

1. 서 론
최근 카본나노튜브(CNT)를 강화재로 한 금속기 복합 재료의 제조에 관한 연구가 많은 주목을 받고 있다.1,2) CNT는 기존의 복합재료용 강화재에 비해 우수한 강도, 탄성, 전기 및 열전도도 등을 가지고 있으므로, 방열용 IT부품소재 및 탄소나노튜브/금속 나노복합재료 제조 시 에 금속기지가 갖는 고인성 및 가공성과의 상승 작용을 발휘할 수 있으므로 고성능 복합재료의 강화재로서 크 게 기대된다. 특히 CNT강화 Cu기 복합재료를 제조할 경 우 고강도와 고전기전도도를 동시에 실현할 수 있는 가 능성이 크다고 할 수 있다.
금속기 복합재료의 대표적인 제조방법으로는 용탕교반 법(stir casting)으로 대표되는 액상 공정3,4)과 분말야금법 (powder metallurgy method)으로 대표되는 고상 공정5,6) 으로 크게 나눌 수 있다. 액상공정은 제조 공정이 간단 하므로 저비용의 이점이 있으나, 강화입자의 균일 분산 과 그 양의 조절에 어려움이 있다. 반면, 분말야금법은 강화입자의 양을 쉽게 제어할 수 있으며, 강화입자의 종 류와 모상의 종류를 자유롭게 선택할 수 있는 장점이 있 으나, 제조 공정이 복잡하므로 고비용의 단점이 있다. 분 말야금법을 이용한 금속 분말의 벌크화에는 큰 가공량 을 부여할 수 있는 열간 단조나 열간 압출과 같은 소 성 가공법이 자주 이용된다.7) 그러나 단조나 압출 가공 은 1차 가공 공정이며, 추가적인 2차 가공을 필요로 하 므로 생산성에 한계를 가지고 있어 제조단가의 상승 요 인으로 작용하고 있다. 분말야금법의 일종인 분말시스압 연(powder-in-sheath rolling, PSR)법은 혼합 분말을 튜브 에 충진 후 연속적인 압연 공정만을 이용하여 벌크형 판 상의 복합재료를 제조 할 수 있으므로 제조 단가 면에 서 매우 유리한 공정이라 할 수 있다.8-11) 그럼에도 불 구하고 CNT강화 복합재료 제조 시 분말야금 공정을 통 한 대부분의 연구가 제조공정에 있어서 열간 압출, 열 간 프레스 등 2차 가공공정이 필요한 전통적인 방법을 채택하고 있어 여전히 생산성의 한계를 가지고 있다. 본 연구팀은 최근 PSR법에 의한 CNT강화 알루미늄기 복 합재료의 제조에 대한 연구를 진행하여 PSR법이 알루미 늄기 복합재료의 기계적 특성 향상에 매우 유효한 공정 임을 발표한 바 있다.9-11) 또한 튜브의 재질을 달리할 때 CNT의 강화효과가 달라짐도 발표한 바 있다.11) 이와 같 은 PSR법의 강화효과가 Cu분말을 기지재로 사용할 경 우에도 발휘될 가능성이 존재한다. 따라서 본 연구에서 는 비교적 강화효과가 양호했던 Cu튜브를 사용한 PSR 법을 통하여 CNT강화 Cu기 복합재료를 제조하여 그 미 세조직 및 기계적 특성을 평가하였다.
