

1. 서 론
알루미나는 녹는점이 2,072 °C로 매우 높으며 고온에서도 뛰어난 안정성을 보이는 세라믹 소재로 우수한 내식성, 내마모성, 전기 절연 특성을 나타낸다. 이러한 특성 덕분에 알루미나는 다양한 산업 분야에서 널리 사용되고 있다.1) 특히, 높은 온도와 기계적 하중에 대한 저항이 요구되는 분야, 예를 들면 웨이퍼 캐리어, 플라즈마 저항 포커스 링 및 CVD 챔버 내벽 코팅, 금속 정련용 부품, 치과용 소결체에서 많이 활용되고 있다.2,3) 우수한 알루미나 특성을 극대화하기 위해서는 높은 치밀화를 달성하는 것이 필요하며 이를 위해 일반적으로 고온 소결이 필요하다. 그러나 고온 소결은 결정립 성장을 초래하여 알루미나 성능을 저하시킨다.4) 이와 다르게 1,500 °C 이하의 온도에서 소결하면 치밀화가 제대로 이루어지지 않고 잔류 기공이 남아 기계적 특성이 저하된다.5) 소결온도를 낮추면서 높은 소결밀도를 얻기 위해 ZnO, TiO2, MgO 등의 산화물 소결 첨가제를 첨가하여 고상소결하거나,6,7) SiO2, B2O3, P2O5 등 액상을 형성할 수 있는 첨가제를 첨가하여 액상소결하였다.8,9) 그러나 이러한 첨가제들은 종종 2차 상 형성을 유발하여 알루미나의 기계적 및 전기적 특성을 저하시킨다.10)
본 연구에서는 고온에서 알루미나를 부분 용융한 후 급속 냉각할 수 있는 레이저 조사 기반의 공기역학적 부양(aerodynamic levitation, ADL) 공정을 적용하여 고밀도 순수한 알루미나를 제조하고 그 기계적 특성을 평가하였다. ADL 공정은 2,000 °C 이상의 고온을 유지한 후 급냉할 수 있어 기존 고상 소결법으로는 제조할 수 없는 미세한 크기의 미세구조를 얻을 수 있다.11,12) 본 연구에서는 ADL 공정을 알루미나에 적용하여 높은 치밀도와 개선된 기계적 특성을 구현하였다.13,14)
2. 실험 방법
치밀한 알루미나 소결체를 제조하기에 앞서 α-Al2O3 분말(순도 99.9 %, 입도 d50 ≈ 0.5 µm, Sigma Aldrich, USA)의 잔류 수분 및 불순물 제거를 위해 5 °C/min의 승온 속도로 1,000 °C까지 가열한 후 2 h 동안 열처리하였다. 열처리한 분말은 유압 프레스를 이용해 60 MPa의 압력으로 3 min간 단축 성형하여 직경 25 mm, 높이 8 mm의 원통형 성형체를 제작하였다. 이후 성형체를 전기로(CWF11/23, Carbolite Gero, UK)에서 5 °C/min의 승온 속도로 1,500 °C까지 가열하고, 4 h 동안 유지하며 소결하였다.
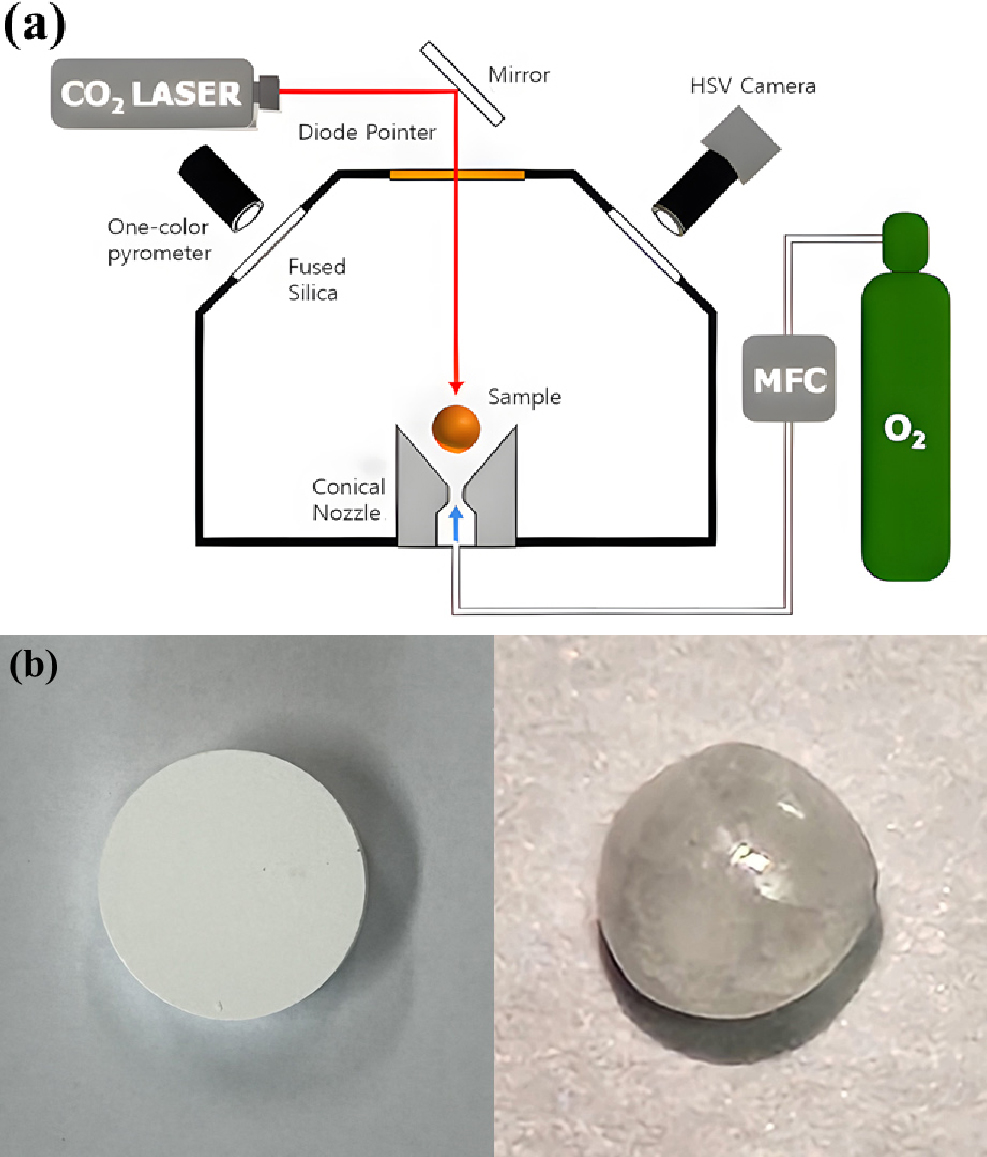
