

1. 서 론
질화규소는 강도와 파괴인성이 높아 오랫동안 기계 부품으로 사용된 대표적인 구조 세라믹이다. 최근에는 바이오 소재, 방열기판 등으로도 활용되고 있는데1,2,3,4,5,6) 다양한 응용의 이유에는 항상 다른 세라믹에 비해 우수한 기계적 물성이 자리 잡고 있다. 질화규소 세라믹 부품은 실리콘 분말을 이용한 반응소결법(reaction bonded silicon nitride, RBSN)으로 제작되기도 하지만 대부분 질화규소 원료분말을 소결하여 제작된다.7,8) 2000년 이전에는 일본과 유럽의 몇 개 회사가 질화규소 원료분말 시장을 독점하고 있었지만 2000년 이후에는 다수의 중국 업체들이 저렴한 가격을 무기로 시장을 빠르게 잠식하고 있다.9,10,11) 그동안 중국 업체들의 질화규소 분말은 높은 불순물 함량과 불균일한 입도 및 형상, 재현성이 낮은 품질 관리 등으로 저가 제품에만 적용되어 왔지만 최근에는 품질이 상당히 개선되었다는 평가가 들려온다.
본 연구에서는 2025년 현재 국내 시장에서 유통되는 선진국의 고가 분말과 중국의 저가 분말을 직접 실험적으로 비교 평가함으로써 중국산 분말의 장단점을 구체적으로 파악하고 산업적 응용가능성을 확인해 보고자 하였다. 다수의 질화규소 원료분말을 입수하여 입도, 입자형상, 불순물 함량, 상분율 등의 분말특성을 조사하고 이들의 치밀화 거동도 분석해 보았다. 아울러 이러한 분석을 통해 질화규소 원료분말의 다양한 특성 중 어떠한 특성이 치밀화 거동 즉, 소결 밀도에 가장 큰 영향을 끼치는지 파악해 보았다.
2. 실험 방법
본 연구에서는 총 9가지의 상용 질화규소 분말을 사용하였다. 가장 품질이 우수하다고 알려진 일본 UBE 사의 E10 분말과 더불어 선진국 제조사 분말 3종과 중국산 분말 5종을 사용하였다. 이 논문에서는 이들을 각각 A (UBE E10), B1~B3 (선진국), C1~C5 (중국)으로 표기하였다. 액상 형성을 위한 소결 첨가제로는 Y2O3 (99.99 %, H. C. Starck, Germany), MgO (99.99 %, Kojundo, Japan), Al2O3 (99.99 %, AKP30, Sumitomo, Japan) 분말의 혼합물(이후 YMA로 표기)을 활용하였는데 질량비로 5:3:3으로 구성하였다.12,13)
질화규소 분말 130 g과 직경 2 mm 질화규소 볼 1,000 g에 에탄올 350 g을 부어 200 rpm 속도로 48 h 동안 볼밀링하였다. 밀링이 끝난 슬러리는 회전증발기(rotary evaporator)를 사용하여 80 °C로 건조한 후 오븐에서 다시 110 °C로 24 h 건조하였다. 건조된 분말을 200 mesh 스틸 체로 체질한 후 양변이 55 mm, 45 mm인 직사각형 스틸 몰드에 부어 10 MPa의 압력으로 1 min간 일축 성형하였다. 이 성형체를 다시 냉간 정수압 프레스에 넣어 200 MPa의 압력으로 5 min간 정수압 성형하였다.
저비용 양산공정을 모방하기 위해 질화규소 소결에서 흔히 이용되는 가스압 소결(gas pressure sintering, GPS) 대신 상압 소결로 시편을 제작하였다.8) 분말 성형체를 직경 200 mm 탄소 도가니에 넣고 질화규소 분말로 덮지 않고 BN 스프레이를 뿌린 후 99.99 % 순도의 질소가스를 채우고 소결 온도에서 3시간 소결하였다. 소결 온도는 1,700 °C와 1,800 °C였는데 저온인 1,700 °C에서 소결하는 시편에는 더 많은 소결 첨가제를 혼합하였다. 이것은 예비실험을 통해, 비슷한 소결 밀도를 얻기 위해서는 저온 소결의 경우 소결 첨가제 즉, 액상을 더 많이 넣어야 한다는 것을 발견했기 때문이다. 1,700 °C 시편에는 9 mol% (1,700 °C-9YMA), 1,800 °C 시편에는 5 mol% (1,800 °C-5YMA)의 소결 첨가제를 혼합하였다.
