | alumina media | 0.3 |
| zirconia media | 0.55 | |
| stainless steel media | 0.57 | |
| rotation speed [rpm] | 300, 500 | |
| ball diameter [mm] | 5, 7 | |
| the number of media | 5 mm | 99 |
| 7 mm | 36 | |
| Density of media [g/cm3] | alumina | 4.36 |
| zirconia | 6.22 | |
| stainless steel | 7.95 | |
| ball filling ratio [–] | 0.3 | |
3. 결과 및 고찰
Figs. 3-8에서는 전동볼밀을 사용하여 다양한 실험조건 에서 볼의 재질을 달리한 실험의 입자형상에 관한 SEM 결과를 보인다. 낮은 회전영역(100 rpm, Fig. 3-4)과 중 간 회전영역(300 rpm, Fig. 5-6), 그리고 높은 회전영역 (500 rpm, Fig. 7-8)에서의 실험결과를 따로 관찰하였고, 밀 링시간은 본 실험의 궁극적인 목적인 복합재 제조를 위 해서 장시간으로 실험하였다.1) 또한 두 가지 크기의 볼 사이즈를 달리해서 그 결과도 비교해서 관찰하였다. 이 는 복합재 제조를 위해서는 CNT를 첨가하여 구리분말 과 복합재를 제조하게 되는데 복합재를 제조하는 경우 밀링시간이 짧을 경우 CNT가 복합재의 소재뿐만이 아 니라, 분쇄조제로서의 역할을 하게 되어 입자형상의 변 화가 응집체로서 만들어지는 과정 즉, 복합재 제조의 과 정 중에 밀링이 분쇄의 역할이 강하게 작용하여 복합재 제조에 어려움을 겪게 되기 때문이다.15-21)
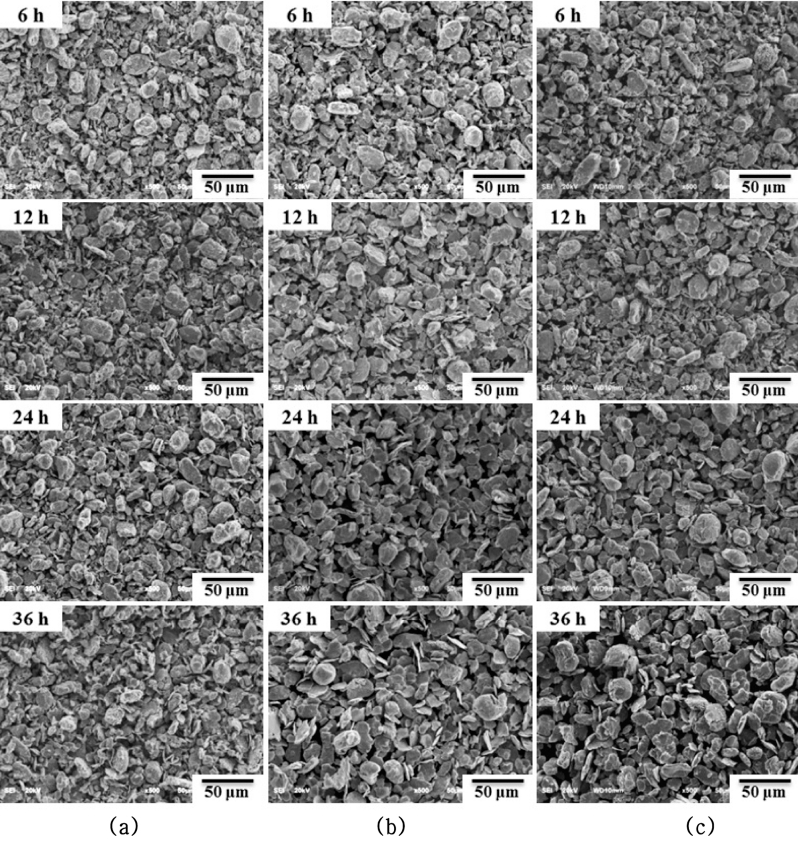
Fig. 3
Series of SEM micrographs showing the morphological evolution of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rotation speed 100 rpm, Ball size 5 mm).
