

1. Introduction
Recently, interest in alternative energy is increasing around the world due to the depletion of energy resources. Among them, the issues related to weight reduction of automobiles is attracting a lot of attention as a way to solve energy problems.1,2,3,4,5,6,7) The steel, which is most commonly used as a material for automobiles, is inexpensive and has the advantage of realizing various mechanical properties, but it has a disadvantage of high weight. The lightweight metals such as aluminum and magnesium are very promising alternatives to steel. In viewpoint of lightness, magnesium alloy is very attractive because it weighs a quarter of iron, but it is expensive and very disadvantageous in terms of plastic workability and corrosion resistance.8,9) Aluminum (Al) alloys have long been widely used as structural materials in various fields, including transportation devices such as automobile, railways, aircraft and ships, and the scope of their application is also expanding.10) However, the Al alloys still have weakness in mechanical properties such as strength and formability.10) A multilayer cladding sheets can be considered as a method to improve both strength and formability.11,12,13,14,15,16,17,18) Multi-layer cladding sheets were originally designed to maximize the advantages of various types of metals, and have been mainly manufactured by roll-bonding process. It is very important for roll-bonding process to optimize roll-bonding conditions such as kinds of metals, rolling reduction, surface treatment, and heat treatment because the roll-bonding must be succeeded at the same time as plastic deformation. In special, since the aluminum alloy reacts with oxygen in the air to form a thin oxide film on the surface, it must undergo a surface treatment process to remove the oxide film before performing the roll-bonding process. In addition, the high rolling reduction above the critical value is required to obtain a high bonding strength between the aluminum sheets. In previous studies,12,13) the authors fabricated AA1050/AA6061/AA1050 and AA6061/AA5052/AA6061 three-layered sheets by a cold roll bonding (CRB) and was able to implement various mechanical properties through subsequent T4 and T6 aging treatments. The precipitates formed in AA6061 region by aging treatments would greatly contribute to the enhancement of the mechanical properties. In present study, three different alloys of AA1050, AA5052 and AA6061 were applied to the CRB and subsequently annealed at various temperatures to produce more diverse strength and ductility combinations in three-layered Al sheet. In addition, the changes in microstructure and mechanical properties of AA6061/AA5052/AA1050 layered sheets fabricated by cold roll-bonding (CRB) with the increase of annealing temperature were investigated in detail.