질화규소 분말의 입도는 입도분석기(particle size analyzer, PSA, LA-960V2, Horiba, Japan)로, 분말의 불순물 함량은 X-ray 형광분석기(wavelength dispersive X-ray rluorescence, WDXRF, ZSX Primus IV, Rigaku, Japan)로, β상 함량은 X-ray 회절법(X-ray diffraction, XRD, D/Max 2500, Rigaku, Japan)으로 측정하였고 분말의 미세조직은 주사전자현미경(scanning electron microscope, SEM, JSM-6610, JEOL, Japan)으로 관찰하였다. 소결체의 밀도는 아르키메데스 법으로 측정하였고 β상 함량은 X-ray 회절법으로 측정하였다. 소결체의 상대 밀도는 이론 밀도에 대한 백분율로 표시하는데 1,700 °C-9YMA 시편과 1,800 °C-5YMA 시편의 이론 밀도는 각각 3.260, 3.227 g/cm3로 계산되었다.
3. 결 과
볼밀링 전 질화규소 상용분말의 SEM 미세조직은 Fig. 1과 같다. C1 분말[Fig. 1(e)]을 제외한 모든 분말에서 단일 입자의 크기는 100 nm 정도로 보이지만 이들 대부분이 1 µm 내외의 응집체를 형성하고 있음을 알 수 있다. 또 UBE 사의 E10 분말[Fig. 1(a)]과 선진국 제조사의 질화규소 분말[Fig. 1(b-d)]에서는 등방형의 입자들만 볼 수 있지만 대부분의 중국산 질화규소 분말[Fig. 1(e-h)]에서는 다수의 침상형 즉, 기다란 입자들을 볼 수 있다. 이 침상형 입자들은 β상 입자들로 추정된다.7,8) 미세조직 사진에서 가장 특이하게 보이는 분말은 중국산 C1 분말인데 입자들의 크기가 독보적으로 커서 응집체가 아닌 단일입자들이 1 µm보다 크고 침상형 입자들의 굵기가 500 nm를 넘기도 한다.