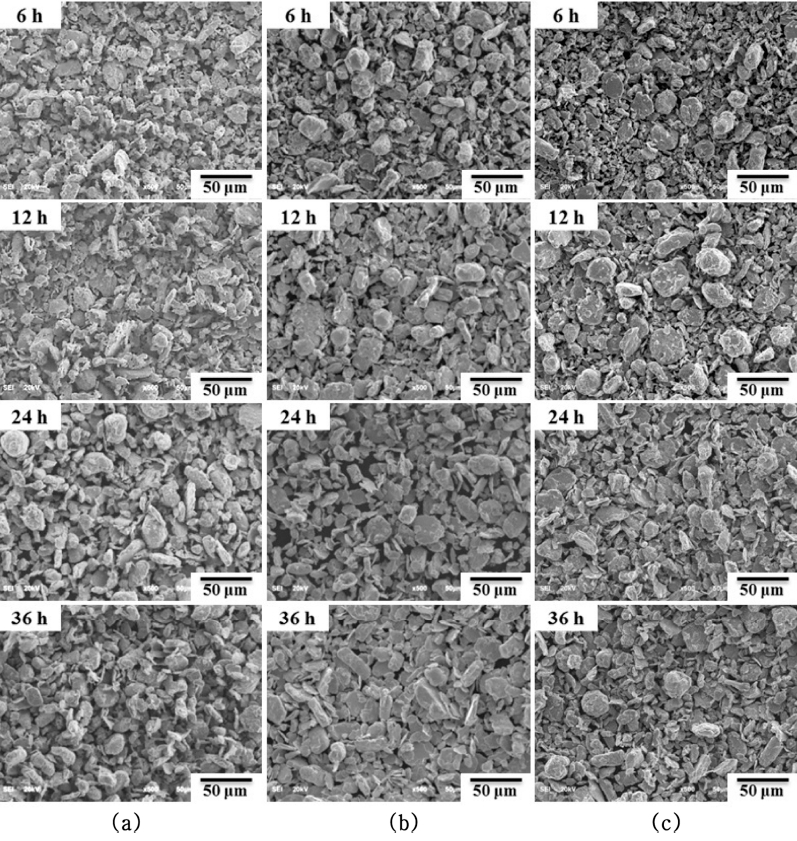
Fig. 4
Series of SEM micrographs showing the morphological evolution of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rotation speed 100 rpm, Ball size 7 mm).
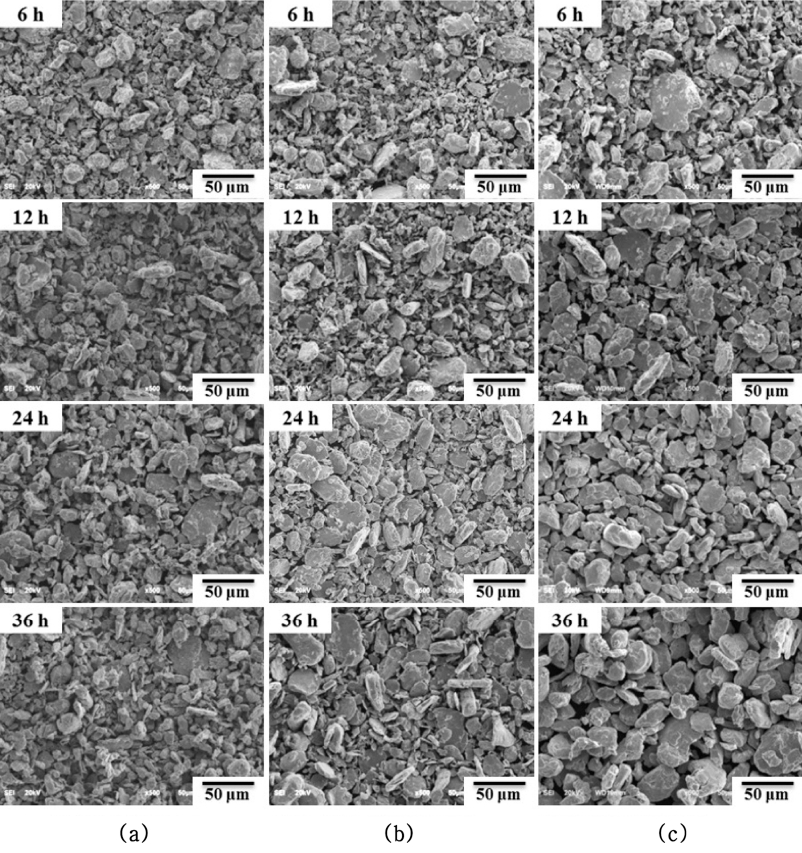
Fig. 5
Series of SEM micrographs showing the morphological evolution of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rotation speed 300 rpm, Ball size 5 mm).
