

1. 서 론
재생에너지는 무공해하고 고갈될 염려가 없으며, 화석 연료와 원자력을 대체할 수 있는 에너지이다. 전세계의 모든 재생 가능 에너지 기술로는 바이오 연료, 태양열, 태양광, 풍력, 수력, 파도, 조력, 지열 등이 있으며,1) 그 중 태양광 발전은 2015년 약 63 GW, 2016년 약 82 GW, 2017년 98 GW로 연간 설치되는 양이 증가하고 있다.2) 이에 따라 태양광 시스템의 원가 절감과 효율 상승에 대 한 연구가 진행 중에 있으며, 특히 원가 절감을 위해서 결정질 실리콘 웨이퍼(c-Si wafer)의 두께를 줄이는 다 양한 연구가 진행 되고 있다. 태양광산업에서 결정질 실 리콘 태양전지가 차지하는 비율은 90 % 이상이며, 모듈 의 생산단가에서 잉곳(Ingot) 및 결정질 실리콘 웨이퍼 의 비율은 38 %를 차지하기 때문에 결정질 실리콘 웨 이퍼의 두께를 줄이면 태양광 모듈의 원가절감이 가능 할 것으로 예상된다.3) 현재는 결정질 실리콘 웨이퍼의 두 께는 약 180 ~ 200 μm를 사용하지만 최근 원가 절감을 위해서 결정질 실리콘 웨이퍼의 두께를 100 μm 이하로 줄이는 박형 태양전지에 대한 연구가 활발히 이루어지 고 있다.4-6)
박형 태양전지는 결정질 실리콘 웨이퍼의 두께가 얇 기 때문에 기계 강도가 약하며, 이로 인해 태빙(tabbing) 공정에서 미세 균열(micro crack)이 발생할 가능성이 높 다. 일반적인 결정질 실리콘 태양광 모듈 공정은 셀 등 급 분류(cell sorting), 셀 납땜 및 직결연결(tabbing & string), 모듈 시트 적층(lay-up), 적층 및 큐어링(lamination & curing), 프레임 및 단자박스 조립(assembly), 모듈 출하시험(module testing)로 이루어지는데,7) 이중 셀 납땜 및 직렬연결(tabbing & string) 공정은 태양전 지에 플럭스를 도포한 후에 리본을 올리고 고온으로 납 땜하여 태양전지를 서로 직렬로 연결한다. 이 과정에 서 박형 태양전지와 리본의 열 팽창계수 차이로 미세 균열이 생기거나 기존 미세 균열이 커지는 현상이 발 생한다.8) 미세 균열이 생기면 태양전지의 전류가 낮아 져서 태양광모듈 출력의 손실이 발생한다. 박형 태양 전지를 태빙하기 위한 방안으로는 고온 납땜 공정 과 정을 생략하고 적층(lamination)만으로 태양전지와 리본 을 결합시키는 저온 태빙 공정이 제안되고 있다. 저온 태빙 공정에서는 전도성 페이스트(conductive paste, CP)를 이용한 연구가 진행되고 있다.9,10) 전도성 페이 스트는 Sn57.6Bi0.4Ag성분을 함량하고 150 °C의 융점으 로 전기적 결합이 가능하며 태양광 모듈 제조 공정에서 태양전지의 손실을 최소화 할 수 있다. 하지만 전도성 페이스트에 대한 연구는 모듈화 공정 이후 신뢰성 테스 트에 대한 연구만 진행 되었을 뿐, 가장 중요한 도포량 에 대한 연구는 이루어지지 않고 있다. 태양전지에 전 도성 페이스트를 도포할 때, 도포량에 따라서 태양광 모 듈의 출력 변화가 발생한다. 도포량이 많을 경우, 과도 포로 인한 전기적 단락 현상이 발생하며, 전도성 페이 스트가 태양전지 전면에 흘러서 전도성 페이스트에 의 한 태양전지에 음영이 발생하는 경우가 발생한다. 또한 도포량이 적을 경우에는 소도포로 인해 리본과 태양전 지의 접합 문제가 발생하며, 이로 인해 전기적 결합의 문 제가 발생하여 직렬 저항이 증가할 가능성 있다. 이에 본 논문에서는 전도성 페이스트의 최적 도포량을 위한 연구 를 진행 하였다. 먼저 디스펜서(dispenser)의 도포 속도와 도포량에 대한 분석을 진행하였으며, 이를 바탕으로 도포 량에 따른 출력 특성을 분석하였다. 또한 알파스텝(alphastep) 과 광학 현미경(optical microscope)를 이용하여 도포 량에 따른 도포 폭과 두께를 분석하였다. 그 결과로 태 양전지의 출력이 높은 최적의 도포량을 도출할 수 있었다.