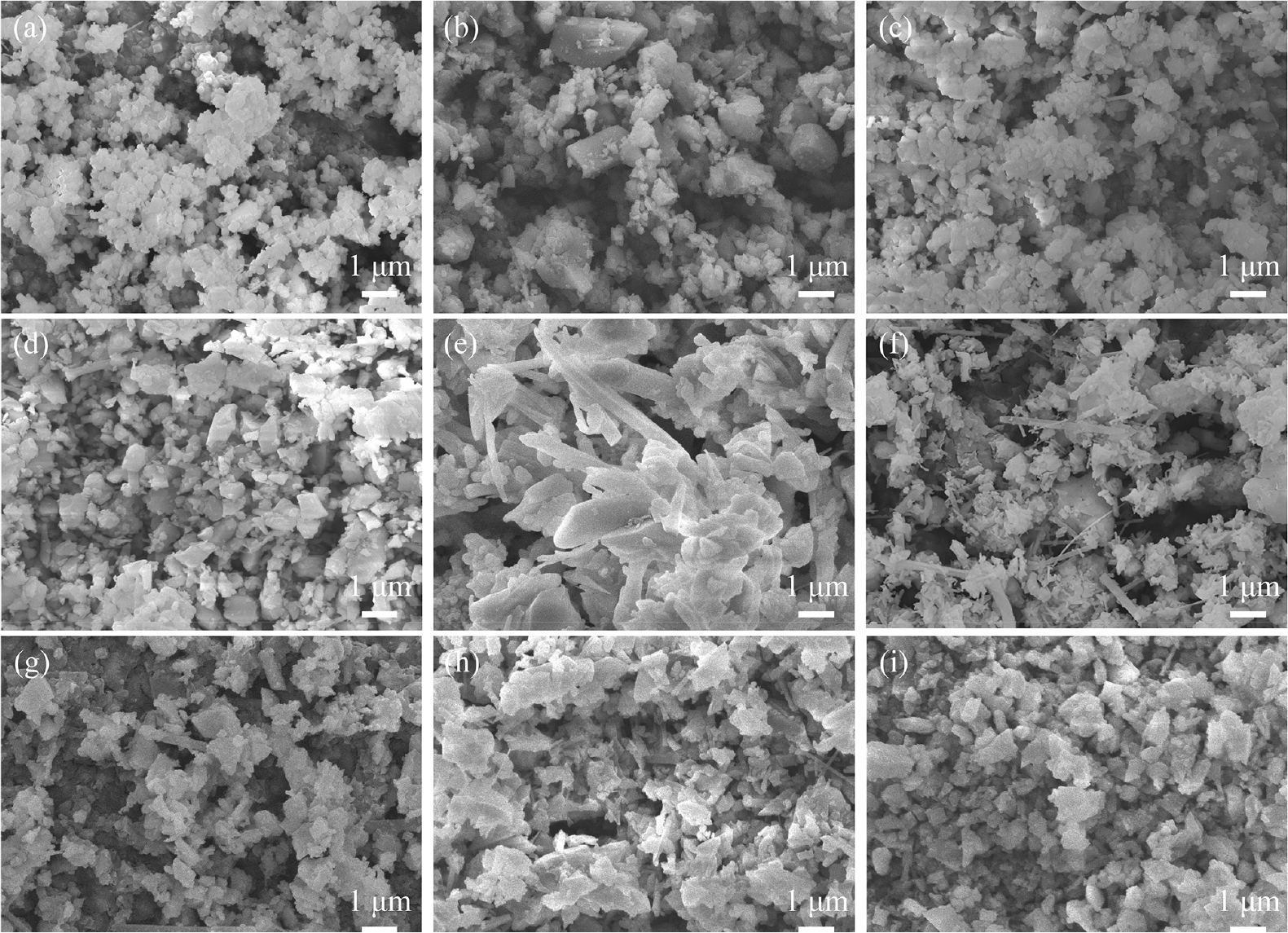
분말의 입도분포를 통계적으로 확인하기 위해 입자크기분석기를 이용해 보았다(Fig. 2). 대다수 분말의 경우 100 nm 부근에서 첫 번째 피크(peak)가 나타나고 1 µm 근처에서 주 피크가 나타난다. 이로부터 단일입자 크기는 100 nm 정도이고 응집체 크기는 1 µm 정도임을 알 수 있다. 그런데 B2, C2, C4 분말에서는 5 µm 부근에서 세 번째 피크가 나타났고 이는 더 큰 응집체가 있음을 의미한다. 앞서 미세조직 사진에서 독특한 입자 모양과 크기를 나타냈던 C1 분말은 입도분포에서도 독특한 결과를 보여주었다. 첫 번째 피크는 100 nm 부근에서 나타났지만 두 번째 피크는 1 µm이 아닌 3 µm 부근에서 나타났는데 이 두 번째 피크는 미세조직 사진을 고려했을 때 응집체가 아닌 단일입자인 것으로 추정된다. C1 분말은 다른 분말들에 비해 10배 이상 큰 입자들로 구성되어 있음을 알 수 있다.
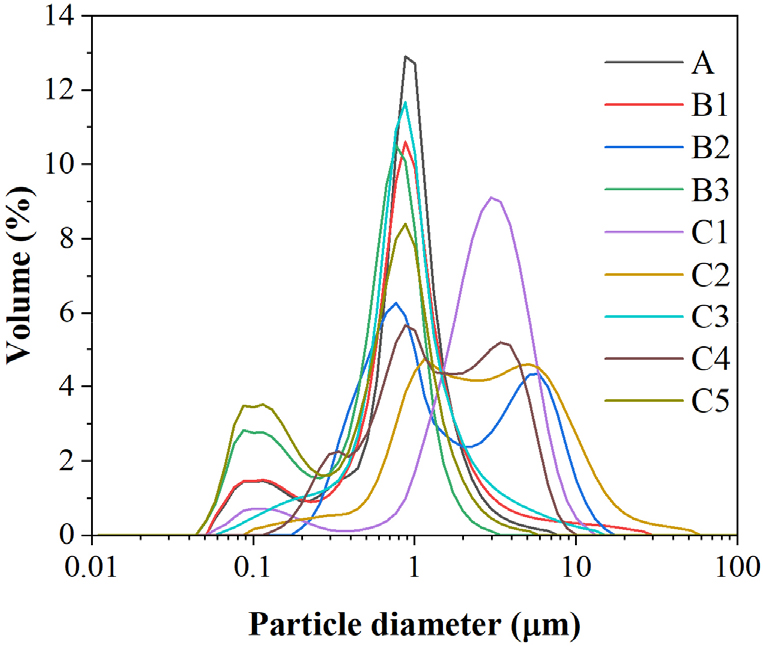
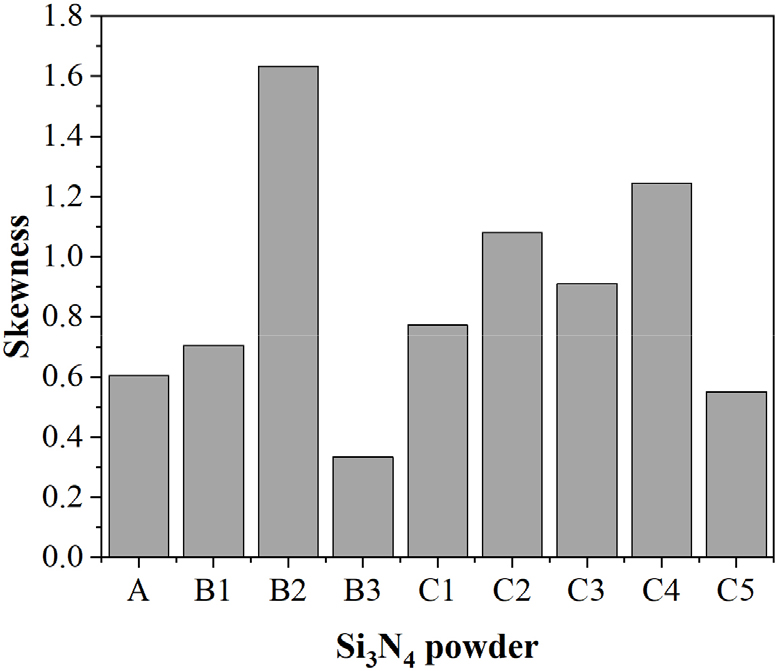
이상의 입도분포로부터 중앙값(median) D50을 계산하면 Table 1과 같다. C1이 가장 큰 값을 나타냈고 5 µm 부근에서 응집체로 추정되는 커다란 피크를 나타냈던 B2, C2, C4 분말도 1 µm이 넘는 큰 값을 보였다. 그런데 D50은 단순히 누적분포에서 중앙값을 나타내기 때문에 Fig. 2에서 발견됐던 이중입도 분포 여부를 알려 주지는 않는다. 따라서 본 연구에서는 이중입도 분포를 정량적으로 파악하기 위해 Pearson skewness 계수라는 파라미터를 도입하였다.14) 이 파라미터는 분포의 대칭성을 나타내기 위해 사용되는데 식 (1)로 계산된다.