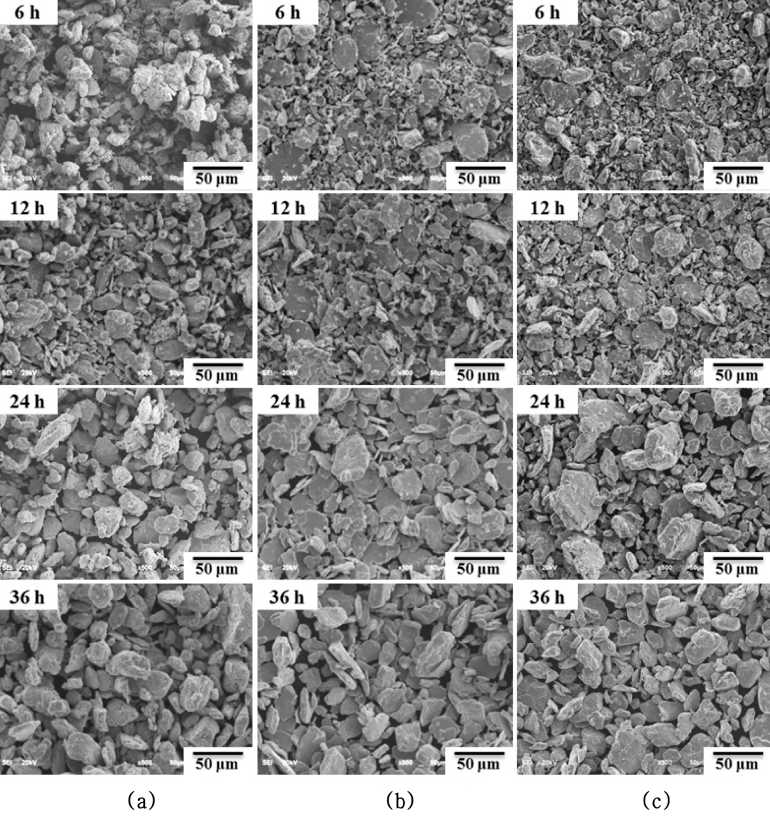
Fig. 6
Series of SEM micrographs showing the morphological evolution of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rotation speed 300 rpm, Ball size 7 mm).
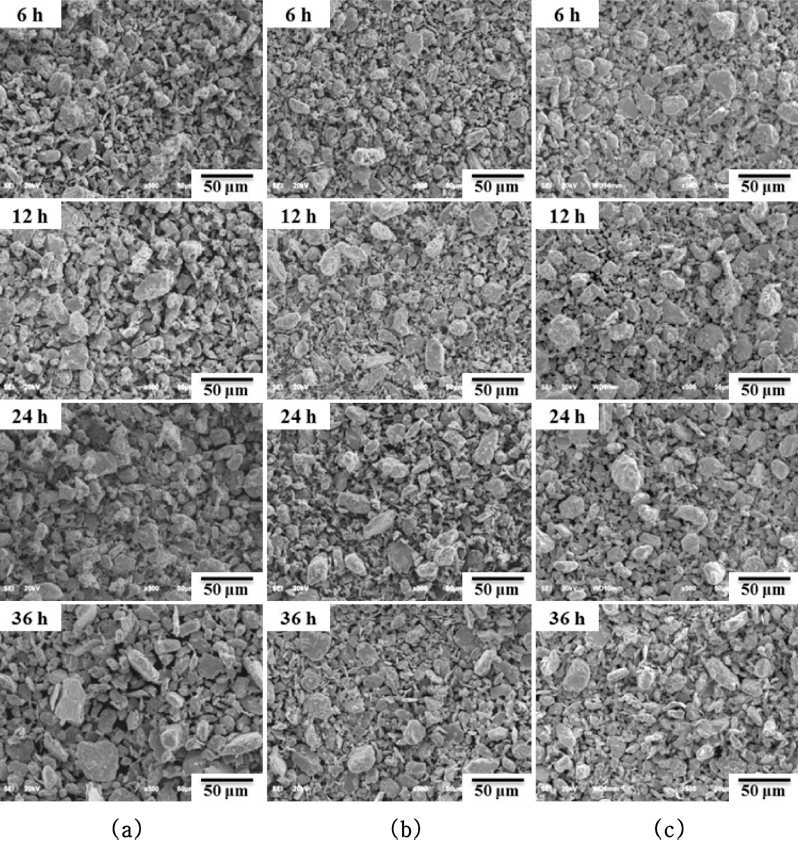
Fig. 7
Series of SEM micrographs showing the morphological evolution of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rotation speed 500 rpm, Ball size 5 mm).