2. Experimental Procedure
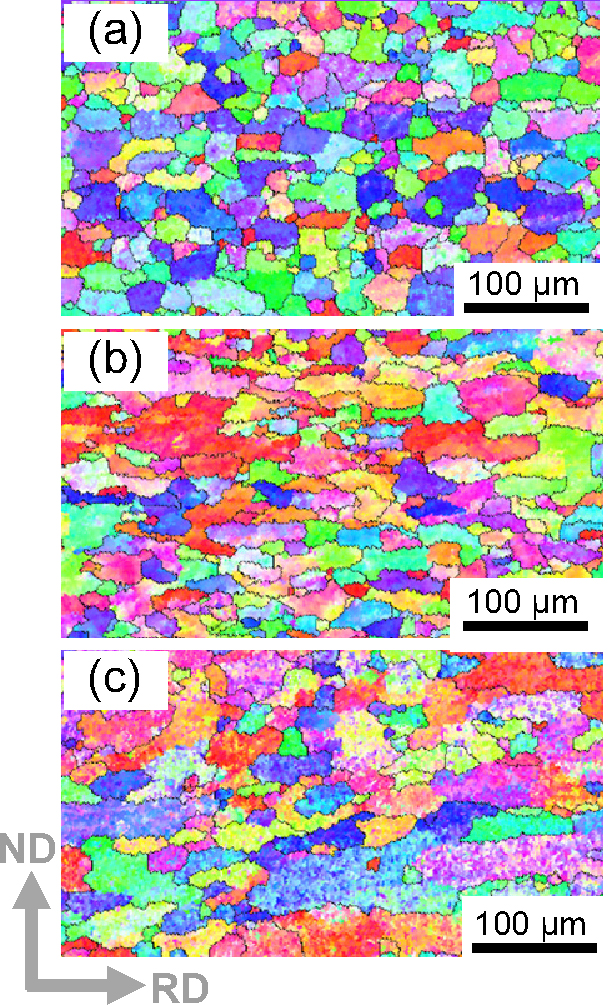
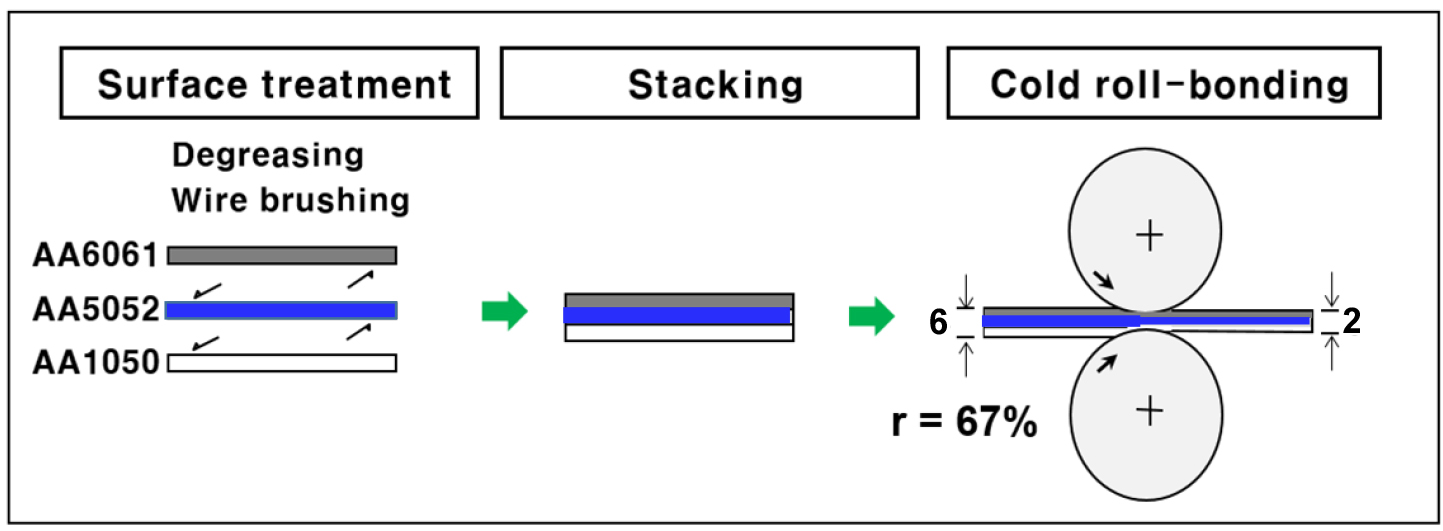
The materials used in present study are commercial AA6061, AA5052 and AA1050 alloys with chemical compositions as Table 1. The as-received materials of 2 mm thickness, 40 mm width, and 300 mm length are annealed for 0.5 h at 400 °C to remove the residual stress for the starting materials. As shown in Fig. 1, the starting materials of AA6061, AA5052 and AA1050 alloys showed the recrystallization structure with average grain diameter of 29, 39 and 72 µm, respectively. ND and RD in Fig. 1 means normal direction and rolling direction, respectively. A CRB process was performed for three-layer sheets in which AA6061, AA5052 and AA1050 alloys are stacked alternately after surface treatments such as degreasing and wire brushing, as shown in Fig. 2. The rolling was performed at a speed of 5.0 m/s by a two-high mill with a diameter of 210 mm without lubrication at ambient temperature. That is, the three-layer sheets of 6 mm thickness were first roll-bonded to 3 mm thickness by the cold rolling at reduction of 50 %, and then additionally rolled at reduction of 17 % to be 2 mm in thickness. The as roll-bonded AA6061/AA5052/AA1050 Al sheet was then annealed for 0.5 h at various temperatures from 200 to 400 °C. The microstructure of the roll-bonded and subsequently annealed Al sheets was revealed by scanning electron microscopy (SEM) observation and electron beam scanning diffraction (EBSD) measurement. The mechanical properties were examined at ambient temperature by an Instron-type tensile testing machine. The tensile test pieces were machined so that the tensile direction was parallel to the rolling direction. The gauge length and width were 32 mm and 6 mm, respectively, and the initial strain rate was 10-3 s-1.
Table 1.
Table 1. Chemical compositions of AA6061, AA5052 and AA1050 alloys used in present study (wt%).
3. Results and Discussion
A sound AA6061/AA5052/AA1050 layered material was successfully obtained by the CRB and subsequent annealing process. Fig. 3 shows optical microstructure observed on the plane perpendicular to transverse direction (TD) of the as roll-bonded AA6061/AA5052/AA1050 sheet. As indicated by the arrows in Fig. 3, the bonding between the dissimilar Al sheets after CRB was very good.