여기서, Sk2는 Pearson의 둘째 계수(second coefficient), xav는 평균, xm은 중앙값(median), σ는 표준편차이다. 분포의 비대칭성이 클수록 Sk2의 절대값이 크다. 좌우대칭인 분포에서는 평균과 중앙값이 일치하므로 Sk2가 0이 되고 log-normal 분포처럼 오른쪽으로 긴 꼬리를 갖는 분포에서는 평균이 중앙값보다 오른쪽에 있으므로 Sk2가 양수, 왼쪽으로 긴 꼬리를 갖는 분포에서는 Sk2가 음수가 된다. Fig. 3은 계산된 분말들의 skewness 계수를 보여준다. 기대했던 대로 5 µm 부근에서 커다란 피크를 나타냈던 B2, C2, C4 분말들의 값이 큰 것을 확인할 수 있다. 뒤에서 이 값을 이용해 커다란 응집체의 존재 즉, 응집도가 치밀화에 얼마나 영향을 끼치는지 분석해 보았다.
Table 1.
Cumulative particle size distribution of Si3N4 powder.
상용분말의 불순물 함량은 Table 2와 같은데, A, B1, B2, C4, C5 분말의 값은 제조사에서 제공한 값이고 나머지 분말의 값은 본 연구에서 XRF로 측정한 값이다. 모든 분말에서 산소 함량이 가장 높은데 이것은 표면의 산화층 때문이고 그 다음이 탄소 함량인데 이는 열환원처리에 기인한 것으로 보인다.7,8,11) 알려진 대로 UBE E10 분말이 독보적으로 낮은 불순물 함량을 보였는데 이것은 이 분말만이 이미드 합성법(di-imide synthesis)으로 제조되기 때문이다.7,11) 중국산 분말들이 대체로 높은 불순물 함량을 나타냈지만 제조사 제공 값에 비해 XRF로 직접 측정한 값이 상대적으로 높아 신뢰성이 다소 떨어진다. C1, C2 분말이 가장 높은 산소 함량을 비롯해 대체로 높은 불순물 함량을 나타냈다.
Table 2.
Impurity content of Si3N4 powder.
질화규소는 보통 α와 β, 두 상으로 구성되는데 β상 분율은 Fig. 4와 같은 XRD결과로부터 식 (2)를 통해 계산된다.
여기서, Xβ는 β상 분율이고 I는 회절 피크의 강도이다. 소결 전후 β상 분율은 Table 3과 같았다. 고온의 소결온도에서 안정한 상은 β이지만 분말 제조과정에서는 주로 α가 만들어진다. 소결 전 원료분말의 β상 함량은 소결체의 치밀화 속도, 입성장 속도, 입자형상 등에 영향을 미친다. 원료분말의 경우 UBE E10 분말이 2 % 정도의 독보적으로 낮은 β상 함량을 나타냈고 커다란 침상형 입자를 다수 보였던 C1 분말이 가장 높은 18 % 정도의 함량을 나타냈다. β상 함량은 선진국 제조 분말과 중국산 분말에서 차이가 크지 않았다. 특히 미세조직에서 상당량의 침상형 입자를 보여줬던 C3, C4 분말의 β상 함량이 다른 분말들보다 낮게 나왔다. 소결 후 β상 분율은 Table 3의 마지막 열에 나와 있는데 이 값은 1,700 °C 소결 시편의 값이다. A, C3 분말 소결체의 β상 함량만 90 %에 못 미치는데 이 두 분말의 β상 함량은 소결 전에도 각각 2.2, 5.7 %로 다른 분말에 비해 낮은 편이었다.