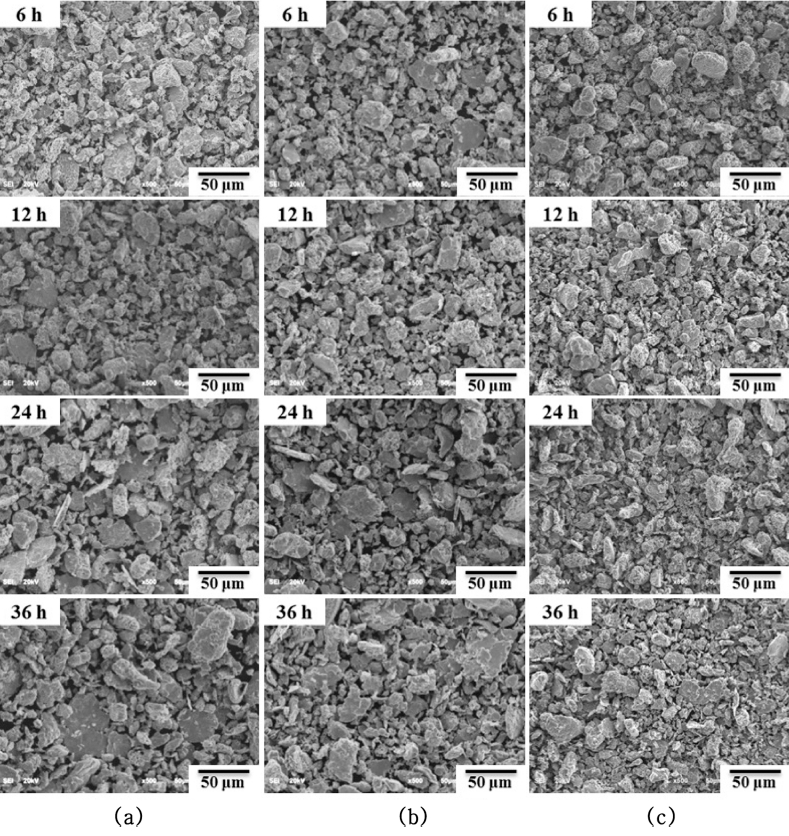
Fig. 8
Series of SEM micrographs showing the morphological evolution of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rotation speed 500 rpm, Ball size 7 mm).
본 실험에서는, 밀링시간이 증가함에 따라 괴상(massive type)의 입자형상15)을 가지는 구리분말이 판상(plate type)15) 의 형태로 변화되는 것을 관찰할 수 있었고, 36시간이 경화한 이후에는 모든 실험조건에서 입자형상이 완벽한 판상으로 변화하는 것을 알 수 있었다. 또한 낮은 회전 영역대에서 높은 회전 영역대로 변화시킬수록 판상의 모 습으로 변화하는 속도가 빨라짐을 알 수 있었으며, 볼 의 사이즈가 큰 경우 좀 더 입자형상의 변화가 빨라짐 을 알 수 있었다. 이는 궁극적으로 볼에서 샘플에 투입 되는 에너지양이 많아짐에 따라, 샘플에서 일어나는 소 성변형을 통해 입자형상이 변화되어 가는 것을 알 수 있 다. 하지만, 본 실험에서 살펴보고자 하였던, 볼 재질의 차이에 대해서는 극적인 변화를 알아내기 어려웠다. 이 는 현재 구리분말은 짧은 시간에서도 입자형상의 변화 가 잘 일어나는 물질로써, 복합재 제조를 위해 장시간 밀링을 하는 경우 볼에서 샘플에 전달되는 에너지양이 입자형상만을 변화시키는 에너지양보다는 훨씬 크게 전 달이 되어 볼 밀도차가 나타나는 유의미한 데이터는 나 타나지 않았다. 또한 같은 이유로, 5, 7 mm 볼을 사용 할 경우에도 샘플에 전해지는 에너지양이 볼의 크기에 상관없이 충분히 전해져 볼 크기의 차도 입자형상변화 에 영향을 일으키기는 어려웠다.
