

1. Introduction
2. Experimental Procedure
2.1. Materials and formulation
3. Results and Discussion
4. Conclusion
1. Introduction
At present, most polymeric products are derived from fossil fuels, and they become non-degradable waste materials in the environment. Consequently, global efforts are being made to create green polymers from renewable resources which are also biodegradable and compostable. Poly (lactic acid) or polylactide (PLA) is a biodegradable and biocompatible polymer produced from such renewable resources.1-5)
Poly (lactic acid) or polylactide (PLA) is a biodegradable material derived from corn starch or sugar cane and has been known as a thermoplastic aliphatic polyester for more than 100 years. Commercially, however, it has only recently attracted interest as a biodegradable material, and many studies have been conducted for its application to biochemical applications and biodegradable polymeric packing materials.6)
Furthermore, poly (lactic acid) (PLA) is one of the most commercially successful bio-plastics due to its good processability and mechanical properties. Its monomer, lactic acid, is derived from renewable sources through fermentation. The global production volume of PLA is around 190,000 tons in 2019. It has better mechanical strength, durability and transparency compared with most other bio-degradable plastics. PLA has been widely used for short life-time packaging products, such as food packaging and single used items.7)
PLA is synthesized by the condensation polymerization of L- or D-lactic acid or ring-opening polymerization of lactides.8-9) PLA has a spiral one-dimensional structure and has a higher melting point than other aliphatic polyesters. It also has a secondary transition temperature, but its molecular structure is rigid, showing a disadvantage of weak shock resistance when manufacturing molded products. The lactic acid as a monomer is an optical isomer consisting of D and L bodies, and by varying the proportion of D and L bodies, PLAs having various properties can be obtained. Lactide is also an optical isomeric mixture of D body, intermediate body, and L body, but the generative ratio is easily controllable. In this case, PLA is believed to contain a mixture of D-lactide units in the L-lactide units. In general, the melting temperature of PLA tends to decrease as the proportion of D bodies increases.10)
PLA has the advantage of being transparent in appearance. Its other characteristics are as follows: the melting point is also higher than other resins, and the tensile strength is significantly higher, and the rupture-extension rate is extremely low. In terms of the thermal behavior and basic properties of fibers, poly L-lactic acid is most similar to PET to other biodegradable fibers, except for the large differences in the melting points. Due to the nature of the material, however, polylactic acid breaks well and lacks elasticity compared to petroleum polymers such as polyethylene, a conventional general-purpose plastic, making it difficult to replace general-purpose plastics by themselves. In addition, due to its slow crystallization speed and lack of slippability, there is another disadvantage: it is difficult to apply the inflation process and the foaming process, which are the existing general-purpose plastic manufacturing techniques.11,12)
PLA has low melt viscosity required for the shaping of a molding. PLA is, however, slow in the crystallization rate with long molding cycle and has poor gas properties; further, it has inferior thermal resistance and mechanical characteristics compared with those of existing synthetic resin-molded articles. To solve these problems, there were generally given many countermeasures, including blending PLA with other polymers, and compounding various kinds of substances as filler, thus the PLA products have been entering practical applications.13)
PLA has the tendency to stick to the metal of the mold during processing because of its slow crystallization rate, thereby affecting the appearance of article. Mold release agents, which are typically added to prevent the sticking of biopolymers to metal surfaces during processing, add also to surface contamination once the part is removed from the mold.14)
Nitrile rubber, also known as NBR, Buna-N, and Acrylo Nitrile Butadiene Rubber, is a synthetic rubber derived from Acrylo Nitrile (ACN) and Butadiene.15)
NBR rubber has various physical properties depending on the nitrile content: The higher the content of butadiene nitrile, the better the resistance to oil and fuel oil; At the same time, elasticity and compressive permanent deformation’s low-temperature resistance is excellent; The relatively low butadiene nitrile content shows relatively good low-temperature resistance but less resistant to oil and fuel oil; Rubber with intermediate-level butadiene nitrile content has good mechanical properties and high wear resistance compared to other adhesive elastomers.16)
NBR is used as a raw material for hoses, gaskets, seals, shoes, soles, belt covers, cable jackets, products using oil, sponges, seat products, etc. Besides, NBR has high compatibility with PVC-based materials and is used as a rubber foam insulation material, and is also used as a high foaming material through normal pressure foaming.17)
In this study, the mechanical performance made by blending the NBR rubber and PLA, which is eco-friendly biodegradable resin introduced above, was analyzed. In addition, a composite was manufactured by adding a chemical foaming agent to the NBR/PLA mixture, which is blended at a certain rate, and the foaming properties of NBR/PLA composites were studied through normal pressure foaming to which no pressure was applied.18,19)
2. Experimental Procedure
2.1. Materials and formulation
2.1.1. Materials
The NBR used KNB 35L (35 % of ACN content) of Kumho Petrochemical, the AN content is 34 %, the specific gravity is 0.98 g/cc, and the RAW MV is 41 ML1+4 at 100 °C.