2. 실험방법
2.1 시편준비
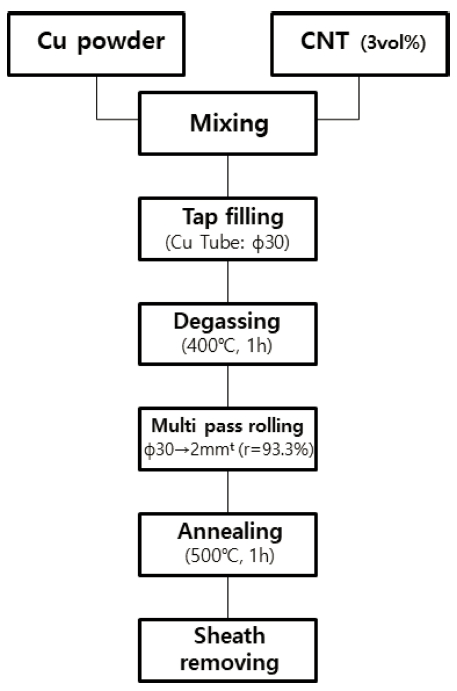
Fig. 1에 PSR법의 제조공정 모식도를 나타내었다. 본 연구에 사용된 동(Cu) 분말은 순도가 99.9 %로 가스 아 토마이즈법에 의해 제조된 평균 크기가 30 μm인 구형의 분말이었으며, 강화재인 CNT는 직경이 20 nm, 길이가 10 μm인 다중벽 CNT였다. Cu분말과 CNT강화재의 혼합 분말은 CNT의 체적분율이 3 %가 되도록 한 후, 볼밀하 여 제조되었다. 피복(sheath) 재료로는 외경 30 mm, 살 두께 2 mm, 길이 150 mm인 구리 튜브를 사용하였으며, 사용 전 600 °C에서 1 h동안 피복 재료로서 필요한 열 처리를 실시하였다. 시스압연은 Fig. 1에서와 같이 피복 재의 한쪽 끝단을 핸드프레스기로 완전히 봉하고 tap filling 하여 혼합분말을 충진한 후 피복재의 다른 한쪽 끝단을 조금의 틈을 남겨 놓고 봉하였다. 그 후 진공로 (200 Torr, 승온 5 °C/min)에서 400 °C, 1 h 동안 탈가스 처리를 한 후 남은 끝단 부분을 완전히 봉한 후 롤 직 경 150 mm의 2단 압연기로 다패스 냉간압연을 실시하 여 두께 30 mm를 2 mm(총압하율: 93.3 %)로 압연한 후 500 °C에서 1 h 동안 어닐링하여 3vol%CNT/Cu 복합재 료(이하, CNT/Cu복합재료라 한다)를 제조하였다. 비교를 위하여 동일한 방법으로 순수 Cu분말만의 PSR도 실시 하여 Cu분말소결체(이하, Cu벌크재라 한다)를 제조하여 비교재로 하였다. 압연 후 피복재인 구리 튜브를 제거 하여 Cu벌크재 및 CNT/Cu복합재료의 미세조직 및 기 계적 특성을 평가하였다.
2.2 시험 및 특성분석
PSR법에 의해 제조한 Cu벌크재 및 CNT/Cu 복합재료 의 상대밀도는 아르키메데스법을 이용하여 측정하였으 며, 경도 시험은 비커스 경도로 하중 50 g으로 10초간 유지하여 측정하였다. 복합재료의 미세조직은 압연방향과 수직인 면(RD면)을 연마지 및 다이아몬드 현탁액으로 기 계연마한 후 에칭액(FeCl3: HCl : H2O = 5 g : 12.5 ml : 50 ml)에서 3초간 부식한 후 광학현미경으로 관찰하였다. 또 한, 제조한 복합재료에 대하여 상온에서 인장시험을 실 시하였다. 시험편은 표점거리 25 mm, 폭 6 mm로 인장 축이 압연방향과 일치하도록 방전가공기로 잘라서 판상 인장시편을 제작하여 실시하였다.
3. 결과 및 고찰
Fig. 2에 PSR법에 의해 제조된 Cu벌크재의 RD면의 폭 방향의 중앙부위와 양 끝 부근 부위의 광학현미경 조 직사진을 나타내었다. 그림에서와 같이 시스를 벗겨낸 후 의 Cu벌크재의 상부 및 하부 표면(surface)이 직선적이 며 매우 깨끗한 것을 알 수 있다. 이것은 표면에 골이 많이 형성되었던 알루미늄 튜브를 사용했을 때10)와는 현 저히 다르며 시스재로서 동 튜브가 더 유용함을 지난 연 구11)에 이어 재차 입증해주는 좋은 사례라 할 수 있다. 또한, 폭 방향으로 미세조직에 큰 차이가 없으며 어느 부위에서도 비정형이며 불규칙적인 결정립 형상을 보여 주고 있으며 분말간의 접합이 매우 양호하게 진행되었 음을 알 수 있다.
