

1. 서 론
전기 자동차(EV)와 에너지 저장 시스템(ESS)에 대한 지속적인 수요 증가를 통해 배터리 소재 개발에 대한 폭 발적인 성장이 이루어지고 있다. 특히 2050년까지 탄소 제로(zero)를 목표로 하는 유럽 연합(EU)의 주도적인 흐 름과 함께 많은 기업들이 친환경 소재, 특히 배터리 소 재 개발에 집중하고 있다. 배터리를 구성하고 있는 양 극, 음극, 분리막, 전해질 중 가격 경쟁력과 에너지 밀 도를 높이기 위해서는 양극 소재에 대한 개발이 가장 필 수적인 상황이다. LiCoO2 (LCO)는 휴대폰과 같은 소형 기기에 사용되는 리튬이온 배터리로 대표적인 양극 소 재이지만, 독성 물질인 Co와 비싼 가격, 낮은 에너지 밀 도로 인해서 LCO를 대체할 수 있는 Li(NixCoyMn1-x-y)O2 (NCM)이 연구되었다. NCM은 Ni, Co, Mn으로 층상 구 조를 이루는 삼원계 화합물이며, 높은 용량과 안정성을 가지고 있다. 특히 Ni 함량을 증가시킴에 따라 Ni 이온 이 Li 이온의 산화수 변화를 더 많이 관여하면서 높은 용량을 가질 수 있다.1,2) 최근에는 전기차의 긴 주행거 리(400 km 이상)를 달성하기 위해 80% 이상의 Ni 함 량을 증가시킨 Ni-rich NCM 연구가 이루어지고 있다. Ni-rich NCM은 높은 에너지 밀도를 가지지만, 용량 유 지율의 급격히 감소로 인해 안정성 문제가 대두된다. Nirich NCM에서의 용량 감소는 충방/전 중 급격한 부피 변화로 인한 결정구조 수축, 산소 방출, 비활성 Ni4+ 생 성, 전이금속 용출, 양이온 혼합 등으로 인하여 발생된 다.3-5) 이러한 문제점을 보완하기 위해 Al을 통한 NCA, NCMA가 개발되었는 데, Al은 충방/전 동안 비활성 원 소로써 구조 내에서 기둥과 같은 역할을 하면서 구조가 붕괴되는 것을 막아줄 수 있다. 따라서 높은 안정성을 가진 Ni-rich NCM 합성을 위해 코발트 함량을 줄이거 나 Mn을 제외한 NCA, NCMA가 개발되었다.6-11) 또한 Ni-rich NCM의 낮은 용량 유지율 문제점을 개선하기 위 해 활물질 내에 도핑 또는 코팅이 이루어진다. 일반적 으로 도핑의 효과는 Al과 같이 구조내에서 기둥 역할을 통해 구조적 안정성을 제공하거나 Li 이온의 이동을 도 와주면서 율속 능력을 향상시킨다. 코팅은 입자 표면에 보호 층을 형성하여 전해액과의 부반응을 막아주면서 입 자 표면을 안정시키게 된다. 도핑 원소로는 충/방전 과정 동안 비활성 원소인 B3+, Al3+, Mg2+, Ti4+, Zr2+, Sn4+ 이 주로 사용되고 코팅재로는 Li 이온의 전도성을 향상시 키거나 전해질과의 반응을 보호할 수 있는 Al2O3, ZnO, Li2TiO3, Li2SiO3, 등이 사용된다.12-20)
본 연구에서는 Co, Mn의 함량을 ~ 1 mol%로 최대로 낮추고, 공침 시에 1mol%의 Al을 넣어 Ni0.97Co0.01Mn0.01 Al0.01(OH)2를 합성하였다. 이후 리튬 소스와 각각의 도핑 물질이 첨가된 혼합물들의 열처리를 통해 Li(Ni0.97Co0.01 Mn0.01Al0.01)O2 (NCMA) 및 도핑된 NCMA를 성공적으 로 합성하였다. 그리고 합성된 NCMA 샘플들의 변화된 형상 및 구조 특성을 SEM 및 XRD를 통해 분석하였 다. 실제로 변화된 형상과 구조가 수명과 율속 능력에 어떻게 영향을 끼치는 지 알아보기 위해 전기화학테스 트를 진행하였다. 주석의 경우, 도핑이 쉽게 일어나지 않 고 표면에 산화물 코팅층을 형성하며, 보론의 도핑시 NCMA의 구조 안정성이 향상되고 및 저속 충방전에서 의 장점을 가짐을 확인하였다. 결과적으로 침입형 자리 로 도핑 된 붕소는 용량 유지율을 향상시키며, NCMA 의 수명을 향상시킬 수 있었다.