PLA used NatureWorks’ PLA 4060D. It has a specific gravity of 1.24 g/cc and Tg of 52 to 58 °C.
Zinc oxide manufactured by Hanil Chemical Ind. Co., Ltd. was used as an additive for cross-link foaming. It is non-toxic, and its mean molecular weight is 81.37 g/mol, the specific gravity is 5.47 to 5.64 g/cc, and the specific surface area is 3.0 to 7.0 m2/g.
The PH 100 manufactured by LG Household & Healthcare was used as stearic acid. Its average molecular weight is 284 g/mol, the boiling point is 360 °C, the melting point is 71 °C to 72 °C, and the specific gravity is 0.94 g/cc.
Dicumyl peroxide (DCP) (98 % of granules) used as a crosslinking agent was Perkadox BC-FF manufactured by Akzo Novel.
Benzoyl peroxide, a crosslinking aid, was used to form a stable crosslinked cell structure.
As the foaming agent, KW/J of Geumyang Co., Ltd. an Azodicarbonamide-based foaming agent, was used. The decomposition temperature is 139~145 °C, and the amount of gas is 190~210 ml/gr.
2.1.2. Formulation
Composites were prepared to investigate the blending characteristics of NBR rubber and PLA.
The formulations applied for this study are shown in Table 1.
In order to measure the durability of the blended composite of NBR rubber and PLA, having no other additives, the PLA was increasingly added by 10 phr until 5~45 wt% into the 100 % NBR above. The mixing method is as follows. The polymers were put in each kneader, melted and blended for 7 to 8 min under 130 to 140 °C temperature, and cooled and formed composites in a two-roll mill mixer in the form of a sheet. The manufactured sheets were melted for 10 min at a press set at 150 °C to form 10 × 10 mm and 2 mm thick sheets. Afterward, the mechanical strengths such as tensile strength and elongation rate were measured through the universal tester.
Table 1.
Composition table of NBR and PLA.
| Materials | RP00 | RP05 | RP15 | RP25 | RP35 | RP45 |
| Acrylonitrile butadiene rubber (ACN = 35 %) | 100 | 95 | 85 | 75 | 65 | 55 |
| Poly (lactic acid) | - | 5 | 15 | 25 | 35 | 45 |
Table 2 shows an experiment to determine the characteristics of the normal pressure foaming of the NBR/PLA blended composite, indicating the formulation design of the composite for normal pressure foaming. Only St/a and ZnO, the basic additives added in the cross-link composite, were used to indicate changes in the normal pressure foaming molding characteristics according to the NBR/PLA blending ratio. The experiment was conducted by adding cross-linking agents and foaming agents to the NBR/PLA blended composite to manufacture it in the form of the sheet firstly and then doing normal pressure foaming in an oven at 170 °C for 10 min. Peroxide cross-linking method was selected to mold the foam of NBR/PLA blended composite, DCP was applied as a cross-linking agent, and BPO was also added as a crosslinking aid for stable crosslinked cell structure. KW/J was used as the foaming agent.
Table 2.
The formulation design of the composite for normal pressure foaming.
3. Results and Discussion
Table 3 shows hardness and density of uncrosslinked NBR/PLA blend composition. According to PLA content, hardness of composition varies between 43 and 92. Specific gravity of the composition varies from 0.967 to 1.080 depending on the PLA content.
Table 3.