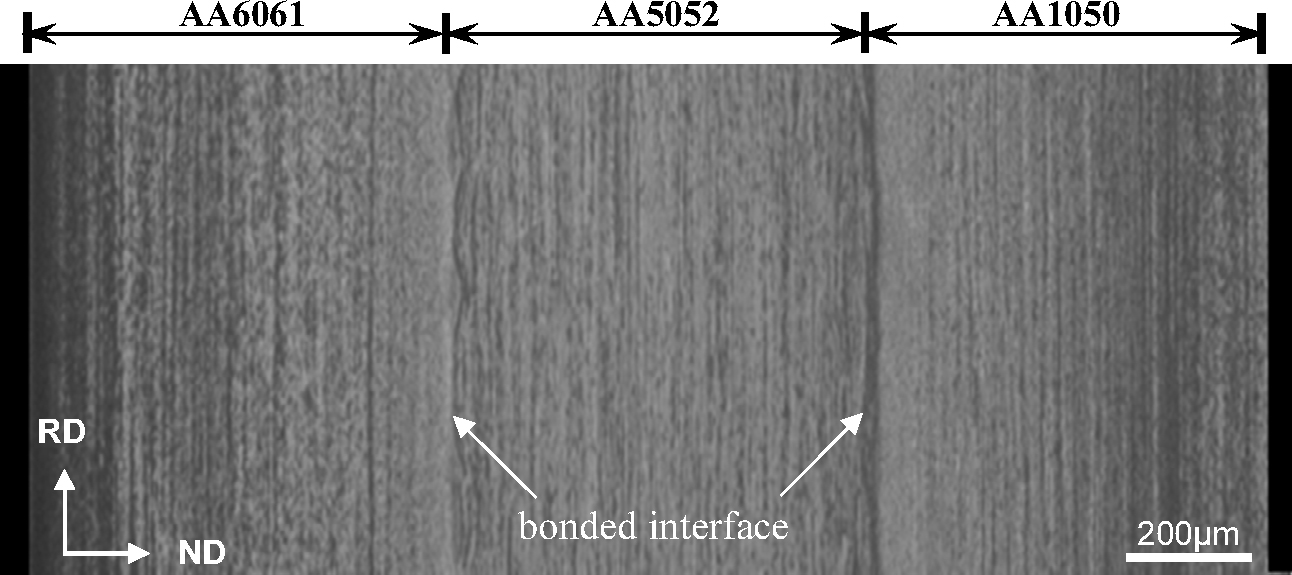
Fig. 4 shows the normal direction (ND) maps obtained by EBSD measurement for AA6061, AA5052 and AA1050 regions of the as-rolled and subsequently annealed specimens, respectively. The color of each point indicates the crystallographic direction parallel to ND of the specimens, corresponding to the colored stereographic triangle, respectively. As shown in the figure, the changes in microstructure with annealing were different depending on the materials. For AA6061 region, the as-rolled material showed the deformation structure that the grains are elongated to rolling direction. The specimens annealed up to 300 °C still maintained a deformation structure even though the recovery probably occurred over all regions. However, the specimens annealed above 350 °C were covered with equiaxed grains over all regions due to occurrence of the complete recrystallization. For AA5052 region, the specimen of 250 °C still maintained the deformation structure, but at 300 °C it turned into a complete recrystallization structure consisted of equiaxed grains with the average diameter of 22 µm. This means that the complete recrystallization occurred at lower temperature more than AA6061 region. However, for AA1050, the completely recrystallized microstructure was observed at annealing temperature of 350 °C, as shown in Fig. 4. This means that the recrystallization has already occurred at a temperature between 300 °C and 350 °C. This microstructural change is more similar to AA6061 than AA5052. However, the recrystallized grains showed the average diameter of 110 µm that is the largest, comparing with those of AA6061 and AA5052 regions. In present study, the recrystallization temperature was the lowest in AA5052 region. In general, the recrystallization temperature depends on the various factors such as the amount and type of impurities, the amount of deformation, the original grain size before deformation and so on.19) Because the amount of deformation was almost same in all materials, the amount and type of impurities and the original grain size would affect the recrystallization temperature. The recrystallization temperature generally decreases with the increase of impurities and the decrease of original grain size. In special, Mg element decreases the stacking fault energy of aluminum alloy, resulting in decreasing the recrystallization temperature. AA5052 alloy contains the highest Mg content among them and the grain diameter is also relatively small. In these viewpoints, it is explained the reason why the recrystallization temperature of AA5052 alloy was lower than those of AA6061 and AA1050 alloys.