2. 실험 방법
일반적인 태양광 공정에서는 고온의 열을 가하기 때문 에 전도성 페이스트를 사용하지 않는다. 하지만 박형 태 양전지를 사용하여 태양광 모듈을 만들기 위해서는 고 온 공정이 불가능하므로 전도성 페이스트 사용이 필요 하다. 즉, 기존에 태양광 분야에서는 전도성 페이스트를 사용하지 않았기 때문에 전도성 페이스트 도포량에 대 한 연구는 진행 되지 않았다. 본 실험에서는 전도성 페 이스트 도포량에 대한 연구를 진행하였으며 먼저 도포 량을 조절하여 측정하였다. 도포량 조절은 디스펜서의 공 기압, 주사기 니들 크기, 도포속도로 조절할 수 있는데 공기압과 니들 크기는 일정하게 유지하고 속도만 변화 를 주었다. 이를 통해서 디스펜서의 속도와 도포량의 상 관관계를 알 수 있었다. 도포량의 측정 방법은 도포전 과 후에 태양전지(6inch, 3BB c-Si cell)의 질량을 정밀 저울을 이용하여 측정하였고, 그 값의 차이를 도포량으 로 정의하였다. 즉, 도포 후 태양전지 질량 값 - 도포 전 태양전지 질량 값 = 태양전지 면적당 전도성 페이 스트의 도포량(g/cell)로 정의하였다. 디스펜서와 도포량과 의 상관관계를 먼저 분석한 이후, 도포량에 따른 태양 광 모듈을 제작 하였다.
실험에 사용된 전도성 페이스트는 25 °C에서 210,000 cP(= mPa · s)의 점도를 갖는 Sn57.6Bi0.4Ag를 사용하였 다. 디스펜서 장비는 MUSASHI, SuperΣ®CM III를 사용 하였으며, 공기압 500 kPa, 주사기 니들 크기 22 G(니들 외경 0.72Ø, 니들 내경 0.42Ø)로 고정시키고 도포속도 만을 조절하였다. 실험에 사용한 태양전지 버스바 전극 은 총 6개였으며 전극 길이는 15.675 mm, 전극 폭은 1.5 mm라서 전도성 페이스트를 15.6 mm로 도포하였다. 전면 강화유리/Ethylene Vinyl Acetate(EVA) /태양전지/ EVA/백시트(Backsheet) 순으로 레이업을 한 후에 라미 네이션 공정을 진행 하였으며, 모듈 제작 후에 솔라 시 뮬레이터(K201 LAB160 – McScience, Class AAA)로 모듈의 발전성능을 분석하였다. 또한 도포량의 단면과 두 께와 폭을 분석하기 위해서 태양전지 위에 전도성 페이 스트를 도포하고 핫 플레이트에 150 °C로 5분간 가열하 여 용융시킨 후 나노 세컨드 레이저(InnoLas)를 이용하 여 1 cm2로 절단하였다. 절단한 시료를 갖고 광학현미경 과 알파스텝(KP10 SURFACE PROFILER)을 사용하여 전도성 페이스트 도포량에 따른 특성을 분석하였다.