Figs. 9-10에서는 실제의 볼 거동을 카메라로 관찰한 결과와 시뮬레이션을 통한 볼의 움직임을 해석한 결과 의 비교를 보인다. 그림에서 보는바와 같이 5 mm, 7 mm 볼을 사용하였을 경우 공히 시뮬레이션 결과와 실제의 결과는 매우 비슷하게 나타났고, 이는 추후 해석되는 볼 이 샘플에 작용하는 힘과 에너지의 정량적 결과가 타당 하다는 것을 눈으로 보여주는 결과이다. 또한 시뮬레이 션을 하는 경우 다양한 실험조건을 적용해야 하는 상황 에서, 매우 중요한 요소인 볼과 포트사이의 마찰계수 적 용이 매우 정확하게 이루진 결과를 알 수 있어, 이 또한 시뮬레이션이 정확하게 이루어졌다는 것을 알 수 있다. 그 리고 본 결과에서 알 수 있듯이, 알루미나 볼의 경우 500 rpm 이상의 회전속도에서는 임계점을 넘어서 볼 전 체가 포트벽면에 부딪혀 포트와 함께 돌아가는 결과를 알 수 있어, 볼 재질의 밀도에 따른 회전속도의 설정은 매우 중요하다는 것을 알 수 있었다.
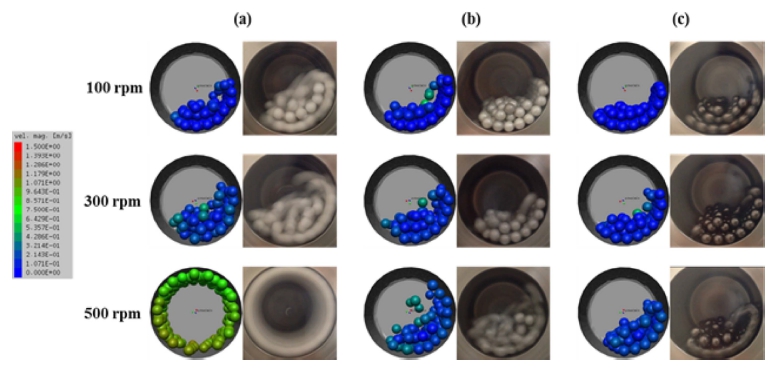
Fig. 9
Actual snapshot photograph of the media motion and the simulation results by DEM ((a) alumina ball, (b) zirconia ball (c) stainless steel ball, ball size 5 mm).
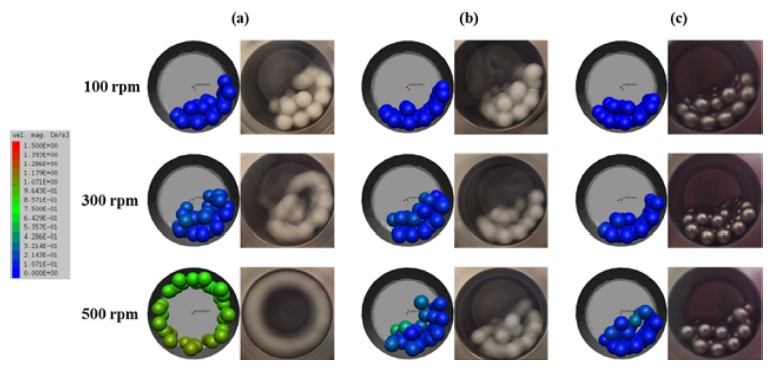
Fig. 10
Actual snapshot photograph of the media motion and the simulation results by DEM (a) alumina ball, (b) zirconia ball, (c) stainless steel ball, ball size 7 mm).
