

1. Introduction
Nickel oxide is mostly used in the production of stainless and alloy steels. There are two types of commercial nickel oxide, Nickel (II) and Nickel (III) oxides. Nickel (II) oxide is the chemical compound with the formula NiO and is referred to green nickel oxide whereas Nickel (III) oxide is known as the one with the formula Ni2O3 and referred to black nickel oxide. The green nickel oxide is notable as being the only wellcharacterized oxide of nickel, whereas the black nickel oxide is not well characterized.1) Nevertheless, the black nickel oxide is used worldwide as a standard for many special applications due to its high purity and strong reactivity given by its high surface area. Further, the unique combination of properties allows the black nickel oxide to be used in the production of special hydrodesulphurization catalysts, and for glass frits in porcelain enamel to develop colors in glass.2)
The hydrogen reduction of nickel oxides has been extensively studied over past decades and many results of kinetic, mechanistic and thermodynamic analyses have been reported.3-18) In these reports including the previous study18) by the present authors, all the research works have been carried out using green nickel oxides, and none is about black nickel oxides. In this study, therefore, the hydrogen reduction behavior of the black Ni oxide powder was investigated using the same batch-type fluidized-bed reactor that used in the previous study18) for the green nickel oxide. In order to reduce the oxygen content in the powder below 1 % without a sticking problem which leads to defluidization, a proper tempera- ture and a residence time for a stable fluidized-bed operation are established. In addition, the specific gas consumption rate (i.e. the volume amount (Nm3) of hydrogen gas used to reduce 1 ton of nickel oxide) is also determined. Avrami model is also applied to this study as was done with the green nickel oxide in the previous study.18) The Avrami equation is expressed as follows,(1)
where “X” is the fractional conversion at time “t”, “k” is an overall rate constant and “m” is an exponent whose value depends on grain geometry and reaction rate control mechanism.
2. Experimental
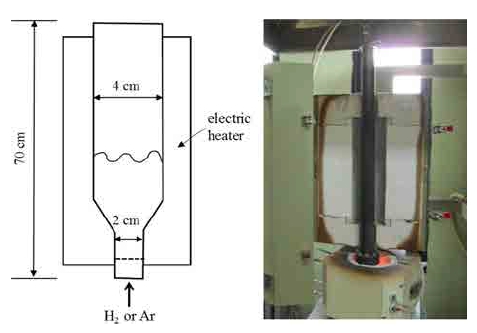
A commercial black nickel oxide ore (79 wt% Ni) from Vale company was used in this study, and the chemical composition obtained by XRF (XRF-1700, SHIMADZU, Japan) is given in Table 1, along with that of the green one used in the previous study.18) The nickel oxide powder was reduced by hydrogen gas using a batch-type fluidized-bed reactor in the temperature range from 350 to 450 °C and in the residence time range from 5 to 120 min. The sample amount was 75 g. Unless the total amount used is important, the flow rate of hydrogen gas (as a fluidizing medium and a reductant) was fixed at 6 L/min, corresponding to the superficial gas velocity of 0.32 Nm/s, about 4 times the minimum fluidizing velocity. The schematic diagram and the photograph of experimental apparatus are shown in Fig. 1. The fluidized bed reactor, of which inner diameter is 0.02 m, is made of SUS 310 and Ar gas is used as an inert gas until the nickel oxide powder was preheated to a targeted temperature. After every experiment, the specimen was taken out of the fluidized bed reactor and then was characterized by X-ray diffraction (XRD, D/Max 2500, Rigaku, Japan) and scanning electron microscopy (SEM, S-2400, HITACHI, Japan). The fractional conversion was identified by EDAX.
Table 1
Composition (wt%) of the black and the green Ni oxide powders used in the study.