3. 결과 및 고찰
3.1 전도성 페이스트의 도포속도와 도포량의 상관관계
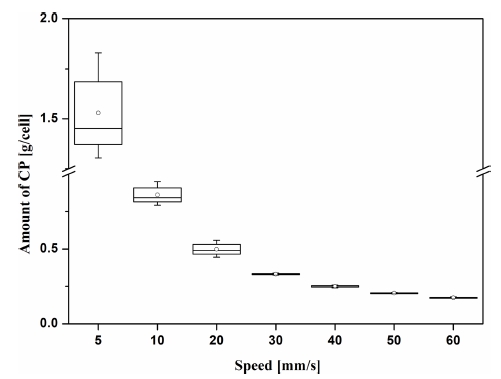
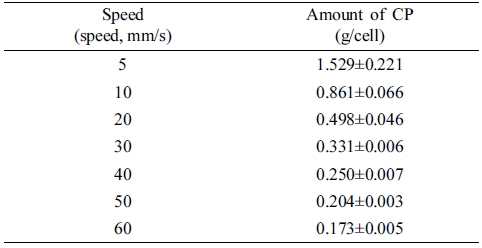
도포속도가 변화할 때 도포량의 변화를 확인 하기 위 해서 디스펜서의 속도를 5, 10, 20, 30, 40, 50, 60 mm/s로 도포하였으며, 이에 따른 도포량 측정 결과는 Fig. 1과 Table 1에 나타내었다. 도포속도가 느릴 경우, 태양전지에 도포하는 시간이 증가하기 때문에 도포량이 증가하였으며, 도포속도 5 mm/s일 때 도포량이 가장 높 게 측정되었다. 반대로 도포속도가 빠르면 디스펜서가 태 양전지 위에 머무는 시간이 짧기 때문에 도포량은 감소 하였다. 도포속도와 도포량의 상관관계 분석을 위해서 각 시료 마다 총 5회씩 실험을 진행하였으며, 도포속도가 증 가할수록 도포량의 편차가 줄어드는 경향을 확인 할 수 있었다. 즉, 도포속도가 비교적 빠른 40 mm/s, 50 mm/s, 60 mm/s은 도포속도가 느린 부분에 비해 도포량 변화 차 이가 감소하였다. 실험결과 디스펜서의 도포속도와 도포 량의 연관성을 확인할 수 있었으며 도포속도와 도포량 은 반비례하고 40 mm/s부터는 도포량 편차가 줄어든 것 을 확인하였다.
3.2 전도성 페이스트의 도포량에 따른 PV module 의 전기적 특성 분석
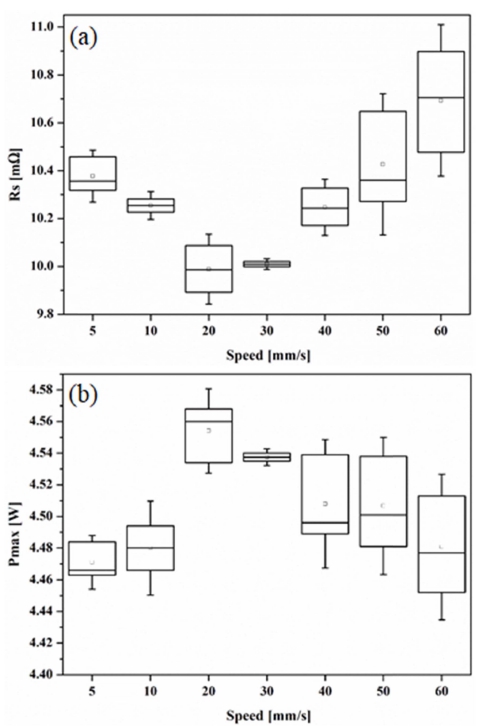
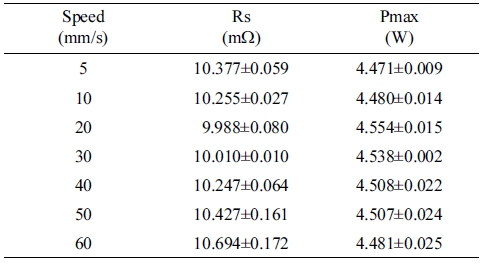
도포량에 따른 태양광 모듈의 출력을 분석하기 위해서 디스펜서의 속도를 5, 10, 20, 30, 40, 50, 60 mm/s로 모듈을 제작하였고 솔라 시뮬레이터(K201 LAB160 – McScience, Class AAA)를 사용해 표준시험조건(1,000 W/m2, 온도 25 °C, Air Mass 1.5 조건)에서 전기적 출 력을 측정하였다. 도포량에 따른 태양광 모듈 제작 전 에 초기 태양전지의 출력 값을 0.5 % 미만으로 맞추어 서 솔팅하였다. Fig. 2(a)는 도포량에 따른 결정질 태양 광 모듈의 직렬 저항 값을 나타낸 그래프이다. 60 mm/ s일때 직렬저항이 가장 높게 측정되었으며, 20 mm/s에서 가장 낮은 직렬저항이 측정되었다. 30 mm/s는 20 mm/s 와 0.022 mΩ 차이로 20 mm/s 다음으로 낮았다. Fig. 2(b)는 도포량에 따른 결정질 태양광 모듈의 출력 값을 나타낸 그래프이다. 출력은 도포량에 따라 다르게 나타 났으며, 20 mm/s는 4.554 ± 0.015W로 출력이 가장 높게 측정되었으며, 40 mm/s 이후부터는 평균 출력이 감소하 였다. 직렬 저항과 전기적 출력 모두 도포량에 따라서 그 값이 변화 하였으며, 도포량에 의한 전기적 출력 변 화와 직렬 저항은 서로 반비례 하는 경향을 보였다. 즉, 전도성 페이스트의 도포량에 따라서 태양광 모듈의 전 기적 출력이 변화하였으며, 그것은 직렬 저항의 변화로 나타남을 알 수 있었다.