따라서, Fig. 11에서는 회전속도에 따라 볼이 샘플에 투입되는 동력을 계산한 결과를 보인다. 볼의 밀도가 높 을수록 동력이 많이 작용하는 것을 알 수 있고, 회전속 도가 빠를수록 동력이 많이 들어간다. 하지만, 앞의 Fig 9-10에서 보인바와 같이 임계점을 넘어 볼이 포트를 따 라 회전하는 결과를 보였던 알루미나의 경우 회전속도 가 높아지는 경우 힘이 매우 세어지는 결과를 나타나게 되었다. 이는 시뮬레이션 결과만 해석 하였을 경우 정 성적으로 매우 유추하기 힘든 결과를 얻었다고 생각되 었으나, 시뮬레이션 결과와 실험 결과를 비교 고찰한 결 과 타당하게 시뮬레이션이 행해졌다는 것을 알 수 있었 다. 따라서 시뮬레이션을 행할 때, 반드시 실험 결과와 시뮬레이션 결과를 비교해 보는 것이 중요하다는 것을 다시 한 번 알 수 있었고, 결과적으로 Fig. 11의 결과에 서 500 rpm의 경우를 확인하였을 때 알루미나 볼이 샘 플에 많은 힘이 전달되는 것이 아니라, 포트를 따라 회 전하면서 볼의 회전속도도 빨라지고, 힘이 크게 계산되 는 결과가 나오는 것을 확인할 수 있었다.
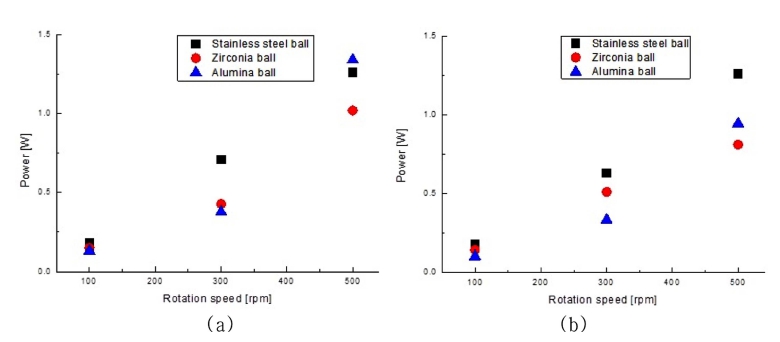
Fig. 11
The grinding media power on the copper powder with conventional ball milling for the rotation speed by DEM simulation (ball size: (a) 5 mm, (b) 7 mm).
Fig. 12에는 각각의 회전수에 따른 볼 거동의 힘을 볼 의 재질에 따라 나타내고 있다. 5 mm인 경우와 7 mm 인 경우를 따로 따로 나타내고 있다. 회전속도가 높아 질수록, 볼에 투입되는 힘이 많아지는 일반적인 결과와 상대적으로 크기가 큰 볼을 사용할 경우 힘이 더욱 증 가되는 것을 정량적으로 알 수 있었다. 다만, 힘의 분 포로 나타내어, 정량적으로 비교하기가 어려운 측면이 있 으나, 전반적인 경향을 알 수 있어, 볼에 투입되는 힘 에 따라서 입자들의 형상이 변화하는 것은 알 수 있었 다. 뿐만 아니라, 현재의 실험조건과 같은 볼 재질의 차 이에 따른 정량적인 결과의 경향은 파악할 수 있었다.
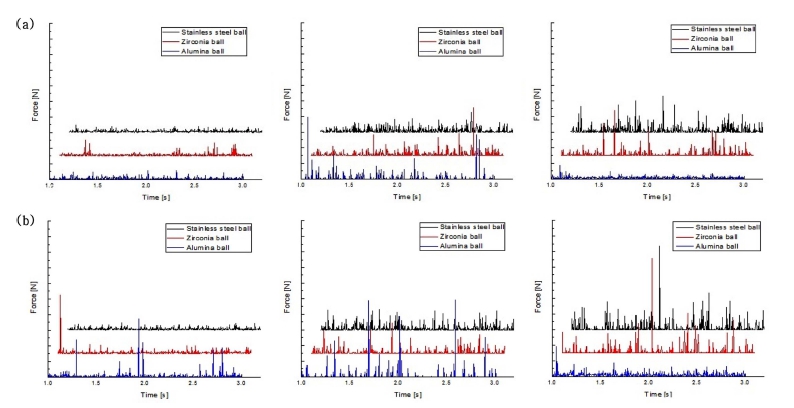
Fig. 12
Milling force spectra of 100, 300, 500 rpm (from the top) on the copper powder with conventional ball milling for milling time by DEM simulation (ball size: (a) 5 mm, (b) 7 mm).