2. 실험 방법
Ni0.97Co0.01Mn0.01Al0.01(OH)2 전구체를 합성하기 위해 공 침법이 사용되었다. 교반기에 2 M의 암모니아수(Samchun Chemical, Korea)를 채우고 1.5M 농도를 가진 NiSO4· 6H2O, CoSo4·7H2O, MnSO4·H2O, Al2(SO4)3 (Samchun Chemical, Korea)를 Ni:Co:Mn:Al = 97:1:1:1 몰 비율로 전이금속 용액을 만들어 5 L의 교반기 내에 일정한 속 도로 주입하였다. 4 M 수산화나트륨(Samchun Chemical, Korea) 용액과 14.8 M의 암모니아수는 각각 pH 조절 및 전구체의 OH- 형성과 착화제 형성을 위해 전이금속과 일정한 비율로 주입하였다. 교반기를 밀봉한 후에 금속 이온의 산화를 막기 위해 1시간 동안 질소 가스를 흘 려주어 질소 분위기를 형성하였다. 이후 일정한 구형도 를 가진 전구체를 얻기 위해 20시간 반응과 pH 12.1을 유지하였다. 반응하는 동안의 온도는 48 °C, 교반 속도 는 800 RPM으로 교반하였으며, 반응 이후에는 여과 장 치를 통해서 침전물 내의 Na+와 SO42-를 제거하였다. 얻 어진 전구체는 80 °C의 오븐에서 하루 동안 건조되었다. 이후 전구체는 1.05 %의 수산화 리튬(JUNSEI Chemical) 과 균일하게 혼합하고 400 °C에서의 pre-heating 이후에 720 °C에서 12시간 동안 열처리를 진행하였다. 도핑하기 위해서 H3BO3 (Samchun Chemical, Korea), Sn metal (Sigma-Aldrich)을 각각 전구체 대비 1 mol%씩 그리고 동시에 1 mol%씩을 전구체, 수산화 리튬과 골고루 섞 어주면서 같은 조건으로 열처리를 진행하였다.
이후 기존의 NCMA (P-NCMA), 붕소가 들어간 NCMA (B-NCMA), 주석이 들어간 NCMA (S-NCMA) 그리고 붕소와 주석이 동시에 들어간 NCMA (BS-NCMA)를 얻은 후에 골고루 갈아주었다. NCMA 활물질들(active materials)은 도전재(Denka black)와 바인더(polyvinylidene fluoride, PVDF)를 8:1:1의 중량비로 섞어주었다. 이후 잘 혼합된 슬러리는 알루미늄 포일 위에 일정한 두께로 잘 도포되었고, 120 °C의 오븐에서 하루 동안 진공 건조하 였다. 이후 전극 내의 기공을 줄이기 위해 전극을 일정 한 두께로 롤 프레스를 진행한 후 아르곤이 채워진 글 러브 박스에서 2032 코인 셀(CR2032, Wellcos)을 제작 하였다. 상대전극으로는 순수한 리튬 칩이 사용되었고, EC (ethylene carbonate) : DMC (dimethyl carbonate): EMC (ethyl methyl carbonate)가 1:1:1 (v/v, PanaxEtec) 로 혼합된 용매에 1M의 LiPF6가 섞인 유기 전해액이 사용되었다. 제작된 코인 셀은 전해액이 충분히 전극 내 로 들어가도록 충분한 시간을 가진 후에 25 °C에서 전 기 화학 테스트를 진행하였다(WBCS 3000L, WonA Tech). 각각의 NCM 샘플들의 미세 구조는 Cu-Kα (λ = 1.5411Å) 가진 XRD (BRUKER, D8 ADVANCE)를 통해 분석되었다. NCMA의 알맞게 합성된 조성을 알 기 위해서 ICP (OPTIMA 7300DV, Perkin-Elmer)가 사용되었다. 각 NCMA의 입자의 형상과 크기 분포는 각각 FE-SEM (CLARE, TESTAN)와 PSA (LS 13 320, Beckman coulter)를 통해 측정되었다.