| NiO | SiO2 | MgO | MnO | Fe2O3 | Co2O3 | |
|---|---|---|---|---|---|---|
| Black Ni oxide | 96.36 | 0.41 | 0.29 | 1.02 | 0.33 | 0.86 |
| Green Ni oxide18) | 99.38 | 0.16 | 0.14 | 0.11 | 0.07 | 0.05 |
3. Results and Discussion
Many previous investigations,7,13,15,18) have reported a sintering phenomenon (pore blocking or particle agglomeration) during the hydrogen reduction at high temperatures. This phenomenon was also observed in this study of the black nickel oxide, and the boundary temperature (i.e. the maximum temperature in which nickel oxide particles can be reduced without agglomeration) seems to be about 420 °C. As confirmed in Fig. 2, agglomerated particles are clearly observed from 435 °C. This temperature is lower than that observed from the green nickel oxide, it was around 600 °C.18) This low temperature sintering may be ascribed to the high contents of impurity and gangue in the black nickel oxide as shown in Table 1. Figs. 3 and 4 show the XRD patterns of the reduced nickel products after hydrogen reduction in the fluidized-bed reactor. As seen in the figures, nickel oxide in the black nickel ore is almost completely reduced to Ni metal at 420 °C in 60 min. One thing to be noted is the formula of nickel oxide in the black nickel oxide ore. The formula is known as Ni2O3 (see Table 1), but in this study, only NiO one was detected by XRD as shown in Fig. 3. The explanation for this discrepancy is out of the scope of this study, requiring further rigorous investigations. Meanwhile, the black nickel oxide has more impurities than the green one as can be seen in Table 1, but the impurity amounts are very small and all the oxide components except Fe2O3 in the black nickel oxide are not expected to be reduced prior to nickel oxide thermodynamically. In addition, only the reduction stage of Fe2O3 to Fe3O4 can take place, but the series reduction of Fe3O4 to FeO and then to Fe is not possible as far as the nickel oxide exists. Therefore, the effects of the reduction of all other oxide impurities on the reduction kinetics would be mimal.
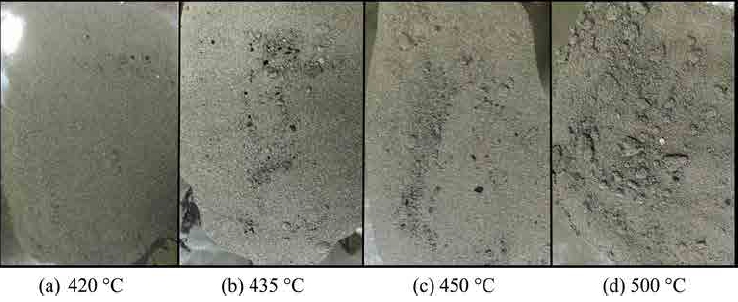
Fig. 2
Reduced black nickel oxide powders after the hydrogen reduction in the fluidized-bed reactor at various temperatures (at 60 min of residence time and at 6 L/min of H2 flow rate).
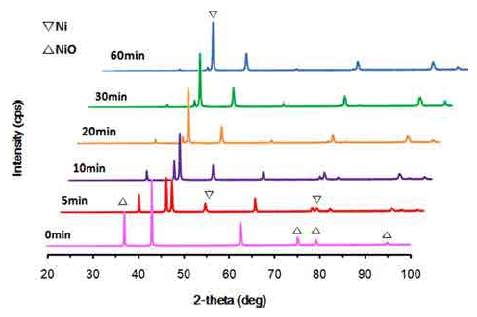
Fig. 3
Variation of XRD patterns for the products with respect to the hydrogen reduction time in the fluidized-bed reactor at 420 °C.
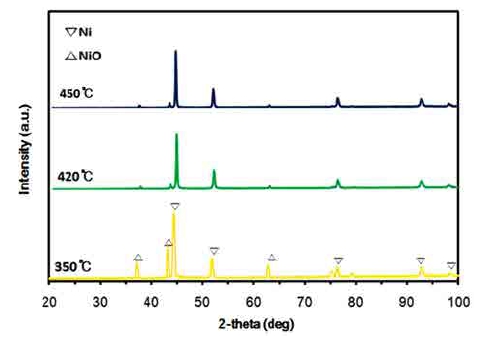
Fig. 4
XRD patterns of the products after the duration of 60 min of hydrogen reduction in the fluidized-bed reactor in the temperature range of 350-450 °C.