또한 도포량이 많은 5 mm/s는 직렬저항이 높게 나왔 고 출력은 낮게 측정되었다. 도포량이 많을 경우에는 접 촉되는 면적이 넓기 때문에 저항은 감소해야 한다. 하 지만 도포량이 많을 경우, 직렬 저항이 증가하고 감소 하였는데, 그 원인으로는 전도성 페이스트의 과도포에 의 한 음영이 원인으로 추측된다. 이에 대한 실험으로 음 영 면적이 변화할 때 출력과 직렬저항의 차이를 분석하 였고 이를 바탕으로 전도성 페이스트의 과도포에 적용 시켜서 도포속도 1, 1.5, 2 mm/s로 나눠서 출력과 저항 의 차이를 비교 분석하였다. Table 2
3.2.1 전도성 페이스트의 과도포에 따른 태양광 특성 분석
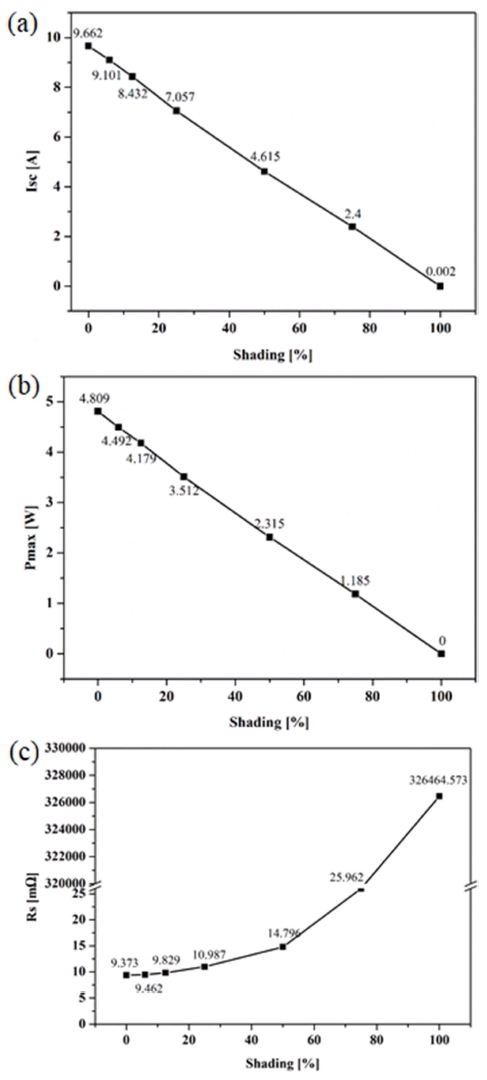
일반적으로 전도성 페이스트의 양이 증가하면 접촉이 증가하기 때문에 저항이 감소하며, 이로 인해 출력이 증 가한다. 하지만 전도성 페이스트가 과도포 될 경우, 버 스바라인 옆에 전도성 페이스트에 의한 음영이 발생하 며, 전기적 출력이 감소하고 저항은 증가한다. 전도성 페 이스트 과도포에 따른 출력 저하 원인을 분석하기 위해 서 음영과 전기적 출력에 대한 상관관계에 대한 실험을 진행하였다. 음영 면적은 0, 6, 12.5, 25, 50, 75, 100 %로 시료를 제작 하였으며, Fig. 3은 음영 면적에 따른 태양광 모듈을 나타낸다. Fig. 4(a)는 태양광 모듈 의 음영에 따른 전류 값, (b)는 음영 면적에 따른 Pmax 값, (c)는 음영 면적에 따른 Rs측정값을 나타낸다. 음영 면적이 넓어질수록 태양전지에 빛이 흡수되는 면적이 줄 어들어서 전류는 감소하였고 그에 따라 출력도 감소하 였다. 음영 면적이 넓어지면 Rs는 증가하는 추세였고 50 % 이상부터는 급격히 증가하였다. 이를 바탕으로 전 도성 페이스트가 음영역할을 할 때 어떤 변화가 발생하 는지를 확인 하기 위해서 모듈을 제작한 후 출력 및 직 렬저항을 분석하였다.