3. 결과 및 고찰
Fig. 1은 NCMA 전구체의 사이즈 분포 및 전구체와 합성된 활물질 NCMA 샘플들의 SEM 이미지다. 먼저 Fig. 1(a,b)에서 전구체의 평균 입자 크기는 15.91 μm이 며 구형의 2차 입자를 보여주었다. Fig. 1(c)에서는 합 성된 P-NCMA의 구형의 2차 입자가 등축형을 가진 1 차 입자들로 잘 응집된 것을 알 수 있다. 그리고 붕소가 들어간 Fig. 1(d,f)에서는 기존의 문헌과 동일하게 긴 막 대 모양의 1차 입자로 형성되었다. 이는 붕소가 NCMA 의 결정 구조에 영향을 끼치면서 1차 입자의 모양을 변 화시키기 때문이다.12,13,21,22) 주석은 Fig. 1(e)에서 NCMA 에 도핑 되었지만 큰 차이점을 나타내지는 않았다. 대 신 P-NCMA에 비해 표면에 불순물로 보이는 작은 알 갱이들이 분포함을 알 수 있다. 합성된 NCMA가 알맞 은 조성으로 합성되었는지 알아보기 위해 ICP를 통해 분 석하였다. Table 1에서는 Co와 Mn 뿐만 아니라 Al이 1 %로 들어간 알맞은 조성으로의 NCMA가 합성된 것을 확인하였다.
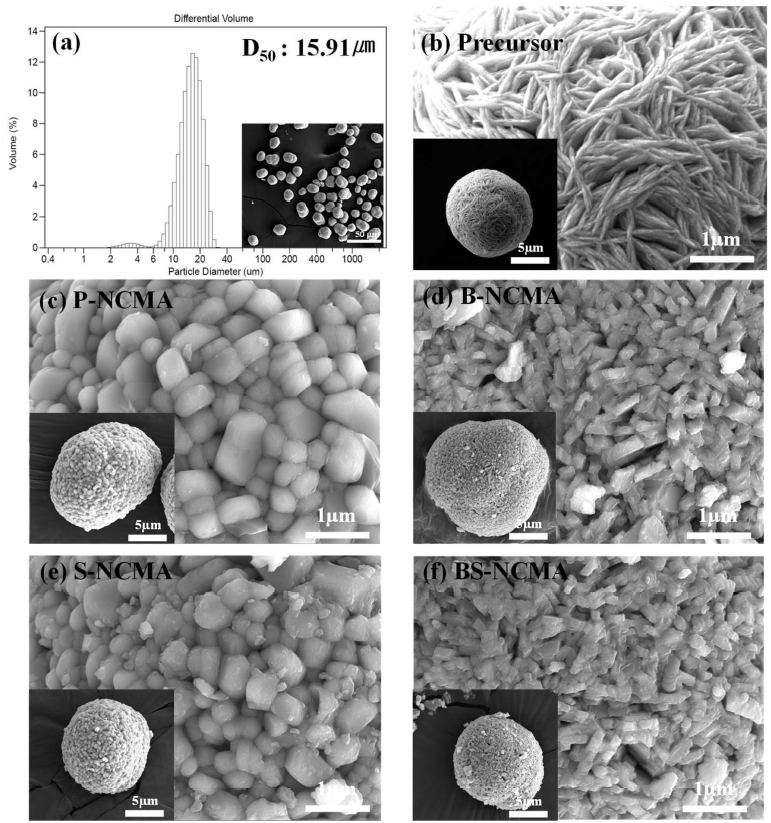
Fig. 1
(a) size distribution of NCMA precursor a nd SEM images o f (b) NCMA p recursor ( c) P -NCMA, (d) B -NCMA, (e) S -NCMA, and (f) BS-NCMA samples.

각각의 샘플들의 결정 구조를 확인하기 위해 X-ray diffraction (XRD)를 통해 구조분석이 수행되었다. Fig. 2 에서 각 샘플 모두 Rm space group을 가지는 층상형의 구조(α-NaFeO2)로 합성되었다. 붕소와 주석이 도핑 된 샘플에서는 다른 부가 픽을 보여주지 않으며 이차상이 형성되지 않았음을 확인할 수 있다. 그리고 XRD에서 (006)/(102)와 (018)/(110) 픽의 분리된 정도는 결정구 조가 얼마나 잘 배열이 되어있는지 알 수 있다.23,24) PNCM에서 가장 큰 분리된 픽을 보여주면서 층상구조가 가장 잘 형성되었다. 확대된 (003)면의 그림에서 붕소가 도핑 된 B-NCM, BS-NCM의 픽 강도가 줄어든 것을 확인할 수 있는데 이는 SEM에서 확인한 것과 같이 붕 소 도핑을 통해 (003)면의 성장이 억제되면서 1차 입자 가 긴 막대 모양을 형성한 것과 일치한다.