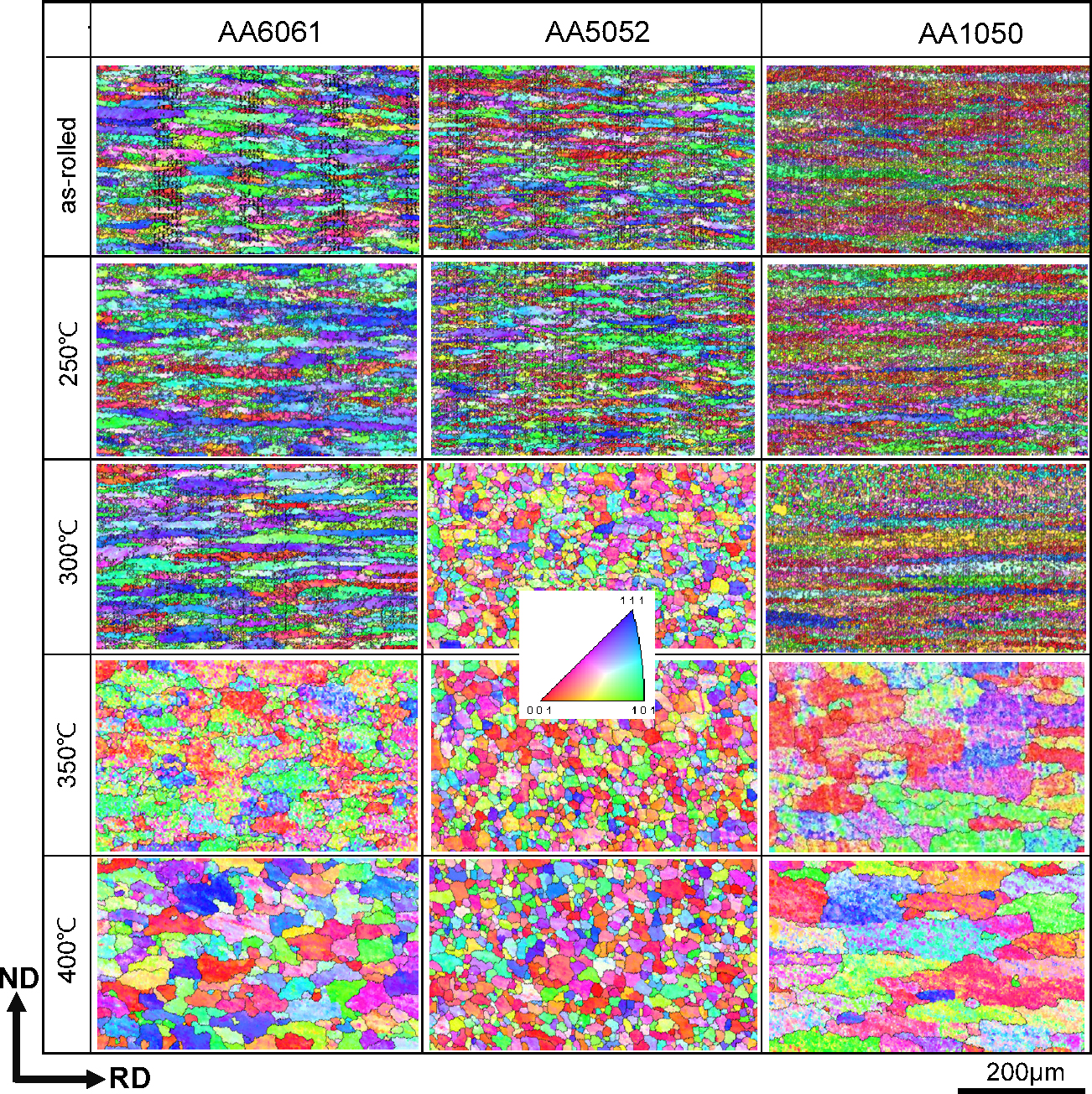
Fig. 5 shows the change of {111} pole figures of each region with the increase of annealing temperature in range of 250 to 350 °C. As shown in pole figures, every regions annealed at 250 °C exhibited typical rolling texture that {110}<112> and {123}<634> components strongly developed. After annealing at 300 °C, the rolling texture still developed in AA6061 and AA1050 regions, but in AA5052 region the recrystallization texture of {100}<001> component strongly developed due to occurrence of static recrystallization. After annealing at 350 °C, the recrystallization texture developed in all regions even though the intensity was not so strong.
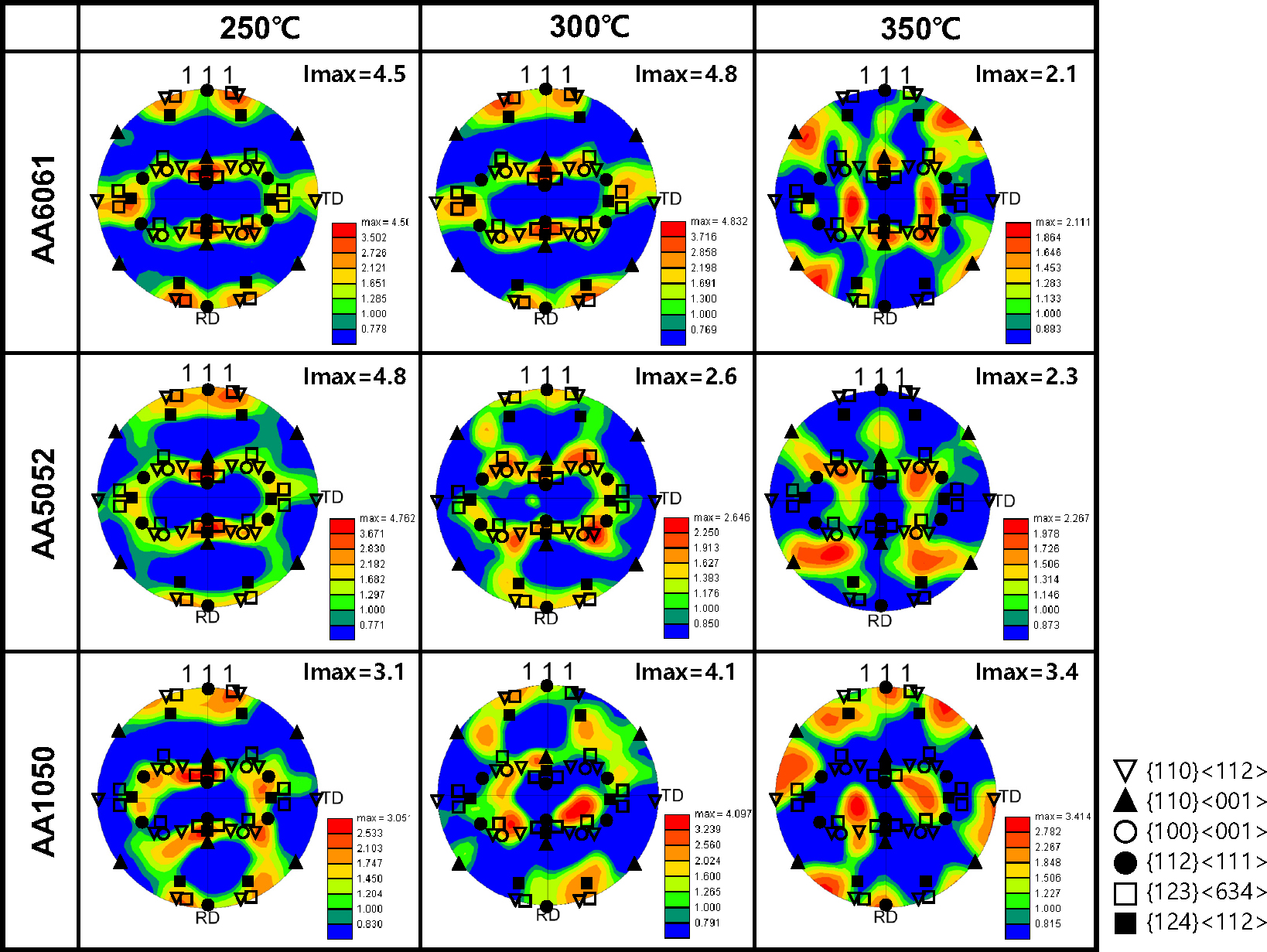
Fig. 6 shows the variation of volume fraction of each texture component developed in each region with the increase of annealing temperature. As shown in the figure, for AA6061 region, the typical rolling texture components such as (011)[], (123)[] and (112)[] primarily developed at temperatures up to 300 °C, however above 350 °C their volume fraction was greatly reduced