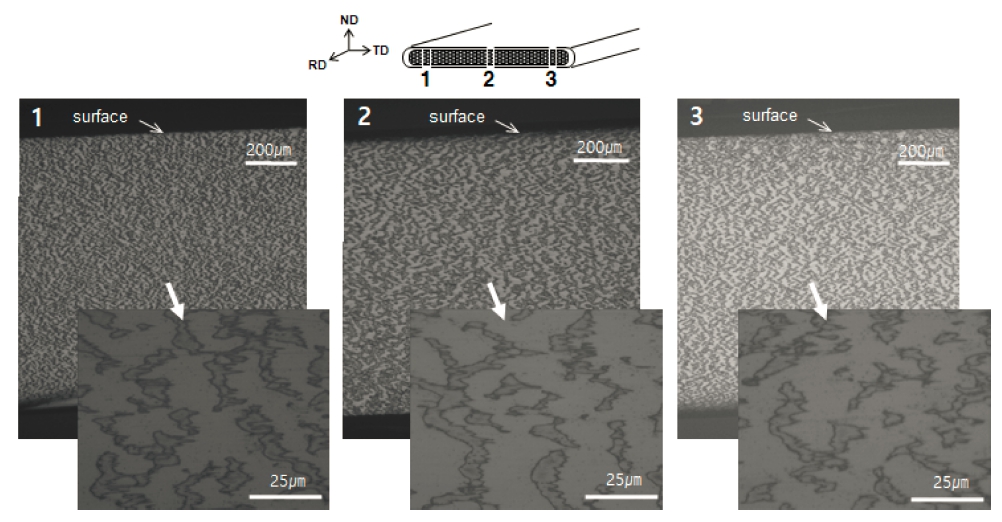
Fig. 2
Optical micrographs observed at plane perpendicular to rolling direction (RD plane) of pure Cu powder compact fabricated by powder in sheath rolling.
Fig. 3은 PSR법에 의해 제조된 CNT/Cu 복합재료의 폭 방향의 광학현미경 미세조직 사진이다. 상부 및 하 부 표면은 Cu벌크재와 유사하게 매우 깨끗하며 어느 부 위에서나 분말 간 결합이 매우 양호하나 폭 방향으로 결 정립이 길게 연신되어 있음을 확인할 수 있다. 다만, 폭 방향의 양 끝 부위에서는 결정립계가 수평적이지 못하 고 다소 경사져 있으며 곡선 형태를 많이 보이는 반면, 센터 부위에서는 폭 방향과 수평적이며 비교적 균일한 조직을 보여준다. 이것은 분말시스압연시 내부의 분말에 가해지는 압축변형의 양상이 다르기 때문에 나타나는 현 상이며 중앙 부위가 양 끝단 부위에 비해 더 많은 압 축변형을 받고 폭 방향으로의 분말의 흐름 및 변형이 용 이하기 때문이라 사료된다.
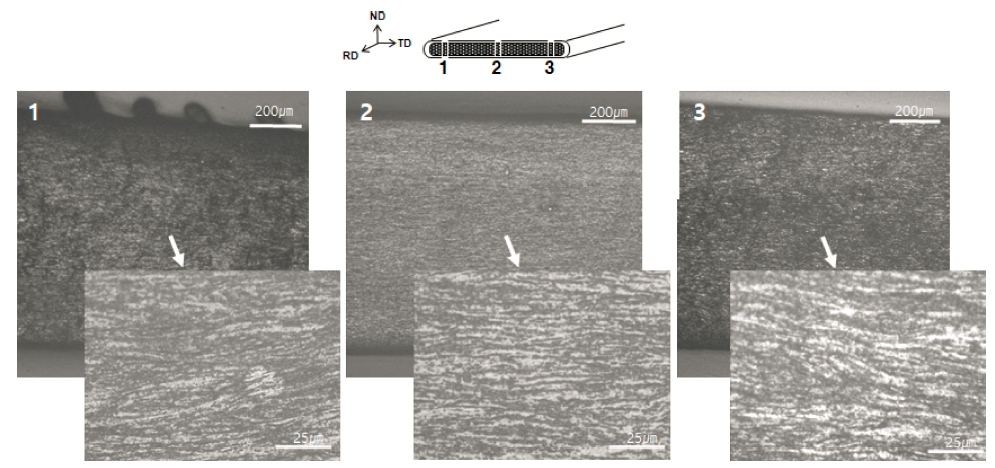
Fig. 3
Optical micrographs observed at plane perpendicular to rolling direction (RD plane) of 3vol%CNT/Cu composite fabricated by powder in sheath rolling.
Fig. 4는 Cu벌크재와 CNT/Cu 복합재료의 상대밀도를 나타내었다. 그림에서와 같이 상대밀도는 각각 99 %와 98 %를 나타내었으며 두 재료 모두 매우 양호하게 분말간 결합이 진행된 것을 알 수 있다. 이것은 알루미늄기 복합 재료에서와 유사하게 총압하율 93.3 %(상당변형량 ~ 2.7) 의 거대한 소성 변형에 의해 시스 내의 Cu분말 표면의 산화피막이 벗겨지고 신생면간의 금속 결합이 진행됨과 동시에 소결 시 고온에서의 확산에 의한 추가적인 결합 이 활성화된 결과라 여겨진다.