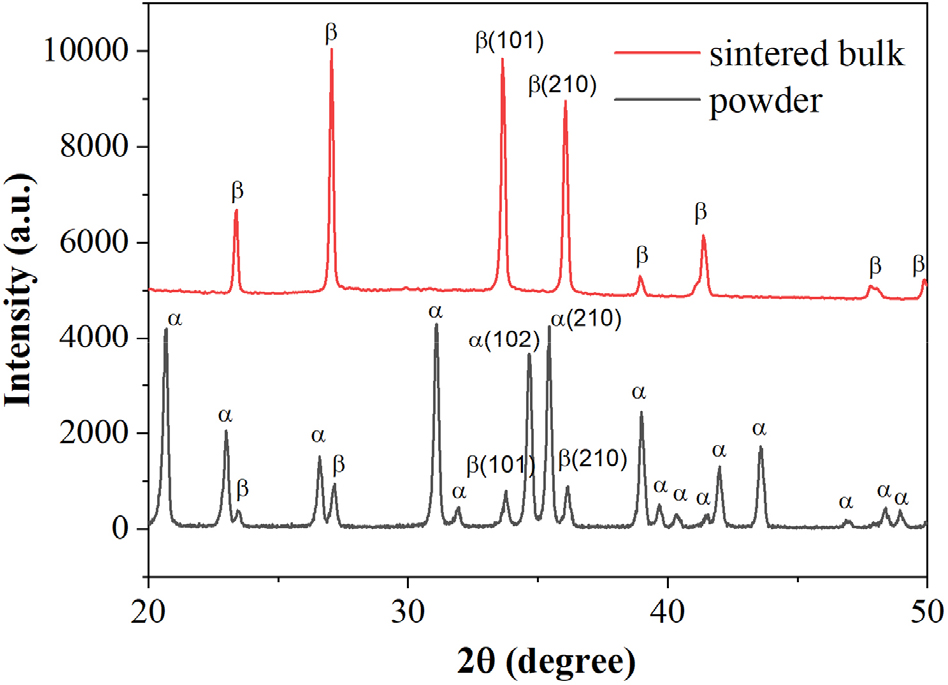
Table 3.
β phase content of Si3N4 powder before and after sintering at 1,700 °C.
| Before (%) | After (%) | |
| A | 2.2 | 84.2 |
| B1 | 9.3 | 97.8 |
| B2 | 9.8 | 99.5 |
| B3 | 10.8 | 100 |
| C1 | 18.2 | 99.4 |
| C2 | 11.6 | 100 |
| C3 | 5.7 | 89.5 |
| C4 | 6.2 | 100 |
| C5 | 9.7 | 100 |
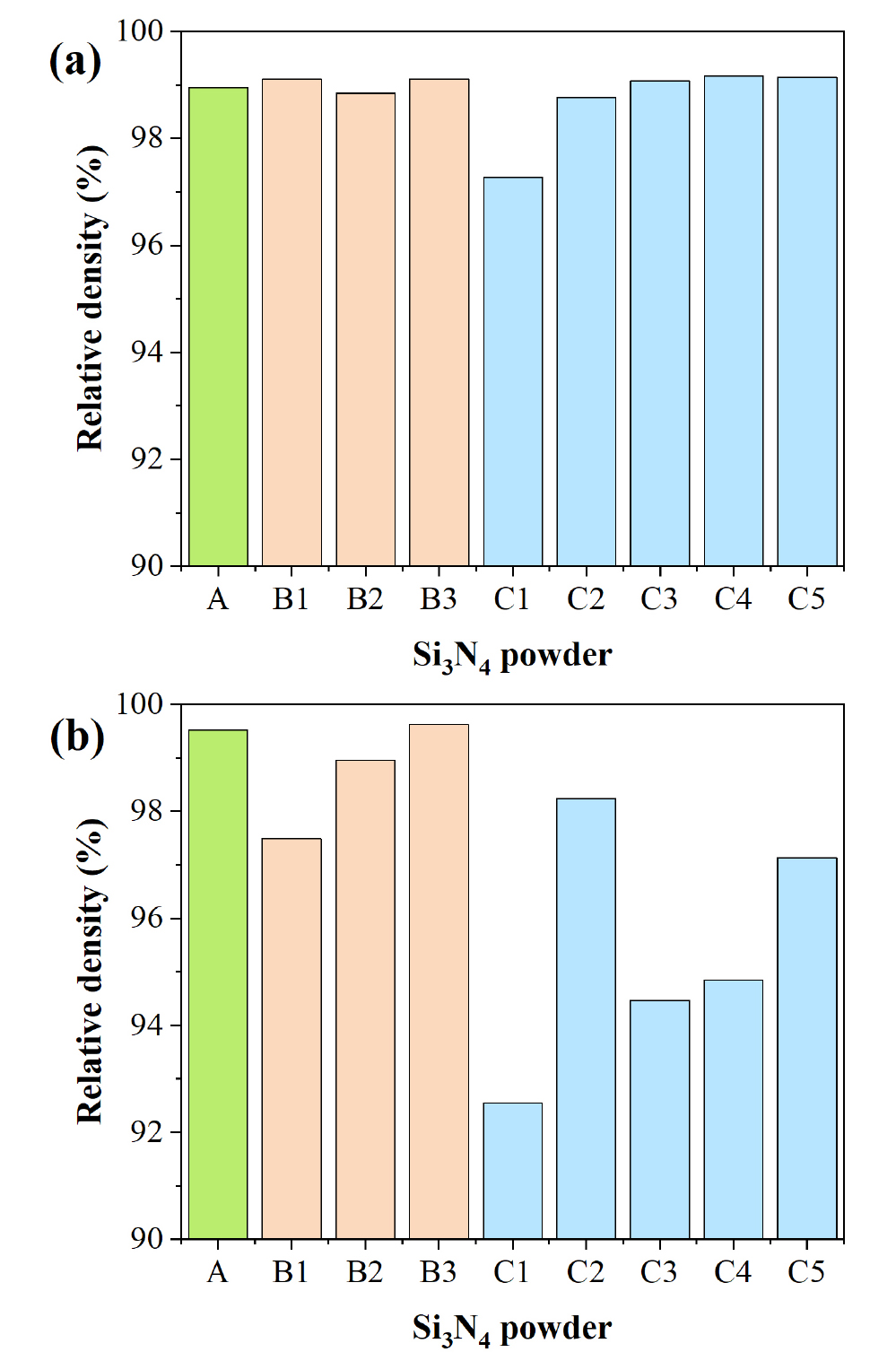
마지막으로 1,700, 1,800 °C에서 소결된 질화규소 상용분말 시편의 상대 밀도는 Fig. 5와 같다. 모두 90 % 이상이기는 하지만 1,700 °C에서 소결된 시편의 상대 밀도는 거의 99 %로서 1,800 °C에서 소결된 시편의 그것보다 월등히 높다. 1,700 °C 소결에서는 입자가 독보적으로 컸던 C1분말만이 97.3 %로 99 % 미만의 밀도를 나타냈다. 1,800 °C 소결에서는 모든 중국산 분말이 95 % 전후의 감소된 밀도를 보였고 C1 분말은 92.6 %의 낮은 밀도를 나타냈다. 반면 UBE E10분말은 1,800 °C 소결에서 오히려 99.5 %로 증가된 밀도를 보였다. 이번 실험에서는 가스압 소결과 달리 상압의 질소가스 분위기에서 소결하였고 분위기 분말(powder bed)도 사용하지 않았기 때문에 1,800 °C 고온에서는 질화규소의 열분해와 액상 휘발이 일어났을 수 있다. 중국산 분말들이 1,800 °C에서 밀도가 크게 하락한 것은 높은 함량의 불순물이 액상 휘발을 촉진했기 때문으로 추측되지만 추가적인 분석이 필요하다.