and the recrystallization texture of (001)[100] developed instead. This is due to the occurrence of complete recrystallization, as mentioned in Fig. 3. For AA5052 region, it was also clearly found that while the components of deformation texture as (112)[], (011)[] and (123)[] decreased, the volume fraction of (001)[100] recrystallization texture greatly increased with the increase of annealing temperature. For AA1050 region, the fraction of only (001)[100] component tended to increase with the increase of annealing temperature.
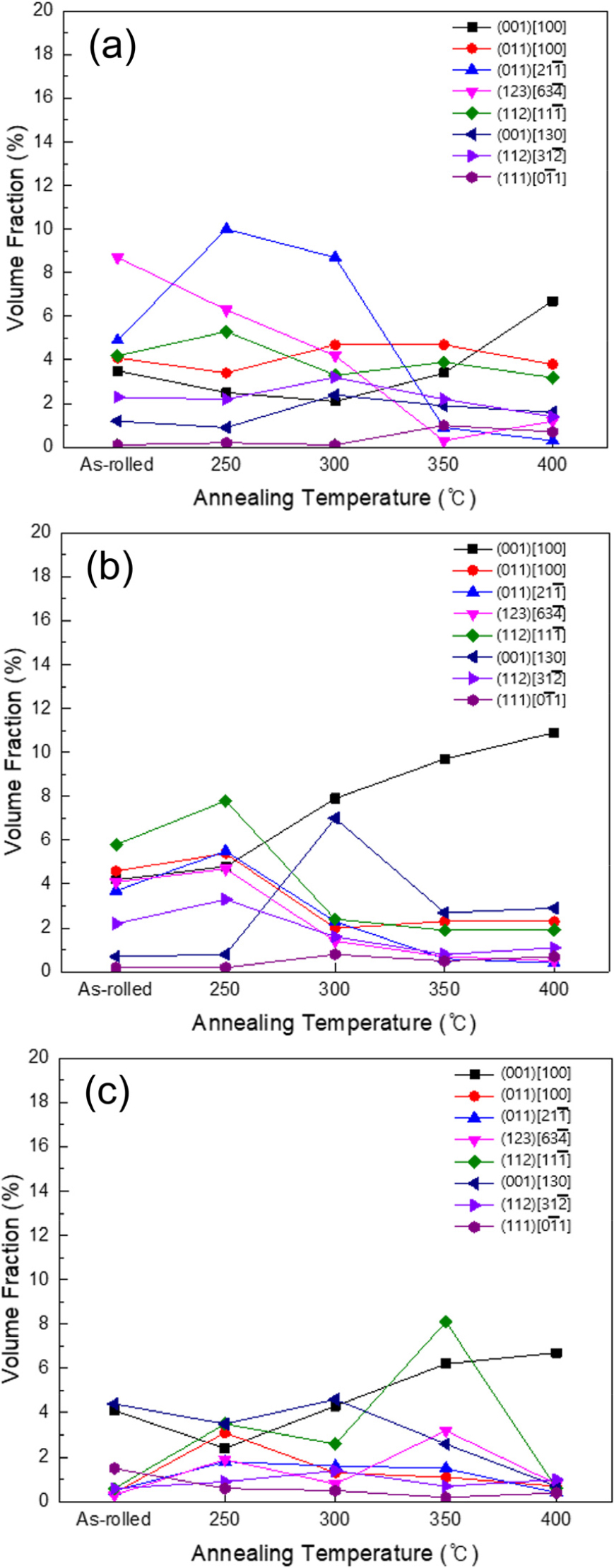
Fig. 7 is the variation of misorientation angle distribution of grain boundaries with the increase of annealing temperature up to 350 °C. For all annealed regions, the fraction of high angle grain boundaries (HAGBs) was lower than that of low angle grain boundaries (LAGBs). At all annealing temperatures, the misorientation angle distribution of AA6061 region was very similar to that of AA5052 region. However, AA1050 region exhibited higher HAGBs fraction than AA6061 and AA5052 regions at all annealing temperatures.