Fig. 13에는 각각의 회전수에 따른 평균 볼 운동에너 지를 나타내고 있다. 각각볼의 재질과 크기에 따라 구 별하여 나타내고 있다. 평균 운동에너지를 살펴보면, 앞 서의 결과들과 동일하게, 500 rpm, 알루미나 볼의 경우 5 mm, 7 mm 공히 평균에너지가 일직선으로 나타나면서 지르코니아 볼의 평균 운동에너지를 역전하고 있다. 볼 의 밀도차가 있음에도 불구하고, 이러한 결과를 보이는 것은 역시 밀의 임계회전속도를 지나면서 볼들이 포트 의 벽면 전체에 들어붙어 포트와 함께 회전하면서 나타 나는 결과로 파악되었다.
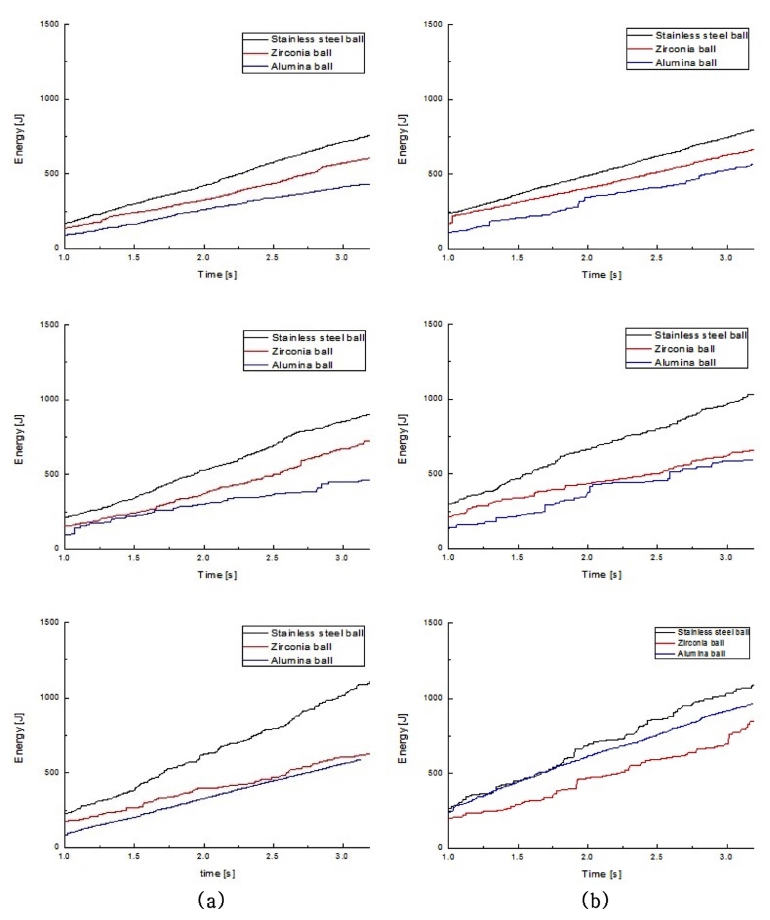
Fig. 13
Energy distribution of grinding media of 100, 300, 500 rpm (from the top) on the copper powder with conventional ball milling for milling time by DEM simulation(ball size: (a) 5 mm, (b) 7 mm).