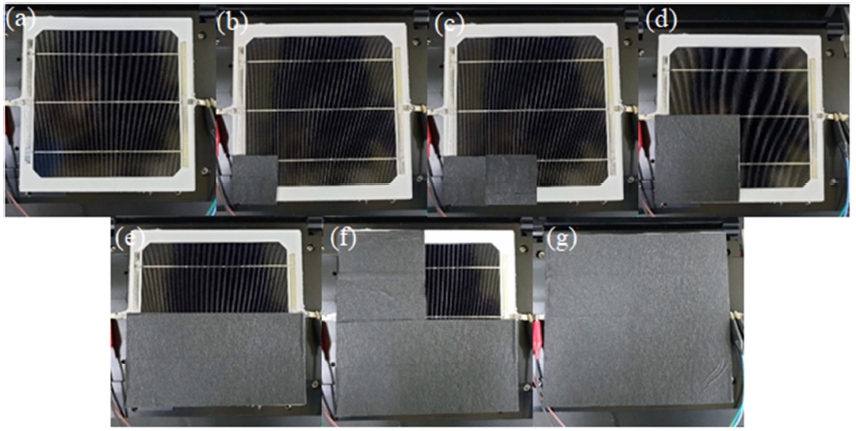
Fig. 3
Image of shaded PV module by (a) 0 %, (b) 6 %, (c) 12.5 %, (d) 25 %, (e) 50 %, (f) 75 %, (g) 100 %.
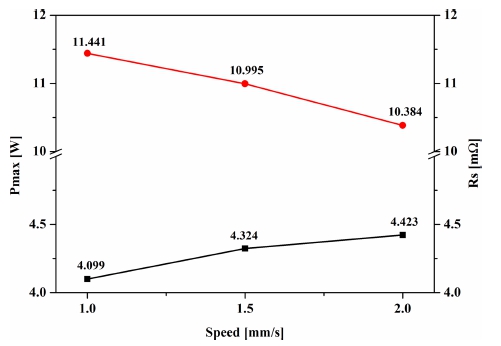
과도포 실험은 이전 실험의 5 mm/s보다 느린 1, 1.5, 2 mm/s로 진행 하였으며, Fig. 5는 실험 결과를 나타낸 다. 그래프를 보면 도포속도가 감소하면 도포량이 많아 지고, 이에 따라 음영이 증가하여 출력은 낮아지고 저 항이 증가하는걸 확인 할 수 있다. 위에 실험한 음영에 따른 출력과 저항 실험을 바탕으로 도포량이 증가할수 록 음영면적이 늘어나고 출력과 저항에 영향을 미치는 걸 확인 할 수 있었다. 즉 도포속도가 느리면 도포량이 증가하게 되는데 과 도포될 경우, 전도성 페이스트가 태 양전지를 가리는 범위가 증가하게 된다. 결과적으로 전 도성 페이스트 음영 범위가 증가하여 직렬저항은 증가 하고 출력은 감소하므로 도포 속도 10 mm/s 이하로 도 포할 경우에는 태양광 모듈의 출력이 저하함을 의미한다.