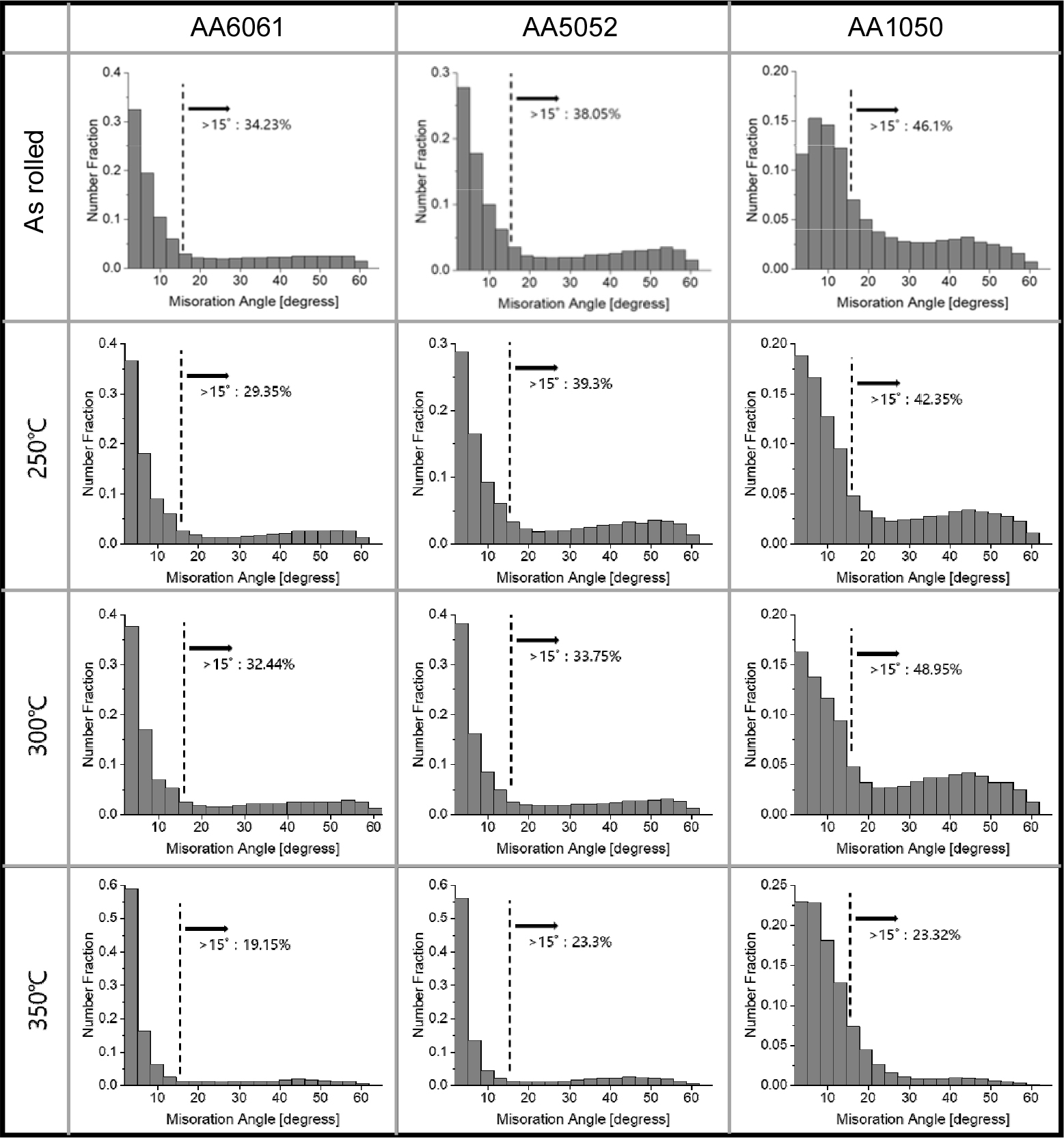
Fig. 8 shows nominal stress-nominal strain (s-s) curves [Fig. 8(a)] and the mechanical properties [Fig. 8(b)] of the as-rolled and the annealed specimens. The as-rolled material showed tensile relatively high strength (TS) of 282 MPa and elongation (EL) of 18 %. After annealing at 200 °C, the specimen showed lower TS and EL than the as-rolled material. With increasing the annealing temperature, the TS decreased and the EL increased gradually. Here, the softening behavior with annealing is very normal, but the shapes of s-s curves is unusual. In special, the s-s curves were very different from those of AA1050/AA6061/AA1050 and AA6061/AA5052/AA6061 three-layered alloys fabricated in previous studies.12,13) For previous two alloys, the rate of uniform elongation among the elongation was overwhelmingly greater than the local elongation.12,13) However, in present study, the rate of local elongation, the elongation from the strain corresponding to the ultimate tensile strength to the fracture, was surprisingly high in the annealed specimens, as shown in Fig. 8(a). It is considered that this difference is due to the differences in combination of applied Al alloys and heat treatment method. In case of the previous studies,12,13) T4 and T6 aging treatments produced very