Hardness and density of uncrosslinked NBR/PLA blend composition.
| Materials | RP00 | RP05 | RP15 | RP25 | RP35 | RP45 |
| Hardness (type A) | 43 | 52 | 58 | 71 | 84 | 92 |
| Density (g/cc) | 0.967 | 0.979 | 1.009 | 1.033 | 1.054 | 1.080 |
Fig. 1(a) shows the hardness of the uncrosslinked NBR/PLA blended composite according to the PLA content. For pure NBR sheets, the hardness was at level 43 A, and the hardness tended to increase as the content ratio of PLA increased. In particular, for RP-25, the hardness value largely increased by 22 % compared to RP-15.
Fig. 1(b) shows the specific gravity of the uncrosslinked NBR/PLA blended composite according to the PLA content. In the specific gravity, the variation tended to gradually increase from 1 to 12 % when the PLA content ratio was applied at 5 to 45 wt%. The hardness and specific gravity of the manufactured specimens showed a tendency to increase as the content of PLA, a biodegradable resin, increased. PLA has specific gravity of 1.24 g/cc and hardness of 45 A, showing relatively high proportions compared to the blended composite resin, so as the content increases, the specific gravity and hardness of the composition increase.
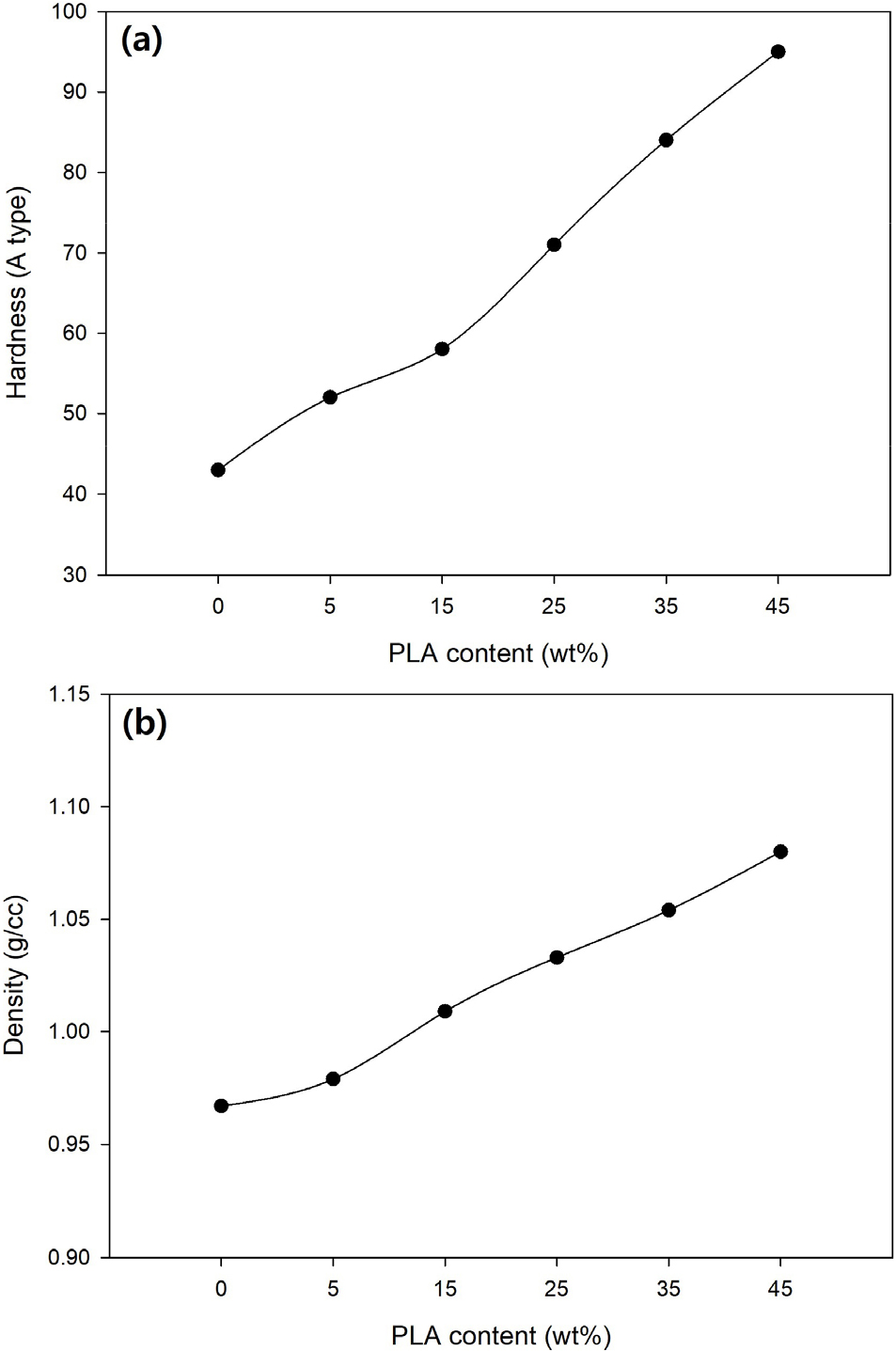
Fig. 2 shows the S-S curve of the uncrosslinked NBR/PLA blended composite. RP-05 and PR-15 showed a 9 % and 24 % increase in tensile strength compared to RP-00, respectively. In particular, from more than 25 wt% of PLA content, the tensile strength increased rapidly to 110 to 870 %. Furthermore, the elongation rate tended to decrease by 23~94 % as the PLA content ratio increased. Specifically, a rapid change in tensile strength relative to elongation rate occurs when PLA was applied at least 25 wt%. This confirms that the composite exhibits the brittleness characteristics from a PLA content ratio of 25 wt% or more.