Several attempts of curve fitting were made to obtain a rate expression suitable for the hydrogen reduction of the black nickel oxide ore in the fluidized bed. Like the previous study18) for the green nickel oxide ore, the Avrami model provided the best fitting as seen in Fig. 5. Although there is no clear physical interpretation of the Avrami exponent “m”, it was known to be originally held to have a value between 1 and 4 reflecting the nature of the transformation in question.19) It has become, however, customary to regard it as an adjustable parameter that may be non-integral, and can be less than 1 in certain cases such as rapid super-cooling20) and crystallization just on a film.21) In the fluidized bed, unlike in fixed and moving beds, particles move in all direction (jumping up, falling down, whipping back wall, and so on) within the reactor. In fluidized bed reactors, therefore, the heat and mass transfer rates between gas and solid particles are high and the rapid mixing of solid leads to isothermal conditions throughout the reactor.22) This mixed movement can affect the kinetics of the hydrogen reduction behavior of nickel oxide particles. As temperature increased from 350 °C, the reaction rate decreased, especially at a higher temperature than 420 °C. This decrease can be ascribed to the sintering phenomenon which leads to a decrease in the area of reactive site in particles as already mentioned. Fig. 6 shows SEM images of the black nickel oxide powder before the hydrogen reduction and after the duration of 30 min of hydrogen reduction in the fluidized-bed reactor at 350 °C, 420 °C and 450 °C. As shown in the figure, the raw black nickel oxide particles are not porous. After the duration of 30 min of hydrogen reduction, a large number of micropores were observed on the surface of the particles. As the temperature increased, the number of micro-pores decreased but their size increased, especially when the temperature is as high as 450 °C, indicating a substantive decrease in the reduction reactivity due to the sintering. Fig. 7 shows SEM images of the black nickel oxide powder after 90 min of hydrogen reduction in the fluidized-bed reactor at 350 °C, 420 °C, 450 °C and 500 °C. The results obtained after the duration of 90 min of hydrogen reduction are not much different from those after 30 min, and this is because the reduction was almost finished in the duration of 30 min. A serious aspect of the sintering was observed in the hydrogen reduction at 500 °C as shown in Fig. 7(h).
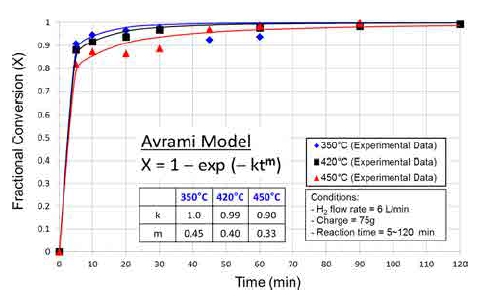
Fig. 5
Variation of fractional conversion with respect to the hydrogen reduction time of the black nickel oxide in the fluidized-bed reactor at various temperatures.
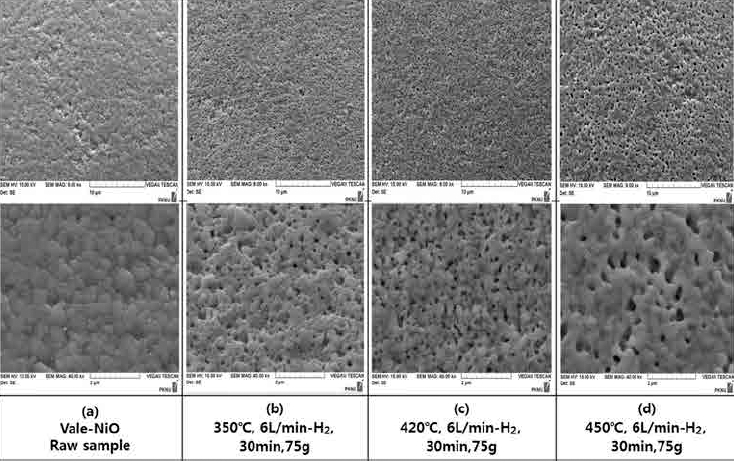
Fig. 6
SEM images of the black nickel oxide before the hydrogen reduction and after the duration of 30 min of hydrogen reduction in the fluidized-bed reactor at various temperatures.
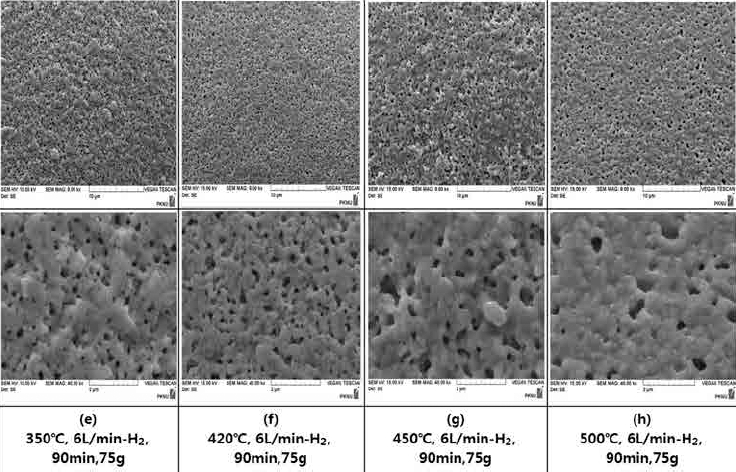
Fig. 7
SEM images of the black nickel oxide after the duration of 90 min of hydrogen reduction in the fluidized-bed reactor at various temperatures.