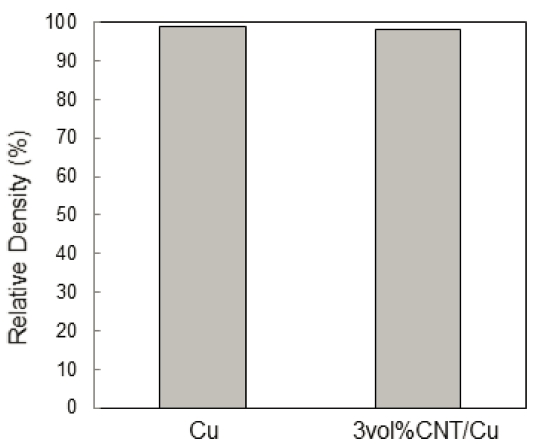
Fig. 4
Relative density of pure Cu powder compact and 3vol%CNT/Cu composite fabricated by powder in sheath rolling.
Fig. 5는 RD면에서 폭 방향으로 측정한 비커스 경도 분포 변화[Fig. 5(a)]와 평균경도[Fig. 5(b)]를 나타낸 것 이다. Fig. 5(a)에서와 같이 Cu벌크재는 폭 방향으로 비 교적 균일한 경도 분포를 보이지만 CNT/Cu 복합재료의 경우 중앙 부위의 경도가 높고 끝 단 부위가 낮은 다 소 불균일한 경도분포를 나타내었다. 또한 모든 부위에 서 복합재료의 경도가 Cu벌크재에 비해 높았으며, 특히 중앙부위에서의 차이가 두드러졌다. 결과적으로 평균경도 는 복합재료(116 Hv)가 Cu벌크재(108 Hv)에 비해 8 Hv 만큼 높은 값을 나타내었다. 복합재료에서 폭 방향으로 불균일한 경도분포를 나타낸 것은 CNT 첨가에 따른 미 세조직에서의 불균일성 증대(Fig. 3)와 동시에 압연시 시 스내의 복합분말의 폭 방향으로의 흐름이 원활하지 않 았기 때문이라 판단된다.
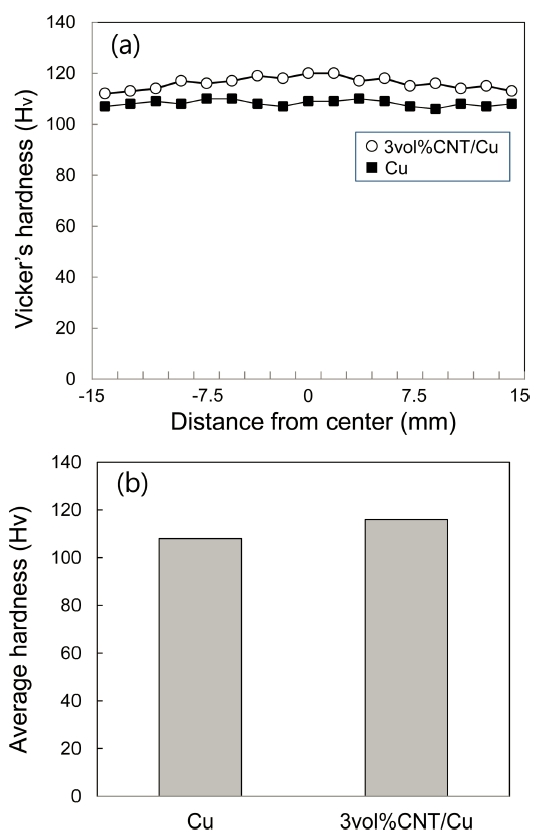
Fig. 5
Vicker's hardness distribution in width direction (a) and the average hardness (b) of pure Cu powder compact and 3vol%CNT/ Cu composite fabricated by powder in sheath rolling.