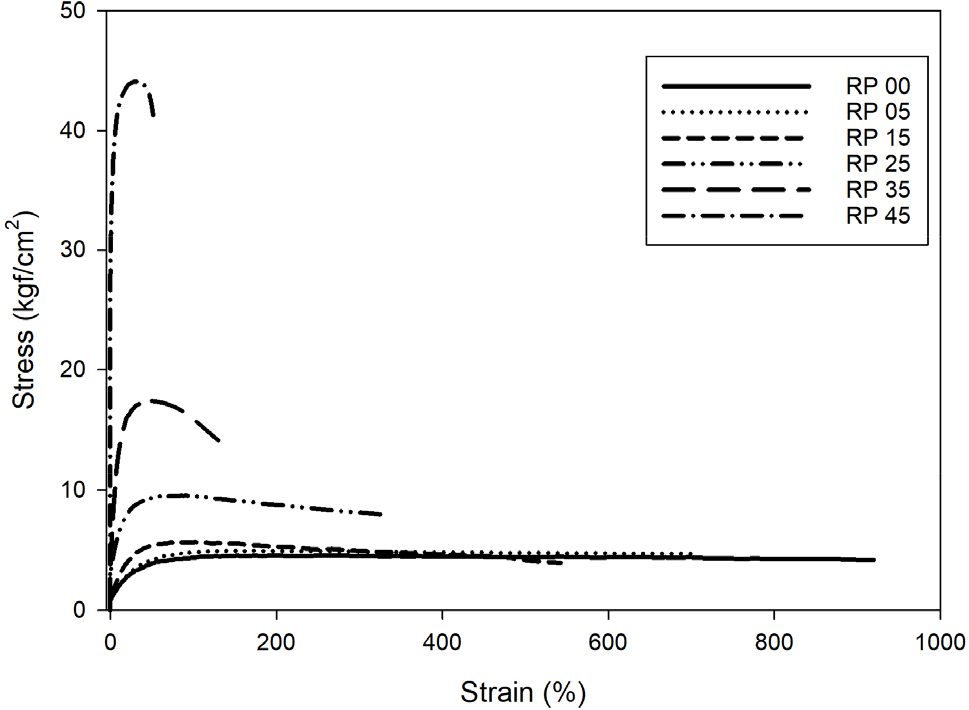
Fig. 3 shows the curing curves of the normal pressure foams of NBR/PLA blend composition at 170 °C. It shows the influences of PLA content on the curing characteristics of the NBR/PLA foams.