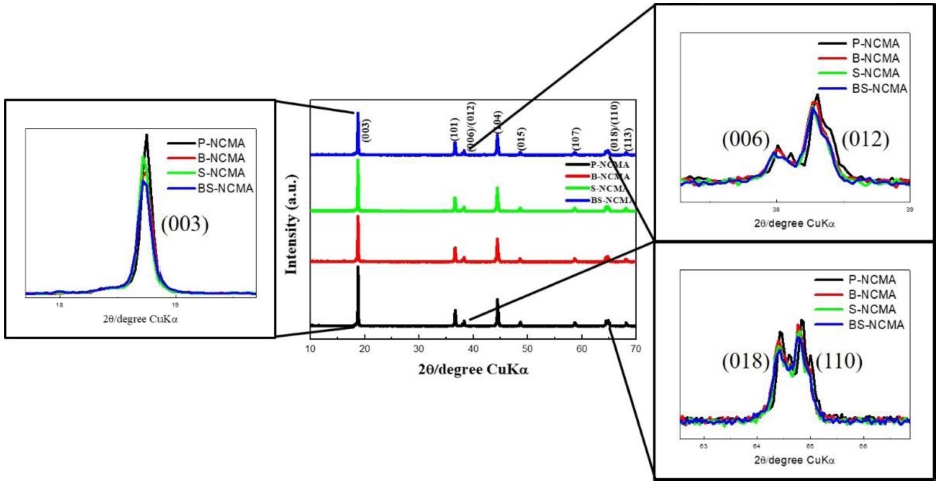
양이온 혼합도를 추정하는 I003/I104 비율은 1.2값에 가 까울수록 높은 양이온 혼합을 나타낸다. P-NCAM과 각 각의 도핑된 샘플들은 Table 2에서 모두 높은 값을 보 여주면서 양이온 혼합이 덜 일어났음을 알 수 있다. 대 신 붕소가 도핑된 B-NCMA과 BS-NCMA에서 상대적으 로 낮은 값을 나타내면서, 긴 막대모양으로의 1차 입자 형성이 (003)면의 픽 강도를 줄인 것을 알 수 있다. 이 와 관련하여 (003)면의 결정성을 나타내는 반가폭(FWHM) 은 B-NCMA과 BS-NCMA이 상대적으로 높은 값을 가 지면서 낮은 결정성을 보여주었다. 이는 앞서 언급한 것 과 동일하게, 붕소가 도핑된 샘플의 경우 a 또는 b축방 향으로 성장하면서 상대적으로 c축 방향으로의 결정 성 장은 줄어들었기 때문이다.

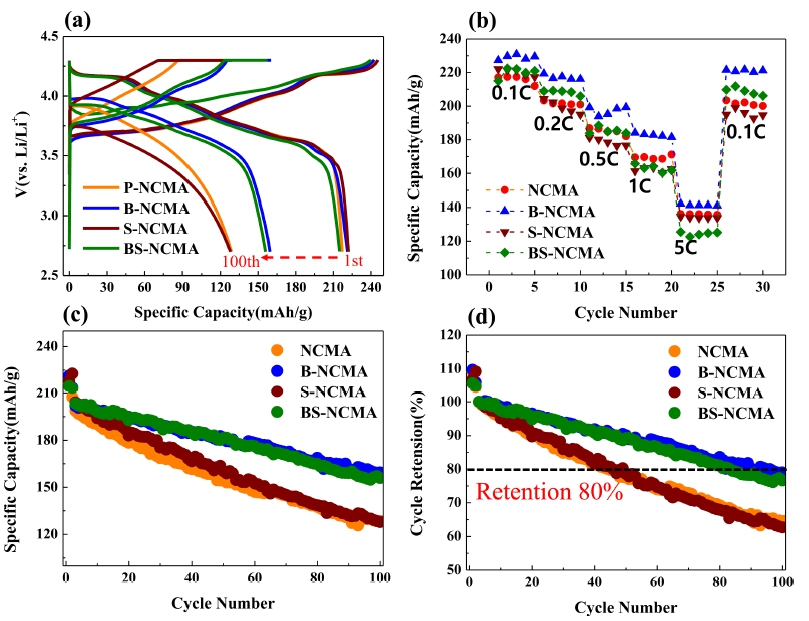
각각 샘플의 초기 용량과 용량 유지율을 Fig. 3에 나 타냈다. 충/방전 전류밀도는 1 ~ 2 cycle에서 20mA/g, 정전류로, 3 ~ 100 cycle은 200 mA/g, 정전류-정전압으 로 실험을 진행하였다. Fig. 3(a)에서 P-NCMA는 216.6 mAh/g을 가지며 초기 높은 용량을 나타냈지만 B-NCMA, S-NCMA에서 각각 221.4, 217.9 mAh/g을 나타내며 더 높은 초기 용량을 보여주었다. 대신 BS-NCMA에서는 높 은 불순물의 농도로 인해 P-NCMA에 비해 감소된 214.8 mAh/g의 초기 용량을 나타냈다. 뿐만 아니라 붕소와 주 석 도핑은 전해액의 활성화를 감소시키면서 초기 저항 을 증가시키며 초기 급격히 전압을 상승시킨 것으로 보 인다. 100 cycle 이후 P-NCMA와 S-NCMA는 급격한 용량 감소를 가졌지만, 붕소가 첨가된 B-NCMA와 BSNCMA에서 확연히 향상된 용량을 보였다. Fig. 3(b)에 서는 각 샘플들의 각각 다른 전류 밀도에서의 율속 능 력을 평가하였다. B-NCMA는 모든 C-rate 구간에서 PNCMA보다 증가된 용량을 보여주었으며, 이후 다시 0.1 C로 회복할 때에도 높은 용량을 유지하였다. S-NCMA 는 초기 0.1 C에서 P-NCMA에 비해 높은 용량을 보 여주었지만, C-rate가 증가할수록 빠른 용량 감소를 보 여주었다. 