3.3 도포속도에 따른 전도성 페이스트의 특성분석
3.3.1 전도성 페이스트의 도포량에 따른 광학현미경을 이용한 특성 분석
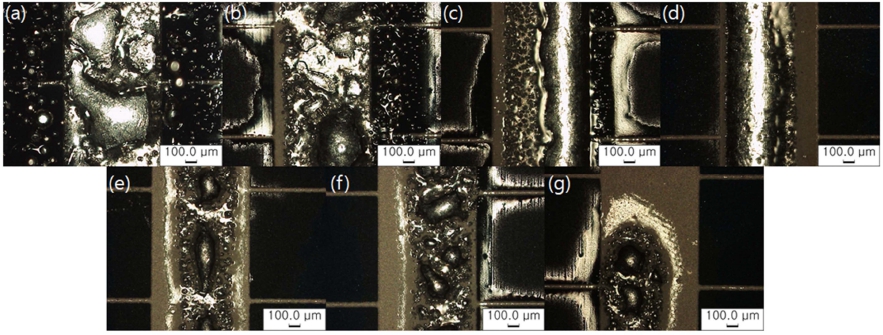
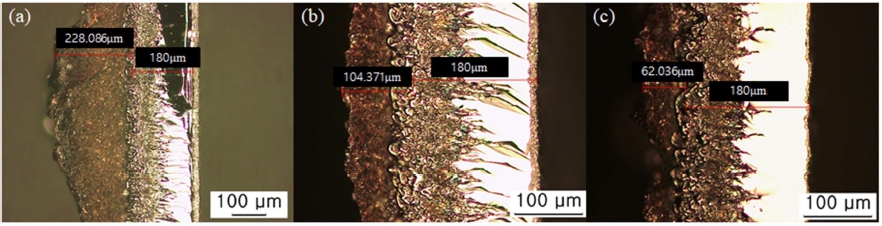
Fig. 6은 태양전지 위에 전도성 페이스트를 도포속도 변화에 따라서 도포하고 핫 플레이트에 150 °C로 5분간 가열하여 용융시킨 전면을 광학 현미경으로 촬영한 사 진이다. (a)는 5 mm/s, (b)는 10 mm/s, (c)는 20 mm/s, (d)는 30 mm/s, (e)는 40 mm/s, (f)는 50 mm/s, (g)는 60 mm/s의 전면사진이다. 사진을 보면 (a)와 (b)는 전도 성 페이스트가 서로 뭉친걸 확인할 수 있고 옆으로 전 도성 페이스트가 퍼진 걸 볼 수 있다. (c)와 (d)는 일정 하게 도포가 이루어졌고 (e), (f), (g)는 부분부분 끊어진 걸 확인 할 수 있다. Fig. 7은 광학 현미경으로 도포속 도에 따른 시료의 측면을 찍은 사진이다. 전면 사진 비 교 결과 도포속도에 따라 크게 3분류로 나뉘어 (a) 5 mm/s, (b) 20 mm/s, (c) 50 mm/s만 측면 두께를 비교하 였고 태양전지의 두께가 180 μm라서 180 μm 뺀 나머지 부분을 두께로 측정하였다. 그 결과 (a) 의 측면 두께는 228.096 μm로 두께가 높았고 (b)의 측면 두께가 104.371 μm로 5 mm/s보다 2배 정도 낮았다. (c)의 측면 두께는 62.036 μm로 두께가 낮았다. 이를 통해서 도포량이 증가 하면 도포두께도 증가하고 도포량이 감소하면 도포두께 도 감소하는 것을 알 수 있었다.
3.3.2 전도성 페이스트의 도포량에 따른 알파스텝을 이 용한 특성분석
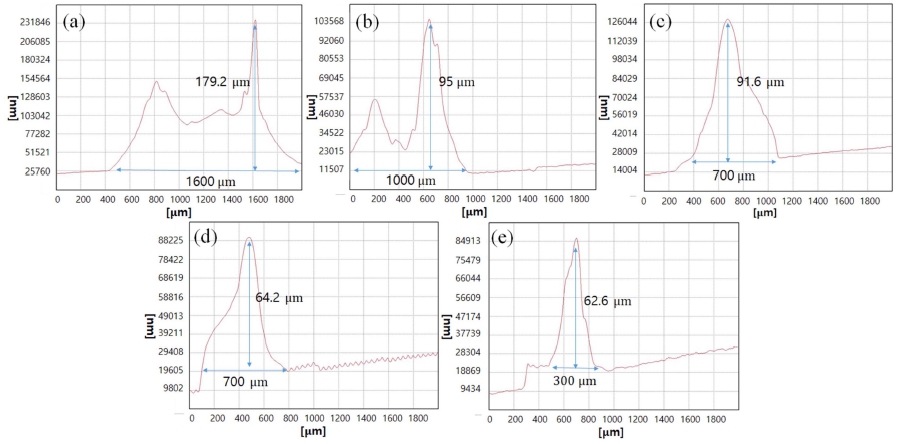
본 실험은 도포량 변화에 따라서 표면 단차를 확인하기 위한 실험이다. 알파스텝(KP-10 SURFACE PROFILER) 은 바늘로 시료 표면을 긁어 단차를 전기적 시그널로 증 폭하여 기록, 측정하는 장비로 시료의 단면의 형태, 폭 을 확인할 수 있다. Fig. 8는 알파스텝측정 결과 그래프 를 나타낸 그림이다. (a)는 5 mm/s, (b)는 10 mm/s, (c) 는 20 mm/s, (d)는 30 mm/s, (e)는 50 mm/s 시료를 측 정한 그래프이다. (a)는 최고 두께가 179.2 μm로 높게 측 정됐다. 또한 도포 폭은 1,600 μm로 실험에 사용한 태 양전지 버스바 라인은 1.5 mm인데 이 보다 크다. 때문 에 과도포로 태양전지 출력에 영향을 준다. (b)는 도포 두께는 95 μm로 5 mm/s보다 84 μm 낮다. 