이후, ADL 공정을 이용하여 알루미나 성형체를 제조하기 위하여 여분의 소결된 알루미나 벌크를 파쇄한 후, 얻어진 조각 중에서 질량 20 mg의 시편을 선별하여 ADL 장치에서 안정적으로 부유할 수 있도록 준비하였다. 이후, 산소 가스를 일정한 유량(0.6 L/min)으로 공급하여 시편을 안정적으로 부유시킨 상태에서 고출력 CO2 레이저(100 W)를 이용해 약 15 s간 조사하여 시편을 직접 가열하였다. 시편은 적외선온도계(Pyrometer) 측정 기준 약 2,050 °C에서 용융되었으며 이 과정에서 주변 가스 흐름과 표면 장력에 의해 자발적으로 구형 형상이 형성되었다.15) 시편이 용융된 후, 레이저를 즉시 차단하여 산소 가스 흐름 중에서 급속 냉각하였다. 초당 약 250 °C 속도에서 냉각되어 완성된 시편은 직경 약 2 mm의 구형 형태를 가지게 되었다. Fig. 1은 본 연구에 사용된 실험 장치와 시편의 형상을 나타낸다. Fig. 1(a)는 실험에 사용된 ADL 장치의 개략도이며, Fig. 1(b)는 일반 소결법으로 제조된 벌크 알루미나 소결체와 ADL 공정으로 제조된 구형 알루미나 시편의 형상이다.
ADL 공정의 상세한 시편 제조 조건은 Table 1에 요약하였다. 시편 밀도는 헬륨 가스를 이용한 기체 피크노미터(AccuPyc II 1340, Micromeritics, USA)로 측정하였다. 상 분석은 고해상도 X선 회절 분석기(HR-XRD, X’pert Pro MRD, Philips, Netherlands)를 이용하여 Cu-Kα 방사선(λ = 1.5406 Å) 조건에서 수행되었으며, 관전압 40 kV, 관전류 50 mA, 2θ 범위 10°-90°, 스텝 크기 0.02°, 스캔 속도 3 °/min의 조건을 적용하였다. 시편의 표면 형상 및 미세구조는 전계방출형 주사전자현미경(field emission scanning electron microscope, FE-SEM, S-4300SE, Hitachi, Japan)을 이용하여 관찰하였다. 경도 측정을 위해 8개의 시편을 원형 몰드에 넣고, Acrylic (TJ 2210A, Trojan, China)와 Acrylic hardener (TJ 2210B, Trojan, China)를 2:1 중량비로 혼합한 수지를 주입하여 경화시켰다. 시편은 경화 후 연마 과정을 거쳐 준비하였으며, 경도는 비커스 경도기(HM-200, Mitutoyo, Japan)를 이용하여 하중 1 kgf, 유지 시간 10 s 조건으로 측정하였다.
3. 결과 및 고찰
전기로를 이용하여 1,500 °C에서 소결한 알루미나 시편과 ADL 공정으로 제조한 알루미나 시편의 헬륨 기체 피크노미터를 이용한 밀도 차이를 비교하여 Table 2에 제시하였다. 전기로에서 소결한 알루미나의 밀도는 3.922 g/cm3로 측정되었다. 이는 알루미나의 이론 밀도(3.99 g/cm3) 대비 98.3%의 상대 밀도에 해당하며, 일반적인 고온 소결 조건에서 얻을 수 있는 밀도 수치이다.16) 한편, ADL 공정을 통해 제조된 알루미나는 3.98 g/cm3의 밀도를 나타내었다. 이는 이론밀도에 대비 99.75 %의 상대 밀도에 해당하는 수치로, 일반적인 고상 소결법에 비해 높다.