fine precipitates in AA6061 alloy, so that they would contribute to increase the uniform elongation. Anyway, it is very interesting that differences in combination of the Al alloys and heat treatment have a great influence on the shape of s-s curves of the three-layered Al sheets.
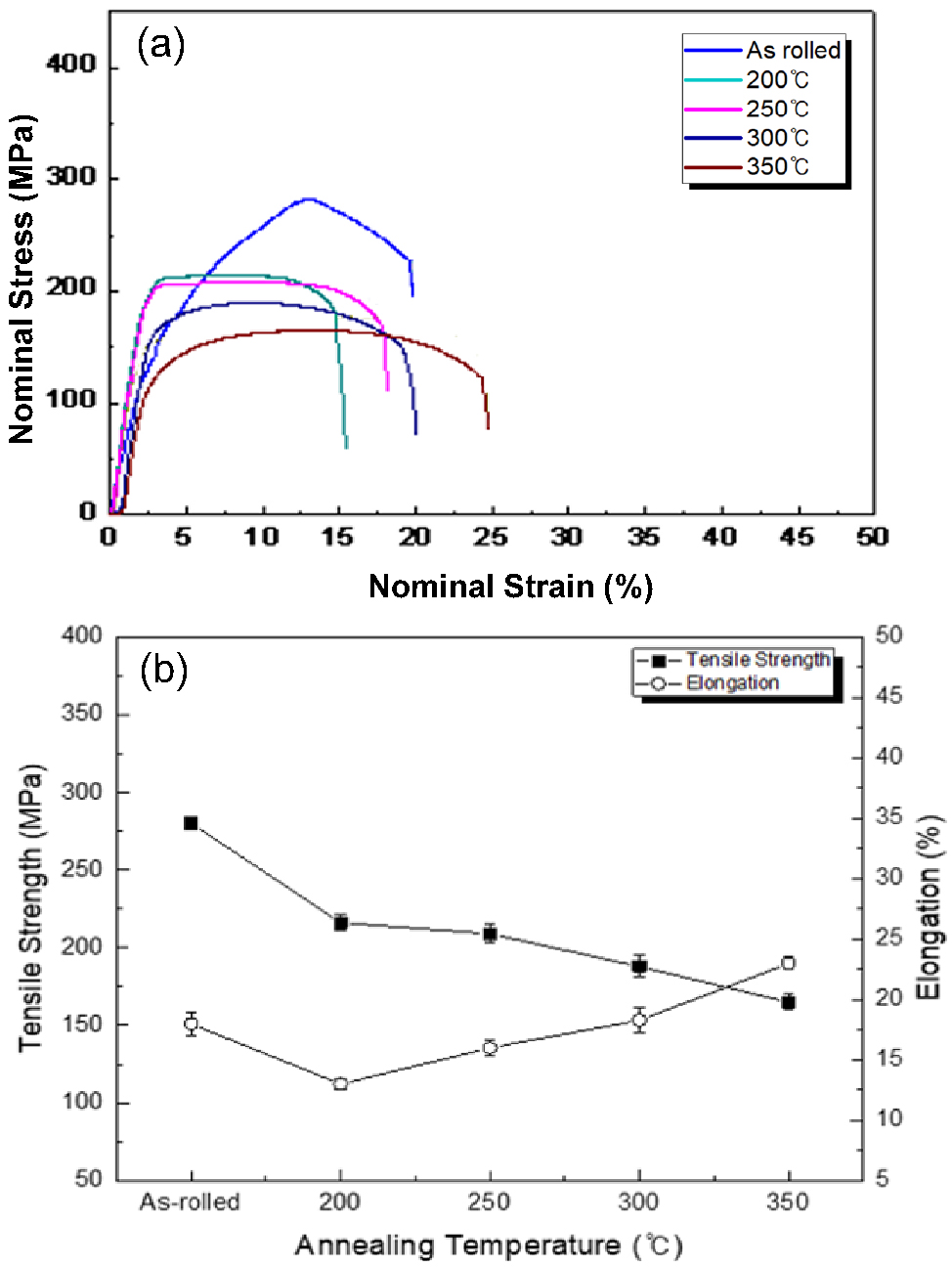
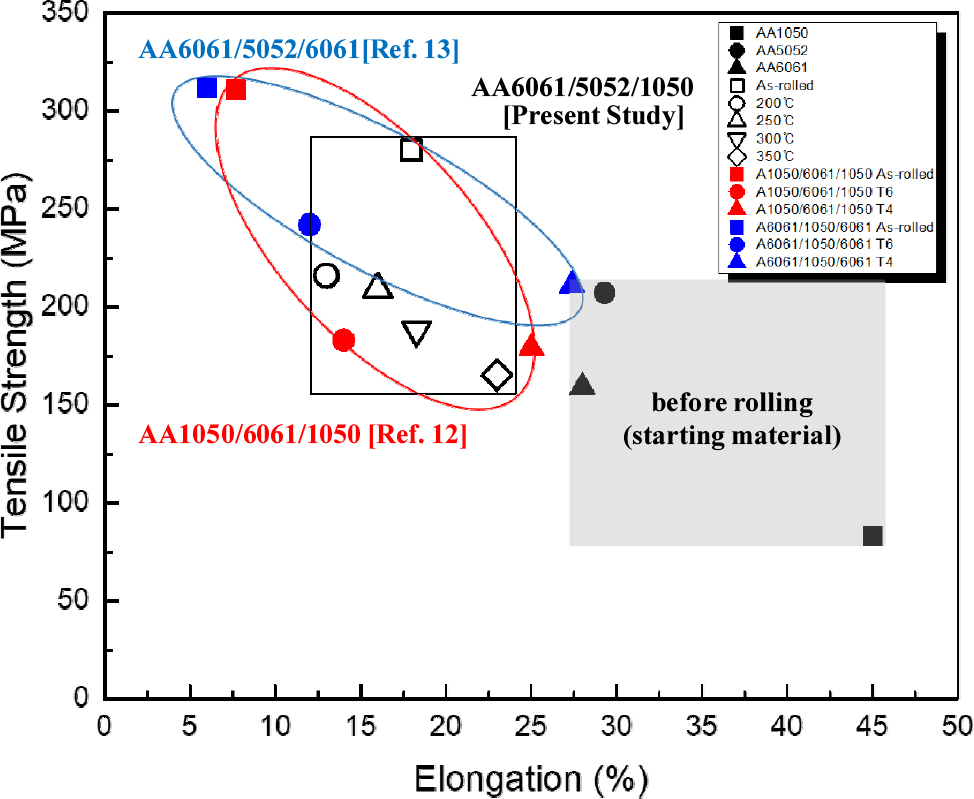
Fig. 9 shows the mechanical properties as a graph of tensile strength versus elongation. As shown in the figure, the as-rolled AA6061/AA5052/AA1050 material showed a good balance of strength and ductility. However, the annealed materials are located at lower strength than the as-rolled material, and there is reverse relationship between strength and elongation. In addition, it is seen that the AA6061/AA5052/AA1050 alloys show the medium-level strength of AA6061/AA1050/AA6061 and AA1050/AA6061/AA1050 alloys fabricated by the previous studies.12,13) As a result, through this study, three-layered Al alloys with better strength and ductility than previous materials were not derived, but it is meaningful to develop new three-layered Al alloys with various strength-elongation combinations.
4. Conclusions