4. 고 찰
원료분말의 특성이 중요한 이유는 이것이 소결체의 특성 즉, 밀도와 미세조직을 좌우하고 다시 이것은 최종적으로 질화규소 부품의 기계적 물성을 결정하기 때문이다. 따라서 원료분말의 품질을 평가할 때 다양한 특성의 값을 모두 나열하기보다는 소결체에 미치는 영향이 큰 주요 특성만 골라 비교하는 것이 효과적이다. 소결체의 품질을 평가할 때는 기계적 물성에 미치는 영향이 큰 특성을 골라야 한다. 본 연구에서는 원료분말과 소결체의 특성을 조사했으므로 원료분말의 어떤 특성이 소결체의 특성을 가장 크게 좌우하는지 분석해 보았다.
앞에서 분말 특성으로서 입자크기(D50), 응집도(skewness), 불순물 함량, β상 분율 등을 조사했고 소결체 특성으로서 β상 분율과 소결 밀도를 조사하였다. 상관관계 분석에서는 소결체 특성 중에서 β상 분율은 무시하고 소결 밀도에 영향을 미치는 분말 특성만을 찾고자 하였다. 소결체에서 β상 분율도 경도나 파괴인성에 영향을 미치지만 본 연구처럼 β상 분율이 90 %를 넘으면 더 이상 큰 차이를 만들지 못하기 때문이다. 그리고 분말 특성 중 하나의 값으로 정량화 할 수 없는 불순물 함량은 분석에서 제외하였다.
두 가지 특성치 사이의 상관관계를 정량화하기 위해 식 (3)과 같이 정의되는 Pearson 상관관계 계수(Pearson correlation coefficient)를 도입하였다.