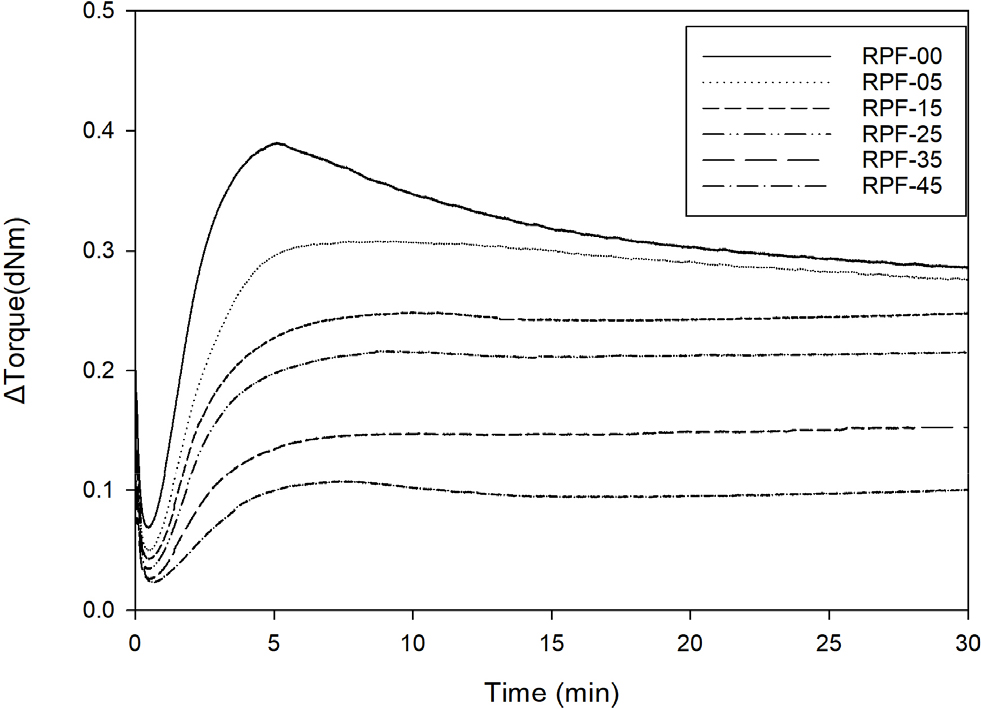
Table 4 shows the cure behaviors of the normal pressure foams of NBR/PLA blend composition. It can be seen that the scorch time, which measures the incipient vulcanization of rubber, appear at around 1 min for all samples. The optimum cure time of RPF-00 sample appear at 3.5 min. And optimum cure times of NBR/PLA blend composition increase with increase of the added PLA amount. On contrary, the torque differences gradually decrease with increase of the added PLA amount. In general, the improvement in the torque values is usually related to the increase in cross-linking density. Therefore it can be estimated that the crosslink densities of the blends, which are an important parameter to prepare uniform cell structure during the blowing process as well as to present a good performance, are considerably reduced as the added amount of the PLA increases.
Table 4.
Cure behaviors of the normal pressure foams of NBR/PLA blend composition.
Fig. 4 shows morphologies on the cross section of the normal pressure foam of NBR/PLA blend composition which include different PLA contents from 0 to 45 %. As the PLA content ratio increases, size of cells decreases, and the walls between the cells become thicker. This is because, as the PLA content increases, the viscosity of composite increases, which limits the expansion of the cells. This tendency affects the hardness and density of foams.