이는 도포량 이 적은걸 볼 수 있다. 하지만 도포가 일정하지 않아서 출력에 영향을 준다. (c)는 일정하게 도포가 이루어졌으 며 도포두께는 10 mm/s와 비슷하다. 이는 태양전지와 리 본의 결합이 잘 이루어질 수 있다. (d)는 20 mm/s랑 똑 같이 일정하게 도포가 이루어졌고 도포 폭도 비슷하지 만 도포두께가 27.4 μm 낮은걸 볼 수 있다. 도포량이 20 mm/s보다 낮기 때문에 도포두께도 낮아졌다. (e) 도 포두께는 62.6 μm로 30 mm/s와 비슷하지만 도포 폭이 400 μm가 줄어들었다.
4. 결 론
본 논문은 박형 결정질 실리콘 태양광 모듈의 제조공 정 중 하나인 저온 태빙 공정에 이용하는 전도성 페이 스트 도포량에 대한 연구이다. 도포량은 디스펜서의 속 도만을 조절하였고 도포량에 따른 모듈을 제작하였다. 도 포량에 따른 모듈의 전기적 출력을 비교 분석하고 도포 된 두께와 폭을 분석하여 최적의 도포량을 찾았다. 그 결과 다음과 같은 결론을 얻었다.
1) 도포속도를 5, 10, 20, 30, 40, 50, 60 mm/s 별로 도포량을 조절하여 결정질 태양광 모듈을 제작하였으며, 도포량을 측정 결과 도포속도가 증가할수록 도포량은 감 소하였다.
2) 솔라 시뮬레이터를 이용하여 도포량에 따른 모듈의 발전 성능을 측정 하였으며, 측정 결과 20 mm/s에서 4.554 ± 0.015W로 높은 출력, 9.988 ± 0.08 mΩ으로 낮은 저항이 측정되었다.
3) 광학현미경과 알파스텝으로 분석한 결과 20 mm/s, 30 mm/s에서 일정하게 도포되었지만 30 mm/s는 20 mm/ s보다 두께가 낮은 것을 확인할 수 있었다.
4) 분석 결과 과도포 경우 태양전지 버스바 주변에 전 도성 페이스트가 퍼져서 작은 음영이 생겼고 이는 직렬 저항 증가의 원인이 되었다. 소도포 경우 40 mm/s 이후 부터는 전도성 페이스트 양이 감소하여서 부분부분 끊 기는 현상이 발생하였다. 이는 직렬저항의 증가와 출력 의 저하 발생으로 이어졌다.
5) 최종적으로 최적의 도포량은 도포속도 20 mm/s에 서 확인되었으며 출력이 향상된 모듈을 제작하기 위해 서는 태양전지(버스바 전극은 총 6개, 전극 길이는 15.675 mm, 전극 폭은 1.5 mm) 한 장에 전도성 페이스트 도포 량은 최저 0.452 g/cell에서 최대 0.544 g/cell로 도포되어 야 한다.
이러한 분석을 통해서 최적의 도포량을 찾았고 전도성 페이스트 기반의 모듈을 제작할 때 기준이 되는 최적의 도포량을 도출하였다. 위와 같은 결론들을 보았을 때, 추 후에는 전도성 페이스트의 에폭시 함유량, 조성 같은 성 분의 조건을 변경하는 연구를 통해 더욱 최적화된 모듈 을 만들 수 있을 것으로 판단 할 수 있다.