여기서, rxy는 변수 x, y의 Pearson 상관계수이고 이 식은 공분산(covariance)을 x와 y의 표준편차 곱으로 나눈 것이다. 상관계수 rxy는 -1부터 +1까지의 값을 가질 수 있는데 절대값이 클수록 강한 상관관계를 나타내고 양수이면 정비례 관계를, 음수이면 반비례 관계를 의미한다. 대략 0.7보다 크거나 -0.7보다 작으면 강한 상관관계가 있다고 보고 상관계수가 0이면 상관관계가 전혀 없다고 본다.
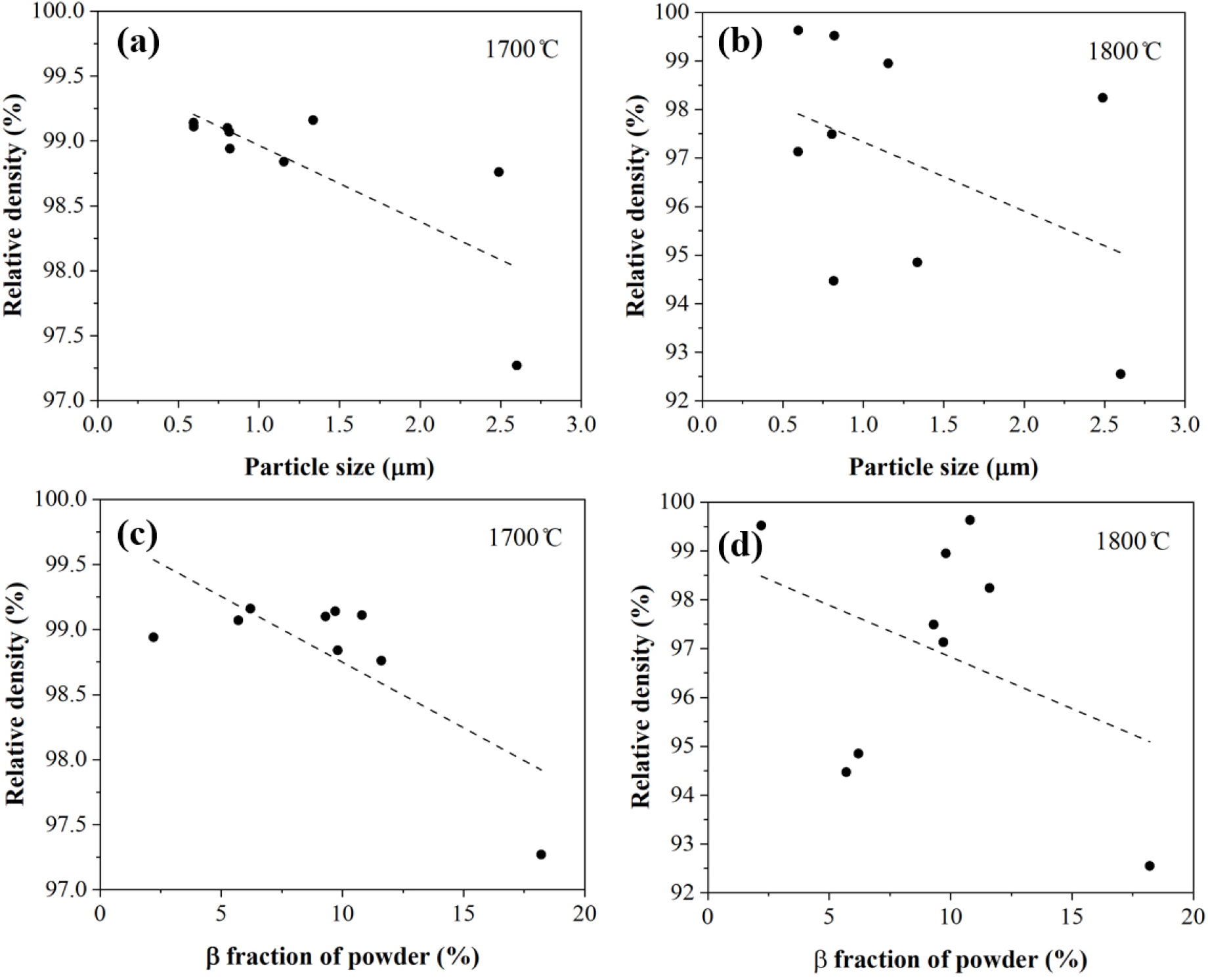
공식에 따라 계산된 입자크기(D50), 응집도(Sk2), β상 분율 등의 분말 특성과 소결 밀도 사이의 상관관계 계수는 Table 4와 같다. 입자크기와 β상 분율은 1,700 °C 시편에서 -0.7보다 작은, 강한 음의 상관관계를 보였는데 이것은 이들 값이 작을수록 소결 밀도가 높아진다는 의미이다. 입자크기가 줄어들어 전체 표면적이 증가하거나 β상 분율이 감소 즉, α상 분율이 증가해 β상으로의 상전이 구동력이 증가하면 소결체의 치밀화 구동력은 증가한다.15,16) 상관관계 분석에서 나타난 강한 반비례 상관관계는 이러한 이론적 해석과 일치한다. 1,800 °C 시편에서는 입자크기와 β상 분율의 값이 0.4 정도에 그쳐 소결 밀도에 미치는 영향이 1,700 °C 시편에서보다 훨씬 작은 것으로 나왔다. 1,800 °C 시편에서는 액상 휘발 등으로 인해 소결 밀도가 크게 감소했는데 액상 휘발 현상은 액상 분포, 불순물 함량 등 전혀 다른 요인과 연관됐을 것으로 추정되므로 상관관계 하락은 타당해 보인다. 1,700 °C와 1,800 °C 시편의 상관관계 강도 차이는 Fig. 6의 소결 밀도 그래프에서 재확인할 수 있다. 1,800 °C 그래프보다 1,700 °C 그래프에서 측정값들이 추세선에 훨씬 가까이 모여 있음을 볼 수 있다. 더욱이 이 그림에서 1,700 °C 그래프는 1,800 °C 그래프보다 더 작은 y축 범위를 보여주고 있어서 동일한 스케일에서는 더 촘촘한 분포가 나타날 것이다. 이상의 분석은 정량적 상관관계 분석이 주요 특성치를 선별하는 효과적인 방법임을 보여준다.
Table 4.
Correlation coefficient between powder properties and sintered density.
| Sintered density | ||
| 1,700 °C | 1,800 °C | |
| Particle size (D50) | -0.761 | -0.444 |