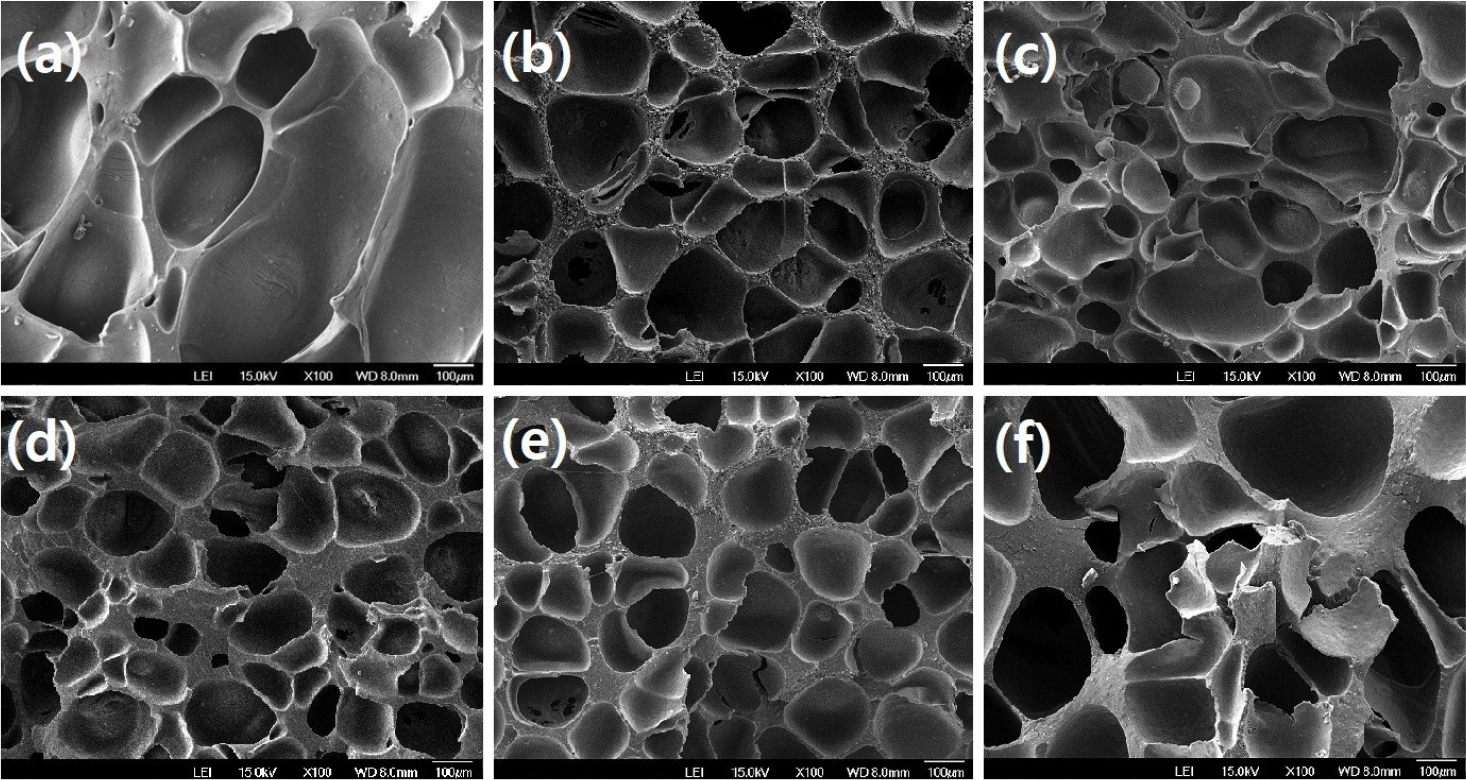
Table 5 shows hardness and density of uncrosslinked NBR/PLA blend composition. According to PLA content, hardness of composition varies between 26 and 79. Specific gravity of the composition varies from 0.357 to 0.597 depending on the PLA content.
Table 5.
Hardness and density of normal pressure foam of NBR/PLA blend composition.
| Materials | RPF-00 | RPF-05 | RPF-15 | RPF-25 | RPF-35 | RPF-45 |
| Hardness (type A) | 26 | 29 | 32 | 48 | 62 | 79 |
| Density (g/cc) | 0.357 | 0.383 | 0.390 | 0.445 | 0.531 | 0.597 |
Fig. 5(a) shows the hardness of the normal pressure foam of the NBR/PLA blended composite. This shows increases in the hardness as the PLA content ratio increases, indicating a sharp change from 25 wt% or higher. The 25 wt% of PLA content ratio shows a 14 % increases in the hardness, compared to 15 wt%.
Fig. 5(b) shows the specific gravity of the normal pressure foamed foam of the NBR/PLA blended composite. This shows increases in the specific gravity as the PLA content ratio increases, indicating a sharp change from 25 wt% or higher. The 25 wt% of PLA content ratio shows 10 % increases in the specific gravity, compared to 15 wt%. This allows determining that the PLA content ratio of 25 wt% or more in the NBR/PLA blended composite has a significant impact on properties changes.