대신 1 C, 5 C에서 가장 적은 용량 감소를 보여주면서 더 높은 C-rate에서의 장점을 가졌다. BS-NCMA는 C-RATE가 증가할수록 가장 빠른 용량 감소 를 보여주면서 낮은 C-rate 특성을 보여주었지만, 다시 0.1 C로 회복할 때 가장 큰 회복률을 보여주면서, 낮은 Crate에서의 장점을 보여주었다. Fig. 3(c,d)에서 100 cycle 이후에 주석이 도핑 된 S-NCMA가 58%로 가장 낮은 용량 유지율을 보여주었으며, P-NCMA 역시 59 %로 낮 은 용량 유지율을 보여주었다. 붕소가 도핑 된 B-NCMA 와 BS-NCMA는 P-NCMA보다 향상된 용량 유지율을 보여주며 각각 79 %, 76.6 %를 보여주었다.
4. 결 론
본 연구에서 Al2(SO4)3를 사용하고 Co의 함량을 ~ 1% 까지 줄인 Ni-rich NCMA를 성공적으로 합성하였다. 그 리고 NCMA에 붕소와 주석을 도핑 된 각각의 샘플들 은 변화된 형상과 결정 구조를 가졌다 특히 붕소를 도 핑 했을 때 긴 막대 모양으로 1차 입자가 형성되었으 며, 구조 분석을 통해서도 결정 구조가 변화된 것을 알 수 있다. P-NCMA, S-NCMA는 높은 초기 용량을 보였 지만 사이클 이후 빠른 용량 감소와 함께 낮은 용량 유 지율을 가졌다. 그러나 붕소가 도핑 된 B-NCMA 및 BS-NCMA는 사이클 이후에도 높은 용량 유지율을 보여 주면서 향상된 수명 특성을 나타냈다. 이는 도핑 된 붕 소가 NCM 표면 및 구조 내에서 산소와의 강한 결합력 을 통해 구조 안정성을 향상시켰기 때문이다. 대신 율 속 특성을 측정하였을 때 빠른 충방/전 속도(5 C)에서 는 급격한 용량 감소를 보여주면서, 긴 막대 모양의 1 차 입자는 리튬 이온의 용이한 이동이 제한됨을 보여주 었다. 그러나 다시 느린 충방/전 속도(0.1 C)에서는 용 량 회복을 보여주면서 향상된 구조 안정성 및 저속 충 방전에서의 장점을 가짐을 확인하였다. 결과적으로 침입 형 자리로 도핑 된 붕소는 용량 유지율을 향상시키며, NCMA의 수명을 향상시킬 수 있었다.