| Agglomeration (Sk2) | -0.023 | -0.116 |
| β fraction | -0.755 | -0.380 |
한편, 1,700, 1,800 °C 시편 모두에서 응집도(Sk2)는 0.2 미만의 값을 가져 소결 밀도에 크게 영향을 미치지 않는 것으로 나타났다. 하지만 응집체는 입자배열이나 물질확산을 방해해 치밀화를 크게 늦춘다고 알려져 있으므로 이 결과는 이러한 지식과 배치된다. 이런 믿기 힘든 결과는 볼밀링 때문에 발생한 것으로 보인다. 본 연구에서는 볼밀링 전 as-received 분말로 응집도 즉, 입도분포를 측정했기 때문에 앞의 데이터는 실제 성형체에 투입된 분말의 응집도와 다르다. 볼밀링 후의 입도분포를 측정해 응집도를 구했다면 강한 상관관계가 나왔을 것으로 예상된다. 원료분말의 특성을 파악한다는 관점에서 볼밀링 전에 입도분포를 측정했지만 향후에는 볼밀링 후의 입도분포도 측정해 소결 밀도와 비교해 보는 과정이 필요해 보인다. 한 가지 덧붙이자면, 입자크기(D50)도 볼밀링 전에 측정한 입도분포로부터 구해졌지만 강한 상관관계를 보였는데, 이것은 D50의 경우 볼밀링 후에도 그 값이 크게 변하지 않았기 때문으로 추정된다. 볼밀링 과정에서는 주로 큰 응집체, 예를 들면, Fig. 2에서 5 µm 정도의 응집체들이 주로 깨지는데 이 응집체들이 D50 값인 1 µm보다 작은 단일 입자로 깨지기 보다는 1 µm 정도의 작은 응집체로 부서진 듯하다. 이렇게 되면 평균 입자크기는 크게 변하지만 작은 입자부터 부피를 누적해서 구해지는 D50 값은 크게 변하지 않는다. D50 값이 변하려면 D50 값인 1 µm보다 작은 입자들의 부피분율 또는 분포가 바뀌어야 한다.
5. 결 론
중국산 질화규소 분말은 입자크기, 응집도(agglomeration), 불순물 함량, β상 분율 등의 모든 특성에서 선진국 제조사의 분말과 큰 차이를 보이지 않았다. 다만 중국산 분말은 1,800 °C 고온에서 상대적으로 낮은 95 % 수준의 소결 밀도를 나타냈다. 일본 UBE사의 E10 분말이 모든 특성에서 가장 우수한 값을 보였다.
다양한 분말 특성과 소결 밀도의 상관관계를 Pearson 상관관계 계수를 이용해 정량화 해보았다. 1,700 °C 소결 시편에서 입자크기(D50)와 β상 분율이 소결 밀도와 강한 음의 상관관계를 갖는 것으로 나타났다. 이는 입자가 작고 α상이 많을수록 소결 구동력이 증가한다는 해석과 일치한다. 이러한 결과는 Pearson 상관관계 분석법이 다수의 특성에서 주요한 특성을 찾는 데에 효과적임을 보여준다.