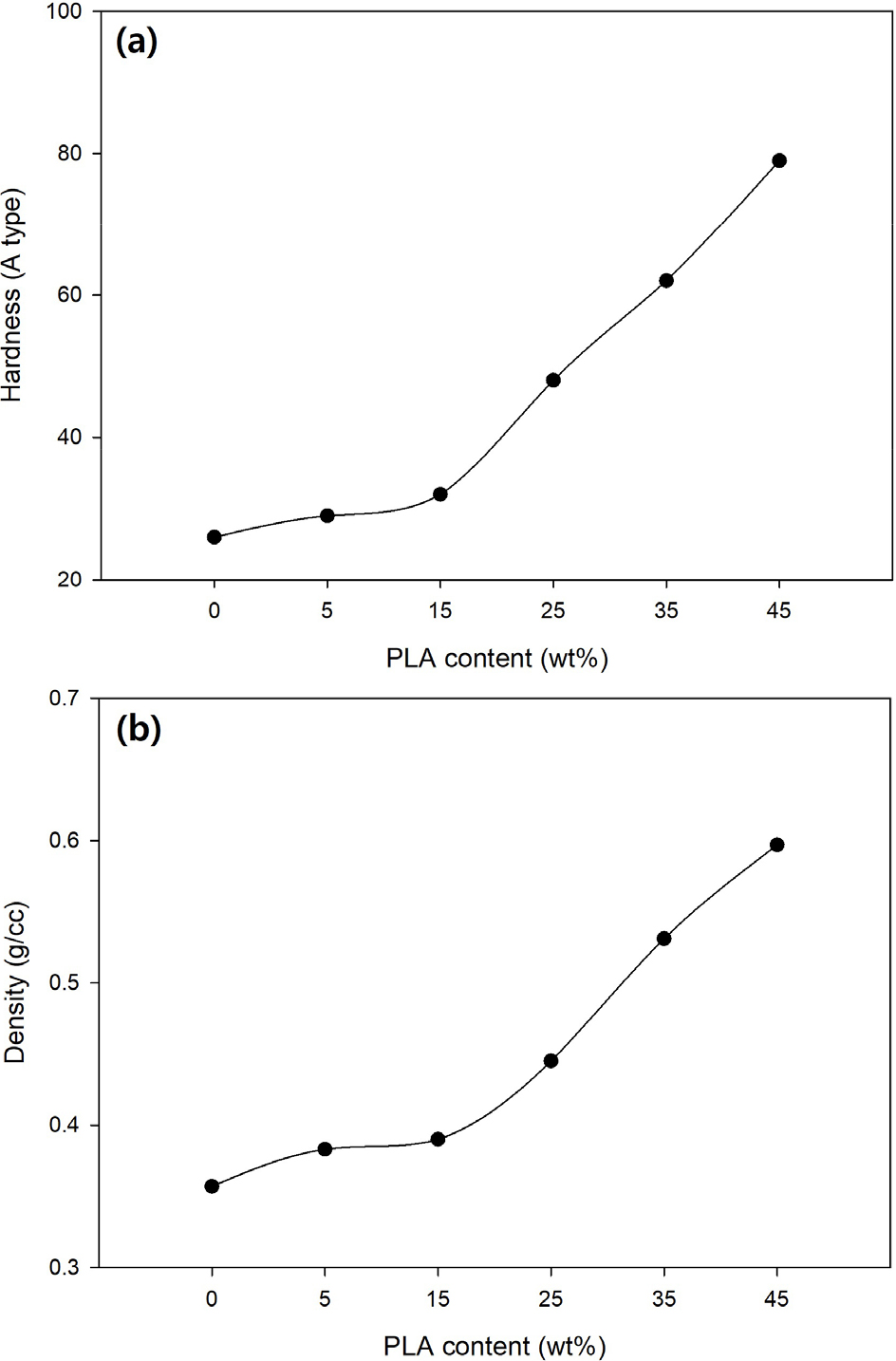
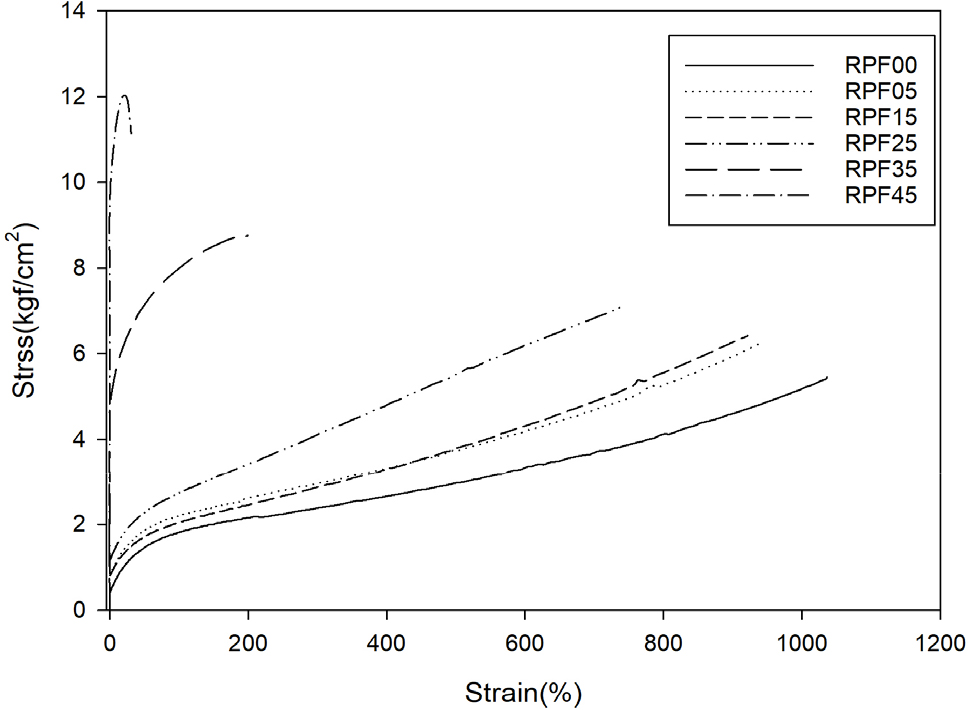
Fig. 6 shows the S-S curve of the normal pressure foaming foam of the NBR/PLA blended composite. Similar to the NBR/PLA uncrosslinked sheet properties, the normal pressure foaming foam shows a similar tendency. It can be seen that the tensile strength increases, and the elongation rate decreases with the PLA content ratio increase: The tensile strength increased by 15~112 %, and the elongation rate decreased by 9~98 %. Specifically, for the application of 35 % of PLA, the elongation rate decreased by about 70 % compared to 25 % of PLA, and the tensile strength increased rapidly. Compared to the previous experiment, it can be seen that for NBR/PLA normal pressure foaming composite, the elongation rate is significantly improved compared to the blended composite. This is judged to be the result of the formation of a stable foam cell by combining via the cross-link between the PLA and the NBR
4. Conclusion
In this study, the mechanical properties changes by the blending of NBR and PLA, which are eco-friendly biodegradable materials, were investigated. Also, the mechanical properties changes were studied by forming NBR/PLA blended foam under atmospheric conditions. The content ratios of PLA applied to the NBR/PLA blended composite were 5 wt%, 15 wt, 25 wt, 35 wt, and 45 wt%.
The blending of NBR/PLA increased hardness and specific gravity by 19~113 % and 1~12 %, respectively, as the PLA content ratio increased.
The tensile strength of the NBR/PLA blend tended to increase as the PLA content ratio grew, and the elongation rate showed the opposite tendency. Particularly, the tensile strength increased rapidly to between 110 and 870 % from over 25 wt% of the PLA content ratio.