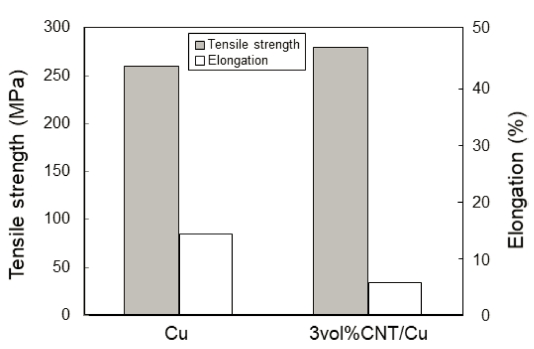
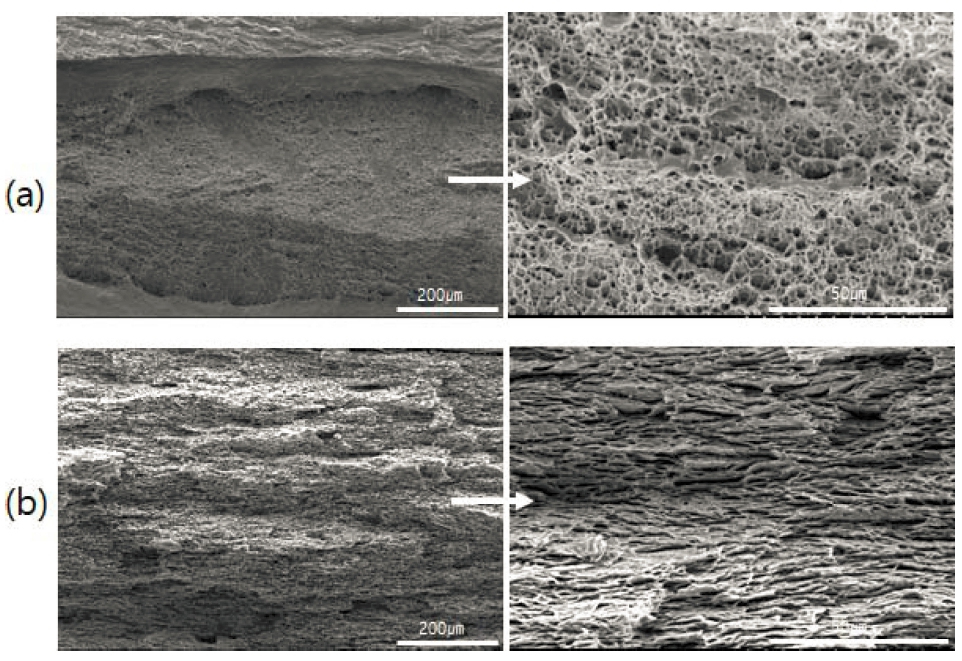
Fig. 6에 Cu벌크재와 CNT/Cu 복합재료의 인장시험 결 과를 나타내었다. 그림에서와 같이 복합재료의 인장강도 (280 MPa)가 Cu벌크재의 인장강도(260 MPa)에 비해 20 MPa 높은 값을 나타내었으며 연신율은 6 %로 Cu벌크 재의 14 %에 비해 크게 낮은 값을 나타내었다. 여기서 복합재료의 인장강도가 Cu벌크재에 비해 높은 강도를 나 타내었으나 그 정도가 그리 크지 않은 것은 강화효과가 강화재인 CNT 자체의 강화 효과 외에 일반적으로 복합 재료에서 나타나는 모상의 부가적인 가공경화 효과, 강 화재의 방향성에 따른 강화 효과 등은 발현되기 어려운 상황이기 때문이라 사료된다. 또한, 상대밀도가 98 %인 것에서 나타난 것과 같이 복합재료 내부에 내재되어 있 는 기공의 존재 또한 강화효과를 저감시킨 원인 중에 하 나라 판단된다. Fig. 7은 두 재료의 인장파단면을 나타 낸 것으로 Cu벌크재의 경우는 많은 수의 딤플을 보여 주는 연성파면을 보여주고 있으나, 복합재료에서는 전형 적인 취성파면을 보여주고 있다.
4. 결 론
분말시스압연법을 이용한 3vol%CNT 강화 Cu기 복합 재료를 제조하여 미세조직 및 기계적 특성을 분석한 결 과, 다음과 같이 결론 내릴 수 있다. 첫째, 분말시스압 연법에 의해 상대밀도가 99 %의 건전한 3vol%CNT 강 화 Cu기 복합재료를 제조할 수 있었다. 둘째, Cu벌크재 는 폭 방향으로 비교적 균일한 미세조직을 나타내었으 나, CNT/Cu 복합재료는 중앙부위와 양 끝 부위 사이에 압축변형량의 차이와 분말 흐름의 용이성 차이로 인하 여 다소 상이한 미세조직을 나타내었다. 셋째, 제조한 CNT/Cu 복합재료의 경도는 순 Cu발크재(108 Hv)에 비 해 8 Hv 증가한 116 Hv를 나타내었다. 넷째, CNT/Cu복 합재료의 인장강도는 280 MPa로 Cu벌크재의 인장강도 260 MPa에 비해 20 MPa 높은 값을 나타내었으나 연신 율은 6 %로 Cu벌크재(14 %)에 비해 낮은 값을 나타내 었다.