한편, 본 연구에서 확인하고자 하였던, 다양한 회전 속 도에서 볼의 크기를 달리하고, 장시간 밀링을 행하면서, 알루미나, 지르코니아 그리고 스테인리스스틸 볼 즉 볼 의 재질을 달리한 실험에서 입자형상의 변화를 관찰한 결과, 일반적으로 알려진 바에 따르면, 매체형 분쇄기 즉 볼밀에서는 볼의 밀도가 분쇄의 속도, 입자의 미분쇄화 에 매우 큰 영향을 미치는 것으로 알려져 있는 것과는 달리, 거의 모든 실험조건에서 입자형상의 변화는 미세 하게 관찰되었을 뿐이었다. 즉, 볼 재질의 변화에 따른 입자형상의 변화를 관찰하는 것은 매우 어려웠다. 따라서 볼밀에서 다양한 각종 실험조건을 일치시켰을 때, 볼의 밀 도에 따라 분쇄능이 달라진다고 알려져있는 결과8-10)를 정 량적으로 확인하기 위하여, 실험과 시뮬레이션을 병행한 결과, 시뮬레이션 결과에서는 확연하게 데이터로 그 결 과를 확인할 수 있었으며, 실제 볼밀 내부의 볼 거동을 카메라로 관찰한 결과에서도 볼 재질의 차이를 확인할 수 있었으나, 실제 입자형상 변화에서는 그 차이를 구 별하기가 어려웠다.
하지만 여기에는 매우 중요한 고찰이 생략되어 있음을 본 실험에서는 알 수 있었다. 금속분말의 복합재 제조를 위한 밀링공정에서, 입자형상변화와 볼에너지 투입이 크 게 하기 위해서 밀도가 높은 볼을 사용하는 것과 함께, 최종제품의 오염의 방지를 위해서, 볼 재질을 선택하는 것을 고려하여야 한다는 것이다. 또한, 금속 분말들의 입 자형상변화나 두 가지 이상의 재료의 복합재 제조를 위 해서 밀의 회전속도, 볼 충전율, 볼의 크기, 볼과 재료 의 혼합비, 두 가지 이상의 재료들의 혼합 비 등 다양한 실험 조건을 고찰하여야 하지만, 입자형상만을 가지고 볼 의 재질의 차이를 느낄 수 있을 만큼 작은 에너지로 복 합재를 제조하면, 복합재 제조가 어려워지므로, 향후 복 합재 제조 시 만들어진 실험 조건에 따라 생성된 복합 재의 특징을 파악 할 수 있는 연구가 필요할 것으로 사 료된다.22-24)
뿐만 아니라, 전동볼밀의 경우 당연히 회전수가 실험 의 큰 함수로 평가하는 것은 중요한 연구이나, 이 회전 수는 ‘회전력’이 같더라도 볼밀을 제작하는 회사에 따라 서 달라진다. 따라서 객관적 자료 확보의 차원에서 향후 ‘회전수’를 다른 메이커에서도 동일한 효과가 나타날 수 있는 ‘수정된 회전수’의 제안에 대하여 고민할 필요가 있 다고 생각된다.
4. 결 론
본 연구에서는 전동볼밀을 사용하여 구리/CNT 복합재 를 제조하는 것을 목적으로 세 가지 종류의 분쇄매체를 사용하여, 매체 크기를 달리하면서 입자형상 변화를 관 찰하였다. 또한 각각 매체의 종류별로의 복합재 제조 메 커니즘을 규명하기 위하여, 매체의 운동을 3차원 DEM 시뮬레이션을 행하였고, 그 결과를 해섣하여, 실험에서 정 량적으로 찾아내기 어려운 분쇄매체가 작용하는 힘, 매 체의 거동 속도, 매체에 전달되는 에너지 분포를 정량 적으로 나타내었다.
나타난 실험결과로는, 볼밀의 회전속도가 빨라질수록 입 자형상은 불규칙한 형상에서 판상으로 변화하였고, 밀링 시간이 길어질수록 더욱더 명확한 경향을 보였다. 시뮬 레이션 해석과 실제 실험 결과의 스냅샷 사진을 비교해 보면, 거의 완벽하게 일치하는 화면을 보였고, 이에 따 른 결과해석으로는 볼 밀도가 높을수록 높은 에너지가 투입되지만, 볼 거동속도는 느려지는 것을 알 수 있으 며, 샘플의 입자형상 변화와 비교 할 경우 볼 재질에 따 른 차이는 크게 관찰되지 않았다.
따라서, 스테인리스는 금속기반 복합재 제조에 있어서 는 오염의 원인이 될 수도 있고, 에너지 투입량도 많아 상대적으로 매체사용에 있어 장점이 없었으며, 알루미나 와 지르코니아의 차이도 확인하기 어려워, 지르코니아 볼 사용의 장점을 찾기가 어려웠다.