Table 2.
Pycnometer-measured density of alumina samples fabricated by conventional sintering and the ADL process.
| Density (g/cm3) | Relative density (%) | |
| Conventional Al2O3 | 3.92 | 98.3 |
| ADL-Al2O3 | 3.98 | 99.75 |
| Theoretical Al2O3 | 3.99 | 100 |
1,500 °C에서 소결한 알루미나 시편과 ADL 공정으로 제조한 알루미나의 X선 회절 분석기(X-ray diffraction, XRD) 패턴은 Fig. 2에 제시되어 있으며, 두 시편 모두 α-Al2O3를 나타내었다. 특히, ADL 공정으로 급속 냉각된 시편의 XRD 패턴에서 회절 피크들의 2θ 위치가 변하지 않았으며, 이는 급속냉각에 따른 결정구조변화가 없음을 나타낸다. 일반 소결법을 통해 제조한 알루미나 및 ADL 공정을 통해 얻어진 알루미나 시료의 XRD 패턴을 비교하였으며, 주 피크(2θ = 43.38°)에서의 반전치폭(full width at half maximum, FWHM) 및 결정립 크기를 분석하였다. FWHM 분석 결과, ADL 공정으로 제조한 알루미나가 더 큰 FWHM 수치를 나타내었으며, 이에 따라 결정립 크기는 일반 소결법으로 제조한 알루미나가 57.46 nm, ADL 공정으로 제조한 알루미나가 53.74 nm로 산출되어 약 6.47 % 감소하였다. 이는 ADL 공정을 거쳐 제조된 Al2O3 시편이 상대적으로 더 작은 결정립 크기를 가지며, 공정 차이에 따라 미세구조가 달라질 수 있음을 시사한다.

Fig. 3는 일반적인 소결 공정을 적용한 알루미나 시편과 ADL 공정을 사용한 알루미나 시편의 단면 SEM 이미지를 보여준다. Fig. 3(a, b)는 1,500 °C에서 일반적인 소결공정법을 사용하여 소결된 알루미나 소결체의 미세구조를 보여준다. SEM 사진에서는 크기가 1 µm에서 10 µm 이상에 이르는 커다란 결정립들이 다수 관찰되며, 결정립 경계가 뚜렷하고 육안으로 확인 가능한 입계 기공이 존재한다. 또한, 부분적으로 치밀한 결정립이 관찰되지만, 다수의 기공이 남아 있어 소결 과정에서 완전한 치밀화가 이루어지지 않았음을 알 수 있다. 반면, Fig. 3(c, d)는 ADL 공정으로 처리된 알루미나 시편의 SEM 이미지를 보여준다. 1,500 °C에서 일반 소결한 시편과 비교했을 때, 매끄럽고 균질한 표면을 보이고 있으며, 결정립 경계 및 기공이 본 SEM 배율에서는 관찰되지 않았다. ADL 공정으로 제조한 알루미나 시편은 기존의 1,500 °C에서 소결한 시편에 비해 작은 크기의 그레인으로 구성된 치밀화된 구조를 가지게 되어 우수한 기계적 특성을 가질 수 있다.17)

Fig. 4는 ADL 공정법을 적용한 알루미나와 일반적인 소결법을 적용한 알루미나시편 간의 비커스 경도 분석을 보여준다. 경도는 고정 하중 1 kgf로 비커스 경도계를 사용하여 측정되었다.18) 각 시편 유형별로 총 10회 측정을 수행했으며 그 결과를 나타내었다. 일반적인 소결법을 적용한 알루미나는 개별 측정값에 다소의 변동성이 있었지만, 전반적인 경향은 일관되었으며 평균 경도는 1312.02 HV로 나타났다.19) 반면, ADL 공정으로 제작된 알루미나는 평균 경도가 1795.78 HV로, 일반적인 소결법을 적용한 알루미나보다 현저히 높은 값을 보였다. ADL 공정에서 CO2 레이저에 의해 2,050 °C 이상으로 상승한 온도에 의해 알루미나 표면이 용융된다.20) 이때, 부분적으로 표면 용융되어 생성된 액상이 고상 알루미나 분말 사이로 스며든 상태에서 급속 냉각되어 치밀한 구조를 가진 것으로 파악한다.21) Nakajima and Messing22)에 따르면 소량의 액상이 고상 입자 사이에서 치밀화를 촉진하고 기공을 제거하며, 최종적으로 기계적 특성을 향상할 수 있음을 보고하였다. 본 연구 ADL 공정으로 제조한 알루미나 시편도 이러한 부분 표면 용융되어 생성된 액상에 의해 고밀도 구조를 형성하였으며, 약 37 %의 경도 향상을 나타낸 것으로 판단된다.