A cold roll-bonding process was applied to different Al alloys of AA6061, AA5052 and AA1050 and subsequently annealed. The specimens annealed up to 250 °C showed typical deformation structure that the grains are elongated to rolling direction in all regions. The specimen annealed at 300 °C still had the deformation structure in AA6061 and AA1050 regions, but it changed into recrystallization structure in AA5052 region. However, the specimens annealed above 350 °C exhibited the complete recrystallization structure consisted of equiaxed grains over all regions. In addition, the specimen annealed at 250 °C exhibited typical rolling texture that {110}<112> and {123}<634> components strongly developed. After annealing at 300 °C, the rolling texture maintained in AA6061 and AA1050, but the recrystallization texture of {100}<001> component strongly developed in AA5052 region. After annealing at 350 °C, the recrystallization texture developed in all regions. The fraction of HAGBs was lower than that of LAGBs over all regions in all specimens. The as-rolled material showed relatively high tensile strength of 282 MPa and elongation of 18 %. The TS decreased and the EL increased gradually with the increase of annealing temperature. The changes in mechanical properties (specially, in s-s curves) of AA6061/AA5052/AA1050 alloys with annealing were significantly different with those of AA1050/AA6061/AA1050 and AA5052/AA6061/AA5052 alloys fabricated in previous studies.