In the case of NBR/PLA normal pressure foaming composite, the hardness and specific gravity were lower than blending because the foaming occurred, but the tendency was similar as the PLA content ratio increased. Specifically, applying a 25 wt% of the PLA content ratio confirmed a sharp increase in the hardness and specific gravity.
The tensile strength of NBR/PLA normal pressure foaming composite increased as the PLA content ratio rose, and the elongation rate tended to decrease. Especially when the PLA content ratio was applied at 35 wt%, the elongation rate decreased by about 70 % compared to the PLA content ratio of 25 %.
For NBR/PLA normal pressure foaming composite, it was found that rapid changes in mechanical properties occurred at 35 wt%. The rapid change in mechanical properties at a PLA content ratio of 25 wt% is differentiated from the PLA/EVA blend, which is judged as the result of the mitigation of the brittleness properties caused by PLA at normal pressure foaming. In particular, the hardness and specific gravity of the NBR/PLA blended composite decreased due to the normal pressure foaming, and the elongation rate of the NBR/PLA normal pressure foaming composite with 25 wt% of the PLA proportion rate was significantly improved. Through this study, changes in the foam characteristics of the NBR/PLA composite were confirmed when PLA was applied by content. It is expected that normal pressure foaming using PLA can be applied to many applications, replacing the existing petroleum-based foam.