The hydrogen reduction behavior of the black nickel oxide was somewhat different from that of the green one. For the black nickel oxide, the maximum temperature (below which nickel oxide particles can be reduced without any agglomeration) was significantly lower than that observed from the green nickel oxide. In addition, the best curve fittings of Avrami model were obtained at higher values of the overall rate constant “k” and at lower values of the exponent “m” compared to the green one, as seen in Fig. 8. It may be inferred from these results that the hydrogen reduction rate of the black nickel oxide is faster than that of the green one in the early stage but the situation is reversed in later stages.
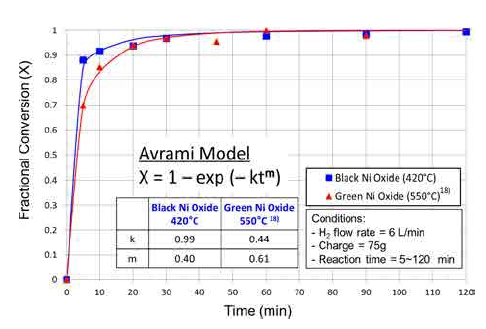
Fig. 8
Comparison of the hydrogen reduction behavior between the black and the green nickel oxide ores.
Main objective of this research is to obtain optimal operational conditions which could be effectively used in a commercial operation of a fluidized-bed reactor for the hydrogen reduction of black nickel oxides. According to the experimental results of this study, it is concluded that 420 °C is one of the highest limit of temperature and 60 min is the lowest limit of resident time. Another important condition is the specific gas consumption rate, i.e., the volume amount (Nm3) of hydrogen gas used to reduce 1 ton of nickel oxide ore. The optimum gas consumption rate for the black nickel oxide was found to be 4,000 Nm3/ton-Ni ore whereas the value for the green nickel oxide was 5,000 Nm3/ton-Ni, as shown in Fig. 9. The data used in this figure were obtained at 420 °C. Compared to the green nickel oxide,18) a high degree of the fluidized-bed reduction could be achieved at lower temperatures and at lower gas consumption rates, in spite of the low temperature sintering. In this regard, the use of the black nickel oxide is expected to allow a benefit if its ore price is sufficiently lower than that of the green one.
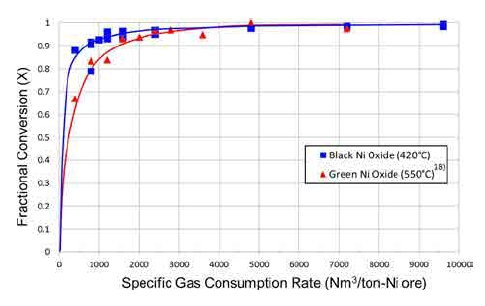
Fig. 9
Variation of the fractional conversion with respect to the specific gas consumption rate for the hydrogen reduction of the black nickel oxide ore in the fluidized-bed reactor, compared with that of the green nickel oxide ore.18)
4. Conclusion
The hydrogen reduction of a commercial black nickel oxide ore (79 wt% Ni) from Vale company was studied using a batch-type fluidized-bed reactor in the temperature range from 350 to 450 °C and in the residence time range from 5 to 120 min. The hydrogen reduction behavior of the black nickel oxide was somewhat different from that of the green ones. For the black nickel oxide, the maximum temperature (below which nickel oxide particles can be reduced without any agglomeration) was significantly lower than that observed from the green nickel oxide. In addition, the best curve fittings of Avrami model were obtained at higher values of the overall rate constant “k” and at lower values of the exponent “m” compared to the green one. It may be inferred from the results that the hydrogen reduction rate of the black nickel oxide is faster than that of green one in the early stage but the situation is reversed in later stages.
The objective of this study is to obtain experimental data which could be effectively used in a commercial operation of a fluidized-bed reactor for the hydrogen reduction of black nickel oxides. In this study, it is concluded that 420 °C is the high limit of temperature and 60 min is the lowest limit of resident time. In addition, the minimum specific gas consumption rate needed for the complete reduction of the black nickel oxide was found to be 4,000 Nm3/ton-Ni ore whereas that for the green nickel oxide was 5,000 Nm3/ton-Ni ore.
